
Трещина в блоке уаз
Через блок цилиндров автомобильного двигателя проходит несколько каналов жидкостного охлаждения и смазки. Давление в этих системах превышает атмосферное, поэтому требуется полная герметичность. Однако, условия в камере сгорания таковы, что возможно образование механических нарушений целостности металла.
Причины появления трещины в блоке цилиндров
Разрушить прочный металл блока непросто, но его структура имеет ограниченный порог по сопротивляемости. Со временем ситуация усугубляется процессами старения:

Трещины могут присутствовать и из-за заводского брака в отливке блока, но на протяжении некоторого времени себя не проявлять, не будучи сквозными.
Симптомы
Проявляется растрескивание металлов в виде смешивания разных рабочих жидкостей и газов:
- попадание выхлопного газа, расширяющегося под высоким давлением, в системы смазки и охлаждения;
- появление моторного масла в антифризе;
- вспенивание и образование эмульсии в картере из-за проникающей туда охлаждающей жидкости.
Как правило, главный внешний симптом один – двигатель начинает перегреваться в самых безобидных ситуациях, даже просто на холостых оборотах без нагрузки.
В одном из цилиндров, а трещины не образуются массово, начинаются пропуски зажигания из-за нарушения хода рабочих процессов. При эндоскопировании мотора просматриваются изменения на поверхностях деталей, выходящих в камеру сгорания.
Находящийся под давлением расширительный бачок системы охлаждения начинает распирать внутренним давлением выхлопных газов. На поверхности антифриза образуется масляная плёнка, сам он меняет цвет и мутнеет. В расширительном бачке радиатора можно почувствовать характерный запах выхлопа.

В картере повышается уровень масла, само оно приобретает вид эмульсии. Начинает мигать лампа контроля за давлением в системе смазки мотора. Часто падает компрессия, хотя это происходит не всегда.
Уровень антифриза понижается. За машиной возникает облако белого тумана из попадающей в цилиндры охлаждающей жидкости. Кипеть в бачке она начинает задолго до появления необходимой для этого температуры.
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
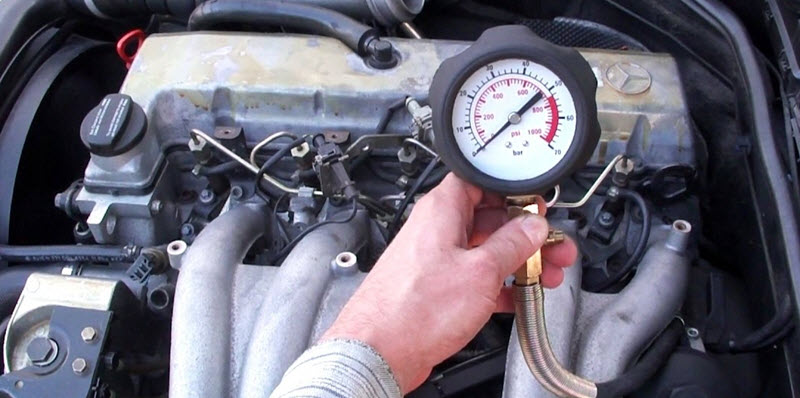
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.
Как заделать трещину
Далеко не всегда применяется технология герметизации растрескавшегося металла. Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.
Электродуговая сварка
Хороший сварщик, обладающий соответствующим оборудованием, вполне способен заварить материал блока до полной герметичности. Варится и чугун, и лёгкий сплав, правда одинаково плохо. Но современные аппараты сварки в среде инертных газов могут обеспечить долговременную герметичность шва.
Важно правильно подобрать присадочный материал и работать на нагретом до высокой температуры блоке. Разогрев и остывание производят постепенно, избегая температурных деформаций. Всё определяется мастерством и опытом исполнителя работы.
Приварка заплаты
При значительных дефектах присадочным материалом для заплавления трещин не обойтись. В таких случаях можно использовать металлическую заплату, которая крепится к блоку на винтах, а затем обваривается до полной герметичности.

Всё это возможно при наружных трещинах, например, если блок пробит оборвавшимся шатуном. Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Использование эпоксидной пасты
Такие объёмные клеевые соединения обладают значительной прочностью и адгезией с материалом блока, но естественно, заменить металл не в состоянии, и сваркой это называют исключительно в рекламных целях. Однако временно заделать утечку таким способом можно, выиграв время, чтобы добраться к месту настоящего ремонта.

В состав эпоксидного компаунда обычно вводят армирующий наполнитель в виде металлического порошка или стружки. Это значительно повышает прочность заплаты. Следует понимать, что это не клеевое соединение, а лишь заполнение дефектов. Сколько-нибудь долгое время эпоксидный состав продержаться на металле не сможет.
Смола наносится с применением усиливающего резьбового крепежа в несколько слоёв. Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.

Появление трещин в головке блока цилиндров (ГБЦ) сопровождается рядом неприятных симптомов, которые так или иначе влияют на производительность силового агрегата. Далее мы поговорим о том, как понять, что в ГБЦ есть трещина, в каких местах она чаще всего возникает, а также как решить данную проблему.
Признаки трещины головки блока
Довольно часто такую поломку ассоциируют с белым дымом из выхлопной, который якобы является верным признаком трещины ГБЦ. Это действительно так, однако довольно часто проблема проявляется по-другому и цвет выхлопа при этом никак не меняется.

Изменение цвета масла, масло пенится. Когда антифриз попадает в моторное масло, оно становится более жидким, меняет свой цвет и начинает пениться. В системе охлаждения при этом появятся следы масла, пленка будет и в расширительном бачке.


Пузырьки выхлопных газов в системе охлаждения. Появление трещины в ГБЦ в точке контакта с рубашкой охлаждения двигателя может привести к появлению пузырьков в расширительном бачке, а также в радиаторе охлаждения. Это будет заметно во время работы двигателя, все что нужно сделать это аккуратно открутить крышку радиатора и посмотреть. Обращаю ваше внимание на то, что делать это лучше на холодном двигателе, так как на горячем при попытке открутить крышку радиатора ОЖ можно получить ожоги.
Появление пузырей объясняется давлением, которое образуется в процессе сжигания топлива. В случае появления трещины, часть давления проникает в систему охлаждения, в итоге часть выхлопа попадет в бачок и радиатор. Жидкость начинает менять свой цвет, приобретает запах выхлопных газов, возможно появление воздушных пробок, раздувание патрубков и т. д.
В каких местах чаще всего возникают трещины
Поиск трещины в ГБЦ — пожалуй, самое сложное, так как она может появиться в разных точках головки. Даже опытный мастер не всегда в силах выполнить эту задачу быстро, несмотря на то, что трещины возникают, как правило, в определенных местах.
- Между клапанами. Такой тип повреждения обнаружить не сложно, трещину видно между седлами соседних клапанов.
- Между клапаном и свечой. В этом случае также вы без труда сможете найти место повреждения.
- Под направляющей клапана. В таком месте обнаружить трещину довольно проблематично, она прикрыта направляющей втулкой, кроме того в канале темно. Визуальный метод обнаружения в данном случае не подойдет.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.

Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Обязательно посмотрите видеоверсию статьи!
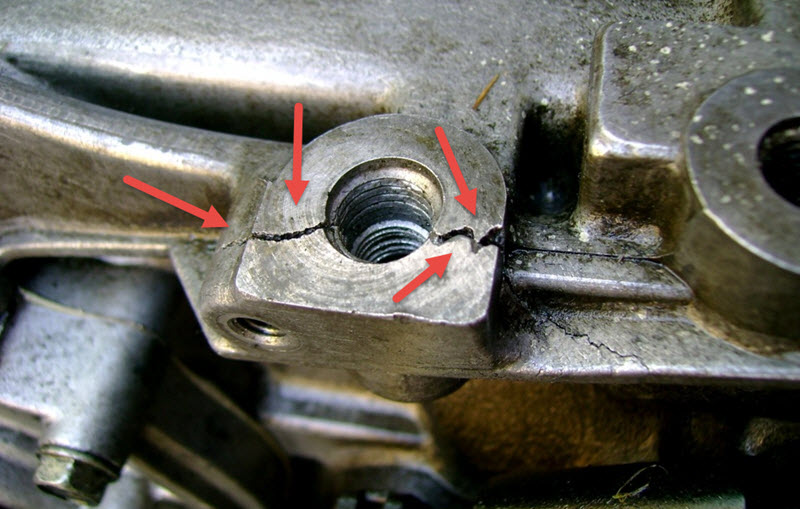
Микротрещины на блоке вокруг резьбы болта ГБЦ ⇐ H100. Бензиновый двигатель
Модератор: Radist1303
Ребята подскажите пожалуйста может кто сталкивался с такой проблемкой "Микротрещины на блоке вокруг резьбы болта ГБЦ"

Многолетний опыт не продается. Только обменивается.
Есть VW Touran 1,9 TDI. .
(Были:MBF 96г,Picnic 98г,Emina 95г, Starex 4WD 06г)
Фига себе!
Первый раз такое вижу.
От чего может быть, даже и предположить трудно.Блок крепкий и мощный, чтобы так его растрескать надо постараться.
Скорее всего кипятили и не раз!
Radist1303: От чего может быть, даже и предположить трудно.Блок крепкий и мощный, чтобы так его растрескать надо постараться.Скорее всего кипятили и не раз!
Если блок алюминиевый а в резьбовое отверстие попала жидкость или масло то может. там процессы идут на молекулярном уровне . сила огромная.Не даром советуют резьбовые колодцы держать чистыми и сухими.
Мужики.Видимо просто болт тчательно не протёрли от масла,вот и потрескалась.Советовали блок менять но не нашёл,поставил на свой страх и риск,прошёл больше 70 тысяч и всё ок.Мотор накрылся из-за качества запчастей, поставил мицубовский 63 но что-то не внушает доверия.Вот и попутно хочу восстановить родной. Встаёт только одна проблема прокатетли второй раз или нет.А может вообще наверное даже и резьбу вытянет или хуже всю резьбу отломит.Мои предположения.
Думаю на бензинке прокатит . Только болт на фиксатор резьбы посадить чтоб не ослаблялся на играющей резьбе .
А как этот фиксатор работает ? Там ведь два раза протягивать надо,на холодную и после 20 минут прогрева ещё раз.Да и потом трещины только на поверхности, я так понимаю глубоко они не прошли,а болт длинный,только надо новые болты купить,я старые первый раз поставил,не притянулась бошка нормально,прокладку давануло,пришлось по новой все делать,только с новыми болтами.
андрэ 76: А как этот фиксатор работает ? Там ведь два раза протягивать надо,на холодную и после 20 минут прогрева ещё раз.Да и потом трещины только на поверхности, я так понимаю глубоко они не прошли,а болт длинный,только надо новые болты купить,я старые первый раз поставил,не притянулась бошка нормально,прокладку давануло,пришлось по новой все делать,только с новыми болтами.
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Заделываем трещины в головке и блоке двигателя электросваркой

В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.

Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.

Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!

Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.

И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.

Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Вероятные симптомы и причины

Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения

Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
Как заделать поврежденные места
Заделывание электросваркой

Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты

Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
Трещина в гбц уаз
Все именно так и было, только на 4000 раньше. И трещина там же появилась. Дефект технологии. Это нужно на ЗМЗ обращаться. Мне все забесплатно заменили.
Все именно так и было, только на 4000 раньше. И трещина там же появилась. Дефект технологии. Это нужно на ЗМЗ обращаться. Мне все забесплатно заменили.
Было б неплохо. А контактов у Вас не осталось?
У меня такая же беда,трещина сантиметра 3 между выпускными клапанами 3и4 цилиндров.Машина 2007г.в.пробег73000км.,попробую заварить аргоном,может будет держать.Кто нибудь пробовал варить?
Меняй по гарантии голову. Будет 100% что через 10 тыс. в другом не появится!
Меняй по гарантии голову. Будет 100% что через 10 тыс. в другом не появится!
На гарантию не надеюсь,попробую заварить не снимая с двигателя,если не получиться,буду покупать новую ГБЦ.Друзья!может кто объяснить отличие ГБЦ 2007г.в. от ГБЦ 2009,что там усилено?
Порочная практика. Трещина образуется в литье из-за ошибки в расчетах. Она может быть и внутри литейной конструкции. Если варить где тонко, порвется рядом.
И неправильно, что на гарантию не надеешься, завод в большинстве случаев меняет бесплатно не зависимо от пробега и окончания общей гарантии.
Нет, если конечно, деньги некуда девать, тогда нахера вообще пробовать варить?
В новых головках косяк уже устранен.
У меня на момент пробега было 46 т.км с копейками. У других, здесь присутствующих также, и больше, и меньше..
В данном случае это скорее признание косяков, как не назови.
На гарантию не надеюсь,попробую заварить не снимая с двигателя,если не получиться,буду покупать новую ГБЦ.Друзья!может кто объяснить отличие ГБЦ 2007г.в. от ГБЦ 2009,что там усилено?
Это только ЗМЗ объяснить может. Они сильно технологию литья поменяли в содружестве с научными институтами. А заваривать не рекомендую. Сразу новую трещину не распознаешь, а смазывать колено антифризом не есть хорошо. Так поездишь-поваришь и на капремонт.
На гарантию не надеюсь,попробую заварить не снимая с двигателя,если не получиться,буду покупать новую ГБЦ.Друзья!может кто объяснить отличие ГБЦ 2007г.в. от ГБЦ 2009,что там усилено?
в 2007 моторы были евро2 в 2009 моторы евро3, головки походу не взаимозаменяемы. Если хочешь попробовать восстановить треснубщую голову, попробуй вместо сварки залей металогерметик для трещин головок и блоков (hi-gear), отзывы по подобному ремонту разные но есть люди которым помогало и продолжали ездить не меняя головы, правда на нашем моторе таких экспериментов не слышал, может поможет, в любом случае лучше чем варить не снимая с двигателя, а не поможет поменять головку не поздно
в 2007 моторы были евро2 в 2009 моторы евро3, головки походу не взаимозаменяемы.
С чего такие мысли? Если бы они были не взаимозаменяемы, пришлось бы менять и блок в придачу.
Лучше уж перед такими экспериментами уточнить у гарантийного отдела, будут ли они рассматривать голову которую варили. Уж это бы не мешало спросить.
С чего такие мысли? Если бы они были не взаимозаменяемы, пришлось бы менять и блок в придачу.
514.1003007-11 это походу евро2, а 514.1003007-41 евро3.
Конечно если сейчас покупать голову евро2 то, она конечно же подойдёт, только не факт что она выпущенна в 2009 (и вообще не нарваться бы на выпуск 2006)
Я то хотел сказать, что головку евро2 нельзя заменить головкой евро3 (если даже прокладка евро3 не подходит), блоки кстати тоже разные идут.
Я то хотел сказать, что головку евро2 нельзя заменить головкой евро3 (если даже прокладка евро3 не подходит), блоки кстати тоже разные идут.
На блоке евро2 есть лючек под вакуумник(если я ничего не путаю, расположен он под впускным коллектором)
ЗЫ Стоп. Кажется дошло. Ты имел в виду, что на голову евро2 не поставить прокладку от евро3?
Да, но вакуумный туда не поставишь.
Да, верно. Не обратил внимания на стр.66. :rolleyes:
Просто когда я говорил о одной и той же, основывался на стр.49 и каталога на сайте ЗмЗ, и глядя на номера двигателей, под который они подходят.
Хм.. когда я получал голову и прокладку, в документах черным по белому было голова евро3 (2009 г.в.), прокладка евро3. А блок у меня евро2.
Надо спросить у заводчан. В частности у Димы. Думаю он расставит все точки на I.
Надо спросить у заводчан. В частности у Димы. Думаю он расставит все точки на I.
Согласен, а то путаница получается. И ещё каталог бы поновей, а то в тех что я видел не все оригинальные детали евро3 упомянуты(в частности ГРМ)
Порочная практика. Трещина образуется в литье из-за ошибки в расчетах. Она может быть и внутри литейной конструкции. Если варить где тонко, порвется рядом.
И неправильно, что на гарантию не надеешься, завод в большинстве случаев меняет бесплатно не зависимо от пробега и окончания общей гарантии.
Нет, если конечно, деньги некуда девать, тогда нахера вообще пробовать варить?
В новых головках косяк уже устранен.
И все же я бы рекомендовал прежде позвонить Константину Марковскому, телефон уже писали, и только потом предпринимать дальнейшие шаги.
Это есть ошибочное мнение. У меня к возникновению подобной беды пробег составлял 45000. И я честно признался, что в сервис не ездил. Тем не менее завод все затраты по замене ГБЦ компенсировал. Даже эвакуатор оплатил. За что им большой респект. Хотя меня и тянули на эвакуаторе за 100 км. За весомые деньги.
Да, верно. Не обратил внимания на стр.66. :rolleyes:
Просто когда я говорил о одной и той же, основывался на стр.49 и каталога на сайте ЗмЗ, и глядя на номера двигателей, под который они подходят.
Хм.. когда я получал голову и прокладку, в документах черным по белому было голова евро3 (2009 г.в.), прокладка евро3. А блок у меня евро2.
Надо спросить у заводчан. В частности у Димы. Думаю он расставит все точки на I.
Более-менее понятно, головка может встать любая, если я правильно понял. Прокладка раньше выпускалась без двух дополнительных отверстий под болты крепления крышки цепи, сейчас с ними, тоже подойдёт на евро2 (единственное если нарваться на старую прокладку без отверстий то на новых движках можно будет думаю и без болтов поставить).
Теперь что не понятно. К примеру у меня голова 514.1003009-10, это получается и есть головка блока из зоны риска? Или есть другие критерии оценки, как то серийный номер? Это важно не только для того чтобы знать чего ждать, но и для тех кто сейчас или в будующем (не дай бог) меняет самостоятельно голову и может купить 514.1003009-10, поиск показал что в продаже она есть.
Давайте разберёмся в этом окончательно.
Почему из зоны риска? Судя по номеру у тебя голова 3й версии.
Почему из зоны риска? Судя по номеру у тебя голова 3й версии.
Более-менее понятно, головка может встать любая, если я правильно понял. Прокладка раньше выпускалась без двух дополнительных отверстий под болты крепления крышки цепи, сейчас с ними, тоже подойдёт на евро2 (единственное если нарваться на старую прокладку без отверстий то на новых движках можно будет думаю и без болтов поставить).
Теперь что не понятно. К примеру у меня голова 514.1003009-10, это получается и есть головка блока из зоны риска? Или есть другие критерии оценки, как то серийный номер? Это важно не только для того чтобы знать чего ждать, но и для тех кто сейчас или в будующем (не дай бог) меняет самостоятельно голову и может купить 514.1003009-10, поиск показал что в продаже она есть.
Давайте разберёмся в этом окончательно.
Критерий оценки серийный номер выбитый на площадке под конструкторским номером головки, а не конструкторский номер, который отлит на этой площадке.
У меня пробег был 47 000 км. На сервис не оброщался, а голову менял сам с завода спросили только ПТС для проверки номера движка и втечении суток поступил положительный ответ.
Только не понятно почему ЗМЗ зная о проблеме головок и признаёт её как собственый брак не отзывает авто для замены головы или надеются на то что у кого то не лопнет или кто то не обратится?
Критерий оценки серийный номер выбитый на площадке под конструкторским номером головки, а не конструкторский номер, который отлит на этой площадке.
У меня пробег был 47 000 км. На сервис не оброщался, а голову менял сам с завода спросили только ПТС для проверки номера движка и втечении суток поступил положительный ответ.
Только не понятно почему ЗМЗ зная о проблеме головок и признаёт её как собственый брак не отзывает авто для замены головы или надеются на то что у кого то не лопнет или кто то не обратится?
Я так понял, Вы отправили копию птс по интернет и Вам выслали голову на дом?Я правильно понял?Если можно поподробней опишите какие действия предпринимали.С уважением Юрий.
Смотреть на год выпуска головки.
-10 под жмт с патрубком диаметром 16 мм для конвеерной сборки.
-11 тоже самое только для поставки в запасные части.
-40 под жмт с патрубком диаметром 20 мм для конвеерной сборки.
-41 тоже самое только для поставки в запасные части.
С каких серийных номеров в 2007 году головки блока пошли с описанными выше внедрёнными мероприятиями? Проще говоря какие номера в зоне риска, и с каких номеров отливались головки без брака? Это важно и для тех у кого голова не треснула, и для тех кто меняет и может нарваться при покупке, и для тех кто думает купить изделие 315148 с пробегом 2006-2007 выпуска.
У меня там 514-1003009-10
Гы ))) посмотрел у себя. Номер такой же )))
Сорри, что поздно. Все в гараже, да гараже ковыряюсь.
Гы ))) посмотрел у себя. Номер такой же )))
Сорри, что поздно. Все в гараже, да гараже ковыряюсь.
То-есть на выбитом номере первая цифра это год выпуска, а потом серийный номер? У меня над отлитым номером еще цифра выбита. Это что значит?
Я так понял, Вы отправили копию птс по интернет и Вам выслали голову на дом?Я правильно понял?Если можно поподробней опишите какие действия предпринимали.С уважением Юрий.
Да всё правельно понял.
Итак маленький итог: головы евро2(..10,11) и евро3(40,41) не взаимозаменяемы.
Т.е. можно обобщить, что головы серии 10(1) и серии 40(1) не взаимозаменяемы.
Одно кстатии, заводчане не отвечают по поводу серйных номеров. 2007.
С чего и начали.
Одно кстатии, заводчане не отвечают по поводу серйных номеров. 2007.
Это был скорее вопрос. А не утверждение.
Читайте также: