
Установка головок на камаз 740
- неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя
Для снятия шестерни привода топливного насоса в сборе с валом:
- выверните четыре болта крепления компрессора и снимите компрессор;
- выверните три болта крепления насоса гидроусилителя руля и снимите насос;
- ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
- снимите корпус заднего подшипника в сборе с манжетой;

- снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с валом).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
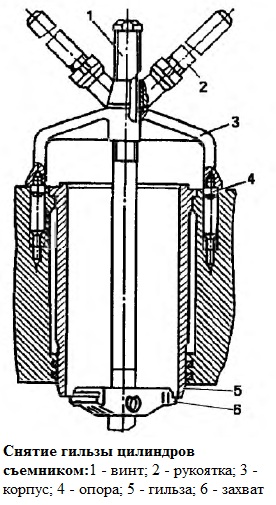
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
- снимите насос гидроусилителя руля;
- выверните три болта и снимите рым задний;
- снимите скобы крепления трубки отвода топлива от форсунок;
- выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8

- выверните болты крепления картера маховика, снимите картер.
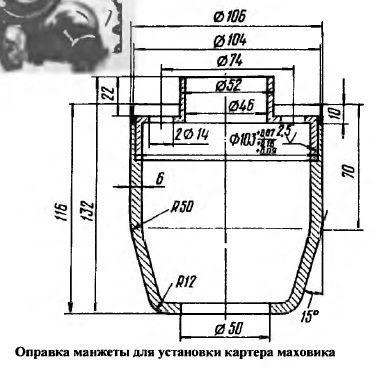
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика):
- при этом манжету обильно смажьте моторным маслом.
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей. Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поршневой группы:
- удалите нагар с верхнего пояса гильзы;
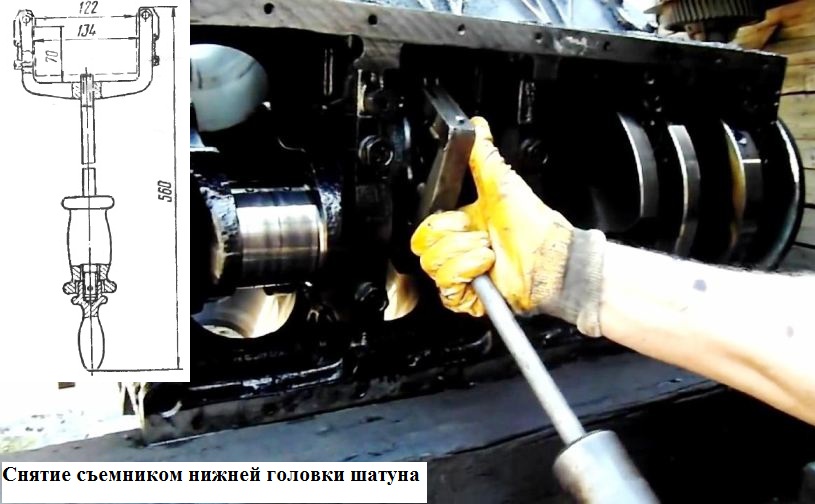
- снимите крышку нижней головки шатуна съемником (рис. Снятие съемником нижней головки шатуна):
- извлеките поршень в сборе с шатуном из цилиндра;

- снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником);
- выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
- нагрейте поршень в масляной ванне до температуры 80-100° С;
- выньте поршневой палец.
При сборке и установке шатунно-поршневой группы:
- компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
- маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;
- не запрессовывайте палец в холодный поршень;
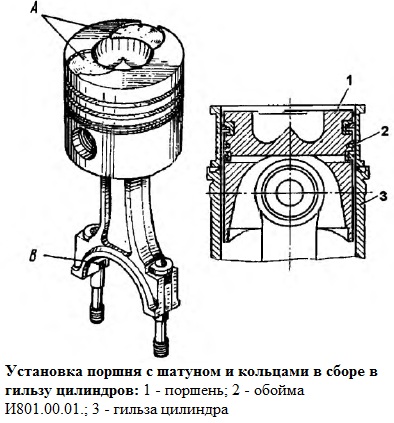
- при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров):
- индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня сместите в сторону развала блока цилиндров.
Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
Для снятия коленчатого вала демонтируйте:
- переднюю крышку блока с гидромуфтой в сборе;
- масляный насос с маслозаборником в сборе;
- крышки коренных опор;
- снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель:
- совместите метки на шестернях привода агрегатов;
- обеспечьте соответствие размеров вкладышей размерам шеек вала;

- установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала):

- проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор) – номера начинаются от переднего торца;
- болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
Вверните с установкой шайб 16x3 болты M 16 крепления крышек, обеспечив предварительный момент затяжки 95 -120 Нм (9,6 - 12 кгс.м).
Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Нм (28 - 30 кгс.м)
Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Нм (15-17 кгс.м).

При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коренных подшипников:
- предварительная затяжка - 95-120 Нм (9,6-12 кгс.м);
- окончательная затяжка - 206-230 Нм (21-23,5 кгс м).
- стяжные болты затягиваются моментом 81-91 Нм (8,2-9.2 кгс м).
Для разборки и сборки коленчатого вала:
- снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000.
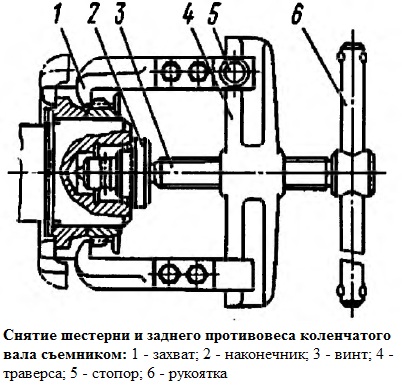
Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Снятие шестерни и заднего противовеса коленчатого вала съемником) заведите за край шестерни противовеса и зафиксируйте стопорами 5.
Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6. вверните винт 3 в траверсу 4 до полного снятия шестерни.
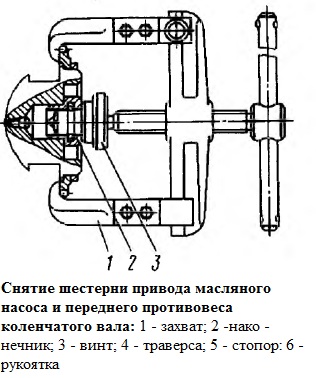
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни привода маслонасоса и заднего противовеса коленвала) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
- перед сборкой очистите маслоподводящие отверстия от отложений;
- промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
Размеры деталей, мм
Кольца поршневые
Зазор в замке компрессионных поршневых колец * 0,4-0,6
Зазор в замке маслосъемного поршневого кольца * 0,30-0,60
Торцовый зазор верхнего компрессионного кольца 0,12-0,17
Торцовый зазор нижнего компрессионного кольца*. 0,09-0,14
Торцовый зазор маслосъемного кольца* 0,077-0,112
Поршень
Диаметр отверстий под палец. 44,987 - 44,994
Зазор в сопряжении поршень — гильза (на длине поршня 104 мм от днища) 0,119-0,162
* Зазор поршневых колец замеряйте в калибре 0 (120+0,03) мм
Гильза
Внутренний диаметр 120,0 0 - 120,021
Палец поршневой
Диаметр поршневого пальца 44,993-45,000
Зазор в сопряжении поршневой палец — верхняя головка шатуна 0,017-0,031
Вкладыши
Толщина вкладышей подшипников коренных опор 2,440-2,452
Толщина вкладышей подшипников шатунных шеек. 2,453-2,465
Вал коленчатый
Диаметр коренных шеек 94,989-95,011
Зазор в подшипниках коренных шеек 0,085-0,152
Диаметр шатунных шеек 79,9905-80,0095
Зазор в подшипниках шатунных шеек 0,06-0,104
Осевой зазор 0,100-0,195
Диаметр шейки вала под передний противовес и шестерню привода масляного насоса: 125,080-125,110
Диаметр шейки вала под задний противовес и заднюю шестерню коленчатого вала: 105,070-105,096
Диаметр шейки вала под заднюю манжету: 104,86-105,00
Диаметр гнезда под подшипник первичного вала коробки передач: 51,977-52,008
Диаметр отверстия под установочную втулку маховика: 51,977-52,008
Полукольца упорного подшипника пятой коренной опоры коленчатого вала
Вал распределительный
Диаметр промежуточных опорных шеек 59,895 - 59,915
Диаметр втулки промежуточных опорных шеек 60,00 - 60,03
Диаметр задней опорной шейки. 41,930 - 41,950
Диаметр втулки задней опорной шейки. 42,000 -42,015
Зазор в сопряжении втулка — промежуточные опорные шейки распределительного вала: 0,135 -0,085
Зазор в сопряжении втулка — задняя опорная шейка распределительного вала: 0,085 - 0,050
Зазор в сопряжении торец корпуса заднего подшипника - ступица шестерни: 0,15-0,30
Детали ГРМ
Диаметр стержня толкателя. 21,993 -21,972
Диаметр отверстия направляющей толкателя 22,000 - 22,023
Зазор между стержнями толкателя и направляющей: номинальный 0,007 - 0,051
Зазор между стержнем и направляющей клапана, мм:
- впуска 0,03 - 0,072
Угол α фаски седла (впуска, выпуска) 45° - 45°15'
Угол γ фаски клапана (впуска, выпуска) 44°45' - 45°
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
- слейте охлаждающую жидкость из системы охлаждения двигателя;
- выверните болты крепления выпускного коллектора и снимите коллектор;
- выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабьте крепления этих же болтов
На других головках с целью получения необходимого зазора для снятия;
Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
- снимите соединительный патрубок впускных воздухопроводов;
- отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
- снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
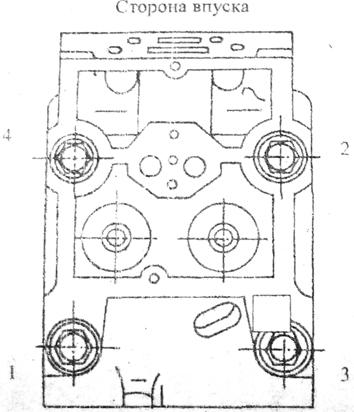
- ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра), затем выверните их;
- снимите головку цилиндра с двигателя.
При установке головки цилиндра обратите внимание на правильность монтажа прокладок.
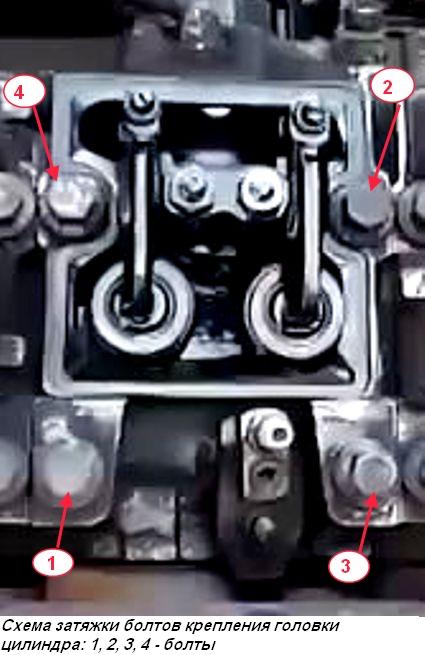
Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра.
После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06.000):
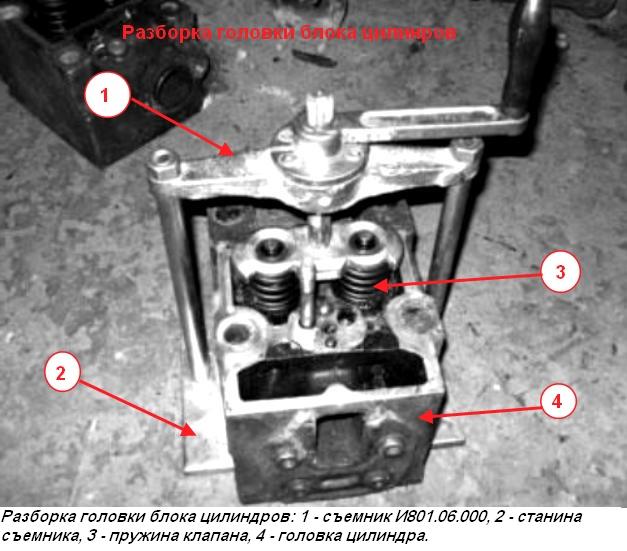
- установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтные отверстия головки;
- вращая вороток, вверните винт и тарелкой отожмите, пружины клапанов;
- снимите сухари и втулки;
- выверните винт из траверсы, снимите тарелку и пружины клапанов;
- выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
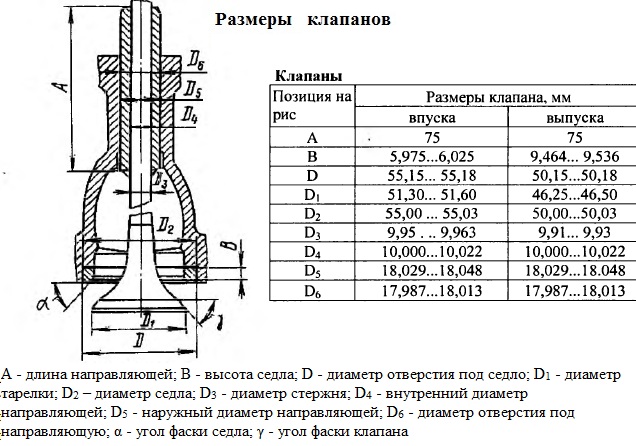
Размеры клапанов даны на рисунке
Для притирки клапанов:
- разберите клапанный механизм, как описано выше;
- приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться);
- нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением.
Нажимая клапан, поверните его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями.
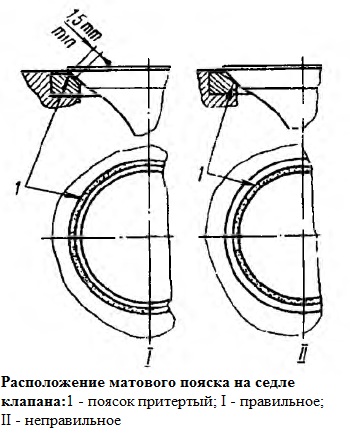
Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
- по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом.
Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность:
- установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые
клапаны не должны пропускать его в местах уплотнения в течение 30 секунд. При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
Осторожно вставьте клапан в седло и. сильно нажав, проверните на ¼ оборота, все черточки должны быть стертыми, в противном случае притирку повторите. При правильной притирке матовый поясок на седле головки должен начинаться у большего основания
Сейчас мы с Вами освоим приемы разборочно-сборочных работ и основы комплектации деталей при замене поврежденной головки цилиндра. А так же узнаем как ремонтировать КАМАЗ.

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому

2) Освоить методы комплектования деталей, обеспечивающих установку головки цилиндра, согласно, требований технических условий на сборку.
Последовательность проведения работ
по капитальному ремонту двигателя
своими руками
- Сборка заднего моста
- Как правильно собрать коробку передач
- Как правильно собрать двигатель
- Качество сборки автомобилей
- Как собрать рулевое
- Контроль качества сборки автомобилей
- Организация сборки автомобилей
- Технология сборки автомобиля

Замену на двигателе КАМАЗ-740 одной головки цилиндра или их комплекта, проводят в условиях мастерской автотранспортного предприятия при проведении текущего ремонта.
Перед началом разборочно-сборочных работ должна быть слита жидкость из системы охлаждения двигателя через три краника при открытой крышке расширительного бачка.


Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой
- Коллекторы выпускные в сборе;
- Фильтр тонкой очистки топлива;
- Компрессор пневматического тормоза в сборе с расширительным бачком и трубками;

Разборочно-сборочные работы
деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
- Коллектор впускной левый в сборе;

- Стойки коромысел с коромыслами в сборе;

- Штанги толкателей в сборе;
Замена поршневых колец
своими руками
- Болты головок цилиндров;

- Крышки головок цилиндров;

- Форсунки в сборе;

- Скобы крепления форсунок.
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разборке нормали (болты, гайки, шайбы) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждения более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические и электрические). При недостаточном крутящем моменте гайковерта для трогания с места или нормированного момента затяжки болта (гайки) следует применять динамометрический ключ с торцовыми головками.
Для проведения сборочных работ дополнительно к повторно используемым рабочее место должно быть обеспечено следующими сборочными единицами и деталями:
- головка цилиндра с клапанами в сборе (новая или восстановленная)
- прокладка головки цилиндра
- прокладка уплотнительная головки цилиндра
- прокладка крышки головки цилиндра
- прокладка фланца водяной трубы
- прокладка впускного коллектора
- прокладка корпуса компрессора
После проведения сборочных работрегулируют зазоры междуклапанами и коромыслами, заправляют двигатель свежим моторныммаслом, охлаждающей жидкостью к форсункам, а затем запускают двигатель.
Двигатель должен работать устойчиво, без перебоев, стуков и посторонних шумов. После прогрева двигателя проверяют герметичность соединений. Всоединениях не должно бытьследов подтекания охлаждающей жидкости, моторного масла и топлива. Прорыва газа через прокладки, не допускается.
Оборудование, оснастка и инструмент для проведения работ расборочно-сборочных работ, снятия головки блока.
- Стенд лабораторный для крепления двигателя КамАЗ-740
- Верстак слесарный с тисками слесарными
- Линейка измерительная с пределом изменения 300 мм (линейка 300 ГОСТ 427-75).
- Штангенциркуль
- Щуп № 2 ГОСТ 882-75.
- Ключ динамометрический с предельным крутящим моментом 240 Н*м (24 кгс-м).
- Набор торцовых головок
- Отвертка 175x0.7 ГОСТ 24437-80
- Плоскогубцы ГОСТ 7236-86
- Съемник для форсунки
Порядок выполнения работы по ремонту головки блока цилиндров КАМАЗ
1) Отвернуть и снять вместе с тарельчатыми шайбами три болта крепления выпускного правого коллектора к головкам блока правого ряда. Снять коллектор в сборе и четыре прокладки. Уложить коллектор на верстак. Те же операции повторить для выпускного левого коллектора.
2) Отвернуть накидную гайку трубки подвода воды к компрессору, накидные гайки соединительной трубки от компрессора к расширительному бачку и накидные гайки трубки от компрессора к регулятору давления. Ослабить крепление трубки на кронштейне. Освободить компрессор от трубок. Отверните четыре болта крепления компрессора. Снять компрессор вместе с прокладкой корпуса компрессора, установить транспортную заглушку шестерни компрессора, уложить компрессор на верстак.
3) Отвернуть три болта крепления топливных трубопроводов к фильтру тонкой очистки топлива. Освободить трубопроводы, установить болты с медными шайбами на место, завернуть на два три оборота. Отвернуть две гайки крепления фильтра тонкой очистки топлива к соединительному патрубку впускных коллекторов, снять плоские и пружинные шайбы. Снять фильтр, уложить на верстак. Отвернуть четыре болта крепления соединительного патрубка впускных коллекторов, снять болты с волнистыми шайбами. Снять соединительный патрубок имеете с прокладками.
4) Отвернуть накидные гайки крепления к штуцерам насоса гидроусилителя руля трубы низкого давления насоса (740 3407116) трубы высокого давления насоса (740.3407110). Освободить трубы низкого и высокого давления насоса гидроусилителя от трубопроводов системы гидроусилителя руля. Отвернуть болты скоб крепления труб
К впускному левому коллектору и к трубе водяной левой. Освободить трубы, завернуть болты на место на два-три оборота. Отвернуть болты подвода топливных трубопроводов к ТНВД. Освободить трубопроводы, болты с медными шайбами установить на место, завернуть на два-три оборота.
Отвернуть восемь болтов крепления впускного правого коллектора. Снять болты вместе с волнистыми шайбами. Снять впускной правый коллектор (740.11150012) в сборе с распределительным бачком системы охлаждения и трубками, а также топливными трубопроводами, закрепленными на нем. Снять четыре прокладки впускного коллектора (740 1115026). То же повторить для впускного левого коллектора (740 1115014). Уложить впускные коллекторы на верстак, обеспечив предохранение трубопроводов от повреждения.
5) Вывернуть восемь болтов крепления водяной правой трубы (740 1303100), снять плоские и пружинные шайбы. То же повторить для водяной левой трубы (740.1303101). Отвернуть четыре гайки крепления форсунок на головках цилиндров правого ряда. Снять скобы крепления форсунок (740.1112163), снять форсунки (33.1112010) вместе с уплотнительными кольцами (33.1112342) и шайбами (870880). Уложить форсунки на верстак. То же повторить для форсунок на головках цилиндров левого ряда (КЭ 25).
6) Вывернуть четыре болта крепления крышек головок цилиндров правого ряда. Снять крышки головок цилиндров (740.1003264-21) и прокладки крышек (740 1003270-10) То же повторить для крышек головок цилиндров левого ряда. Отвернуть две гайки крепления стойки коромысел на головке первого цилиндра. Снять стойку коромысел в сборе с коромыслами (740 1007091-10, 640.1007140), две штанги толкателей в сборе (740.1007і 76). То же повторить для головок второго-восьмого цилиндров. Ослабить четыре болта крепления головки первого цилиндра (740.1003016-02), соблюдая ту же последовательность, что и при затяжке. Вывернуть болты, снять шайбы Снять головку цилиндра с клапанами в сборе (740.1003010-11) вместе с уплотнительной резиновой прокладкой (740 1003213-11) и прокладкой головки цилиндра (740.1003212). Снять прокладку фланца водяной трубы (740.1303268). Повторить для снятия головок второго-восьмого цилиндров.
7) Произвести комплектацию новых и работоспособных деталей для обеспечения установки головок цилиндров на двигатель.
- головка цилиндра с клапанами в сборе
- прокладка фланца водяной трубы (740.1303268) 8 шт.
- прокладка головки цилиндра (70.1003213) – 8 шт.
- прокладка уплотнительная головки цилиндра (740.100213-11) 8 шт.
- стойка коромысел в сборе с коромыслами (740 1007091-10)
- штанга толкателя в сборе (740.1007176) 16 шт.
- болт головки цилиндра (740.1003016-02) - 32 шт.
- крышка головки цилиндра (740.1003264) - 8 шт.
- прокладка крышки головки цилиндра (740 1003270-10) - 8 шт.
- форсунка в сборе (33 1112010) 8 шт.
- скоба крепления форсунки (740.1112163) 16 шт.
- шайба уплотнительная (870638) 8 шт.
- кольцо уплотнительное (33.1112342) - 8 шт.
- обеспечить рабочее место графитной связкой.
8) Установить прокладку головки на буртик гильзы первого цилиндра (740 10.03212), уплотнительную прокладку головки цилиндра (740 1003213), головку цилиндра в сборе с клапанами (740.1003010-11). Обеспечить правильность монтажа прокладок и головки. Завернуть четыре болта крепления головки (740.1003016-02), предварительно надев на каждый шайбу (870648) и смазав резьбу графитным смазочным материалом. Затянуть болты согласно схеме динамометрическим ключом в три приема моментом 40-50 Н*м, 120-150 Нм, 160-180 Нм, для болтов без покрытия 190-210 Н*м.
Повторить те же операции для установки головок второго-восьмого цилиндров (КЭ 30).
Установить на шпильки и штифты головки первою цилиндра стойку коромысел я сборе, предварительно установив штанги толкателей в сборе (740.1007176). Установить стопорную шайбу крепления стойки (740.1007134), завернуть две гайки, затянуть их динамометрическим ключом с моментом 42-54 Н* м, застопорить гайки шайбой. Повторить для установки стойки коромысел в сборе с коромыслами для головок второго-восьмого цилиндров.
9) Отрегулировать зазоры между клапанами и коромыслами в установленной последовательности (КЭ-30-1).
То же повторить для установки крышек головок второго - восьмого
11. Установить форсунку в сборе (33.1112010) в головку первого цилиндра с уплотнительной шайбой (870638) и уплотнительным кольцом (33Л112342), предварительно вывернув пробку корпуса(87-080) Установить скобы крепленияфорсунки (740.1112163) и навернуть гайку; затянуть моментом 32-40Н*м.
То же повторить для установки форсунок второго-восьмого цилиндров.
Установить между головкой первого цилиндра ифланцем водяной грубы прокладку фланца водяной трубы (740.1303268) иввернуть два болта, надев пружинную и плоскую шайбы
То же повторить для головок второго-восьмого цилиндров. Затянуть окончательно болты крепления трубы водяной правой и левой моментом 30-53 Н*м.
12. Обеспечить комплектацию новых и работоспособных деталей для установки коллекторов впускных левого и правого:
- коллектор впускной правый всборе с расширительным бачком и трубками (740.1115012, 5320-131010) – 1шт.;
- коллектор впускной левый в сборе (740 1115014) - 1 шт.;
- прокладка впускного коллектора (740.1115026) - 8 шт.
13. Установить на левый ряд головок четыре прокладки впускного левого коллектора (740.1115026), впускной левый коллектор в сборе (740 1115014), ввернуть восемь болтов крепления коллектора, надев на них волнистые шайбы, затянуть болты динамометрическим ключом с моментом 50-62 Н*м.
14. Установить на правый ряд головок четыре прокладки впускного правого коллектора (740.1115026), впускной правый коллектор в сборе 740.II15012) вместе с расширительным бачком (5320-1311040), трубками и топливными трубопроводами. смонтированными на нем, (вернуть восемь болтов крепления коллектора, надев на них волнистые шайбы. Затянуть болты динамометрическим ключом с моментом 50-62 Н*м. Соединить свободный конец перепускной трубки расширительного бачка (5320-1311091) с патрубком отвода воды из расширительного бачка в водяной насос (5320-1311055). Затянуть хомут.
Соединить свободный конец воздухоотводящей трубки радиатора к расширительному бачку (5320-1311054). Затянуть хомут. Навернуть накидную гайку перепускной трубки от двигателя к расширительному бачку (5320-1311106) на штуцер впускного левого коллектора. Затянуть гайки накидные на впускном левом коллекторе и расширительном бачке.
15. Вывернуть болты соединения топливных трубопроводов с ТНВД соединить их с трубопроводами, установив медные шайбы, вывернуть болты, затянуть динамометрическим ключом с моментом 40-50 Н*м.
Вывернуть болты скоб крепления труб низкого и высокого давления насоса гидроусилителя руля к впускному левому коллектору и к водяной левой трубке. Установить трубу высокого давления насоса (740.3407110) и трубу низкого давления насоса (740.3407116), навернуть накидные гайки трубопроводов системы гидроусилителя руля. Установить скобы крепления труб к впускному левому коллектору и водяной левой трубе. Ввернуть болты, затянуть динамометрическим ключом с моментом 15-20 Н*м.
16. Обеспечить комплектацию новых и работоспособных деталей для установки соединительного патрубка впускных коллекторов и компрессора пневматического тормоза:
- патрубок соединительный впускных коллекторов в сборе (740.1115030)- 1 шт.;
- прокладка соединительного патрубка (740.1115036-01) - 2 шт
- фильтр тонкой очистки топлива (740.1117010) - 1 шт.
- компрессор пневматического тормоза в сборе (5320-3509015) - 1шт.
- прокладка корпуса компрессора (740.3509403-10) - 1 шт.
17. Установить соединительный патрубок впускных коллекторов (740.1115030) вместе с прокладками (740.1115036-01). Ввернуть четыре болта крепления, надев на них волнистые шайбы, затянуть динамометрическим ключом моментом 50-62 Н*м.
Установить фильтр тонкой очистки топлива (740. Ш 7010) на шпильки соединительного патрубка впускных коллекторов, надеть две плоские и пружинные шайбы, навернуть гайки, затянуть до упора. Вывернуть болты соединения топливных трубопроводов с фильтром, соединить их с топливными трубопроводами, установив медные шайбы, завернуть болты, затянуть динамометрическим ключом с моментом 40-50 Н*м.
18. Снять транспортную заглушку шестерни компрессора (5320-3909137) Установить компрессор пневматического тормоза в сборе с прокладкой, обеспечив уплотнение по всасывающему патрубку компрессора.
Ввернуть четыре бота крепления, надев пружинные шайбы. Затянуть болты моментом 50-52 Н*м. Навернуть накидную гайку трубки подвода воды к компрессору (740.35009276), накидную гайку соединительной трубки от компрессора к
Расширительному бачку (3520-1311064-01), накидную гайку трубки от компрессора к регулятору давления (5320-3506200). Затянуть накидам гайки на обоих концах трубок. Закрепить трубку от компрессора к регулятору давления (5320-3506200) на кронштейне (5320-35006220).
19. Вывернуть из форсунок левого ряда 7 головок цилиндров болты топливной дренажной трубки, установить топливную дренажную труб (740.1104346), соединив ее с болтами, установив медные шайбы, вверну болты, затянуть. То же повторить для топливной дренажной трубки форсунок правого ряда головок (740.1104370). Снять полиэтиленовые заглушки (870941) со штуцеров форсунок. Навернуть накладные гайки топливных трубок (740.1104310? 740.11043 12, 740.1104314, 740.1104316) на штуцерах форсунок левого ряда головок цилиндров. Затянуть гайки с обоих концов каждой трубки. Закрепить топливные трубки с помощью двух скоб крепления (740.1104358). Затянуть два болта.
То же повторить для топливных трубок правого ряда головок цилиндров (740 1104318, 740.1104329, 740.1104322, 740.1104324).
20. Установить впускной коллектор правого ряда цилиндров в сборе с патрубками выпускного коллектора (740.1008020, 740.1008044) вместе с четырьмя прокладками патрубка (740.1068050). Ввернуть три болта крепления выпускного коллектора к блоку и навернуть восемь гаек крепления патрубков выпускного коллектора к головкам блока, надев тарельчатые шайбы. Затянуть динамометрическим ключом с моментом 50-62 Н м.

Технические условия на сборку двигателя КамАЗ-740
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
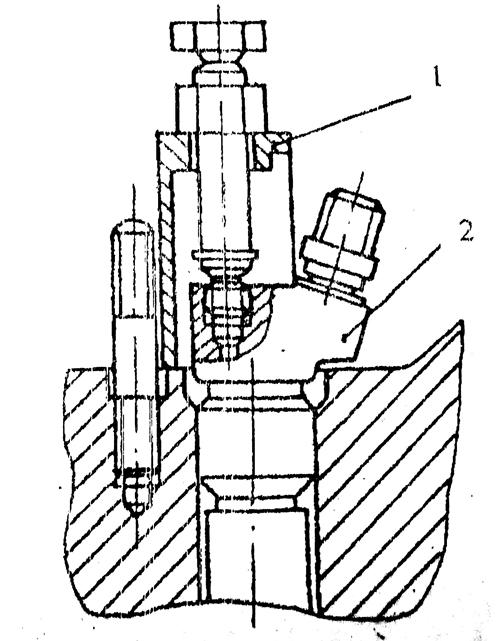
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
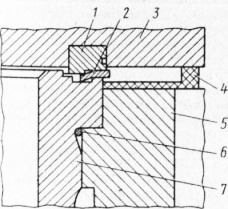
Рис. 1. Стыки головки цилиндра и гильзы, головки и блока цилиндров двигателя КамАЗ: 1 — опорное кольцо; 2 — прокладка головки цилиндра; 3—головка цилиндра; 4 — резиновая уплотнительная прокладка головки; 5 — блок цилиндров; 6 —- уплртнительное кольцо гильзы; 7— гильза
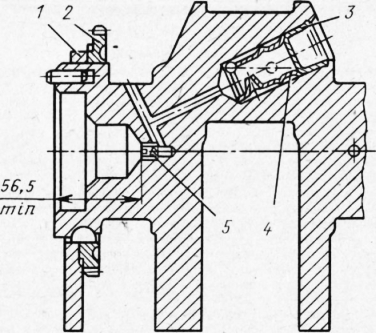
Рис. 2. Установка заглушек каналов коленчатого вала: 1 — передний противовес; 2—шестерня привода масляного насоса; 3—заглушка; 4 — втулка; 5 — ввертыш-заглушка
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ -201. Затяжку болтов крепления картера маховика производить моментом 9—11 кгс-м.
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
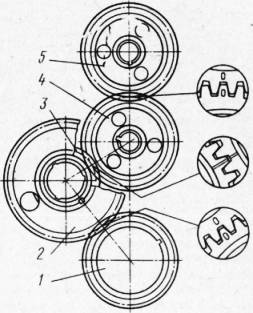
Рис. 3. Установка распределительных шестерен: 1 — шестерня ведущая; 2,3 — шестерни промежуточные; 4 — шестерня распределительного вала; 5 — шестерня привода ТНВД
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
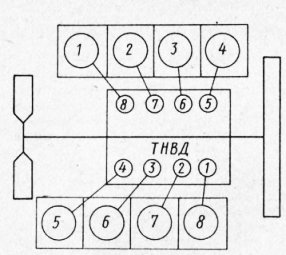
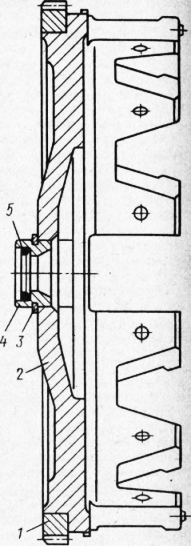
Рис. 5. Маховик в сборе двигателя КамАЗ: 1 — зубчатый венец; 2 — маховик; 3 — упорное кольцо; 4 — установочная втулка; 5 — сальник первичного вала коробки передач
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й — 124-15; 3-й — 19-Н21 кгс-м (предельные значения).
Блок цилиндров Камаз-740
Кривошипно-шатунный механизм является основным механизмом двигателя Камаз-740. Он служит для восприятия давления газов в такте рабочего хода возвратно-поступательного движения поршней во вращательное движение коленчатого вала.
КШМ Камаз состоит из блока цилиндров, гильз и головок цилиндров, поршней с кольцами и поршневыми пальцами, шатунов, коленчатого вала, коренных и шатунных подшипников и маховика.
Блок цилиндров Камаз-740 представляет собой жесткую моноблочную V-образную конструкцию, отлитую из легированного серого чугуна как одно целое с блоками цилиндров и верхней частью картера.
Высокая жесткость блока обеспечивается разделением карточного пространства на отдельные отсеки поперечными перегородками с силовым оребрением и низким расположением плоскости разъема верхней половины картера с масляным поддоном (значительно ниже оси коленчатого вала).
Левый ряд цилиндров Камаз-740 смещен относительно правого вперед на 29,5 мм, что вызвано установкой двух нижних головок шатунов на общую шатунную шейку коленчатого вала.

Блок цилиндров Камаз-740 в сборе
1 — блок цилиндров; 2 — гильза цилиндра; 3 — резиновое уплотнительное кольцо гильз; 4 — крышка заднего коренного подшипника коленчатого вала; 5 —крышка переднего коренного подшипника коленчатого вала; 6 — прокладка передней крышки блока; 7 — передняя крышка блока; 8 — резиновая манжета; 9— рым-болт
Водяные рубашки блока и головок цилиндров Камаз-740 между собой сообщаются посредством специальных отверстий в привалочных плоскостях, уплотняемых резиновыми кольцами.
По всей высоте цилиндров сделаны протоки для охлаждающей жидкости, благодаря чему обеспечивается интенсивный отвод тепла от гильз цилиндров, что обеспечивает охлаждение поршней и поршневых колец и снижает температуру масла.
В блоке цилиндров Камаз-740 имеется система каналов для подвода масла на центральный канал к подшипникам коленчатого и распределительного валов, деталям привода механизма газораспределения (ГРМ), фильтру очистки масла, центробежному фильтру и компрессору.
Гнезда в блоке под коренные вкладыши растачиваются при установленных крышках коренных опор, поэтому последние не взаимозаменяемы и устанавливаются в строго фиксированном положении.
Крышки коренных опор к картерной части блока крепятся поперечными болтами-стяжками, к переднему торцу блока прикреплена крышка, к заднему — картер маховика, снизу блок закрыт поддоном, который одновременно служит емкостью для системы смазки двигателя.
Расточка блока цилиндров Камаз-740 под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении.
На каждой крышке нанесен порядковый номер опоры, нумерация опор начинается с переднего торца блока.
Параллельно оси расточек блока цилиндров Камаз-740 под подшипники коленчатого вала выполнены расточки, в которые запрессованы и расточены втулки распределительного вала увеличенной размерности по сравнению с втулками серийного распределительного вала.
В картерной части развала блока цилиндров прилиты направляющие толкателей клапанов.
В переходный период освоения выпуска в составе двигателя Камаз-740 может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коренных подшипников:
-предварительная затяжка-95-120 Н.м (9.6-12 кгс.м);
-окончательная затяжка-206-230 Н.м (21-23,5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8,2-9,2 кгс.м).
Ближе к заднему торцу, между четвертым и восьмым цилиндрами, выполнена перепускная труба полости охлаждения для улучшения циркуляции охлаждающей жидкости. Одновременно она придает блоку еще и дополнительную жесткость.
С целью увеличения циркуляционного запаса масла, на двигатель Камаз-740 устанавливается масляный насос увеличенной производительности. Поэтому диаметры масляных каналов в блоке цилиндров существенно увеличены.
В нижней части цилиндров заодно с блоком отлиты бобышки под форсунки охлаждения поршней.
С целью установки на блок фильтра с теплообменником на правой стороне увеличены площадка и выполнены два дополнительных крепежных отверстия, а также сливное отверстие из фильтра.
Гильзы блока цилиндров Камаз-740
Внутренняя поверхность гильзы Камаз-740 обработана плосковершинным хонингованием для получения редкой сетки впадин н площадок под углом к оси гильзы. Такая обработка способствует удержанию масла во впадинах и лучшей прирабатываемости гильз.
На конусной поверхности в нижней части, гильзы цилиндров Камаз-740 имеют следующую маркировку: устанавливаемые на двигатели 740.11-240 и 740.14-300 7406.1002021, на двигатель 740.13-260 - 740.13-1002021. Центрирование гильзы в гнездах блока осуществляется при помощи верхнего и нижнего наружных обработанных поясов.
В верхней части гильза имеет упорный бурт с выступами для установки на упорный торец блока цилиндров и надежного уплотнения газового стыка с головкой цилиндра.
Водяная полость между блоком и гильзой Камаз-740 уплотнена резиновыми кольцами круглого сечения: в верхней части установлено одно кольцо под буртом в проточке гильзы, в нижней части — два кольца в проточках блока.
Установка на двигатели гильз с несоответствующей рекомендациям маркировкой ведет к ускорению износа гильз и поршневых колец.
Зеркало гильзы представляет собой редкую сетку впадин и площадок под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
В соединении гильза - блок цилиндров двигателя Камаз-740 полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо в проточке гильзы, в нижней части - два кольца в расточки блока цилиндров.
Клапана и головка блока цилиндров Камаз-740

Газораспределительный механизм (ГРМ) Камаз-740
1 - головка цилиндра; 2 - втулка направляющая; 3 - шайба пружин клапана; 4, 5 - пружины клапана: 6 - манжета клапана; 7 - шайба; 8 - болт крепления головки: 9 - тарелка пружин; 10 - втулка тарелки пружин; 11 - сухарь клапана; 12 - болт крепления крышки; 13 - шайба; 14 - шайба виброизоляционная; 15 - крышка головки цилиндра; 16 - коромысло клапана; 17 - стойка коромысел; 18 - прокладка крышки; 19 - штанга; 20 - ввертыш крепления впускного коллектора: 21 - ввертыш крепления водяной трубы; 22 - прокладка уплотнительная: 23 - толкатель; 24 - распредвал: 25 - выпускной клапан; 26 - седло выпускное; 27 - гильза цилиндра; 28 - кольцо газового стыка; 29 - блок цилиндров: А - тепловой зазор.
Механизм газораспределения (ГРМ) Камаз-740 - верхнеклапанный с нижним расположением распредвала. Кулачки распредвала Камаз-740 в соответствии с фазами газораспределения приводят в действие толкатели 23.
Штанги 18 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 7 и 8, открывают клапаны 25. Закрываются клапаны под действием силы сжатия пружин.
Распредвал Камаз-740 - стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.

Распределительный вал Камаз-740
1 - распредвал; 2 - корпус подшипника; 3 - шестерня; 4 - шпонка.
Диаметр втулок распределительного вала Камаз-740 на 6 мм больше по сравнению со втулками двигателя 740.10. Распредвал Камаз-740 увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распредвалом двигателя 740.10. На задний конец распределительного вала напрессована прямозубая шестерня 3.
Привод распредвала Камаз-740 осуществляется от шестерни коленчатого вала через промежуточные шестерни. Шестерни стальные, штампованные с термообработанными зубьями. Для обеспечения заданных фаз газораспределения шестерни при сборке устанавливаются по меткам, выбитым на торцах.
От осевого перемещения распредвал фиксируется корпусом 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами. Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя 740.10.
Установка корпуса подшипника задней опоры распредвала двигателя Камаз-740.10 не допустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапана Камаз-740
Клапана Камаз-740 из жаропрочной стали. Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного - 46,6 мм, высота подъема впускного клапана - 14,2 мм, выпускного - 13,7 мм.
Геометрия тарелок впускных и выпускных клапанов Камаз-740 обеспечивают соответствующие газодинамические параметры впуска-выпуска газов и поэтому их замена на клапаны двигателя 740.10 не рекомендуется.
Клапаны Камаз-740 перемещаются в направляющих втулках изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндр и снижения его расхода на угар, на направляющих клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели клапана тарельчатого типа с профилированной направляющей частью, изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
Коромысла клапанов Камаз-740 стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1.55.
Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
Коромысла клапанов 740.1 1-240, в отличие от коромысел двигателя 740.10, не имеют бронзовой втулки. Направляющие толкателей отлиты заодно с блоком цилиндров.
Штанги толкателей клапанов Камаз-740 стальные, пустотелые с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя 740.10 и не взаимозаменяемы с ними.
Стойка коромысел чугунная, её цапфы подвергнуты термической обработке ТВЧ. Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя 740.10.
Пружины клапанов винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины 4,8 мм, внутренний - 3,5 мм.
Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее - 821 Н. Пружины взаимозаменяемы с пружинами двигателя модели 740.10.
Головка блока цилиндров Камаз-740
Головка блока цилиндров Камаз-740 отдельные на каждый цилиндр, изготовлены из алюминиевого сплава. Головка цилиндра Камаз-740 имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя мод. 740.10.
Каждая головка блока Камаз-740 устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
В головке блока цилиндров Камаз-740, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя 740.10 не допускается.
В головку блока цилиндров Камаз-740 запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10, и фиксируются острой кромкой.
Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов. Применение выпускного клапана 740.10 не рекомендуется.
Стык "головка цилиндра - гильза" Камаз-740 (газовый стык) - беспрокладочный. В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3.
Посредством этого кольца головка цилиндра Камаз-740 устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.

Газовый стык Камаз-740
1 - головка цилиндра; 2 - кольцо уплотнительное перепуска охлаждающей жидкости; 3 - кольцо газового стыка; 4 - прокладка-заполнитель; 5 - гильза цилиндра; 6 - кольцо уплотнительное; 7 - прокладка уплотнительная; 8 - блок цилиндров; 9 - экран.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка - заполнитель 4. Прокладка - заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом.
Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки блока цилиндров Камаз-740 установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком Камаз-740, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.
При сборке двигателя Камаз-740 болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рисунке.
Последовательность величины моментов затяжки должны быть:
1 прием - до 39-49 Нм (4-5 кг/см);
3 прием - до 186-206 Нм (19-21 кг/см).
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами Камаз-740. Клапанный механизм закрыт алюминиевой крышкой. Для шумоизоляции и уплотнения стыка крышка - головка цилиндра применены виброизоляционная шайба и резиновая уплотнительная прокладка.
Болты крепления крышек головок блока цилиндров Камаз-740 затянуть с крутящим моментом 12,7-17.6 Нм (1,3-1,8 кг/см).
Читайте также: