
Проточка коленвала ваз под подшипник
Проточка коленвала 11183
Всем доброго времени суток!
Работы по машине нынче движутся очень медленно в силу тотального отсутствия времени для занятия ею. Тем не менее, кое-что да и происходит. Сегодня я решил поделиться вами одним из подготовительных этапов к серьезной доработке. Какой? Сами догадаетесь. Даже люди, невидавшие и неинтересующиеся подобными вещами скорее всего сами поймут к чему эта запись.
Решено было покупать все по отдельности. Пащему? Да потому что я … Короч как-нибудь в другой раз все расскажу, когда мои планы станут ясны даже самому тупому и отсталому страусу.
Пошуршал Авито, нашел о продаже коленчатого вала 11183. Приехал, пообщался, поглядел, сторговал малость да и забрал:
Пробег коленвала около 20 тысяч км. Но есть одно НО — на одном кривошипе был неслабый задир. Это произошло вследствие долгого таскания бедного автомобиля в 30 градусный мороз. Хозяин сказал что после того как авто завели из мотора пошел неслабый свист. Разобрали, продефектовали. Мудрить они не стали, просто взяли и заменили коленвал на новый, а этот убрали на полку. Спустя время вывесили на авито, где его подстерегал я:
Первым делом я отвез коленвал на расточку, на Даурскую, к станковым дел мастерам. Ребята там работают, кстати, крайне дружелюбные, без комплекса "зажравшегося ленивого сервисника", по всем вопросам консультируют и идут навстречу. Проточили до первого ремразмера:
Далее я поинтересовался у них на предмет наличия знакомых токарей, на что они поделились контактами одного, который работает неподалеку (Неподалеку в географическом плане, чтобы доехать до него надо сделать крюк в несколько километров, дабы не утонуть с машиной в огромной луже или не сесть на брюхо на знаменитом участке дороги Даурская — Аделя Кутуя). Дядька оказался тоже добрым и приятным на общение человеком, эдакий токарь — бабай старой закалки. После того как я ему показал чертежи нужных мне деталей и кратко но четко объянил что мне нужно сделать он без проблем и лишних ломаний согласился и озвучил вполне нормальную цену. Уверен, что он сделал бы и дешевле, но он меня видел в первый раз и такой процедуры он еще не делал. Я согласился.
Имеем следующее:
Расточка коленвала

Коленчатый вал — это специальная деталь, выполненная из высокопрочной стали и чугуна. С его помощью создаётся крутящий момент методом передачи усилий от поршней через шатуны. Конструкция данного механизма предусматривает несколько штучных и коренных шеек. Соединяются они щеками, которые создают противовес. В данной статье мы поговорим о том, как расточить коленвал, и зачем необходима эта процедура.

Зачем нужна расточка коленчатого вала
Расточка выполняется в процессе капитального ремонта двигателя. При полной реставрации силового агрегата разбираются абсолютно все узлы, и проводится тщательная проверка всех деталей. Сегменты с выработкой более 50% выбрасываются. Так как их реставрация в большинстве случаем невозможна или слишком затратная. Коленчатый вал — это дорогостоящая деталь. В отличие от большинства узлов, её реставрация обходится значительно дешевле покупки новой.
Расточка коленвала выполняется при обнаружении отклонений в форме, размере или при наличии отложений на поверхности шеек. Из-за высокой нагрузки данного сегмента в конструкции автомобиля, его выработка является неизбежной. Вопрос о целесообразности этой операции возникает в любом случае при обнаружении даже незначительных вышеописанных дефектов, так как от этого зависит качество проведения ремонтных работ в целом. Технические требования к рабочей поверхности очень велики, поэтому данная процедура должна проводиться только при наличии соответствующего инструмента, оборудования и знаний.
Расточка коленвала своими руками

Расточка коленвала представляет собой сложную процедуру, выполнить которую в условиях даже хорошо оборудованного гаража практически невозможно. Так как она требует высокой точности, и может проводиться только на профессиональном токарном оборудовании. К тому же, чтобы получить качественный результат, нужен большой опыт и соответствующая квалификация. Самостоятельно можно выполнить следующие процедуры:
Демонтировать двигатель и все дополнительные навесные узлы, в число которых входит КПП, сцепление и маховик.
Вскрыть поддон силового агрегата, отвинтить крышку коренных и шатунных подшипников. Затем снять её с вкладышем и извлечь коленчатый вал.
Выполнить очистку коленвала. Для этой процедуры можно воспользоваться специальными смесями, их изобилия на рынке позволяет подобрать оптимальную жидкость в любой ценовой категории.
Для выполнения расточки требуется специальное оборудование. Обработка детали начинается с шатунных шеек или из самых изношенных коренных сегментов.
Плюсы от расточки коленвала

В процессе эксплуатации коленчатый вал подвергается большой нагрузке, что приводит к возникновению самых различных дефектов. Постоянное снижение уровня чистоты и образование на поверхности неровностей приводят к ухудшению работоспособности системы. Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
Обеспечивается идеальная чистота рабочих поверхностей. Использование специальных растворов и инструментов позволяет избавить деталь от инородных отложений.
Исправление дефектов (бочкообразности), которые возникают из-за неравномерных усилий при работе механизмов. Это приводит к возникновению зазоров в сопрягающихся деталях.
Устраняется овальность шеек, которая образуется из-за одностороннего усилия от шатуна и является побочным эффектом конструктивной особенности коленвала. Овальность возникает по истечении длительного эксплуатационного периода.
Восстанавливается диаметр шеек. Уменьшение диаметра шеек происходит неравномерно и зависит от режима работы цилиндров.
Как увеличить срок эксплуатации коленчатого вала
Не секрет, что расточка коленвала является дорогостоящей процедурой. Помимо самого рабочего процесса, нужно разбирать силовой агрегат, что также требует немало времени и финансовых затрат при условии обращения в сервис. Самый минимальный срок выполнения данной ремонтной работы выведет из строя автомобиль на несколько дней. В связи с этим советы опытных профессионалов о том, как продлить жизнь коленчатого вала, являются актуальными в любом случае.

Чтобы проводить столько сложные и затратные операции как можно реже нужно соблюдать некоторые правила при эксплуатации машины, так как срок службы коленвала во многом зависит от водителя и его характера езды.
Не допускайте перегревов силового агрегата и не эксплуатируйте машину на повышенных нагрузках.
Своевременно заменяйте расходные материалы: фильтры и моторное масло. Используйте только качественные детали и материалы, рекомендованные производителем.
Любые ремонтные работы, связанные с силовым агрегатом, выполняйте максимально аккуратно с привлечением опытных специалистов, при условии отсутствия личных навыков и знаний.
Регулярно отслеживайте состояние коленчатого вала по давлению в системе смазки и качеству масла.
Секреты коленчатого вала для гоночного мотора
Сегодня поговорим о Коленчатом вале, сокращённо - КВ.
КВ является одной из самых ответственных и сложных в конструктивном отношении деталей двигателя. От его прочности во многом зависит не только надёжность, но и возможность его форсировки.
Наиболее простым способом доработки КВ можно считать облегчение (обрезка) противовесов. С двигателя УЗАМ можно снять до 6 кг "лишнего веса". Конечно, и это требует определённых знаний и умений, но.
Самый интересный способ "доработки", если это "упражнение" язык повернётся назвать доработкой - Коленчатый вал на подшипниках качения.
Главное его достоинство - заметное уменьшение потерь на трение.
В 1969-1970 годах, для сборной СССР по авторалли, изготавливались КВ, в которых в качестве коренных использовались шариковые подшипники качения и для шатунных - роликовые.
Основные размеры тех валов оставались без изменений. Что касается выбора подшипников, то наружные размеры их были ограничены: для коренных - расстоянием между шпильками крепления коренных крышек блока цилиндров, для шатунных - размером кривошипной части шатуна.
На коренную шейку устанавливались два шариковых подшипника № 110 (первая мелкая серия), на шатунную - два роликовых № 292206
Роль внутренней обоймы выполняет сама шатунная шейка, поэтому твёрдость её должна быть не меньше HRC 60-65. Радиус кривошипа оставлялся 35 мм.
Изготовление такого вала - дело очень не простое. Дело даже не в изготовлении деталей - тут трудностей быть не должно.
Очень сложна сборка. Даже высококвалифицированные мастера из Сборной СССР портили по нескольку комплектов, прежде, чем удавалось получить удачный вал.
Эдвард Георгиевич Сингуринди, член команды, а в последствии и её тренер, рекомендовал:
1. Иметь небольшой резерв, 1-2 штуки, лишних подшипников, шеек и щёк сверх комплекта. Не забывать, что такой вал является сборным, но не разборным, т.е. он собирается один раз и навсегда.
2. Между каждой парой подшипников нужно ставить распорные шайбы. Свободная посадка подшипника на шейку не годится - нужно либо заменить подшипник, либо шейку.
3. Сначала, собираются 4 секции, каждая из двух щёк и одной шатунной шейки с роликовыми подшипниками, свободно,но без зазоров садящихся на свои шейки.
В связи с тем, что посадочные концы шеек запрессовываются в отверстия щёк, сборка должна производиться после предварительного нагрева щёк и охлаждения шеек по возможности быстро.
Собранные секции проверяются на правильность геометрии на специальной плите. Опорными поверхностями для этой и всех дальнейших проверок являются точно обработанные (не ниже 7 класса) грани щёк.
Проверенные секции собираются попарно с помощью второй и четвёртой коренных шеек по такой же технологии. Полученные таким образом две секции опять обязательно проверяются на плите и подгоняются с применением шлифовальных брусков одинакового размера.
4. Последний, самый ответственный момент - соединение двух последних секций между собой средней коренной шейкой.
Если после сборки вала при окончательной проверке на плите его кривизна по всех плоскостях оказалась не более 0,02-0,03 мм, считайте, что вам повезло и такой вал можно ставить в двигатель.
Вот эта фраза, про "считайте, что вам повезло", меня всегда впечатляла, особенно, когда я её впервые услышал от самого Эдварда Георгиевича (отмечу, что я никогда не был даже кандидатом в Сборную. В те времена я был студентом ЛТА, где Э.Г. Сингуринди был зав.кафедрой физвоспитания).
Для установки собранного вала в двигатель посадочные места коренных подшипников БЦ растачиваются под размер 80-0,02 мм, а нижнее отверстие шатуна - под размер 72-0,02 мм.
Расточку блока лучше производить за одну установку на станке, чтобы сохранить строгую соосность постелей под коренные подшипники.
При этом возникает необходимость в снятии части металла со шпилек крепления крышек коренных подшипников и болтов крепления крышки шатуна. Однако, нареканий на крепления не было.
Правильно собранный и закрепленный в блоке КВ вращается с лёгкостью, близкой к вращению велосипедного колеса.
Если хотите быть в курсе самых свежих новостей, узнавать о решении проблем при ремонте или «тайнах вождения» – подписывайтесь, не пожалеете!
Ремонт коленчатых валов и их подшипников
Устройство коленвала автомобиля, устройство коленчатого вала
Шлифовка коленвала
Коленвал состоит из следующих основных элементов:
- Коренные шейки – опоры вала, лежащие в коренных подшипниках, расположенных в картере двигателя;
- Шатунные шейки – опоры, с помощью которых вал соединяется с шатунами;
- Щёки (цапфы) коленвала – соединяют коренные и шатунные шейки;
- Выходная часть коленвала – часть коленчатого вала, на которой устанавливается шестерня или шкив отбора мощности для привода ГРМ (газораспределительного механизма) и других вспомогательных агрегатов, узлов и систем;
- Противовесы – разгружают коренные подшипники от центробежных инерционных сил первого порядка, вызванных неуравновешенными массами кривошипа и нижней части шатуна.
Коленчатые валы бывают разборные и неразборные. В автомобилях применяются неразборные коленчатые валы.
Поломка коленчатого вала. Причины выхода из строя. Ремонт коленвала.
Коленчатый вал силового агрегата постоянно находится под высокими нагрузками, вследствие чего он является одной из самых уязвимых деталей, восстановление которой занимает много времени и стоит недешево.
На коленвал постоянно воздействуют различные силы, начиная от высокого давления газов, которое вызвано работой поршневой группы, неправильными условиями эксплуатации автомобильного двигателя и заканчивая постоянно возникающим большим уровнем инерции. Заметим, что коленчатый вал относится к элементам, которым постоянно приходится испытывать всю силу циклических нагрузок, негативно отражающихся на целостности материала изготовления и значительно снижающих его прочность.
Особенности восстановления работоспособности коленвалов
Зачастую причиной выхода коленвала из строя является недостаточный уровень моторного масла, его неудовлетворительное состояние, продолжительная работа непрогретого силового агрегата на максимальных оборотах. Среди основных повреждений выделяют наличие задиров на шейках вала, износ подшипников, присутствие серьезной выработки на поверхности, расплавление вкладышей вследствие их постоянного перегрева.
Устранить задиры можно, отшлифовав шейки коленчатого вала. При этом для этой процедуры существует несколько ремонтных размеров. Однако в процессе шлифовки возникает более серьезная проблема, которая связана с нагревом поверхности шейки, и снижением в связи с этим ее прочности. В результате разогрева сторон шеек нарушается геометрия коленвала — он искривляется, что может привести к его заклиниванию либо серьезному повреждению. В таком случае полностью восстановить вал вряд ли удастся, потребуется его замена.
Увы, но шлифовка является распространенной практикой ремонта коленчатого вала. Ошибочно мнение большинства даже самых опытных мотористов и автомехаников, что после ее проведения полностью восстановятся все характеристики детали, и она может продолжать работать, как и прежде. При этом нарушение геометрии детали можно попросту не принимать во внимание. В результате получается, что и распредвал начинает функционировать некорректно, увеличивается износ деталей ГРМ, нарушается герметичность сальников, изгиб шеек приводит к повреждению и выработки их посадочных мест, силовой агрегат начинает сильно вибрировать, значительно увеличивается потребление топлива.
Нетрудно подсчитать центробежную силу, возникающую при вращении коленчатого вала силового агрегата со средними характеристиками (мощность, объем и т. д.). Эта цифра никогда не была маленькой. Ее среднее значение 8кН. Даже, несмотря на эту величину, единственным применяемым методом восстановления коленчатого валя, к сожалению, все равно является его шлифовка.
Характерные неисправности коленчатого вала
К наиболее распространенным из них относятся:
- нарушение геометрии коленвала;
- наличие деформаций (сколов, вмятин, царапин и т. д.) на поверхности вала;
- разбалансировка коленчатого вала, которая зачастую вызвана его искривлением;
- выработка отверстий масляных каналов, их засорение и прочие повреждения;
- пригорание вкладыша вследствие перегрева коленвала. (на различных типах автотранспорта эта неисправность характеризуется по-разному: на легковых авто на коленвале появляются задиры, а на грузовой технике ввиду повышенных нагрузок вкладыш пригорает моментально).
Все эти неисправности вызывают повышенный износ, как самого коленчатого вала, так и других элементов силового агрегата.
Профилактика неисправностей
Главное – это соблюдение всех рекомендаций производителя, которые указаны в сервисной книге автомобиля. Основной критерий продолжительной работоспособности этого элемента — своевременная замена моторного масла в соответствии с его типом и спецификацией.
Необходимо подчеркнуть, что в сервисных книгах автопроизводители указывают регламентные сроки проведения ТО и замены расходников, которые не соответствуют особенностям эксплуатации транспортных средств в нашей стране. Поэтому, необходимо самостоятельно несколько занизить эти сроки либо брать в расчет рекомендации «для тяжелых условий эксплуатации».
Проверка геометрии перед услугой ремонт коленвала
Перед началом проверки вал устанавливают крайними коренными шейками на призмы и с помощью индикаторной стойки измеряют биение средних шеек. Затем проверяют биение поверхностей сальников и хвостовика, с максимальной тщательностью измеряют диаметры коренных и шатунных шеек. Особое внимание обращают на износ средней и крайних коренных шеек, и на эллиптичность шатунных шеек. Эллиптичность замеряют в нескольких плоскостях для получения более точных измерений.
Перед тем, как приступить к ремонту, нужно проконтролировать несколько важных моментов.
Если вал шлифовали ранее, нужно проверить соосность хвостовика и поверхностей сальников коренным шейкам и уточнить наличие вкладышей нужного ремонтного размера. Особенно необходимо такое уточнение при ремонте валов двигателей многих иномарок, так как нередки ситуации, когда вкладышей нужного ремонтного размера нет в продаже, они существуют только в каталогах.
Если вал имеет шейки, сильно перегретые после разрушения подшипников, его следует проверить магнитным дефектоскопом на отсутствие трещин. Трещины, уходящие глубоко в тело вала или явно заметные невооруженным взглядом являются основанием для его выбраковки.
Коленвал также выбраковывается в случае, когда износ шеек превышает максимальный ремонтный размер. В крайнем случае, изношенные шейки вала можно попытаться восстановить методами сварки или наплавки.
Завершает подготовку к ремонту коленчатого вала операция по удалению заглушек и промывке внутренних каналов. Это процедура носит обязательный характер, так как во внутренних каналах скапливается большое количество грязи, которая способна испортить самый качественный ремонт коленчатого вала.
Шлифование и отделка шеек коленчатых валов
Токарная обработка коренных и шатунных шеек
6. Шлифование и отделка шеек коленчатых валов.
Высокие требования точности шеек коленчатых валов диаметральным размерам (1-2-й классы), геометрической формы (овальность и конусность в пределах 5-12 мкм) и шероховатости поверхности (9-10-й классы чистоты) достигаются шлифовальными и отделочными операциями.
Шлифовать коренные шейки сравнительно жестких одно-коленчатых и двух коленчатых валов можно и на обычных кругло шлифовальных станках. Однако ,как правило, шейки валов шлифуют на специализированных станках. При шлифовании коренных шеек вал устанавливают в центрах с применением люнетов.
При достаточно больших масштабах выпуска коренные шейки шлифуют на многокамневых станках, имеющих автоматический цикл врезного шлифования с выхаживанием, правкой круга и прибором активного контроля (рисунок6). Многокамневое шлифование предъявляет большие требования к однородности шлифовальных кругов в комплекте. Круги имеют диаметр 1000-1100 мм и ширину 25-85мм.
Шатунные шейки шлифуют обычно одним кругом поочередно. В качестве технологической базы выбирает поверхность коренных шеек , а для угловой ориентации-отверстия во фланце или, реже, базовой площадке на шейках колен.
Шлифуют на станках двусторонним приводом, причем при установке в приспособлении ось коренных шеек смешена от оси вращения шпинделя на величину радиуса кривошипа.
Последнее время для шлифования коренных и шатунных шеек коленчатых валов созданы автоматические линии.
Так, автоматическая линия фирмы NORTON (США), предназначенная для окончательного шлифования шатунных шеек коленчатого вала шестицилиндрового двигателя, состоит из шести последовательно работающих станков, на каждом из которых в автоматическом цикле обрабатывают определенную шейку. На всех позициях линии все шейки обрабатывают одновременно. В линии установлен один резервный полуавтомат. Станки линии соединены транспортером с гибкой связью и снабжены загрузочными устройствами. Станки имеют пневматические устройства активного контроля, по команде которого по достижении требуемого размера шейки отводятся шлифовальные круги. Автоматический цикл работы каждого станка линии состоит из следующих элементов: установка вала и его закрепление в патроне, ускоренное и рабочее подача шлифовального круга, автоматический контроль размеров, отвод шлифовальных кругов, съем детали и правка кругов.
Если при обработке размеры шлифуемых шеек будут отклонятся на величину больше допустимой , то станок автоматически останавливается, в то время как остальные станки линии могут продолжать работу. Независимая работа станков позволяет производить смену круга и ремонт станка без остановки работы всей линии; в этих случаях в работу вводится резервный станок. Производительность линии 60 валов в 1ч.
Автоматическая линия из четырех автоматов для шлифования шатунных шеек создано и на отечественном заводе ХСЗ.
Полирование абразивной лентой производят на специальных станках в одну или две операции. Предварительное полирование обычно выполняют лентой с абразивным порошком зернистостью 180-240, а окончательное- с зернистостью 240-300.
Снимаемый припуск лежит в пределах 0,006-0,015 мм. Полирование ведется при скорости вращения вала v=10/20 м/мин. Шероховатость поверхности соответствует 9-10-му классам чистоты.
7. Балансировка коленчатых валов.
Как уже оказалось, коленчатые валы подвергают балансировке. При большом выпуске коленчатых валов эту операцию производят на автоматических балансировочных станках или автоматических линиях . одна из таких линий для балансировки коленчатого вала восьмицилиндрового V-образного автомобильного двигателя (ЗИЛ-130) создано ЭНИОМСом. Она состоит из двух балансировочных автоматов мод.МА-24 и МА-25 и контрольного автомата мод. МА-36. Так как один балансировочный станок недостаточно уменьшает неуравновешенность (в 15-20 раз), то для еще большего снижения неуравновешенности на линии применяют двух кратное автоматическое определение неуравновешенности коленчатого вала с последующим ее устранением и контролем. Предварительное устранение неуравновешенности производят радиальным сверлением на определенную глубину отверстия диаметром 20мм в крайних противовесах вала. Окончательную же балансировку производят сверлением отверстий диаметром 12мм в средних противовесах. Начальная неуравновешенность коленчатого вала в результате его обкатки на этой линии снижается в 30-50 раз и остановится не более 30г/см . Производительность линии –54вала в час. Коленчатые валы подвергают многократному контролю, как в процессе его обкатки, так и после обкатки.
Обычно проверяют диаметральные размеры шеек, отверстия под подшипник во фланце, длину коренных и шатунных шеек и расстояние от базового торца, радиуса кривошипа, а также биение шеек и торца фланца относительно крайних коренных шеек, взаимное расположение коренных и шатунных шеек по длине и расстояние от базового торца, угловое расположение всех кривошипов, положение установочного отверстия и шпоночной канавки относительно коренных и шатунных шеек.
Для измерения применяют как обще принятые средства (скобы с микро индикаторами, индикаторные приспособления), так и специальные приспособления для комплексного окончательного контроля.
Такие приспособления применяют для комплексного контроля линейных размеров, радиуса кривошипа, положение установочного отверстия и шпонки.
Непараллейность (смешение) оси шатунной шейки относительно коренных шеек проверяют также специальным прибором.
8. Обкатка крупных коленчатых валов.
Заготовками для крупных стальных валов обычно являются поковки с удлиненными концами от 200 до 300 мм для зажима в патроне и поддержания в люнете. Поковка отличается значительной величиной припуска. При этом в коленах шатунные шейки при получении заготовки не формируются сплошными, поэтому коэффициент использования металла у таких поковок низкий.
ВПТИТяжмашем разработан процесс изготовления заготовок с помощью высадки и гибки на прессах, что позволяет получать заготовки валов со значительно меньшими припусками и без вырезки металла под шатунные шейки, как в поковках.
При этом способе под высадку и гибку предварительно обтачивают заготовку (рисунок 7) больше длины готовой поковки с проточенными шейками 1-14. Затем производят высадку фланцев (№13 и №14) на гидропрессе с подогревом до температуры 9000 С и затем последующую гибку, начиная с колена №1 и последовательно №№ 2,3,4,5,6. Металл подогревают до температуры 900-9500 С периодически после каждой операции гибки очередного колена.
Характерными особенностями изготовления крупных коленчатых валов из поковок является многократная разметка под обработку на различных операциях и вырезка металла под шатунные шейки.
Шатунные шейки обкатывают на специальных токарных станках при неподвижном вале. Вал устанавливают на станке по размеченному центру шейки, так , чтобы обрабатываемая шейка находилась в центре суппортной рамы. Суппортная рама станка вместе с установочными на ней резцами вращается вокруг шейки, производя ее обкатку.
Технологический маршрут крупных коленчатых валов приведен в таблице1.
1. Б.Л.Беспалов Технология машиностроения. М. Машиностроение 1973год 447
Токарная обработка коренных и шатунных шеек
Информация о работе «Изготовление коленчатых валов»
Раздел: Промышленность, производство Количество знаков с пробелами: 25799 Количество таблиц: 0 Количество изображений: 0
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.

Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
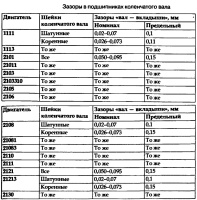
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
Допуски биения шеек коленчатого вала двигателей ВАЗ.

Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
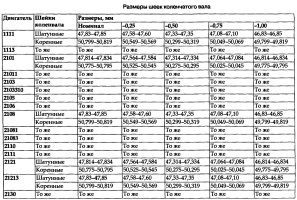
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.

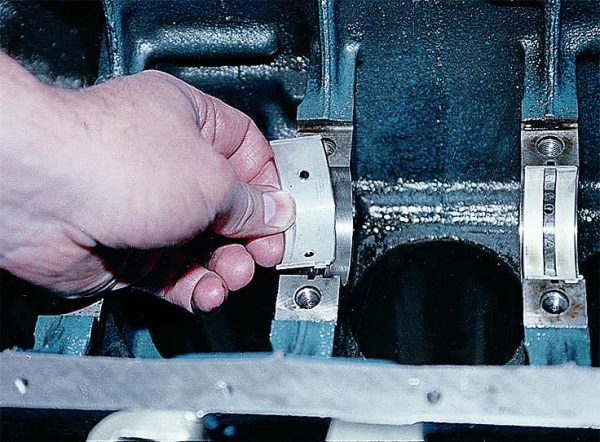
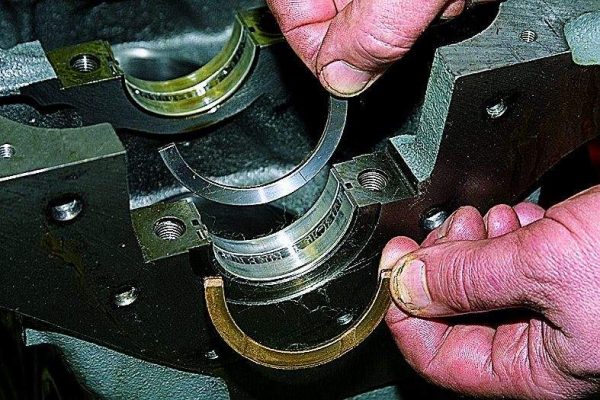
Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.

Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
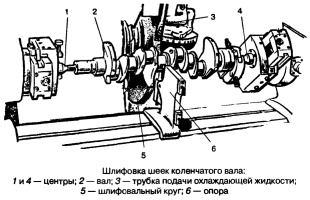
Шлифование шеек коленчатого вала двигателей ВАЗ.
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
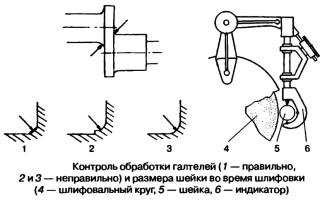
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Этого же может потребовать и брак шлифовщика, «запоровшего» одну из шеек. Ведь не всегда учитывают жесткость, материал, длину и вес вала, как это требуется при обработке. Кроме того, устанавливать вал для шлифовки следует только в центрах. При этом обработка ведется от базовых размеров и осей изготовителя, а также устраняется опасность прогиба вала.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Еще одна важная особенность. Вращение вала в станке должно быть в ту же сторону, что и при работе в двигателе. При трении шеек о вкладыши верхний слой металла шеек должен испытывать усилия в том же направлении, что и при обработке шеек. Иначе сопротивление трению возрастает из-за незаметных «волн» остаточного напряжения верхнего слоя металла от действия резца или шлифовального круга.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
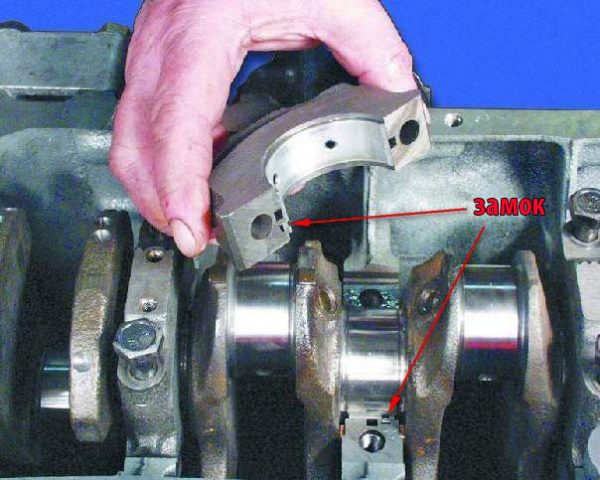
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
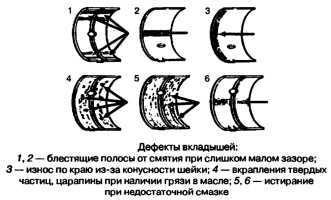
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
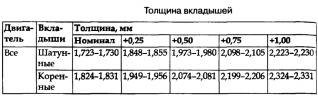
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
Как выбрать, отремонтировать и установить коленвал на ВАЗ 2106
Двигатель внутреннего сгорания невозможно представить без коленчатого вала, поскольку именно эта деталь позволяет сдвинуть транспортное средство с места. Поршни характеризуются только поступательным движением, а для трансмиссии необходим крутящий момент, который удаётся получить благодаря коленвалу. Со временем механизм изнашивается и требует проведения ремонтных работ. Поэтому важно знать, что и в какой последовательности нужно делать, какие инструменты использовать.
Для чего нужен коленвал в двигателе ВАЗ 2106
Коленчатый вал (коленвал) — важная деталь кривошипно-шатунного механизма любого двигателя. Работа узла направлена на преобразование энергии сгорающих газов в механическую энергию.
Описание коленвала ВАЗ 2106
Коленвал имеет довольно сложную конструкцию, с расположенными на одной оси шатунными шейками, которые соединяются посредством специальных щёк. Количество шатунных шеек на двигателе ВАЗ 2106 равно четырём, что соответствует числу цилиндров. Шатуны обеспечивают соединение шеек на валу с поршнями, в результате чего совершаются возвратно-поступательные движения.
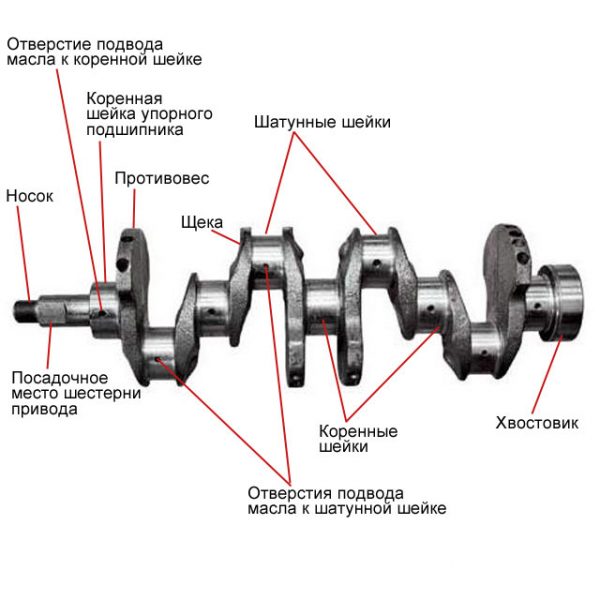
Рассмотрим основные элементы коленчатого вала:
- Коренные шейки — являются опорной частью вала и устанавливаются на коренных вкладышах (расположены в картере мотора).
- Шатунные шейки. Эта часть предназначена для соединения коленвала с шатунами. Шатунные шейки, в отличие от коренных, имеют постоянное смещение в стороны.
- Щёки — деталь, обеспечивающая соединение двух типов шеек вала.
- Противовесы — элемент, уравновешивающий вес шатунов и поршней.
- Передняя часть вала — часть, на которую насаживается шкив и шестерня механизма газораспределения.
- Задняя часть. К ней крепится маховик.
Спереди и сзади коленвала установлены уплотнители — сальники, которые предотвращают выход масла наружу. Весь механизм коленчатого вала вращается благодаря специальным подшипникам скольжения (вкладышам). Эта деталь представляет собой тонкую стальную пластину, которая покрыта материалом с низким коэффициентов трения. Чтобы вал не смещался по оси, используется упорный подшипник. В качестве материала при изготовлении коленчатого вала используется углеродистая или легированная сталь, а также модифицированный чугун, а сам процесс производства осуществляется методом литья или штамповки.
Коленвал силового агрегата имеет сложное устройство, но при этом принцип его работы довольно прост. В цилиндрах двигателя происходит воспламенение и сгорание топливно-воздушной смеси, в результате чего выделяются газы. В ходе расширения газы оказывают воздействие на поршни, что приводит к совершению поступательных движений. Механическая энергия от поршневых элементов передаётся шатунам, которые соединяются с ними через втулку и поршневой палец.
Такой элемент, как шатун, соединяется с шейкой коленвала с помощью вкладыша. Как результат, поступательное движение поршня преобразуется во вращение коленчатого вала. Когда вал совершает пол-оборота (проворачивается на 180˚), шатунная шейка движется обратно, тем самым обеспечивая возврат поршня. В дальнейшем происходит повторение циклов.

Не менее важным в работе коленвала является процесс смазывания трущихся поверхностей, к которым относятся шатунные и коренные шейки. Важно знать и помнить, что подача смазки к валу происходит под давлением, которое создаётся масляным насосом. На каждую коренную шейку масло подводится отдельно от общей системы смазки. На шейки шатунов смазывающее вещество подаётся через специальные каналы, которые расположены в коренных шейках.
Размеры шеек
Коренные и шатунные шейки по мере эксплуатации двигателя изнашиваются, что приводит к нарушению правильной работы силового агрегата. Кроме этого, износ может быть связан с разного рода неполадками двигателя. К таковым относятся:
- низкое давление в системе смазки;
- малый уровень масла в картере;
- перегрев мотора, что приводит к разжижению масла;
- низкое качество смазки;
- сильный засор масляного фильтра.
Перечисленные нюансы приводят к повреждению поверхности шеек вала, что говорит о необходимости ремонта либо замены узла. Чтобы оценить износ шеек, необходимо знать их размеры, которые приведены в таблице.
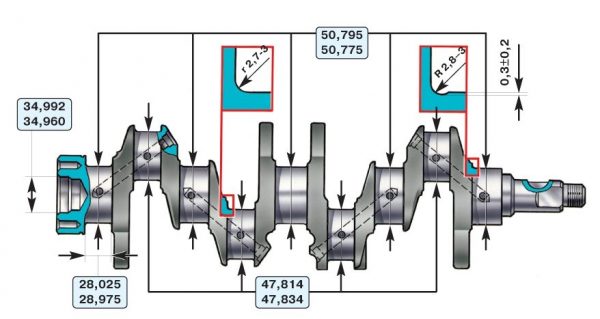
Таблица: диаметры шеек коленвала
| Шатунные | Коренные | ||||||||
| Номинальные | Ремонтные | Номинальные | Ремонтные | ||||||
| 0,25 | 0,5 | 0,75 | 1 | 0,25 | 0,5 | 0,75 | 1 | ||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 | 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 | 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Что делать при износе шеек
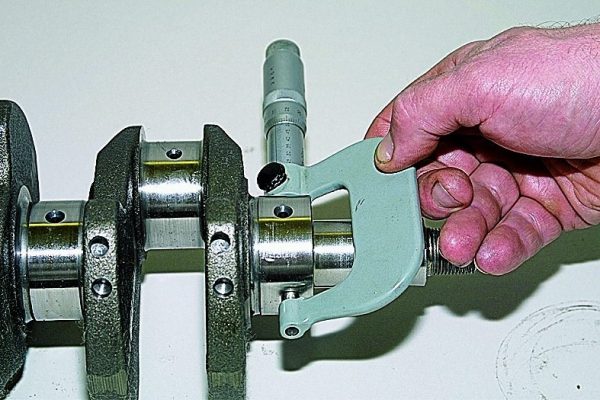
Каковы действия при износе шеек коленвала на ВАЗ 2106? Сперва производится деффектовка, делают замеры при помощи микрометра, после чего выполняют шлифовку шеек коленвала на специальном оборудовании до ремонтного размера. В гаражных условиях эту процедуру сделать невозможно. Шлифовка шеек производится до самого близкого размера (исходя из приведённых таблиц). После обработки устанавливаются утолщённые вкладыши (ремонтные) в соответствии с новым размером шеек.
Если производится капитальный ремонт двигателя, совсем не лишним будет осмотреть масляный насос, продуть масляные каналы блока цилиндров, а также самого коленвала. Внимание стоит обратить на систему охлаждения. Если на элементах двигателя или его системах присутствуют следы износа либо повреждений, детали и механизмы нуждаются в ремонте или замене.
Видео: шлифовка коленвала на станке
Выбор коленвала
Необходимость в выборе коленчатого вала на ВАЗ 2106, как и на любой другой автомобиль, возникает в случае ремонта двигателя или для улучшения характеристик мотора. Независимо от поставленных задач нужно помнить, что коленчатый вал должен быть тяжёлым, с противовесами большого веса. Если деталь будет подобрана правильно, механические потери значительно снизятся, также как и другие нагрузки на механизмы.
В процессе выбора узла, даже если он новый, пристальное внимание обращают на его поверхность: никаких видимых изъянов, таких как царапины, сколы, задиры, быть не должно. Кроме этого, внимание уделяют ряду характеристик коленвала, а именно соосности, овальности, конусности и диаметру шеек. Во время сборки мотора выполняют балансировку коленчатого вала для уравновешивания всех вращающихся элементов. Для этой процедуры используется специальный стенд. По окончании балансировки закрепляют маховик и снова продолжают процесс. После монтируют корзину сцепления и другие элементы (шкивы). Необходимости в балансировке с ведомым диском сцепления, нет.
Установка коленвала на ВАЗ 2106
Прежде чем приступить к установке коленчатого вала на «шестёрку» потребуется подготовить блок цилиндров: вымыть и вычистить его от загрязнений, а затем высушить. Процесс монтажа невозможен без инструментов, поэтому нужно позаботиться об их подготовке:
- набор ключей;
- набор отвёрток;
- микрометр;
- расходные материалы (вкладыши, сальники, полукольца);
- динамометрический ключ.

Подшипник коленвала
В задней части коленвала ВАЗ 2106 устанавливается подшипник с широкой обоймой, в которую вставляется первичный вал коробки передач. При капитальном ремонте силового агрегата нелишним будет проверить работоспособность подшипника. Распространёнными неисправностями этой детали являются появление люфта и похрустывание. Для замены подшипника можно использовать специальный съёмник либо прибегнуть к простому методу — выбивание с помощью молотка и зубила. Кроме того, что деталь потребуется демонтировать, важно приобрести изделие соответствующей размерности, а именно 15х35х14 мм.

Сальники коленвала
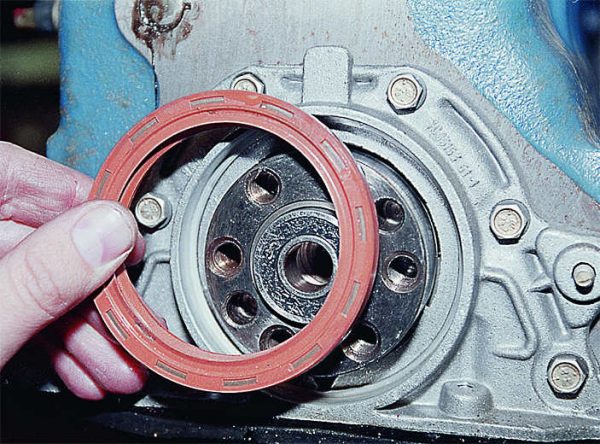
Передний и задний сальник при ремонте двигателя подлежат замене, независимо от срока их эксплуатации. Демонтировать старые и установить новые манжеты гораздо проще на снятом двигателе. Оба уплотнителя монтируются в специальных крышках (передняя и задняя).

Каких-либо сложностей в извлечении старых сальников возникнуть не должно: сперва с помощью наставки (бородка) выбивается ранее установленный уплотнитель, а после, используя подходящую по размеру оправку, запрессовывают новую деталь. При покупке новых манжет внимание обращают на их размеры:
- 40*56*7 для передней;
- 70*90*10 для задней.
Вкладыши
При обнаружении на поверхности вкладышей различных дефектов либо следов износа, подшипники нужно заменить, поскольку подгонке они не подлежат. Чтобы определить, можно ли использовать демонтированные вкладыши в дальнейшем, потребуется провести замеры между ними и шатунными, а также коренными шейками вала. Для коренных шеек допустимым размером является 0,15 мм, для шатунных — 0,1 мм. В случае превышения допустимых норм, подшипники необходимо заменить на детали с большей толщиной, после того как будет произведена расточка шеек. При правильном подборе вкладышей по соответствующему размеру шейки, вращение коленвала должно быть свободным.
Полукольца
Упорные полукольца (полумесяцы) предотвращают осевое смещение коленвала. Аналогично вкладышам они не должны подгоняться. При видимых дефектах полуколец, деталь необходимо заменить. Кроме этого, они подлежат замене, если осевой зазор коленчатого вала превышает допустимый (0,35 мм). Новые полумесяцы подбирают в соответствии с номинальной толщиной. Осевой зазор при этом должен составлять 0,06–0,26 мм.
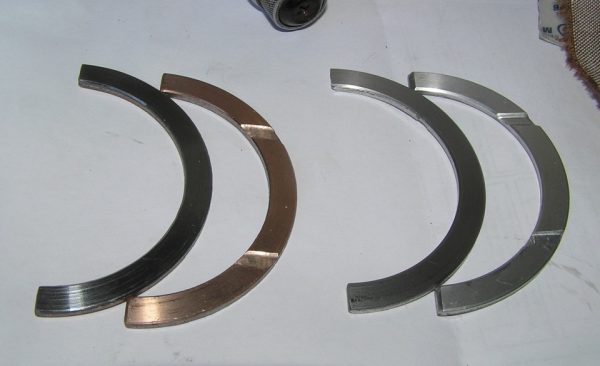
Устанавливаются полукольца на «шестёрке» на пятом коренном подшипнике (первый от маховика). Материал изготовления элементов может быть разным:
- со стороны маховика — бронзовые, металлокерамические, медные;
- с передней стороны — бронзовые, сталеалюминиевые.
Какие из перечисленных деталей выбрать, зависит от предпочтений владельца автомобиля. Опытные мастера советуют устанавливать изделия из бронзы. Помимо материала, внимание следует обратить на то, что полукольца имеют прорези для поступления смазки. Передний полумесяц устанавливают прорезями к валу, задний — наружу.
Как установить коленвал на ВАЗ 2106
Когда проведена диагностика, дефектовка коленвала, возможно, расточка, подготовлены необходимые инструменты и детали, можно приступать к установке механизма на двигатель. Процесс монтажа коленчатого вала на «Жигулях» шестой модели состоит из следующих шагов:
-
Запрессовываем подшипник первичного вала КПП.





Для улучшения герметизации, прокладки двигателя рекомендуется устанавливать при помощи герметика.
Видео: установка коленвала на «классике»
Шкив коленвала
Генератор и водяной насос на ВАЗ 2106 приводятся в движение посредством ремня от шкива коленвала. При проведении ремонтных работ с двигателем, внимание стоит обратить также на состояние шкива: нет ли видимых повреждений (трещины, задиры, вмятины). При обнаружении дефектов, деталь следует заменить.

В процессе монтажа, шкив на коленчатый вал должен садиться ровно, без перекосов. Несмотря на то что шкив на валу сидит довольно плотно, для защиты от проворачивания используется шпонка, которая также может быть повреждена. Деталь с дефектами подлежит замене.

Метки коленвала
Чтобы двигатель работал безукоризненно, после установки коленвала необходима правильная настройка зажигания. На шкиве коленчатого вала есть специальный отлив, а на блоке цилиндров три метки (две короткие и одна длинная), соответствующие углу опережения зажигания. Первые две обозначают угол в 5˚ и 10˚, а длинная — 0˚ (ВМТ).

Метку на шкиве коленвала располагают напротив длиной риски на блоке цилиндров. На звёздочке распредвала также есть метка, которую необходимо совместить с отливом на корпусе подшипников. Для вращения коленчатого вала используют специальный ключ соответствующей размерности. По обозначенным меткам поршень первого цилиндра находится в верхней мёртвой точке, при этом бегунок на распределителе зажигания нужно установить напротив контакта первого цилиндра.
Несмотря на то что коленвал является ответственным узлом любого двигателя, провести ремонт механизма под силу даже начинающему автомастеру, за исключением этапа шлифовки. Главное, подобрать элементы согласно размерам вала, после чего следовать пошаговым инструкциям по его сборке.
Читайте также: