
Вилка включения сцепления на камаз

Выберем конкретный способ наплавки, для этого сравним их по технико-экономическим показателям.
Удельная себестоимость восстановления руб./м^2
Наплавка в среде СО2,
Наплавка под слоем флюса
Остановимся на ремонтном размере. Т.е обработаем напильником сферические поверхности лапок сохранив сферу радиусом 18 мм.
Износ шпоночного паза

Таблица 6 - Табуляграмма сравнения способов восстановления по Конструкторско-технологическим характеристикам
Обобщённые отклики М
Наплавка в среде СО2
Наплавка под слоем флюса
Металлизация с посл. Охл.
Замена части детали
Сварки Ручная Электродуговая
Исключим пластическую деформацию в связи сложностью выполнения технологии, хромирование технологически дорого, ремонтный размер не предусмотрен ТУ, остается сварка ручная электродуговая, на ней и остановимся.
4.2 Определение последовательности операций маршрута восстановления и оформления маршрутной технологии.
1. Обработать напильником сферические поверхности лапок
2. Заварить шпоночный паз
3. Произвести сверловку отверстия под вал включения сцепления
4. Выполнить шпоночный паз
5. Расчет и обоснование стратегии восстановления размерной цепи.
В данной размерной цепи требуется определить замыкающий размер А0 между шпоночным пазом вилки включения сцепления и шпонкой
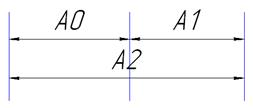
Рисунок 11- сборочная технологическая цепь
Размерная цепь – трехзвенная с одним увеличивающим А2 одним уменьшающим звеном А1 и замыкающим звеном А0.
Составим основное уравнение размерной цепи

(5.1)
Значения звеньев размерной цепи

А1=;

А2=;
Определим номинальный размер замыкающего звена А0
Допуск замыкающего звена:


мм

Предельные размеры замыкающего звена: мм

мм

Рассмотрим вторую размерную цепь
Размерная цепь – трехзвенная с одним увеличивающим Б1 одним уменьшающим звеном Б2 и замыкающим звеном Б0.
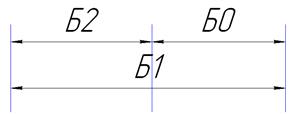
Рисунок 12- сборочная технологическая цепь
Уравнение данной размерной цепи будет следующим:

Где Б1=;

Б2=
Определим номинальный размер замыкающего звена:
Допуск замыкающего звена:



мм
Предельные размеры замыкающего звена:

(5.4)

(5.5)



мм
6. Расчёт режимов и нормирования операций технологии восстановления и оформление операционной технологии.
Для всех станочных работ техническая норма времени (при расчетах используются формулы и данные[1]):
где tшт - штучное время;
to - основное время;
tву и tвп - вспомогательное время на установку и снятие детали и время связанное с переходом – соответственно;
Основное время обработки, мин:

где l - длинна обрабатываемой поверхности, мм
y - величина врезания и выхода инструмента, мм
n - частота вращения детали, об/мин
![]()
6.4 Расчёт механической обработки износа зубьев с торца включения
Основное (ручное) время:

Оперативное время, мин:


Где - Вспомогательное время, которое используется для установки, снятия детали, подвода и отвода инструмента для выполнения отдельных переходов, мин

Штучно-калькуляционное время, мин:


где

где - время, затрачиваемое на обслуживание оборудования, мин


Где - время организационного обслуживания, используемое на подготовку оборудования к работе в начале смены и уборку его в конце смены, мин


Где - время на отдых и естественные потребности, мин

6.1 Расчет режимов наплавки ручной электродуговой.
Наплавить шпоночный паз.
Формула для определения штучного времени в рассматриваемом случае имеет вид:



Штучное время для заваривания шпоночного паза

Суммарное время 5.57 мин.
![]()
6.10 Расчёт режима сверления.
Сверление отверстия 11.
где У1 - величина врезания инструмента, мм
У2 - выход инструмента при обработке сквозного отверстия, мм

У1 = , где d - диаметр сверла, мм;

φ - угол заточки сверла, град. =116º
У = 1,2 + 1,55 = 2,75
Скорость резания при сверлении, м/мин:

где Cv - постоянный коэффициент, зависящий от качества обрабатываемого материала, материала инструмента и условий работы;
Т m - стойкость инструмента в мин машинного времени
D - диаметр отверстия после обработки, мм

zv=0.4

Частота вращения инструмента, об/мин:
n = V/S
n = 34,37/0,4 = 86
Установить вал в тисках параллельно плоскости верстака меткой вверх, произвести сквозное сверление
Основное время обработки:

где l - длинна обрабатываемой поверхности, мм
y - величина врезания и выхода инструмента, мм
n - частота вращения сверла, об/мин

Время обслуживания рабочего места:
где tсмп- время смены позиции детали в тисках
tш = 2,04 + 2,86 + 0,08 + 0,2+5 =10,18 (мин)
6.2 Расчет режимов резанья и точения на токарном станке.
Выполнить шпоночный паз
Величина врезания и выхода резца:

Где -величина врезания резца, равная ;
t – глубина резания, мм;

- главный угол резца в плане, градус;
- перебег резца при обтачивании на проход ( =2-3 мм);
- взятие пробной стружки ( =2-3 мм).


Скорость резанья определяют по эмпирическим зависимостям


Где - коэффициент, зависящий от условий работы и механических качеств обрабатываемого материала;
К - поправочный коэффициент, характеризующий конкретные условия работы;
t – глубина резанья, мм;
S – подача, мм/ход
v скорость резанья

Время одного прохода
Время холостого хода 0,03 мин
Общее время 1 прохода tоб =0.9 мин
n= h/t=2,8/0,2=14 проходов
Основное время обработки, мин:

По формуле (5) определим штучное время:
tшт = 12,6+ 7 + 0,34+ 0,002=19,94 (мин)
![]()
7. Определение экономической целесообразности восстановления деталей по разработанному маршруту
В качестве критерия экономической целесообразности можно использовать зависимость:

где СВ - себестоимость восстановления на авторемонтном предприятии;
СПР - себестоимость производства вилки включения сцепления на автозаводе.
Делая сопоставления по ценам, критерий экономической целесообразности восстановления вилки включения сцепления
Читайте также: