
Установка поршней 84 мм на ниву
Двигатель четырехтактный, карбюраторный, рядный, с верхним расположением распределительного вала. Система охлаждения двигателя — жидкостная, закрытого типа, с принудительной циркуляцией жидкости. Двигатель имеет комбинированную систему смазки: под давлением и разбрызгиванием.
На двигателе установлен коленчатый вал 21213-1005015. По своим параметрам он соответствует коленчатому валу 2103 и обеспечивает ход поршня – 80мм. (радиус кривошипа – 40мм.). Вал имеет дополнительные противовесы снижающие вибрацию. На каждой шатунной шейке имеется два маслоподводящих отверстия. Диаметры шеек вала увеличены на 0,02мм. При использовании стандартных вкладышей, это уменьшение зазоров оптимизирует толщину масляного слоя между шейкой вала и поверхностью вкладыша. В тоже время снижение зазоров улучшает динамические характеристики вала. Коленчатый вал 21213 рекомендован к установке вместо вала 2103.
Для двигателя разработана новая поршневая группа. Поршень 21213 оригинальной конструкции, на днище имеет специфическую овальную лунку. Для диаметров поршней определены классы соответствующие классам цилиндров. Отверстие под поршневой палец диаметром 22мм. В поршне отверстие под поршневой палец смещено на 1,2мм от оси поршня. Маркировка класса поршня по диаметру и по размеру отверстия пальца указываются на днище поршня. Поршневой палец, длиной 67мм, фиксируется в поршне стопорными кольцами. Вес поршня составляет 347гр. При изготовлении все поршни доводятся до одного веса.
Шатун 21213-1004045 имеет новую конструкцию. Длина шатуна составляет 136 мм. Размеры отверстий: под шатунную шейку — 47,8мм; поршневой палец – 22мм. Для стяжки крышки шатуна использованы новые болты, обеспечивающие надежность и точность сборки.
Головка цилиндров 21213-1002011(для двигателя объемом – 1,7л.) конструктивно похожа на головку 21011, но имеет ряд отличий. Высота головки 21213 составляет 111,0мм, что ниже головки 21011 на 1,8мм. Размер камеры сгорания — 81х52 мм, объем 30 см3.
Для двигателя разработан новый распределительный вал 21213-1006010. Изменена форма кулачков, для увеличения хода впускного клапана. Применяются клапаны и клапанный механизм от двигателя 2101.
Привод распредвала – цепной. Цепь двухрядная втулочно-роликовая мод. 2103. Применяется новый удлиненный башмак натяжителя.
На двигателе ВАЗ 21213 установлена бесконтактная система зажигания. За создание управляющих импульсов для коммутатора отвечает датчик-распределитель зажигания 3810.3706. В системе зажигания применяется модель коммутатора — 3620.3734. Катушка зажигания — 27.3705.
Оцените статью: Поделитесь с друзьями!
Похожие записи:
ДВИГАТЕЛЬ ВАЗ 2130-1000260
ДВИГАТЕЛЬ ВАЗ 2106-1000260
ДВИГАТЕЛЬ ВАЗ 2103-1000260
Двигатель 21213 (1,7л 79л.с.)
ДВИГАТЕЛЬ ВАЗ 21213-1000260.
ХАРАКТЕРИСТИКА ДВИГАТЕЛЯ ВАЗ 21213.
Двигатель карбюраторный, распредвал расположен сверху.
| Количество цилиндров: | 4 |
| Рабочий объем цилиндров: | 1,69 л |
| Степень сжатия: | 9,3 |
| Мощность при частоте вращения коленчатого вала 5200 оборотов в минуту: | 58 кВт /7 8,9 л.с. |
| Диаметр цилиндра: | 82мм |
| Ход поршня: | 80мм |
| Количество клапанов: | 8 |
| Минимальная частота вращения коленвала оборотов в минуту: | 750 — 800 |
| Максимальный крутящий момент при 3400 оборотов в минуту: | 127Н*м |
| Порядок работы цилиндров: | 1-3-4-2 |
| Октановое число бензина: | АИ-92 |
| Система подачи топлива: | карбюратор |
| Свечи зажигания: | А17ДВР, BP6ES (NGK) |
| Вес: | 117 кг |
Особенности двигателя.
Двигатель ВАЗ-21213 устанавливается на автомобили Ниву-2121, 21213, 21214, 2131 (длинная Нива); ВАЗ -2120 Надежда
Разработан специально для Нивы-21213.
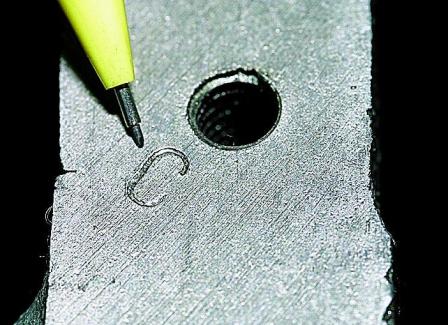
Маркировка поршня и шатуна
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – класс шатуна по отверстию для поршневого пальца; 6 – номер цилиндра
Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Следовательно при монтировании двигателя искать поршни единственной группы по массе не нужно.
По наружному диаметру поршни разбиты на пять классов (а, В, С, D, Е) через 0,01 мм. Наружная плоскость поршня содержит сложную форму. По высоте она коническая, а в поперечном сечении – овальная. Следовательно измерять диаметр поршня нужно только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на дно поршня (см. рисунок. Маркировка поршня и шатуна).
Поршни ремонтных размеров производятся с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению внешнего диаметра на 0,4 мм, а квадрат – на 0,8 мм.
Стрелка на дно поршня показывает, как правильно ориентировать поршень при его монтаже в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Разряд маркируется краской на торце пальца: синяя знак – первый, зеленая – второй, а красная – третий разряд.
Поршневые кольца – изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
Шатун – стальной, кованый. Шатун обрабатывается одновременно с крышкой и следовательно они в отдельности невзаимозаменяемы. Чтобы при монтировании не перепутать крышки и шатуны, на них клеймится часть 6 (см. рисунок. Маркировка поршня и шатуна) цилиндра, в который они монтируются. При монтировании цифры на шатуне и крышке должны быть с единственной стороны.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Часть 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. Классы шатунов по массе верхней и нижней головок), маркируемые краской на стержне шатуна. На силовой агрегат должны устанавливаться шатуны одного класса по массе. Возбуждать массу шатунов можно удалением металла с бобышек на головках вплоть до минимальных размеров 16, 5 и 35,5 мм (рис. Места, на которых разрешается удалять металл при подгонке массы верхней и нижней головок шатуна). Классы шатунов по массе верхней и нижней головок Подбор поршня к цилиндру ОБЩИЕ СВЕДЕНИЯ Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
-
10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59.60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93.
Ремонтные размеры цилиндров и поршней мотора ВАЗ 21213 при проведении капитального ремонта
А еще интересно: Двигатель 21214 Особенности характеристики и тюнинг
Ремонт центрально поршневой группы
Для замены поршневой ваз 21213 нам потребуется яма или эстакада и стандартный набор инструментов.
Демонтируем головку блока цилиндров
Внимание! Разъединяя выпускной коллектор и приемную трубу, не потеряйте уплотнительное металлическое кольцо.
- Отсоедините провода от датчиков температуры масла и охлаждающей жидкости;
- Демонтируем крышку головки блока;
- Отворачиваем болт крепящий звездочку на распределительном валу и снимаем ее вместе с цепью;
Звездочка распредвала с цепью
- Вынимаем вал вместе с толкателями клапанов и корпусом подшипников;

Снимаем распредвал
- Снимаем все шланги, которые будут мешаться при демонтаже ГБЦ;
- С помощью удлинителя и торцовой головки откручиваем головку блока и снимаем ее.
Демонтаж головки блока
Снятие поддона
- Снимаем брызговик двигателя и пластину защиты поддона;
- На боковых опорах двигателя откручиваем гайки, крепящие их к кронштейнам поперечной балки;
Откручивание кронштейна редуктора
Внимание! Поддон снимаем аккуратно, стараемся не порвать прокладку.
- Снимаем фильтр-заборник масляного насоса.
- Далее, открутив гайки нижних крышек шатунов, снимите их вместе с вкладышами.
Замена поршневой группы и колец
Вынимаем шатуны
Совет! Пометьте их местоположение и порядок для дальнейшей установки каждой крышки и вкладыша на свое место.
- Аккуратно, деревянным бруском (обычно используется рукоятка молотка), предварительно подняв поршень в верхнюю мертвую точку, выталкиваем шатун вверх;

Демонтаж шатуна
- стрелка определяющая положение поршня в цилиндре;
- размер номера ремонта;
- класс самого поршня;
- класс поршневого отверстия под палец;
- класс шатуна, вернее его отверстия под поршневой палец;
- номер цилиндра, для которого предназначен шатун.
Проверка состояния поршней
Очищаем поршень от следов нагара и удаляем все отложения из каналов смазки шатуна и самого поршня. При осмотре обращаем внимание на характерные трещины как на поршне, его кольцах, пальце, шатунах и на крышках которые являются признаком максимального износа. Глубокие риски на рабочей поверхности вкладышей также свидетельствуют о том, что их следует заменить новыми.
Подборка поршней к цилиндрам
Зазор, рассчитанный для данной пары, при условии, что они новые, составляет 0,025-0,045 мм. Определяется промериванием элементов поршневой группы (цилиндров и поршней) одинакового класса. При износе максимальным допуском является величина в 0,15 мм. При превышении зазоров необходимо подобрать новые поршни к цилиндрам для достижения оптимальных значений. На рынок автомобильных запчастей поставляются поршни различных классов (размеров) – А, С, Е которых вполне хватает для подбора поршней к любому размеру цилиндров, так как они, в свою очередь так же разбиты на классы имеющих запас по предельным значениям своей размерности. То есть к цилиндрам класса В или D вполне подойдет поршень с классом С.
Разборка
- Извлекаем из поршней кольца, стопорящие поршневой палец, вынимаем его и разъединяем шатун от поршня;
- Снимаем поршневые кольца.
Внимание! В шатуне, с большим натягом, запрессованы болты. Вследствие этого при ремонте шатунно-поршневой группы их выпрессовка не рекомендуется во избежание нарушения посадочного места.
Совет! Некоторые детали могут быть мало изношенны, и не повреждены, поэтому при разборке их необходимо пометить для того что бы при сборке собрать демонтированные элементы в свою группу и в свой цилиндр.
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.


Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.


Снимаем крышку шатуна
Сдвигаем шатун вверх


Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.


Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.



Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.

Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.
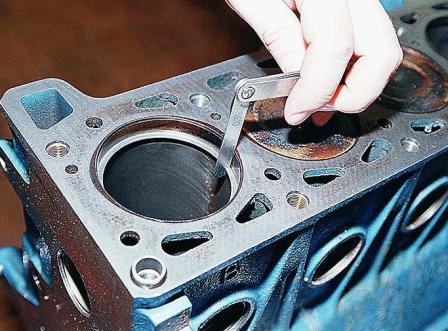

Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.

Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
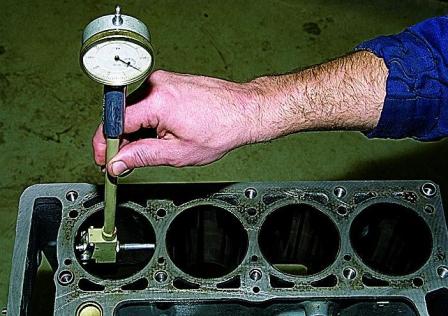
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
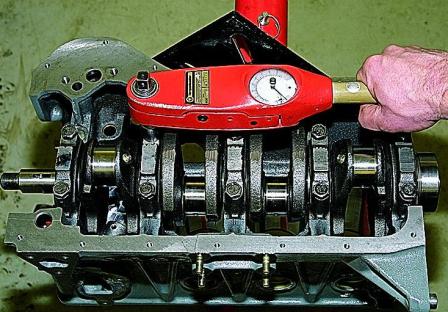
Проверка на деформацию шатуна
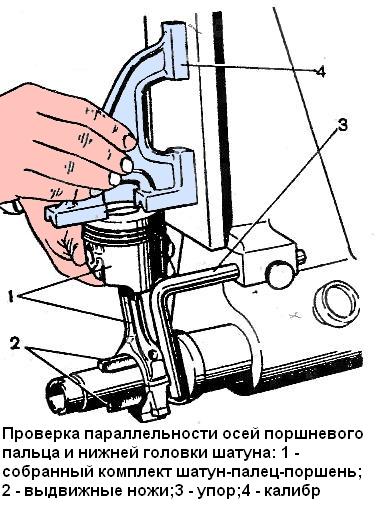
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)

24.06.2021
16.06.2021
15.06.2021
07.06.2021
01.05.2019

Собственно фото мало, фотографировал когда не забывал об этом .
-Блок 21213 гильзованный (позже об этом).
-Коленвал 2130, корня 0.25 шатунные СТД. Отполирован в Re-Motore и отбалансирован в сборе с маховиком и корзиной в динамике.
-Поршня новые стандарт 82.0
-Шатуны стандарт, новые.
-Шестеренчатый башмак.
-Кольца NPR of Europe бывшие SM, наборные.
-Сальники Corteco и Виктор Рейнз
-Новый маслонасос 2121
-Выполнена чистка всех маслоканалов блока.
По всем артикулам для заказа ино комплектующих, всем желающим отпишусь.
Началось все с того, что двигатель сильно задымил, поддымливал и поддымливал, но поскольку я мечтал о низе 1.9, то ждал его скорейшей кончины. И тут раз и инсульт. Пациент сильно задымил и заглох, признаков жизни не подавал. Притянули домой. Остыл, завелся и опять умер. Ну, что тут думать, на стол кардиолога положили его.
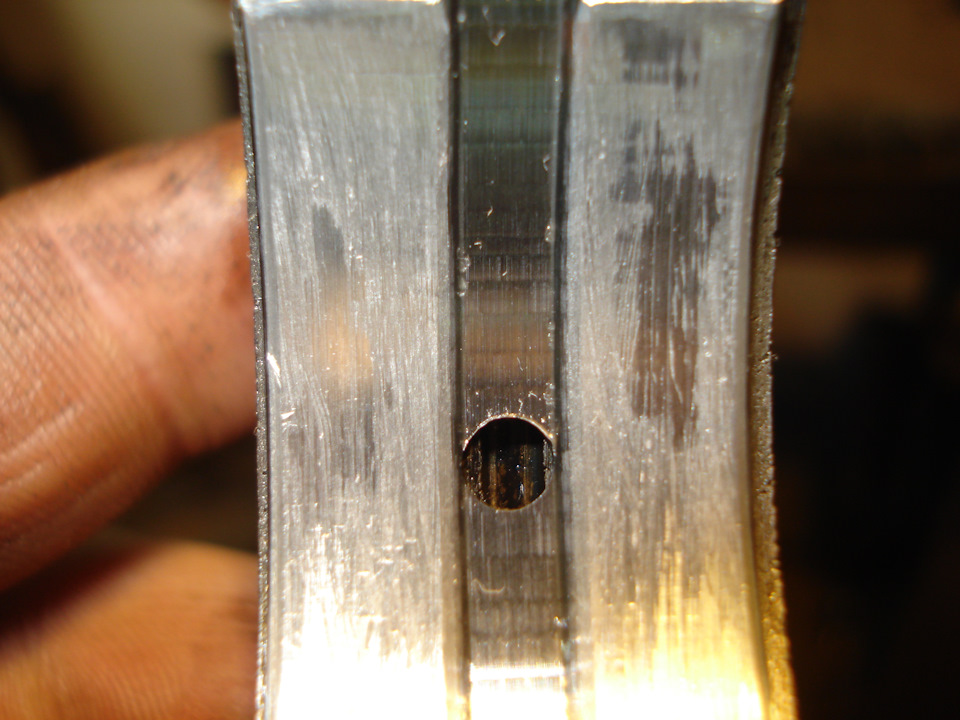
Разбирал частями, блок висел на подушках все шло гладко, я даже остатки хона видел в трех цилиндрах. Но решил посмотреть четвертый на наличие задиров, о боги закричал я и нервно закурил. Раковина с двух сторон, как раз в месте поршневого пальца, когда поршень находится в ВМТ. Причиной было стопорное кольцо пальца, оно выскочило, а палец побил блок. При этом посыпались перемычки на поршне, кусок маслосъемного стоял поперек. В общем если не забуду и найду поршень сфотографирую.
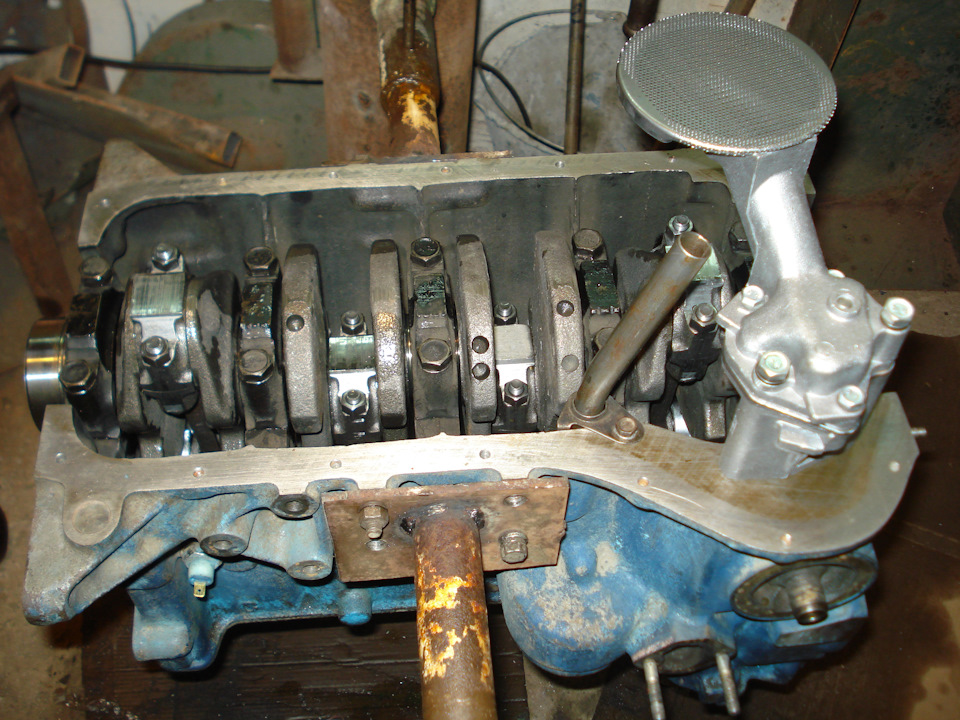
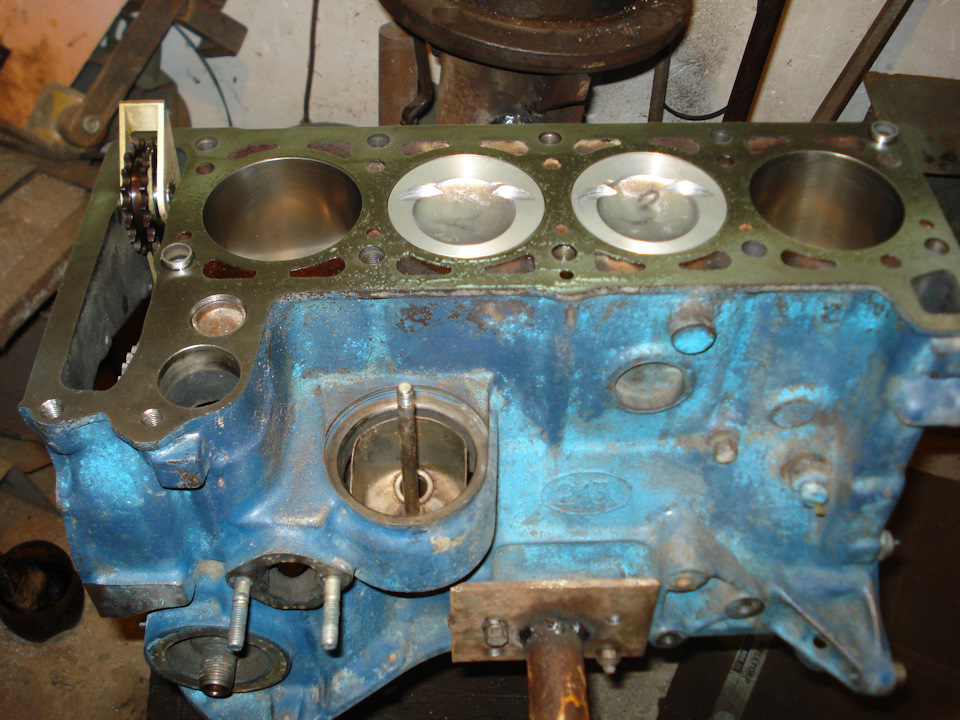
Разбираю дальше, снимаю блок, осмотр говорит, что жить блоку недолго. Мечтаю о 1.9 уже вижу как заказываю поршня на 84. Но токарь говорит, о невозможности расточить на 84, убрав раковины. Я в шоке, выход гильзовка и объем 1.8 за счет колена.
Забираю с гильзовки и хонингования, драю маслоканалы через датчик давления масла, тросиком распушенным. Продумаю, промываю. Коленвал уже отшлифовали. И тут меня ожидает чудО, просто дар божий. Налет рыжиков, как будто кто-то чихнул не прикрывшись. Паника, что делать, обзвон десята контор, но все рекомендуют перешлифовать в след ремонт. Меня это не устраивает ищу полировку, тем более, что рыжики тряпочкой и маслом оттираются но не до конца, раковин нет. Нашел где полируют, отполироали, собираю и нате…
Протягивая с центрального бугеля к краям. зализывает и закусывает вал на четвертом бугеле. По совету Garik0381 Спасибо ему за терпение и советы :) Начинаю все детально чистить под вкладышами и шабрить и полировать наждачной бумагой 800 грит, место зализа.Вот они красавцы. При сборке использовал два комплекта вкладышей, ставил все с проточкой, кроме центрального бугеля, там сток набор. Связано это с конструктивным исполнением коленвала, а именно косым сверлением.


Подбор упорных маслоколец, с их доработкой, осевое перемещение коленчатого вала 6 соток. Одно кольцо использовал увеличенное дорабатывал на камне мелком, второе СТД. Все остально, как в книге по ремонту, никаких новшеств не вносил. Ну если не считать шестеренчатый башмак.
Собирал на синтетику трансмиссионную.
Сальники порадовали оба производителя, собрали их на металлическом кольце, сама маслосгонная кромка не имеет дефектов литья . Посмотрим в дальнейшем
Читайте также: