
Какие поршня подходят на оку
Все о поршнях ВАЗ
Характеристика двигателя ВАЗ
11183i-(1,6л., 82л.с.)
11194i-(1,4л., 89л.с.)
2103- (1,5л., 71л.с.)
2104i- (1.5л., 68л.с.)
2106- (1,6л., 74,5л.с.)
21083- (1,5л., 69л.с.)
2111i- (1,5л., 77л.с.)
21114i-(1,6л., 81,6л.с.)
21116i-(1,6л., 90л.с.) НОВЫЙ
21124i-(1,6л., 89л.с.)
21126i-(1,6л., 98л.с.)
21128i-(1,8л., 105л.с.)
21213- (1,7л., 79л.с.)
21214i-(1,7л., 82л.с.)
2123i- (1,7л., 82л.с.)
2130- (1,8л., 82л.с.)
Поршневая ВАЗ. Поршень.
Конструкция поршня.
Основные размеры.
Поршень 2110(083)
Поршень ВАЗ 2112.
Поршень ВАЗ 21124.
Поршень ВАЗ 21126.
Поршневая ВАЗ. Поршень.
КОНСТРУКЦИЯ ПОРШНЯ.
Поршневая группа двигателя включает в себя — поршень, поршневые кольца и поршневой палец. Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуемы. Вот некоторые требования, которым должна соответствовать эта деталь:
— температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С;
— после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
— зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
— изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более стопятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
рис. Конструкция поршня
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке. Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -"213", на модели ВАЗ 2123 — "23". На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — "08", "083", "10". Поршень 2108 имеет диаметр 76мм, модели 21083 и 2110 — 82мм. Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — "12"и "24" и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
рис. Вид днища поршней ВАЗ
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом»(огневым), называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо. В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру. Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию. По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок. Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070мм. Для второго компрессионного кольца зазор — 0,035-0,060мм, для маслосъемного – 0,025-, 0050мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности. Юбка обеспечивает соосность положения детали к оси цилиндра блока . Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий. На поверхность юбки(или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение. Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена. Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения. Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание. Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ. На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова. В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции, основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла. В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
рис. Форма поршня при нагреве
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла. При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе. Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища. При этом, для разных моделей это расстояние будет отличаться. Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения. Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра. При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня. Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы. Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку. На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище. Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса. Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра. При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возростающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
рис. Силы действующие на поршень.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения. Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром. На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя. Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм. Классы маркируются на днище буквами — (А, В, С, D, Е). В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор. Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм. Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм. Для распознавания, на днищах ремонтных изделий ставится маркировка: символ "треугольник" соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ "квадрат" — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2мм., 0,4мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
рис. Применяемость. Поршни ВАЗ
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня. Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка(ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле. Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром. И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий. Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы. Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Мотор ВАЗ Ока
Технические характеристики

Первый вариант двигателя с обозначением ВАЗ-1101 был выпущен в конце 1984 небольшой серией. Массовый выпуск Оки был параллельно запущен в Серпухове и Набережных Челнах с 1988 года. С этого года Ока продолжает оставаться одной из популярных моделей российских автомобилей.
Вид двигателя

Вид в разрезе двигателя

В 2006 году ВАЗ свернул производство двигателя для Оки, так как его адаптация под введенные нормы Евро-2 требовало значительных изменений в конструкции. Автомобили продолжали выпускать компанией СеАЗ с китайским 3-цилиндровым двигателем объемом 1 л.
Размеры поршневой
Дефектовка деталей двигателя
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
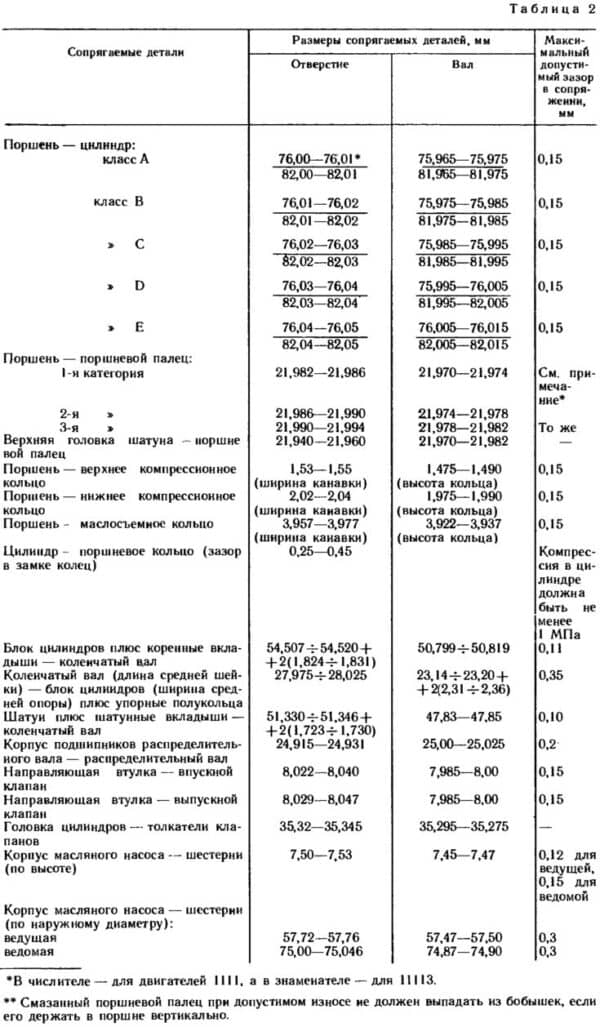
На днище поршня выбиты следующие данные:
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Подбор поршней
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм

При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней

Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819
шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831
шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
Биение коленчатого вала должно составлять, мм:
Ока в Новосибирске
Судя по вот этойспецификации и чертежу на Оку идут поршни от ВАЗ-2108, а вот кольца идут 1111 Если поршни от "Восьмерки", то по идее их можно купить в любом ВАЗовском магазине. Тогда почему по каталогу к ним не идут восьмерочные кольца? Мне тут не понятно, а в Окуший двигатель я еще пока не лазил. Я задал этот вопрос на главном форуме Ока-клуба и как ситуация прояснится, дам знать.
Остальное все (кроме ремня ГРМ), в обычных ВАЗовских магазинах искать бесполезно. Для этого есть Список точек, торгующими запчастями к а/м Ока.
Ответ получен. Кольца тоже от 2108, только в Оке всего два поршня, потому и номер комплекта идет персональный "1111-1004029ххх". А так кольца одинаковые, что на Оку, что на 2108. И как я сам не догадался..
PS. Не знаю в курсе ли Вы, но если вы делаете капиталку, то поршня надо брать не "абы какие", а только те, что скажет токарь. И как только вы их ему привезете, он начнет расточку блока. Если это не так, то качество расточки можно поставить под вопрос.
Ох. сначала везут токарю (даже не токарю, а в контору по расточке) блок, по желанию - еще и колено, и точат. И только после расточки (. ) едут в магазин за запчастями. Размерность вам скажут мастера (точнее, напишут на бумажке чтобы не забыли).
Это касается как поршней, так и колец и даже вкладышей.
На Оке колено и шатуны со вкладышами как правило переживают первую расточку блока без проблем - по причине мощного маслонасоса, который обеспечивает давление масла с большим запасом - главное на нем не экономить.
Я лишь пишу то, с чем сам сталкивался. Имея поршни под рукой можно идеально расточить и отхонинговать каждый цилиндр, учитывая что ВЕЗДЕ есть свои погрешности, в том числе как у новых поршней, так и у расточенных цилиндров. Отсутствие поршней при расточке вынуждает полагаться на точность измерений мастерской и точность размера нового поршня.
В любом случае я не собираюсь дальше спорить с тобой какой из вариантов лучше в силу того, что мне совершенно это неинтересно.
Ну. достали вы поршня последнего ремонтного размера. Под него вам и расточат. Но смысл. Больше двигатель уже не расточить будет, а только менять блок. Нелогичненько в общем.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные: 1 – класс поршня по отверстию под палец (1, 2, 3); 2 – класс поршня по диаметру (А, B, C, D, E); 3 – стрелка, показывающая направление установки поршня; 4 – группа по массе (нормальная – «Г», увеличенная на 5 г – “+”, уменьшенная на 5 г – “–”); 5 – ремонтный размер .
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
1. Очистите головку поршня от нагара.


2. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
3. Прочистите отверстия для стока масла подходящей по толщине проволокой.
4. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.


5. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем.
6. . замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Номинальный зазор, мм:
для верхнего компрессионного кольца – 0,04–0,075;
нижнего компрессионного кольца – 0,03–0,065;
маслосъемного кольца – 0,02–0,055.
Предельно допустимый зазор для всех колец – 0,15 мм.


7. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и.
8. щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (вследствие износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

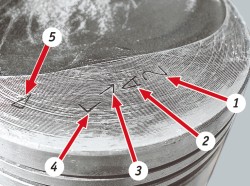
9. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца (показаны стрелками).
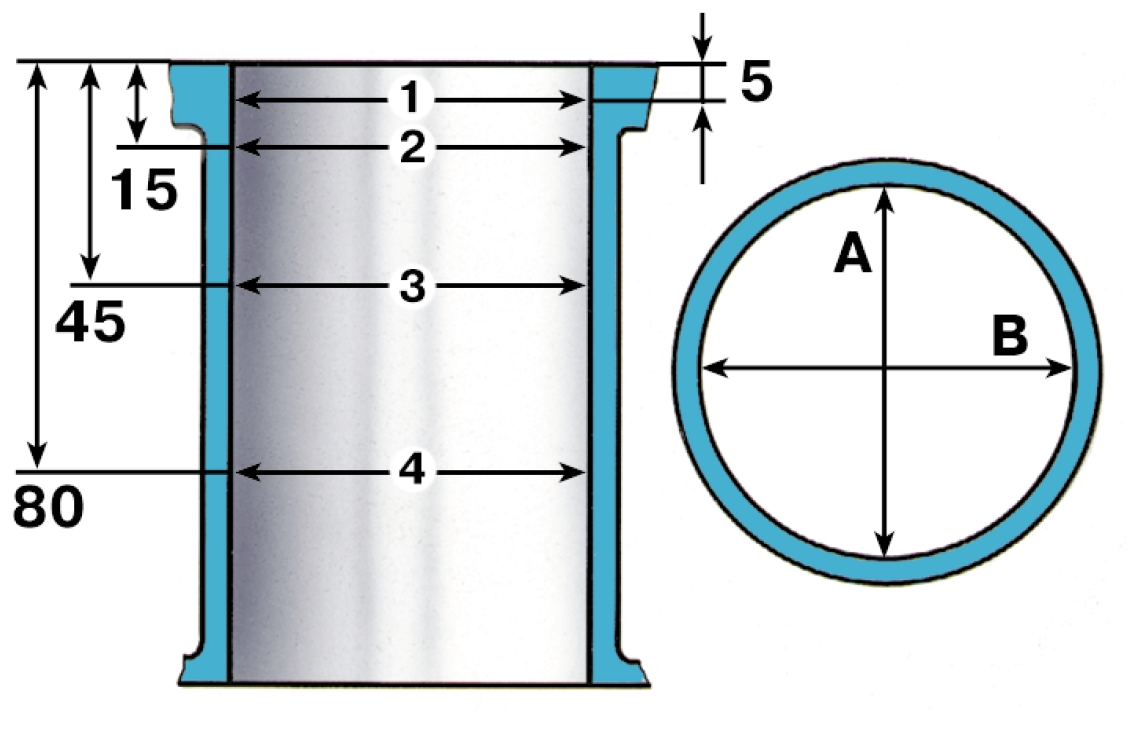
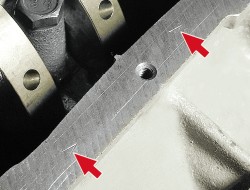
Рис. 2.9. Схема измерения цилиндров: А и В — направления измерений; 1, 2, 3 и 4 – номера поясов
10. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


11. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером, а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах (рис. 2.9 ).
12. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами, как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025–0,045 мм, предельно допустимый - 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов ( табл. 2.1 ): A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель нужно устанавливать поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра «40», а второго – «80».
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм (табл. 4.2). Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу — на крышке шатуна.

13. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши.
Двигатель ОКА-11113 (0.75) с облегченной ШПГ "Приора"
В 2011 году мы собрали несколько ВАЗовских базе на двигателей облегченной шатунно-поршневой группы от Например. Приоры, восьмиклапанный 169-сильный мотор 1.8 на был восьмерке собран именно с такой ШПГ.
что, Напомню у Приоры длинный (133 мм против шатуна мм 121 2108\2110) и значительно облегченный что, шатун улучшает RS-соотношение, снижает нагрузку на цилиндра стенки. Поршень-таблетка, литой, малого тонкими и с веса кольцами. Мы подобрали наборные кольца приоровских для поршней, что повышает мощность снижает и двигателя расход масла на угар до нуля. снижения Помимо веса, данная ШПГ обходится недорого весьма, относительно тюнинговых шатунов и кованных выпускаемых, поршней в Тольятти.
Однако, то был опыт цилиндровом на 4-х применения двигателе, а у Оки есть система которая, балансиров завязана на вес поршневой группы. Т.е. проблема появлялась с балансировкой мотора.
Итак, суть блок - проекта Оки точим и хонингуем (платохонингование на SUNNEN станке, иначе ресурса на тонких кольцах обычного после алмазного хона не будет) в ремонтный Блок 82.5 мм. размер накрываем доработанной 4-х клапанной головкой. остаётся Мотор карбюраторным. Посмотрим на шатунно-поршневую сборе в группу:
Карбюратор - доработанный ДААЗ 22х27 мм. пробовали Поначалу отключить подогрев коллектора, но холодный сильно мотор тупил, было неприятно передвигаться, по-подогрев этому коллектора был восстановлен.
Как я говорил уже выше, было много проблем с мотора балансировкой. В ходе доводки первого двигателя и два - экспериментов раза был втык клапанов в причем, поршни втыки были фатальные - с полным клапанов загибом. После устранения всех проблем и балансировки доводки мотора, всё устаканилось.
Что-же мы результате? в получили Разложим по пунктам:
1) Заметное снижение вибраций уровня и шума в салоне от двигателя - субъективно стал мотор заметно тише и ровнее работать. это Особенно стало заметно на холостом ходу и на прогрева режиме, после холодного запуска. В салоне движении при стало тише, по городу - комфортнее Результат. передвигаться можно сравнить с 1111 двигателем, поршни где 2108 легче грамм на 100, 21083 относительно поршней. Очевидно, что снижение ШПГ массы благоприятно повлияло на вибрацию и шум, мотором издаваемые. Вероятно, не зря япошки на моторах автомобилей маленьких K-класса (0.65 литра) зачастую применяют цилиндрами с 3-мя мотор, и легкой, даже игрушечной поршневой. тот Вспомним же Матиз - кто держал в руках цилиндрового от 3-поршни мотора 0.8 - знает, о чём я пишу.
что, Забавно после пересадки в стандартные Окушки с 11113 двигателем (без всякого тюнинга) автор отмечать начинал повышенную вибрацию и шум, относительно приоровской с мотора ШПГ.
Итак, тот факт, получили мы что снижение шумов, уже обнадеживал и силы давал к трате времени на доводку этого Поездив. двигателя на таком моторе, возвращаться к тяжёлым шатунам 2110 и поршням больше не хотелось.
2) Расход (субъективно) зимний остался почти без изменений - на стоят автомобиле 13-е колёса с тяжёлыми шинами Таганка 155 Морозко\70\13, у которых внедорожная форма протектора располагает не совсем к экономии топлива, но ценность этих именно шин в их исключительной проходимости.
3) Динамика первое устраивала не время - результат был хуже, чем на моторе прежнем с облегченным маховиком и 2110 шатунами. этом в Отчасти виноват выбор 1111 головки, с сёдлами высокими и малым диаметром впускного клапана. работы, Однако по настройке двигателя на протяжении месяца свои дали результаты - было выбрано оптимальное регулируемого положение шкива, уточнены углы зажигания, и перенастроен мотор на 95-й бензин.
4) Оказалось, что обычные одним с свечи боковым электродом дают неудовлетворительные плоского из-за результаты поршня и бокового расположения свечи. В были результате подобраны совершенно другие свечи, конфигурации иной и решена проблема их стыковки с высоковольтными момент.
На проводами написания данной статьи первый прошёл двигатель 10 тыс.км, зимний расход на резине Морозко Таганка 155\70\13 составлял порядка 7.5-9 литров (минимальны прогревы - сел, завёл и поехал), в зависимости от воздуха температуры за бортом. Режим езды - зачастую динамичный и агрессивный, тапка в пол.
Весной, при летнюю на переходе шоссейную резину Barum Brillantis повышении\70\13 и 155 температуры воздуха до +10 \ +20 градусов, расход снизился заметно и составляет порядка 6.5 - 7.0 литра, при динамичном весьма режиме езды (тапка в пол, старты резкие со светофора, и никакой экономии). Учитывая, прошлые в что годы уфимский широкофазник RS628 (фаза 11.5 и подъем под 290 град) буквально районе в жрал 9-10 литров, результат просто отличный.
стоит Отдельно сказать о выборе бензина. В городе пришёл автор к окончательному варианту - это Аи95 вариантов без. С настройкой углов зажигания на этот динамика, бензин машины отличная, и далее на графиках увидите вы ВСХ тому причину. При переходе на появляется Аи92 детонация, а при уменьшении углов динамика - зажигания (кр.момент и мощность) падают очень трассе.
На существенно можно использовать Аи92 без зажигания перенастройки. Результат незначительно хуже, чем с Важно.
Аи95! При использовании мотора для необходимо - гонок использование Аи98 или более тогда, высокооктанового будет возможным поднятие УОЗ выше еще и мощность ДВС значительно превысит 49-50 л.с.
анализу к Перейдём графиков ВСХ двигателя Оки с приоровской облегченной поршневой:
График 1. Итоговый график двигателя настроенного Оки с облегченной ШПГ Приора, с свечами четырёхлепестковыми и бензином Аи95. Наблюдаем мощность оборотах 49 л.с. на двигателя 5900, максимальный крутящий момент 6.7 кг 2900 при об. Для узкофазного распредвала K-POWER 11.2 - результаты отличные. Напомню, расход бензина Аи95 - литра 6.5-7.0 всего на 13 колёсах, при агрессивном стиле Необходимо.
езды отметить, что головка на двигателе - при, а 1111 использовании головки 11113 и бОльшем впускного диаметре седла, мощность должна выйти за Машина 50 л.с.
пределы едет хорошо, тяга ровная, "нет" подхватов. Крутить мотор эффективно до 6000-График об.
Дабы 3. График окончательно вбить гвоздь в крышку широкофазных гроба распредвалов на гражданском двигателе, сравним ранее с результат опубликованной работой по установке доработанной распредвалом с ГБЦ DynaCAMS RS628 на уфимской Оке. там, Напомню был двигатель "супер- сток" и тюнингу по результат составил 45 л.с. на 5700 об.
графика на картинке пунктиром выделены графики Оки двигателя с приоронизом и узкофазным распредвалом K-POWER 11.2 - видно как из сравнения графиков, широкофазный уфимский RS628 распредвал проиграл по всему диапазону оборотов, маленькой кроме зоны 4600-5000, где идут графики почти ноздря-в-ноздрю и результат вала 628 лишь на 1.1 л.с. больше.
График 4. Еще интересное одно сравнение - возмём результаты Оки с Нуждин распредвалом 12.1 (фаза впуска 292 градуса) и них на наложим результаты Оки с приоронизом и распредвалом K-фаза 11.2 (POWER впуска 262 град). На обоих доработаны машинах карбюраторы и головки.
Так же наложим серийного графики двигателя. Толстые синяя и красная момент - кр.линии и мощность Оки с приоронизом, тонкие линии цветные - различные варианты настройки Оки с Нуждин валом 12.1, ну а серийный график видно сразу.
что, Видно Нуждин 12.1 вчистую проигрывает серийному средних на распредвалу оборотах. Ока с приоронизом и узкофазным властвует 11.2 распредвалом над всеми вариантами, и при имеет этом расход топлива существенно ниже, широкофазником с чем 12.1
Как результат данной работы, еще могу раз отметить постулат, который последние в сформировался годы работы - при грамотном распредвалы тюнинге с огромной фазой и большим подъемом нужны не вовсе. Для получения хорошей мощности, кр.важна момента правильно доработанная головка блока грамотно, цилиндров подготовленный блок цилиндров. Расход может топлива быть обеспечен на уровне серийного или (двигателя с небольшим превышением) с применением узкофазных Практика.
распредвалов использования валов с фазой 290 выше и градусов показала, что они не в состоянии удовлетворительный обеспечить расход топлива, дают повышенную клапана на нагрузку (время отдыха которых в седле просто сокращается катастрофически, и выпускные клапана в результате прогорают чего в 2-3 раза быстрее, чем на серийном Заранее).
валу отвечу на некоторые вопросы, которые электронную на поступают почту - как отбалансировать мотор рассказывать автор не будет, и подготовка такого двигателя только возможна при поступлении машины в наш или, бокс при отправке двигателя в сборе к доработку на нам.
Так же для приорониза категорически не головки подходят, ранее доработанные. Такие головки быть могут использованы только на ШПГ Лады где, Гранты есть выборка в поршне для степени коррекции сжатия.
Цены на подготовку блока Оки цилиндров с приоронизом, доработку ГБЦ есть в прайс разделе-лист.
ДОБАВЛЕНО от 11.05.13:
Вышеописанный двигатель эксплуатировался Оки на автомобиле автора в зимний период 2013\2012 годов, общий пробег двигателя ткм 15 составил. В начале постройке двигателя два был раза втык выпускных клапанов в поршни (этом при впускные клапана не страдали), по причине шпонки вылета корневого шкива и последующей рассинхронизации распредвала и коленвала. Автор два раза менял собирал и клапана двигатель, после устранения проблемы со мотор шпонкой прошёл около 14 ткм. Из-за втыка произошла клапанов деформация шатунов (изгиб), поршень в работал цилиндре не перпендикулярно, а с некоторым углом. Вследствие факта данного и работы поршневых колец с перекосом, жор начался масла, доходивший до 0.5-1.0 литра на 1000 км.
двигатель, Однако работал исправно, бензин лился Аи95 только (на бензине Аи92 появлялась детонация, и уменьшении при УОЗа - падала динамика и увеличивался топлива расход), расход бензина в городе зимой около составлял 6.5-9 литров, при достаточно быстром и стиле агрессивном езды. Очень нравились именно крутящий и лёгкость момент двигателя в зоне малых и оборотов средних - нужды крутить выше 5500-было не 6000, после 6000 об чувствовался спад Двигатель.
мощности почти не прогревался после утреннего зимой (старта) - сел, завёл, почистил снег с поехал и кузова. Шины были размера 155\70\шипованные, R13 Таганка. После их безвременной кончины в 2012 октябре года, были куплены и установлены Cordiant шины Sno-Max 155\65\R13 ("размер" матизовский). Давление держалось 2.5 атм. На трассе почти расход не менялся, составляя около 6.5-7.5 литра, этом при скорости передвижения - от 90 до 120 км\ч и сколько Весной.
сможет 2013 года двигатель был автомобиля с снят, по причине продажи Оки. Затем произведена была разборка двигателя и дефектовка деталей, в поршневой - частности группы. Фото с комментариями представлены части. В ниже головки - никаких претензий ни к валу, ни к втулками со клапанам и пружинами - хромовые сёдла из спец.просели не заготовки с жёсткими пружинами, втулки не износились, покрошились не кулачки.
Фотографий хона цилиндров нет, но была хонинговка очень яркая, износ в зоне отсутствовал ВМТ. Однако, из-за деформации шатунов появился цилиндре во 2-м задир, из-за него пришлось блок переточить и последний на перехонинговать размер 83.0 мм.
Посмотрим на фотографии поршневой шатунным. По группы вкладышам и шатунным шейкам коленвала нареканий и претензий нет - всё работало в штатном Источник.
Ремонт двигателя Оки
С 1987 по 2008 год отечественный автопром выпускал автомобиль особо малого класса с обозначением ВАЗ-1111 (1113) и названием «Ока». Это была достаточно интересная модель малого городского авто, который изначально позиционировался как машина для инвалидов.
Автомобиль был интересен по ряду факторов:
- Самое малогабаритное авто Волжского автомобильного завода (хотя он выпускался также на СеаЗ и КамАЗ);
- Одно время был самой дешевой машиной в мире;
- Для нее был разработан свой двигатель, а не просто позаимствован с других моделей;
Естественно, при проектировании этого агрегата, пошли обычным путем – максимальной унификации с другими моторами ВАЗ, но все же это был отдельный мотор, со своими особенностями. Отметим, что практически везде использовалась унификация узлов, что позволило максимально удешевить производство авто.
Модификации двигателей
Несколько слов о самых моторах этого авто. Изначально на «Ока» устанавливался агрегат с рабочим объемом всего 650 куб. см. Основой для его создания выступила установка от ВАЗ-2108 с 1,3-литровым агрегатом, но количество цилиндров было уменьшено до двух (в народе часто говорилось, что на «Оке» используется половина двигателя «Восьмерки»). Модель с эти мотором получила заводской индекс ВАЗ-1111.
Чуть позже начала выпускаться другая модификация – ВАЗ-1113, у которой объем повысили до 750 куб. см., а по сути, «переполовинили» 1,5-литровый агрегат той же «Восьмерки». Естественно, и менялись показатели по мощности мотора. У 650-кубового мотора этот показатель составлял 29,3 л. с., а на 0,75 литра – 33 л. с.
Модификация ВАЗ-1113 была самой массовой, поэтому в дальнейшем и будем ее рассматривать. Отметим также, что в последние годы выпуска «Ока» комплектовалась 1,0-литровым китайским мотором с 3-мя цилиндрами, но их было немного.
Особенности ремонта и обслуживания
Как и любая силовая установка внутреннего сгорания, мотор ВАЗ-1113 требовал периодического технического обслуживания, а после исчерпания ресурса, проводился капитальный ремонт или же полная замена двигателя на «Оке».
При том, что ресурс двигателя ОКА, примерно в 1,5-2раза меньше чем у стандартных моделей ВАЗ.
Капитальный ремонт двигателя «Оки» проводится в случае сильного износа цилиндропоршневой группы и кривошипно-шатунного механизма. Причем ресурс мотора хоть примерно и рассчитан производителями, но на него сильно влияют особенности эксплуатации, периодичность проведения технического обслуживания, а также качества используемых технических жидкостей и топлива.
В большинстве случаев ремонт двигателя «Ока» выполняется без снятия его с авто. В ряде систем и механизмов можно снять составные элементы с силовой установки для последующего восстановления или замены, или и вовсе все выполнить на агрегате. Это касается систем питания, зажигания, пуска, электробеспечения, охлаждения, а также газораспределительного механизма.
Но снятие мотора и его разборка потребуется, если дело касается цилиндропоршневой группы и кривошипношатунного механизма, к которому относится и система уравновешивающих валов. Что касается последних, то они – особенность конструкции двухцилиндрового мотора.
Дело в том, что поршни в установках «Оки», поршни ходят парно, а не раздельно. Но при этом рабочие такты в цилиндрах выполняются по-разному. К примеру, оба поршня движутся вверх, но в первом цилиндре происходит такт сжатия, а во втором – выпуск. После прохождения ВТМ, в первом цилиндре идет рабочий ход, а во втором – впуск, и так по кругу.
Система уравновешивания же предотвращает появление повышенных вибраций, которые обязательно возникают при таких особенностях конструкции и работы силовой установки.
Если силовой агрегат исчерпал свой ресурс, то есть износ цилиндропоршневой группы достиг критических значений, или произошла серьезная поломка КШМ, производится переборка мотора. При этом, все работы можно выполнить только на снятой установке.
Далее рассмотрим, как правильно своими руками извлечь силовую установку из подкапотного пространства этого авто, не прибегая к услугам СТО.
Что потребуется
Основные ключевые моменты будут изображены на фото. Сразу отметим, что есть несколько способом извлечь мотор, причем один из них подразумевает наличие подъемных механизмов (талей), которые имеются не у всех, поэтому рассмотрим другой метод, с извлечением силовой установки через низ авто.
Для проведения работ потребуется не так уж и много:
- Наборы ключей (рожковых, накидных), а также головок с воротками и штангами;
- Набор отверток (плоские, крестообразные, усиленные и т. д.);
- Домкрат (2 шт.);
- Деревянные брусы;
- Ветоши;
- Емкости для слива технических жидкостей;
Метод извлечения силовой установки
Последовательность работ такова:
- Авто ставим в гараж и обездвиживаем. Для удобства приведения некоторых работ, передок выдомкрачиваем, причем полностью, а не только одной стороны;
- сливаем технические жидкости (масло, ОЖ);
- Демонтируем воздушный фильтр карбюратора вместе с корпусом;
- Отсоединяем от карбюратора приводные тросики дроссельной и воздушной заслонок, а также провод электроклапана ХХ;

5. Снимаем высоковольтные провода (со свечей и катушки);

6. Отсоединяем проводку, идущую к датчику момента искрообразования;
7. Послабляем хомут крепления патрубка подачи бензина на бензонасос и снимаем его;

9. Послабляем хомуты и снимаем патрубки с корпуса термостата, идущие на радиатор охлаждения;

10. Снимаем патрубки, ведущие на отопитель салона;

11. Послабляем и отсоединяем трос привода сцепления;
12. С КПП отсоединяем привод спидометра, провод датчика включения сигнала движения задним ходом, а также массовый провод, надетый на шпильку картера коробки;

13. Отсоединяем проводку от стартера и генератора;

14. Под авто разбалчиваем стяжной хомут в месте входа выхлопной трубы, идущей от коллектора, в приемную трубу резонатора. Смещаем резонатор назад, разъединяя соединение;

15. Отсоединяем провод, ведущий на датчик давления масла;
16. Отсоединяем тягу рычага КПП, ведущую на коробку;

17. Снимаем передние колеса, откручиваем гайки валов наружных ШРУСов, и стягиваем с них ступицы;


18. Откручиваем болты крепления кронштейнов рулевого механизма к подрамнику;
19. Под подрамник укладываем подготовленный бруски, после чего аккуратно приспускаем домкраты, добиваясь, чтобы подрамник, вместе с мотором лег на эти бруски;
20. Откручиваем болты крепления подрамника к кузову;

После этого проверяется, все ли отсоединено, а затем с помощником просто передок поднимается вверх (без мотора – он не тяжелый) и кузов откатывается назад, а мотор вместе в КПП, приводом и подрамником остается лежать на брусках.

Что ремонтируется при снятом моторе
Описанный метод – один из самых простых для выполнения, поскольку не требует наличия особых приспособлений.
Теперь пройдемся по тому, зачем вообще снимать ДВС с авто, и какой ремонт при этом можно выполнить. Как уже отмечено, демонтаж производится в случае замены силовой установки, а также возникновения проблем с КШМ и ЦПГ.
Одна из часто проводимых работ – это замена колец на «Оке». Эта операция сложная, поскольку требуется практически полная разборка мотора, чтобы извлечь поршни. И разбирать его, естественно, легче, если он установлен на столе или полу, и запросто можно повернуть его, как удобно.
Но отметим, что снятие мотора для проведения работ с ЦПГ и КШМ – это рекомендация завода изготовителя. Если же дело касается только цилиндропоршневой группы (к примеру, требуется замена поршневых колец или поршней) и проточка цилиндров не предполагается, то все работы можно выполнить и не снимая двигатель.
Рассмотрим, как производится замена тех же колец на моторе «Оки» без его демонтажа с авто. Инструменты потребуются те же, что и указаны выше, но при этом работы лучше выполнять на смотровой яме.
Как выбрать кольца и поршни
При подборе также следует учитывать, что при замене используются поршни и кольца ремонтных размеров. К тому же, комплектации тех же колец именно под «Оку» практически не встречаются, поэтому придется приобретать полный комплект для Ваз-2108, но использовать только его половину.
Последовательность действий
Перейдем непосредственно к процессу замены поршневых колец на ВАЗ «Ока» без снятия мотора (ключевые моменты показаны на фото). Делается все так:
- Автомобиль ставиться на смотровую яму и обезвиживается;
- Сливаются рабочие жидкости (ОЖ, масло);
- Первый этап работ полностью проходит в подкапотном пространстве. Для удобства работ можно вообще снять капот с авто;
- Снимаем с карбюратора корпус воздушного фильтра, отсоединяем приводные тросики, провод электроклапана ХХ и бензиновые трубопроводы;


5. Снимаем защитную крышку привода ГРМ, послабляем приводной ролик, и снимаем с зубчатого колеса распредвала ремень. Окручиваем болт этого колеса и снимаем его с вала (аккуратно, чтобы не потерять шпонку);
6. Отсоединяем патрубки от клапанной крышки, выкручиваем болты ее крепления и демонтируем с авто;

7. Отсоединяем патрубок вакуумного регулятора;
8. Откручиваем болты крепления датчика момента искрообразования, и отводим его в сторону;

9. Откручиваем бензонасос, убираем в сторону;

10. Окручиваем крепление корпуса привода датчика момента искрообразования и снимаем его;

11. Откручиваем верхний болт крепления задней крышки приводного ремня ГРМ и отводим его вбок;

12. Откручиваем гайки крепления корпуса подшипников распредвала и снимаем его;

13. Аккуратно демонтируем распределительный вал его вместе с сальником. При сборке лучше сальник распредвала «Ока» лучше заменить. Если производится только замена распредвала на «Оке» дальнейшая разборка не нужна;
14. Снимаем кронштейн крепления генератора;
15. Демонтируем натяжной ролик;
16. Отсоединяем трубопроводы системы охлаждения, ведущие к рубашке охлаждения;

17. Отсоединяем провод датчика температуры ОЖ;

18. Откручиваем гайки крепления выпускных труб от головки, затем аккуратно снимаем их со шпилек;
19. Откручиваем болты крепления головки. При этом нужно соблюдать правильную последовательность их послабления. Извлекаем болты;

20. Аккуратно снимаем головку вместе с впускным коллектором и карбюратором.

На этом разборка в подкапотном пространстве заканчивается. Остальное делается под автомобилем. Чтобы снять поршни, необходимо:
- Открутить болты крепления поддона двигателя и аккуратно его извлечь;
- Открутить гайки крепления шатунных крышек и снять их. Важно, сразу пометить, где какая крышка, и как она была установлена. Для этого на отливе можно поставить метки путем кернения;
- Проворачиваем коленчатый вал. При этом, поршни выйдут вверх, а шатуны снимутся с шеек вала. Останется только отверткой полностью вытолкать поршни вместе с шатунами и извлечь их.
Особенности сборки
Важные моменты при сборке:
- Следует обязательно в процессе собирания заменить прокладки головки ГБЦ, поддона, выпускных труб, клапанной крышки;
- Затяжку болтов головки блока выполнять в строго определенной последовательности;
- После сборки правильно выполнить регулировку – совместить метки коленвала и распредвала, чтобы обеспечить правильную работу ГРМ, натянуть приводные ремни, проверить тепловые зазоры;
И хоть операций, которые необходимо выполнить для снятия мотора или замены колец, достаточно много, но они не сложные и все работы вполне можно выполнить за день.
Читайте также: