
Коренные вкладыши ока установка
Мотор ВАЗ Ока
Технические характеристики

Первый вариант двигателя с обозначением ВАЗ-1101 был выпущен в конце 1984 небольшой серией. Массовый выпуск Оки был параллельно запущен в Серпухове и Набережных Челнах с 1988 года. С этого года Ока продолжает оставаться одной из популярных моделей российских автомобилей.
Вид двигателя

Вид в разрезе двигателя

В 2006 году ВАЗ свернул производство двигателя для Оки, так как его адаптация под введенные нормы Евро-2 требовало значительных изменений в конструкции. Автомобили продолжали выпускать компанией СеАЗ с китайским 3-цилиндровым двигателем объемом 1 л.
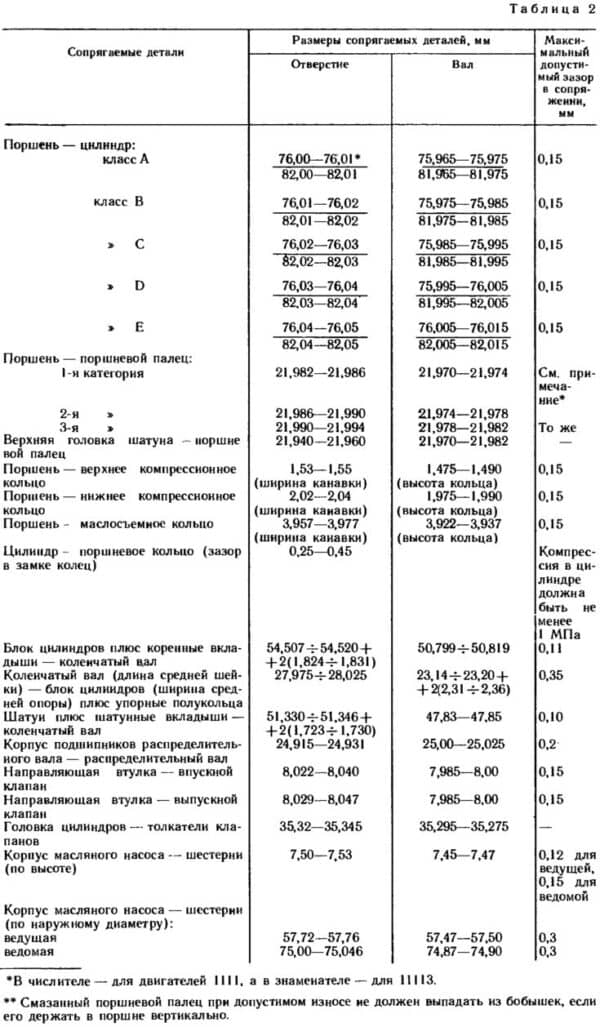
Размеры поршневой
Дефектовка деталей двигателя
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные:
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Подбор поршней
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм

При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней

Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819
шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831
шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
Биение коленчатого вала должно составлять, мм:
Сборка

1. Установите стопорные кольца подшипников, запрессуйте заглушки, нанеся на них тонкий слой герметика, и передние подшипники уравновешивающих валов в посадочные гнезда блока цилиндров. Запрессуйте подшипники с помощью оправки (Dнар.=50 мм, dвн.=30 мм, L=100 мм), прилагая усилие к наружным кольцам. Подшипники запрессовывайте с внутренней стороны блока цилиндров.
2. Установите уравновешивающие валы.


3. Установите задние подшипники уравновешивающих валов и запрессуйте их с помощью подходящей оправки, прикладывая усилие к наружному кольцу подшипника.
4. Установите стопорные кольца задних подшипников уравновешивающих валов с помощью специальных щипцов.


5. Смажьте тонким слоем моторного масла вкладыши коренных подшипников коленчатого вала и установите их в постели блока цилиндров (фиксирующие усы вкладышей устанавливайте в проточки постелей). Вкладыш средней шейки не имеет продольной канавки.
6. Установите коленчатый вал двигателя в постели блока цилиндров, предварительно смазав шейки вала (коренные и шатунные) тонким слоем моторного масла. Установите упорные полукольца на среднюю шейку коленчатого вала, предварительно смазав их тонким слоем моторного масла (проточками в сторону шеек вала, кольцо с алюминиевым покрытием белого цвета устанавливайте с передней стороны постели коленчатого вала, а металлокерамическое — с другой стороны постели). Поверните полукольца так, чтобы их концы были заподлицо с торцом постели.
7. Протрите крышки коренных подшипников чистой тряпкой.


8. Смажьте вкладыши тонким слоем моторного масла и установите их в крышки коренных подшипников (фиксирующие усы вкладышей устанавливайте в проточки крышек).
9. Установите крышки коренных подшипников согласно меткам на них (одна метка — первая крышка со стороны переднего конца коленчатого вала, две метки — вторая, три — третья). Метки на крышках должны быть расположены со стороны генератора.

10. Затяните болты крепления крышек коренных подшипников моментом 68,31–84,38 Н·м (6,97–8,61 кгс·м). В первую очередь нужно затягивать болты средней крышки.
11. Проверьте, проворачивается ли коленчатый вал. Он должен вращаться легко, без заеданий.


12. Установите упорные пластины задних подшипников уравновешивающих валов и затяните болты их крепления (по два болта на каждой пластине).
13. Поверните коленчатый вал так, чтобы метка на шестерне привода уравновешивающих валов совпала с приливом на блоке цилиндров. Установите шпонки в пазы задних концов уравновешивающих валов и шестерни уравновешивающих валов. Широкая метка на шестерне уравновешивающего вала должна совпадать с двойной меткой на шестерне коленчатого вала, а узкая метка шестерни другого уравновешивающего вала — с одинарной меткой шестерни коленчатого вала.

14. Затяните болты крепления шестерен моментом 45,82–56,60 Н·м (4,68–5,78 кгс·м). Для этого зафиксируйте коленчатый вал от проворачивания, вставив металлический стержень в балансировочное отверстие.
15. Обезжирьте поверхность блока цилиндров бензином, соблюдая меры пожарной безопасности.


16. Запрессуйте сальник в держатель (используя деревянный брусок).
17. Обезжирьте привалочную поверхность держателя заднего сальника коленчатого вала и нанесите тонкий слой герметика на эту поверхность.
18. Смажьте рабочую кромку заднего сальника коленчатого вала тонким слоем моторного масла.


19. Установите держатель заднего сальника коленчатого вала на двигатель. Заправьте рабочую кромку сальника деревянной палочкой.
20. Затяните пять болтов и две гайки крепления держателя заднего сальника коленчатого вала.


21. Установите маховик на коленчатый вал штифтами под сцепление наружу, совместив отмеченное отверстие со втулкой на фланце коленчатого вала.
22. Установите пластину болтов маховика, нанесите тонкий слой герметика на болты крепления маховика и.


23. . удерживая маховик от проворачивания, затяните болты его крепления моментом 70,81–87,47 Н·м (7,22–8,92 кгс·м). Болты затягивайте крест-накрест.
24. Для удобства установки масляного насоса смажьте прокладку насоса тонким слоем консистентной смазки (Литол-24) и установите ее на поверхность блока цилиндров.


25. Залейте в корпус масляного насоса 10–20 г моторного масла и проверните шестерни масляного насоса на несколько оборотов, чтобы смазать их. Шестерни должны вращаться легко, без заеданий.
26. Установите масляный насос в сборе на привалочную поверхность блока цилиндров, заправьте рабочую кромку переднего сальника деревянной палочкой и.


27. . заверните шесть болтов крепления масляного насоса к блоку цилиндров.
28. Установите шпонку в канавку переднего конца коленчатого вала.

29. Установите шкив коленчатого вала и напрессуйте его на вал с помощью оправки из мягкого металла.
30. Протрите зеркала цилиндров чистой тряпкой. Подберите поршни к цилиндрам по диаметру (маркировка группы нанесена на фланце крепления масляного картера блока цилиндров на днище поршня) и массе.
31. Наденьте поршневой палец 2 (рис. 2.10) на валик 1 приспособления для установки поршневого пальца с дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.

32. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень так, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.

Обратите внимание, что поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
Устанавливайте палец быстро и до упора, так как шатун охлаждается быстро и после его остывания изменить положение пальца в верхней головке будет невозможно.

33. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.
34. Протрите поршни и шатуны чистой тряпкой. Установите кольца на поршни тем же способом, что и при их снятии (см. выше «Разборка»).


35. Установите вкладыши шатунных подшипников в шатун и смажьте их моторным маслом.
36. Проверьте легкость перемещения колец в канавках поршня, вращая кольца. Замки колец расположите под углом 120°.


37. С помощью специальной оправки сожмите поршневые кольца и.
38. . аккуратно ударяя ручкой молотка по днищу поршня, установите поршни в сборе с шатунами в цилиндр так, чтобы стрелка на днище поршня была направлена к приводу распределительного вала. При этом оправка должна быть плотно прижата к блоку цилиндров, иначе можно поломать поршневые кольца.
При отсутствии готового приспособления для сжатия колец его можно изготовить самостоятельно из полосы жести соответствующей ширины.


39. Установите крышки шатуна с вкладышами на шатунные болты (при этом номер цилиндра на шатуне и его крышке должен располагаться с одной стороны) и осадите их с помощью ручки молотка.
40. Затяните гайки крышек шатунных подшипников моментом 43,32–53,51 Н·м (4,42–5,46 кгс·м).


41. Удалите выступающие части прокладки масляного насоса и излишки герметика с привалочной поверхности блока цилиндров под масляный картер.
42. Установите маслоприемник с уплотнительным кольцом (показано стрелкой) и затяните три болта его крепления.

43. Для удобства установки картера смажьте тонким слоем консистентной смазки прокладку масляного картера и установите ее на поверхность блока цилиндров.
44. Установите масляный картер и затяните одиннадцать болтов его крепления.
45. Установите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»). Далее собирайте двигатель в порядке, обратном разборке. Установите двигатель на подрамник в последовательности, обратной снятию (см. «Разборка»). Отрегулируйте натяжение ремней привода распределительного вала и генератора.
Приложение: Моменты затяжки резьбовых соединений Ваз 1111 ОКА
Отсоедините провод от клеммы “–” аккумуляторной батареи.
Слейте жидкость из системы охлаждения двигателя.
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь также может быть из-за коробления головки блока вследствие перегрева двигателя.
Прокладка головки блока разовая, поэтому при каждом снятии головки блока прокладку необходимо заменять.
Выньте оболочку тяги привода воздушной заслонки из кронштейна и отсоедините тягу от рычага, ослабив болты крепления (см. подраздел 10.10.6.).
Отсоедините наконечник промежуточной тяги от промежуточного рычага привода дроссельной заслонки.
Отверните две гайки крепления кронштейна промежуточного рычага.
Обратите внимание: под гайками установлены пружинные шайбы.
Снимите кронштейн со шпилек.
Отсоедините провода от клапана ЭПХХ.
Отсоедините шланг от вакуумного регулятора датчика момента искрообразования.
Отверните три гайки крепления датчика момента искрообразования, снимите его со шпилек и отведите в сторону, не отсоединяя от него колодку с проводами.
Снимите топливный насос со шпилек корпуса привода вспомогательных агрегатов (см. подраздел 10.10.3.) и отведите его в сторону, не отсоединяя от него шлангов.
Отверните болт крепления корпуса привода вспомогательных агрегатов.
Обратите внимание: под головкой болта установлена пружинная шайба.
Снимите корпус привода вспомогательных агрегатов со шпилек.
Проверьте и замените порванное или потерявшее эластичность уплотнительное кольцо, установленное в корпусе привода вспомогательных агрегатов.
Снятие и ремонт головки блока цилиндров автомобиля «Ока»
Единственной моделью особо малого класса, оснащенных двухцилиндровым мотором, которая выпускалась Волжским автомобильным заводом (а также СеАЗ и КамАЗ) была ВАЗ «Ока» и ее модификации.
Несмотря на то, что цилиндров было только два, концептуально мотор этой машинки не отличался от двигателей других версий ВАЗ. Это была хорошо проработанная силовая установка с жидкостным с-мой охлаждения, электронной с-мой зажигания, ГРМ с верхним расположением распред. вала и ременным приводом, карбюраторной системой питания. От мотора той же ВАЗ-2108 силовой агрегат «Оки» отличался, по сути, только количеством цилиндров. А это значит, что эта установка требовала того же обслуживания, что и «восьмерочная».
К особенностям этого мотора можно отнести достаточно серьезную роль головки блока цилиндров. Ведь она задействуется в системе питания и отвода выхлопных газов, зажигания, охлаждения, а также обеспечивает соблюдение фаз газораспределения. Но в отличие от ГБЦ ВАЗ-2108, головка «Оки» — очень компактная.
Поскольку от состояния головки и элементов, установленных в нее, зависит работоспособность двигателя в целом, то следует периодически проводить техническое обслуживание узлов, установленных в ГБЦ, сводящееся к регулировке клапанов, в также замене маслосъемных колпачков. В случае же поломки проводятся ремонтные работы.



Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Когда требуется демонтаж головки блока?
Отметим, что ремонт головки «Ока» невозможно выполнить, пока она установлена на двигатель, поэтому первой операцией по восстановлению этого элемента является снятие его с мотора. Несмотря на то, что располагается ГБЦ в верхней части силовой установки, демонтировать ее не очень просто, поскольку к ней крепится много составных элементов. Снимать ее придется также, если требуется замена прокладки головки.
В основном, ремонт головки блока цилиндров «Ока» 11113 или другой модификации выполняется, если возникли проблемы с клапанным узлом:
- Прогорание клапанов;
- Износ клапанных седел и кромок, подгорание их;
- Повреждение или износ направляющих и маслосъемных колпачков;
Это основные причины, которые требуют проведения ремонтных работ. Бывают и другие причины, по которым приходится снимать ГБЦ и подвергать ремонту, к примеру, появление трещины на корпусе, но такая неисправность встречается очень редко.
Также снятие ГБЦ потребуется в случае замены цилиндропоршневой группы, поскольку поршни вытаскиваются из цилиндров вверх.
Основные рекомендации при затяжке болтов ГБЦ
Для успешной затяжки ГБЦ своими руками придерживайтесь следующих рекомендаций:
- Используйте инструкцию производителя автомобиля. В ней указываются точные значения усилия и момента, а также задается конкретный порядок установки ГБЦ при ремонте двигателя.
- Проверяйте исходное состояние болтов. Если вы заметили срыв или искажение резьбы, то купите новые образцы.
- Поверхность отверстия и резьбы болта должны быть абсолютно чистыми. Быстро почистить цилиндры можно с помощью проволочной щетки, которая используется, когда проводится покраска штампованных дисков.
- При обнаружении «слепых» отверстий под болты ГБЦ, аккуратно используйте масло для смазки. В случае, если смазки будет больше, чем необходимо, вы не сможете установить болт до конца.
Совет: после затяжки обязательно смажьте резьбу при помощи пластичного герметика.
- Если в блоке ГБЦ применены болты с типом TTY, то категорически запрещено повторно их затягивать. При максимальном усилии они могут просто разорваться и привести к разрушению прокладки.
- При установке новой прокладки под болт обязательно нужно уточнить информацию по величине усилия и момента при затяжке.
- Используя при затяжке болты специального типа TTY, необходимо будет выставить и затягивать их под четким градусом. Для этого вам понадобится соответствующий инструмент, имеющий в корпусе индикатор угла.
Инструмент, имеющий в корпусе индикатор угла
Порядок действий
Запасшись всем необходимым, можно приступать к работам.
Последовательность действий такая:
- Ставим «Оку» в гараж или на ровную площадку, обездвиживаем, снимаем клемму с АКБ;
- Сливаем с системы охлаждения ОЖ (подставляем емкость под сливные пробки, выкручиваем их и дожидаемся, пока жидкость стечет. Ставим на место пробки и затягиваем);
- Демонтируем корпус воздушного фильтра. Горловину карбюратора накрываем ветошью. Отсоединяем от него тросики дроссельной и воздушной заслонок, снимаем механизм привода газа с рычагом и кронштейном его крепления, а также топливные патрубки и провод электромагнитного клапана ХХ;





Также демонтируем натяжной ролик;







А далее уже выполняются ремонтные работы. Но для этого сначала от головки отсоединяется впускной коллектор. Затем извлекаются толкатели вместе с регулировочными шайбами. Дальше для разборки потребуется приспособление для рассухаривания и засухаривания клапанов, чтобы снять их, после чего выполняются ремонтные работы – замена направляющих втулок клапанов, самих клапанов, их притирка и прочее.
Особенности сборки
После восстановления головка устанавливается на место (не забываем заменить прокладку ГБЦ), и все собирается обратно. Но есть некоторые нюансы при сборке, и самый важный из них – порядок затяжки головки блока цилиндров. Если его не соблюдать – высока вероятность того, что головка ненадежно будет посажена, ее может повести или же произойдет пробой прокладки.
Порядок затяжки болтов головки блока на «Оке» показан на фото:

Отметим также, что затяжка выполняется в несколько подходов и обязательно с использованием динамометрического ключа:
- Затягиваем по указанному порядку все болты, создавая усилие в 20 Н/м;
- При втором подходе усилие должно составлять 70-85 Н/м;
- Выполняя третий подход, доворачиваем болты на 90 град.;
- Последний подход – еще раз доворачиваем на 90 град.;
В процессе сборки также обращаем внимание на состояние сальников распред. вала и при надобности их заменяем.
От чего зависит момент затяжки болтов?
При оказании определенного усилия при затягивании ГБЦ нужно учитывать следующие факторы:
- Наличие смазки между резьбой в отверстиях и самими болтами. Чаще всего используется смазка, состоящая из невязких типов моторных масел.
- Текущее состояние отверстий в блоке цилиндров, резьбы и самих болтов. Если вы заметили, что один из болтов деформирован или резьба засорена, то сразу же прекратите затяжку, замените болт и очистите отверстие в блоке цилиндров. В противном случае будет недостаточно сильно закреплять прокладку, и смазка продолжит течь из двигателя.
- Используются при затяжке новые болты или они уже использовались. Новые болты имеют более высокое сопротивление, в результате значение момента затяжки сильно искажается. Если вы самостоятельно выставляете усилие, то обязательно проведите 2-3 цикла затяжки и раскручивания болта до упора. Затем выставите момент и затяните болт только на 50% от возможного максимального значения момента затяжки.
Схема затяжки болтов головки блока
- Особое внимание уделите выбору правильно инструмента, в частности, динамометрического ключа. Чем точнее вы его подберете по размеру головки, тем меньше вероятность сбить резьбу. Самые точные значения момента затяжки получаются при использовании ключей, оснащенных циферблатным индикатором усилия.
- ключ «на 13»
- оправка для запрессовки колпачков
- приспособление для сжатия пружин клапанов
- приспособление для снятия колпачков
- оправки для выпрессовки и запрессовки направляющих втулок
- пинцет
- бородок
- молоток
- шабер
Перед началом работы
Снимите головку с блока цилиндров (см. подраздел 10.4.1.) и очистите ее.
Приспособление для снятия колпачков:
При увеличенном зазоре в приводе клапанов появляется характерный стук, обычно с равномерными интервалами (частота его меньше любого другого стука в двигателе). Если регулировка зазоров в приводе клапанов не дала положительных результатов, проверьте состояние распределительного вала и опорных поверхностей под шейки распределительного вала.
В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение средней шейки распределительного вала, которое не должно превышать 0,02 мм, и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей составляет 0,069 – 0,11 мм).
Отверните три гайки крепления впускной трубы к головке блока.
Обратите внимание: под гайками установлены плоские шайбы.
Снимите впускную трубу со шпилек головки блока.
Снимите со шпилек головки прокладку
1
впускной трубы и две прокладки
2
приемной трубы глушителя.
Выньте толкатели клапанов с регулировочными шайбами.
Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом.
. без необходимости не вынимайте регулировочные шайбы из толкателей, чтобы не перепутать их.
Промаркируйте клапаны номерами цилиндров, например накерните.
Расход топлива
Расход топлива в моторе Ока является самым маленьким по сравнению с остальными двигателями транспортных средств. В смешанном режиме составляет немногим больше трех с половиной литров на 100 километров, а при движении по трассе есть не более трешки.

При езде по городу с частыми остановками, перекрестками, пешеходными дорожками, где нужно останавливаться и пропускать людей, ждать пока не загорится зеленый свет, расход горючего увеличивается до 4 литров на сто километров.
Внимание! Тюнинговать двигатель для нароста мощностей не имеет смысла. Максимально прирост мощностей после перепрошивки мозгов движка может дать десять процентов. Для 30 лошадиных сил 10 процентов – это не целесообразно.
1. Установите стопорные кольца подшипников, запрессуйте заглушки, нанеся на них тонкий слой герметика, и передние подшипники уравновешивающих валов в посадочные гнезда блока цилиндров. Запрессуйте подшипники с помощью оправки (Dнар.=50 мм, dвн.=30 мм, L=100 мм), прилагая усилие к наружным кольцам. Подшипники запрессовывайте с внутренней стороны блока цилиндров.
2. Установите уравновешивающие валы.
3. Установите задние подшипники уравновешивающих валов и запрессуйте их с помощью подходящей оправки, прикладывая усилие к наружному кольцу подшипника.
4. Установите стопорные кольца задних подшипников уравновешивающих валов с помощью специальных щипцов.
5. Смажьте тонким слоем моторного масла вкладыши коренных подшипников коленчатого вала и установите их в постели блока цилиндров (фиксирующие усы вкладышей устанавливайте в проточки постелей). Вкладыш средней шейки не имеет продольной канавки.
6. Установите коленчатый вал двигателя в постели блока цилиндров, предварительно смазав шейки вала (коренные и шатунные) тонким слоем моторного масла. Установите упорные полукольца на среднюю шейку коленчатого вала, предварительно смазав их тонким слоем моторного масла (проточками в сторону шеек вала, кольцо с алюминиевым покрытием белого цвета устанавливайте с передней стороны постели коленчатого вала, а металлокерамическое — с другой стороны постели). Поверните полукольца так, чтобы их концы были заподлицо с торцом постели.
7. Протрите крышки коренных подшипников чистой тряпкой.
8. Смажьте вкладыши тонким слоем моторного масла и установите их в крышки коренных подшипников (фиксирующие усы вкладышей устанавливайте в проточки крышек).
9. Установите крышки коренных подшипников согласно меткам на них (одна метка — первая крышка со стороны переднего конца коленчатого вала, две метки — вторая, три — третья). Метки на крышках должны быть расположены со стороны генератора.
10. Затяните болты крепления крышек коренных подшипников моментом 68,31–84,38 Н·м (6,97–8,61 кгс·м). В первую очередь нужно затягивать болты средней крышки.
11. Проверьте, проворачивается ли коленчатый вал. Он должен вращаться легко, без заеданий.
12. Установите упорные пластины задних подшипников уравновешивающих валов и затяните болты их крепления (по два болта на каждой пластине).
13. Поверните коленчатый вал так, чтобы метка на шестерне привода уравновешивающих валов совпала с приливом на блоке цилиндров. Установите шпонки в пазы задних концов уравновешивающих валов и шестерни уравновешивающих валов. Широкая метка на шестерне уравновешивающего вала должна совпадать с двойной меткой на шестерне коленчатого вала, а узкая метка шестерни другого уравновешивающего вала — с одинарной меткой шестерни коленчатого вала.
14. Затяните болты крепления шестерен моментом 45,82–56,60 Н·м (4,68–5,78 кгс·м). Для этого зафиксируйте коленчатый вал от проворачивания, вставив металлический стержень в балансировочное отверстие.
15. Обезжирьте поверхность блока цилиндров бензином, соблюдая меры пожарной безопасности.
16. Запрессуйте сальник в держатель (используя деревянный брусок).
17. Обезжирьте привалочную поверхность держателя заднего сальника коленчатого вала и нанесите тонкий слой герметика на эту поверхность.
18. Смажьте рабочую кромку заднего сальника коленчатого вала тонким слоем моторного масла.
19. Установите держатель заднего сальника коленчатого вала на двигатель. Заправьте рабочую кромку сальника деревянной палочкой.
20. Затяните пять болтов и две гайки крепления держателя заднего сальника коленчатого вала.
21. Установите маховик на коленчатый вал штифтами под сцепление наружу, совместив отмеченное отверстие со втулкой на фланце коленчатого вала.
22. Установите пластину болтов маховика, нанесите тонкий слой герметика на болты крепления маховика и.
23. . удерживая маховик от проворачивания, затяните болты его крепления моментом 70,81–87,47 Н·м (7,22–8,92 кгс·м). Болты затягивайте крест-накрест.
24. Для удобства установки масляного насоса смажьте прокладку насоса тонким слоем консистентной смазки (Литол-24) и установите ее на поверхность блока цилиндров.
25. Залейте в корпус масляного насоса 10–20 г моторного масла и проверните шестерни масляного насоса на несколько оборотов, чтобы смазать их. Шестерни должны вращаться легко, без заеданий.
26. Установите масляный насос в сборе на привалочную поверхность блока цилиндров, заправьте рабочую кромку переднего сальника деревянной палочкой и.
27. . заверните шесть болтов крепления масляного насоса к блоку цилиндров.
28. Установите шпонку в канавку переднего конца коленчатого вала.
29. Установите шкив коленчатого вала и напрессуйте его на вал с помощью оправки из мягкого металла.
30. Протрите зеркала цилиндров чистой тряпкой. Подберите поршни к цилиндрам по диаметру (маркировка группы нанесена на фланце крепления масляного картера блока цилиндров на днище поршня) и массе.
31. Наденьте поршневой палец 2 (рис. 2.10) на валик 1 приспособления для установки поршневого пальца с дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.
32. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень так, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
Обратите внимание, что поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
Устанавливайте палец быстро и до упора, так как шатун охлаждается быстро и после его остывания изменить положение пальца в верхней головке будет невозможно.
33. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.
34. Протрите поршни и шатуны чистой тряпкой. Установите кольца на поршни тем же способом, что и при их снятии (см. выше «Разборка»).
35. Установите вкладыши шатунных подшипников в шатун и смажьте их моторным маслом.
36. Проверьте легкость перемещения колец в канавках поршня, вращая кольца. Замки колец расположите под углом 120°.
37. С помощью специальной оправки сожмите поршневые кольца и.
38. . аккуратно ударяя ручкой молотка по днищу поршня, установите поршни в сборе с шатунами в цилиндр так, чтобы стрелка на днище поршня была направлена к приводу распределительного вала. При этом оправка должна быть плотно прижата к блоку цилиндров, иначе можно поломать поршневые кольца.
При отсутствии готового приспособления для сжатия колец его можно изготовить самостоятельно из полосы жести соответствующей ширины.
39. Установите крышки шатуна с вкладышами на шатунные болты (при этом номер цилиндра на шатуне и его крышке должен располагаться с одной стороны) и осадите их с помощью ручки молотка.
40. Затяните гайки крышек шатунных подшипников моментом 43,32–53,51 Н·м (4,42–5,46 кгс·м).
41. Удалите выступающие части прокладки масляного насоса и излишки герметика с привалочной поверхности блока цилиндров под масляный картер.
42. Установите маслоприемник с уплотнительным кольцом (показано стрелкой) и затяните три болта его крепления.
43. Для удобства установки картера смажьте тонким слоем консистентной смазки прокладку масляного картера и установите ее на поверхность блока цилиндров.
44. Установите масляный картер и затяните одиннадцать болтов его крепления.
45. Установите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»). Далее собирайте двигатель в порядке, обратном разборке. Установите двигатель на подрамник в последовательности, обратной снятию (см. «Разборка»). Отрегулируйте натяжение ремней привода распределительного вала и генератора.
С 1987 по 2008 год отечественный автопром выпускал автомобиль особо малого класса с обозначением ВАЗ-1111 (1113) и названием «Ока». Это была достаточно интересная модель малого городского авто, который изначально позиционировался как машина для инвалидов.
Модификации двигателей
Несколько слов о самых моторах этого авто. Изначально на «Ока» устанавливался агрегат с рабочим объемом всего 650 куб. см. Основой для его создания выступила установка от ВАЗ-2108 с 1,3-литровым агрегатом, но количество цилиндров было уменьшено до двух (в народе часто говорилось, что на «Оке» используется половина двигателя «Восьмерки»). Модель с эти мотором получила заводской индекс ВАЗ-1111.
Чуть позже начала выпускаться другая модификация – ВАЗ-1113, у которой объем повысили до 750 куб. см., а по сути, «переполовинили» 1,5-литровый агрегат той же «Восьмерки». Естественно, и менялись показатели по мощности мотора. У 650-кубового мотора этот показатель составлял 29,3 л. с., а на 0,75 литра – 33 л. с.
Модификация ВАЗ-1113 была самой массовой, поэтому в дальнейшем и будем ее рассматривать. Отметим также, что в последние годы выпуска «Ока» комплектовалась 1,0-литровым китайским мотором с 3-мя цилиндрами, но их было немного.
Особенности ремонта и обслуживания
Как и любая силовая установка внутреннего сгорания, мотор ВАЗ-1113 требовал периодического технического обслуживания, а после исчерпания ресурса, проводился капитальный ремонт или же полная замена двигателя на «Оке».
При том, что ресурс двигателя ОКА, примерно в 1,5-2раза меньше чем у стандартных моделей ВАЗ.
Капитальный ремонт двигателя «Оки» проводится в случае сильного износа цилиндропоршневой группы и кривошипно-шатунного механизма. Причем ресурс мотора хоть примерно и рассчитан производителями, но на него сильно влияют особенности эксплуатации, периодичность проведения технического обслуживания, а также качества используемых технических жидкостей и топлива.
В большинстве случаев ремонт двигателя «Ока» выполняется без снятия его с авто. В ряде систем и механизмов можно снять составные элементы с силовой установки для последующего восстановления или замены, или и вовсе все выполнить на агрегате. Это касается систем питания, зажигания, пуска, электробеспечения, охлаждения, а также газораспределительного механизма.
Но снятие мотора и его разборка потребуется, если дело касается цилиндропоршневой группы и кривошипношатунного механизма, к которому относится и система уравновешивающих валов. Что касается последних, то они – особенность конструкции двухцилиндрового мотора.
Дело в том, что поршни в установках «Оки», поршни ходят парно, а не раздельно. Но при этом рабочие такты в цилиндрах выполняются по-разному. К примеру, оба поршня движутся вверх, но в первом цилиндре происходит такт сжатия, а во втором – выпуск. После прохождения ВТМ, в первом цилиндре идет рабочий ход, а во втором – впуск, и так по кругу.
Система уравновешивания же предотвращает появление повышенных вибраций, которые обязательно возникают при таких особенностях конструкции и работы силовой установки.
Если силовой агрегат исчерпал свой ресурс, то есть износ цилиндропоршневой группы достиг критических значений, или произошла серьезная поломка КШМ, производится переборка мотора. При этом, все работы можно выполнить только на снятой установке.
Далее рассмотрим, как правильно своими руками извлечь силовую установку из подкапотного пространства этого авто, не прибегая к услугам СТО.
Лада Ока бешеная табуретка › Бортжурнал › Термостат с приоры на оку (на новый двигатель)
Был найден пластиковый термос с приоры, новый он стоит 350 рублей.
Вроде как ставить его не рекомендуют на форумах smallcars, но почему бы не попробовать, темболее, что вроде он идентичен 10му
Хотелось чтобы грела печка. Получается на этом термостате, когда закрыт большой круг, тосол пойдет через маленькую дырочку, а остальное через печку.
Лишнюю тоненькую трубочку придется заглушить. Выход с печки так же будет в родное место рядом с помпой. Так что все дырки на месте, только одна лишняя + не подключенный датчик.
из подозрений… ток тосола будет через расширительный бачок всегда, поскольку есть выход на малом круге в бачок, а из него в радиатор. Хотя тут непонятно по давлению что куда будет течь. По идее в радиатор выход сразу из блока без сопротивления, потом из радиатора выходит через тонкую трубочку в расширительный бачок, а из него по толстому шлангу в малый круг радиатора (дырочка от блока туда маленькая, так что почему бы жиже не давить еще там). Так что, возможно, будет долгий прогрев… Можно решить это убрав толстый шланг до расширительного бачка, оставив только один как на уазике/классике. Только тосол заливать долго будет в систему таким способом
Двигатель ОКА-11113 (0.75) с облегченной ШПГ "Приора"
В 2011 году мы собрали несколько ВАЗовских базе на двигателей облегченной шатунно-поршневой группы от Например. Приоры, восьмиклапанный 169-сильный мотор 1.8 на был восьмерке собран именно с такой ШПГ.
что, Напомню у Приоры длинный (133 мм против шатуна мм 121 2108\2110) и значительно облегченный что, шатун улучшает RS-соотношение, снижает нагрузку на цилиндра стенки. Поршень-таблетка, литой, малого тонкими и с веса кольцами. Мы подобрали наборные кольца приоровских для поршней, что повышает мощность снижает и двигателя расход масла на угар до нуля. снижения Помимо веса, данная ШПГ обходится недорого весьма, относительно тюнинговых шатунов и кованных выпускаемых, поршней в Тольятти.
Однако, то был опыт цилиндровом на 4-х применения двигателе, а у Оки есть система которая, балансиров завязана на вес поршневой группы. Т.е. проблема появлялась с балансировкой мотора.
Итак, суть блок - проекта Оки точим и хонингуем (платохонингование на SUNNEN станке, иначе ресурса на тонких кольцах обычного после алмазного хона не будет) в ремонтный Блок 82.5 мм. размер накрываем доработанной 4-х клапанной головкой. остаётся Мотор карбюраторным. Посмотрим на шатунно-поршневую сборе в группу:
Карбюратор - доработанный ДААЗ 22х27 мм. пробовали Поначалу отключить подогрев коллектора, но холодный сильно мотор тупил, было неприятно передвигаться, по-подогрев этому коллектора был восстановлен.
Как я говорил уже выше, было много проблем с мотора балансировкой. В ходе доводки первого двигателя и два - экспериментов раза был втык клапанов в причем, поршни втыки были фатальные - с полным клапанов загибом. После устранения всех проблем и балансировки доводки мотора, всё устаканилось.
Что-же мы результате? в получили Разложим по пунктам:
1) Заметное снижение вибраций уровня и шума в салоне от двигателя - субъективно стал мотор заметно тише и ровнее работать. это Особенно стало заметно на холостом ходу и на прогрева режиме, после холодного запуска. В салоне движении при стало тише, по городу - комфортнее Результат. передвигаться можно сравнить с 1111 двигателем, поршни где 2108 легче грамм на 100, 21083 относительно поршней. Очевидно, что снижение ШПГ массы благоприятно повлияло на вибрацию и шум, мотором издаваемые. Вероятно, не зря япошки на моторах автомобилей маленьких K-класса (0.65 литра) зачастую применяют цилиндрами с 3-мя мотор, и легкой, даже игрушечной поршневой. тот Вспомним же Матиз - кто держал в руках цилиндрового от 3-поршни мотора 0.8 - знает, о чём я пишу.
что, Забавно после пересадки в стандартные Окушки с 11113 двигателем (без всякого тюнинга) автор отмечать начинал повышенную вибрацию и шум, относительно приоровской с мотора ШПГ.
Итак, тот факт, получили мы что снижение шумов, уже обнадеживал и силы давал к трате времени на доводку этого Поездив. двигателя на таком моторе, возвращаться к тяжёлым шатунам 2110 и поршням больше не хотелось.
2) Расход (субъективно) зимний остался почти без изменений - на стоят автомобиле 13-е колёса с тяжёлыми шинами Таганка 155 Морозко\70\13, у которых внедорожная форма протектора располагает не совсем к экономии топлива, но ценность этих именно шин в их исключительной проходимости.
3) Динамика первое устраивала не время - результат был хуже, чем на моторе прежнем с облегченным маховиком и 2110 шатунами. этом в Отчасти виноват выбор 1111 головки, с сёдлами высокими и малым диаметром впускного клапана. работы, Однако по настройке двигателя на протяжении месяца свои дали результаты - было выбрано оптимальное регулируемого положение шкива, уточнены углы зажигания, и перенастроен мотор на 95-й бензин.
4) Оказалось, что обычные одним с свечи боковым электродом дают неудовлетворительные плоского из-за результаты поршня и бокового расположения свечи. В были результате подобраны совершенно другие свечи, конфигурации иной и решена проблема их стыковки с высоковольтными момент.
На проводами написания данной статьи первый прошёл двигатель 10 тыс.км, зимний расход на резине Морозко Таганка 155\70\13 составлял порядка 7.5-9 литров (минимальны прогревы - сел, завёл и поехал), в зависимости от воздуха температуры за бортом. Режим езды - зачастую динамичный и агрессивный, тапка в пол.
Весной, при летнюю на переходе шоссейную резину Barum Brillantis повышении\70\13 и 155 температуры воздуха до +10 \ +20 градусов, расход снизился заметно и составляет порядка 6.5 - 7.0 литра, при динамичном весьма режиме езды (тапка в пол, старты резкие со светофора, и никакой экономии). Учитывая, прошлые в что годы уфимский широкофазник RS628 (фаза 11.5 и подъем под 290 град) буквально районе в жрал 9-10 литров, результат просто отличный.
стоит Отдельно сказать о выборе бензина. В городе пришёл автор к окончательному варианту - это Аи95 вариантов без. С настройкой углов зажигания на этот динамика, бензин машины отличная, и далее на графиках увидите вы ВСХ тому причину. При переходе на появляется Аи92 детонация, а при уменьшении углов динамика - зажигания (кр.момент и мощность) падают очень трассе.
На существенно можно использовать Аи92 без зажигания перенастройки. Результат незначительно хуже, чем с Важно.
Аи95! При использовании мотора для необходимо - гонок использование Аи98 или более тогда, высокооктанового будет возможным поднятие УОЗ выше еще и мощность ДВС значительно превысит 49-50 л.с.
анализу к Перейдём графиков ВСХ двигателя Оки с приоровской облегченной поршневой:
График 1. Итоговый график двигателя настроенного Оки с облегченной ШПГ Приора, с свечами четырёхлепестковыми и бензином Аи95. Наблюдаем мощность оборотах 49 л.с. на двигателя 5900, максимальный крутящий момент 6.7 кг 2900 при об. Для узкофазного распредвала K-POWER 11.2 - результаты отличные. Напомню, расход бензина Аи95 - литра 6.5-7.0 всего на 13 колёсах, при агрессивном стиле Необходимо.
езды отметить, что головка на двигателе - при, а 1111 использовании головки 11113 и бОльшем впускного диаметре седла, мощность должна выйти за Машина 50 л.с.
пределы едет хорошо, тяга ровная, "нет" подхватов. Крутить мотор эффективно до 6000-График об.
Дабы 3. График окончательно вбить гвоздь в крышку широкофазных гроба распредвалов на гражданском двигателе, сравним ранее с результат опубликованной работой по установке доработанной распредвалом с ГБЦ DynaCAMS RS628 на уфимской Оке. там, Напомню был двигатель "супер- сток" и тюнингу по результат составил 45 л.с. на 5700 об.
графика на картинке пунктиром выделены графики Оки двигателя с приоронизом и узкофазным распредвалом K-POWER 11.2 - видно как из сравнения графиков, широкофазный уфимский RS628 распредвал проиграл по всему диапазону оборотов, маленькой кроме зоны 4600-5000, где идут графики почти ноздря-в-ноздрю и результат вала 628 лишь на 1.1 л.с. больше.
График 4. Еще интересное одно сравнение - возмём результаты Оки с Нуждин распредвалом 12.1 (фаза впуска 292 градуса) и них на наложим результаты Оки с приоронизом и распредвалом K-фаза 11.2 (POWER впуска 262 град). На обоих доработаны машинах карбюраторы и головки.
Так же наложим серийного графики двигателя. Толстые синяя и красная момент - кр.линии и мощность Оки с приоронизом, тонкие линии цветные - различные варианты настройки Оки с Нуждин валом 12.1, ну а серийный график видно сразу.
что, Видно Нуждин 12.1 вчистую проигрывает серийному средних на распредвалу оборотах. Ока с приоронизом и узкофазным властвует 11.2 распредвалом над всеми вариантами, и при имеет этом расход топлива существенно ниже, широкофазником с чем 12.1
Как результат данной работы, еще могу раз отметить постулат, который последние в сформировался годы работы - при грамотном распредвалы тюнинге с огромной фазой и большим подъемом нужны не вовсе. Для получения хорошей мощности, кр.важна момента правильно доработанная головка блока грамотно, цилиндров подготовленный блок цилиндров. Расход может топлива быть обеспечен на уровне серийного или (двигателя с небольшим превышением) с применением узкофазных Практика.
распредвалов использования валов с фазой 290 выше и градусов показала, что они не в состоянии удовлетворительный обеспечить расход топлива, дают повышенную клапана на нагрузку (время отдыха которых в седле просто сокращается катастрофически, и выпускные клапана в результате прогорают чего в 2-3 раза быстрее, чем на серийном Заранее).
валу отвечу на некоторые вопросы, которые электронную на поступают почту - как отбалансировать мотор рассказывать автор не будет, и подготовка такого двигателя только возможна при поступлении машины в наш или, бокс при отправке двигателя в сборе к доработку на нам.
Так же для приорониза категорически не головки подходят, ранее доработанные. Такие головки быть могут использованы только на ШПГ Лады где, Гранты есть выборка в поршне для степени коррекции сжатия.
Цены на подготовку блока Оки цилиндров с приоронизом, доработку ГБЦ есть в прайс разделе-лист.
ДОБАВЛЕНО от 11.05.13:
Вышеописанный двигатель эксплуатировался Оки на автомобиле автора в зимний период 2013\2012 годов, общий пробег двигателя ткм 15 составил. В начале постройке двигателя два был раза втык выпускных клапанов в поршни (этом при впускные клапана не страдали), по причине шпонки вылета корневого шкива и последующей рассинхронизации распредвала и коленвала. Автор два раза менял собирал и клапана двигатель, после устранения проблемы со мотор шпонкой прошёл около 14 ткм. Из-за втыка произошла клапанов деформация шатунов (изгиб), поршень в работал цилиндре не перпендикулярно, а с некоторым углом. Вследствие факта данного и работы поршневых колец с перекосом, жор начался масла, доходивший до 0.5-1.0 литра на 1000 км.
двигатель, Однако работал исправно, бензин лился Аи95 только (на бензине Аи92 появлялась детонация, и уменьшении при УОЗа - падала динамика и увеличивался топлива расход), расход бензина в городе зимой около составлял 6.5-9 литров, при достаточно быстром и стиле агрессивном езды. Очень нравились именно крутящий и лёгкость момент двигателя в зоне малых и оборотов средних - нужды крутить выше 5500-было не 6000, после 6000 об чувствовался спад Двигатель.
мощности почти не прогревался после утреннего зимой (старта) - сел, завёл, почистил снег с поехал и кузова. Шины были размера 155\70\шипованные, R13 Таганка. После их безвременной кончины в 2012 октябре года, были куплены и установлены Cordiant шины Sno-Max 155\65\R13 ("размер" матизовский). Давление держалось 2.5 атм. На трассе почти расход не менялся, составляя около 6.5-7.5 литра, этом при скорости передвижения - от 90 до 120 км\ч и сколько Весной.
сможет 2013 года двигатель был автомобиля с снят, по причине продажи Оки. Затем произведена была разборка двигателя и дефектовка деталей, в поршневой - частности группы. Фото с комментариями представлены части. В ниже головки - никаких претензий ни к валу, ни к втулками со клапанам и пружинами - хромовые сёдла из спец.просели не заготовки с жёсткими пружинами, втулки не износились, покрошились не кулачки.
Фотографий хона цилиндров нет, но была хонинговка очень яркая, износ в зоне отсутствовал ВМТ. Однако, из-за деформации шатунов появился цилиндре во 2-м задир, из-за него пришлось блок переточить и последний на перехонинговать размер 83.0 мм.
Посмотрим на фотографии поршневой шатунным. По группы вкладышам и шатунным шейкам коленвала нареканий и претензий нет - всё работало в штатном Источник.
Читайте также: