
Портинг гбц ваз 16v плюсы и минусы
воот! а пришел весь из себя такой категоричный!
я тоже достаточно пиленных ГБЦ видел, долго изучал опыт подготовки тех же самых ВАЗов, смотрел-читал про работу известных "пильщиков" в лице АБ-инжиниринг и т.д., в результате так же сделал ОДНУ башку, причем степень доработки определял сам и экстремально пилить не было ни опыта, ни желания. Ща зрею на запил второй башки, делать уже более агрессивно, но работа эта долгая и неблагодарная, да и ожидать от нее великой отдачи не стоит.
воот! а пришел весь из себя такой категоричный!
я тоже достаточно пиленных ГБЦ видел, долго изучал опыт подготовки тех же самых ВАЗов, смотрел-читал про работу известных "пильщиков" в лице АБ-инжиниринг и т.д., в результате так же сделал ОДНУ башку, причем степень доработки определял сам и экстремально пилить не было ни опыта, ни желания. Ща зрею на запил второй башки, делать уже более агрессивно, но работа эта долгая и неблагодарная, да и ожидать от нее великой отдачи не стоит.
Да понимаешь, это ж психология ))) Юра ответил ТСу категорично и я вроде так сухо и категорично ))) Но без негатива вроде. А по твоим словам. Вот прям не в бровь а в ГЛАЗ, все совершенно аналогично и работу действительно считаю совсем не тривиальной и посему моя вторая голова в запиле довольно долго, жду прихода музы ну и немного - клапанов супертек))). Сделал и делаю ЭТО для собственного интереса и только, посему надеюсь более с этим геморроем не сталкиваться. И +1, что соотношение цена(читай геморрой/сложность работ) / качество (читай выхлоп) очень не выгодное.
Портинг или тюнинг головки блока цилиндров. Прежде чем решится на это, на настоящий портинг, необходимо определится с целями вашего проекта. Может получится так, что результат вас может и расстроить.
Часто в рекламе, объявлениях видишь – делаем портинг, увеличение каналов, установка большего размера клапанов и т.д. Да, конечно это все хорошо, но всегда всему свое время и главное – если где-то прибавится, то обычно где то должно убавится и не только в кошельке.
Немного исторических фактов
Для начала расскажу в чем преимущество ГБЦ (головки блока цилиндров) с 4 клапанами на 1 цилиндр в сравнении с 2 клапанами. Расположение двух впускных и двух выпускных клапанов в камере сгорания позволяет увеличить площадь клапана (клапанов), но вопреки тому, что многие считают, это не реальная причина в превосxодстве. Для примера, давайте сравним 1.7 литра Lotus/Ford Twin Cam раллийный двигатель (2 распредвала, 4 цилиндра, 8 клапанов). Впускной клапан имеет размер 43 мм (площадь -14.45 см2)
Следующий аспект модификации ГБЦ на который следует обратить внимание это завихрения (swirl) или в случае с 4 клапанами на цилиндр Tumble.
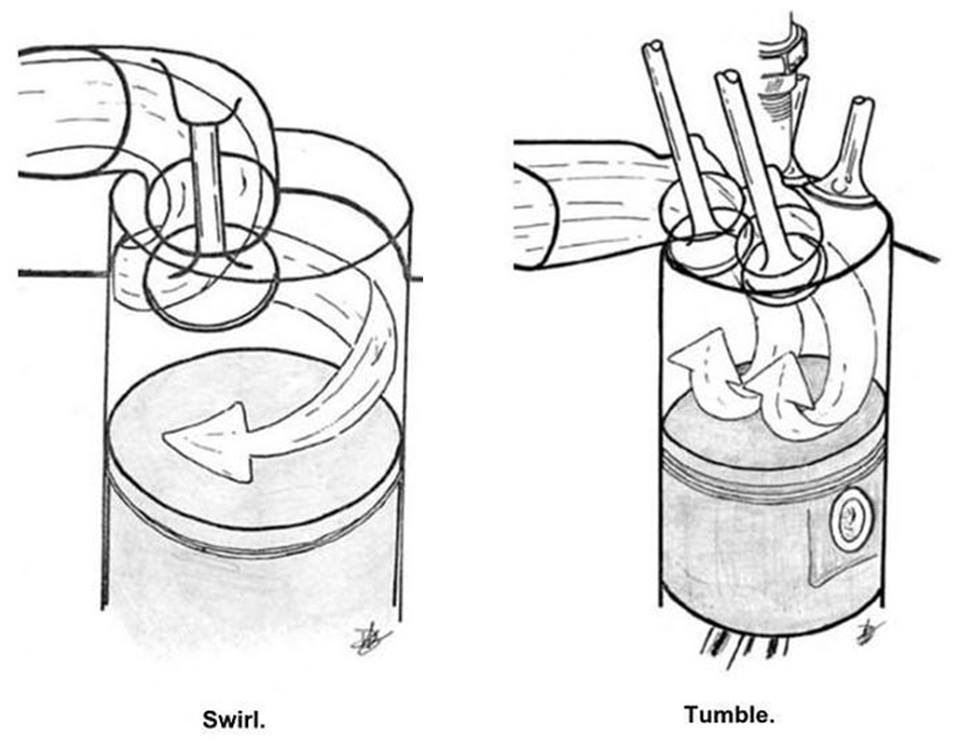
Всем привет, в предыдущем посте, как мне показалось после прочтения комментариев, было мало уделено внимания организации завихрений и поэтому еще рано переходит к рассмотрению вопросов доработки камеры сгорания, вытеснителей (Squesh Area) и оптимизации около клапанного пространства (Valve shrouding).
Улучшение смесеобразования (смешивание воздуха и топлива), организация завихрений, увеличение скорости горение, уменьшение расстояния фронта горения. Чем меньше время окисление (сгорание), тем меньше вероятность возникновения детонации. Все эти мероприятия, позволяют использовать более высокую степень сжатия, избыточное давление и конечно меньшие значения угла опережения зажигания (что очень важно для повышения мощности)
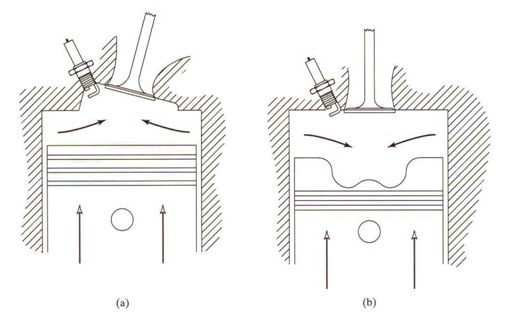
Вытеснители, зона вытеснения ( Quench или Squish area)— плоская поверхность между стенками камеры сгорания и стенкой цилиндра. Современные камеры сгорания могут иметь зоны вытеснения камеры сгорания в ГБЦ на рис. (а), в поршне (б) ( вариант (б) не приемлем для турбо моторов)
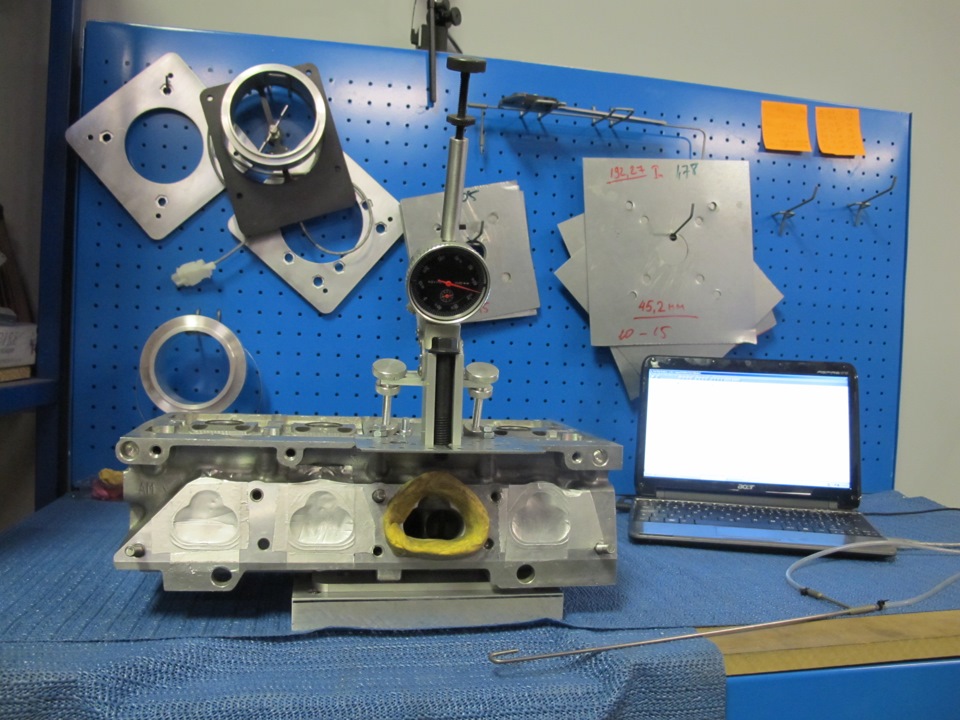
Ранее уже было написано несколько постов о портинге (доводке ГБЦ головка блока цилиндров). В данном посте, я бы хотел показать результаты, полученные при доводке на станке CNC и DIY (Do It Yourself). Ну и естественно, на реальном примере, показать, на что в первую очередь необходимо обратить внимание при портинге.
Все замеры делались на продувочном стенде. ГБЦ от мотора 1.6 16V VAG ( как и на моторе VW Polo sedan)
Faster flame travel = slower timing.
Slower timing = less negative power.
Less negative power = more power on the flywheel.
Долго не писал, но были на то и веские причины, а именно посещение России и своего родного города Тольятти, после 15 летнего отсутствия. На сегодняшний день в Росси уже есть несколько хороших гоночных треков в различных дисциплинах. Набирают обороты любительские соревнования, трек дни и в связи с этим, сегодня я хотел бы рассказать, как можно не дорого произвести доработку двигателя VW Polo sedan 1.6 литра.
Новый вариант ГБЦ отлично подойдет для гоночных двигателей класс S1600 или R2B. Максимальный потенциал данной ГБЦ 233 л.с. при 8400 об/мин (в атмосферном варианте) при соответствующих модификациях двигателя (низ ДВС, системы: впуска, выпуска, топливная и т.д.).
Главное, на что необходимо обращать внимание, так это на несоответствующее/неточное соединение коллекторных клапанов и головки блока цилиндра. Появление малейших неровностей или ступенек может привести к нежелательным последствиям, которые начинают тормозить движение, частично перекрывая канал и поэтому их необходимо удалять. После удаления мест с явными нестыковками нужно доработать коллекторные прокладки, так как они тоже могут быть преградой для потока.

Также необходимо выполнить посадку коллектора на штифты. Это крайне важно сделать по той причине, что крепеж, держащий коллекторы, может растянуться и в результате происходит незначительно изменение плоскостей гбц относительно к коллектору. Если этого не выполнить, то все работы по предотвращению нестыковок будут бесполезны.
Хочу отметить, что на коллектор необходимо посадить по два штифта (по краям).
Перед соединением гбц и коллектора нужно сделать отверстие, применяя фрезы для доработки гбц. После чего надеваем штифт на головку и на нее сажаем коллектор. Важно чтобы второй сел свободно, но при этом не должно быть никаких люфтов. После этого вы можете гарантировать точное позиционирование этих двух элементов с большой уверенностью. Еще нужно сделать несколько отверстий в прокладке. Вот так вот должна производиться оптимальная стыковка.
Каналы

Доработка гбц также предусматривает и необходимость доработать каналы, так как в них может наблюдаться деформированная форма, металл под втулками и т.д. Доработка каналов производится посредством шаровой фрезы. Лучше, когда у вас не одна фреза, а несколько и с разными параметрами (размеры и формы). Работая фрезой можно добиться удаление любых неровностей, а также увеличить проходимое сечение.

Перед тем как заниматься непосредственно расточкой каналов, следует выяснить, с чего начинать этот процесс – с коллектора или гбс. Если нужно значительно увеличить диаметр клапанов, то стартовать лучше с того участка, где их стены тоньше. Таким образом вы снизите риск случайного вскрытия каналов при следующем совмещении. Части втулок, выступающие в каналы, также необходимо доработать, чтобы те не создавали помех. Как правило, их нужно либо укоротить, или же заострить. Бывают ситуации, когда втулки стачиваются со стеной клапана. Некоторые автолюбители считают этот метод самый лучшим с точки зрения выгоды, хотя, на практике редко кто так делает, так как он значительно уменьшает ресурс направляющих. Правильная доработка клапанов возможна лишь при двух условиях: опыт и следование инструкции.
Клапаны
В реальности же клапаны делаются из сплава титана и алюминия и поэтому имеют поразительную легкость, которая сочетается с некими неприятными моментами: высокая стоимость и хрупкость. Учитывая эту хрупкость, ставятся жесткие рекомендации к пружинам и седлам клапанов. Пружины могут оставаться заводскими или же немного ослабляются. Седла желательно поменять на другие из бронзы.
Форма камеры сгорания
Доработка гбц также подразумевает изменение формы камеры сгорания. В данном случае можно выделить три направления работ:
- Снижение детонации
- Улучшение для наполнения цилиндра
- Выполнение условий для оптимального распределения смеси в камере сгорания.
Детонация создает сильную нагрузку на поршни и кольца. Ее можно определить по уровню металлических звуков, которые распространяются по двигателю авто. Источниками этого явления могут быть самые отдаленные участки камеры сгорания от свечи зажигания. Решается это так:
· Нужно снизить к минимуму работы в КС, которые увеличивают распространение горения.
· Необходимо свести к минимуму число участков КС. Такими участками считаются углы камер и острые кромки. Для этого нужно максимально тщательно сгладить поверхность.

Два последних выполнения по улучшению формы камеры сгорания сделать самостоятельно очень сложно, так как нужно иметь прекрасные знания в области физики.
Доработка гбц довольно не сложная на некоторых этапах и вполне оправдывающаяся процедура. Правильная доработка позволит увеличить мощность двигателя вашего автомобиля.
Видео “Доработка ГБЦ”
На видео автомеханик рассказывает о нюансах правильной расточки каналов в коллекторе для доработанной головки.

Всем, кто собрался “пилить голову”, но при этом на покупку шаровых фрез “давит жаба”:
Даже для неэкстремального запила восьмиклапанной головы (классика, зубило, калина) до 32мм впуск, 28,5 мм выпуск одной фрезы не хватит.
В каком-нибудь подшипник-центре покупаем шарики D 27.8, 28.5, 30.0, 31.75 мм и гайки-муфты М8


Секрет в том, что цилиндр гайки и шар сопрягаются идеально по оси цилиндра. Фреза не имеет биений, можно использовать пилот любой длины. После приваривания их друг к другу неплохо было бы резко остудить заготовку, чтобы минимизировать отпуск материалов:

Нарезаем мелкий модуль (чтобы шороховатость после пиления была небольшой) в направлении вращения (по часовой стрелке):


Все получилось весьма бюджетно (в пределах 100 руб. за фрезу) и работоспособно, более подробное видео есть на ютьюбе
Но” при пилении столкнулся с парой проблем:
1) Не сразу нашел нормальный пилот для таких фрез, неоднократно сломал шпильки, которые в этих целях использовались. Надо сказать, что шпильки ломаются, оставляя свое тело в гайке фрезы так, что приходится извращаться экстрактором или пилить часть гайки, это приносит некие неудобства. Хорошим пилотом оказалась 15 см каленая шпилька цилиндра от мопеда.
2) Дрель! Нужна мощная низкооборотистая дрель-миксер. Советская МЭС 450 была тоже хороша, но я словил кураж и сжег ей ротор. Китайский 800 вт Skil оказался слишком оборотистым, фреза не пилит, а срывается с дичайшим звуком.
Расточка каналов ГБЦ даёт превосходную возможность для повышения мощности автомобильного двигателя. Это потребует определённой доработки каналов впускного/выпускного типа, чтобы наполнение цилиндрических систем топливом претерпело значительные улучшения. Топливо проходит через каналы с очень большой скоростью, из-за чего любой дефект может замедлить поток.

Расточка головки блока цилиндров (ГБЦ) требует выполнения следующих этапов:
- Доработка (тюнинг) каналов – изменение диаметра, установление правильного радиуса креплений;
- Тюнинг сёдел клапанов;
- Точное совмещение коллекторных отверстий и каналов системы ГБЦ;
- Шлифовка поверхности.
Для выполнения данной деятельности требуются особые навыки и спецоборудование. В результате проведения этой работы двигатель становится мощнее в среднем на пятнадцать процентов.
Инструкция по тюнингу ГБЦ
Наиболее эффективным методом повышения мощности мотора с поршнем считается тюнинг ГБЦ.
Первым делом, нужно разобраться в том, как при помощи доработки головки блока цилиндра можно воздействовать на параметр мощности двигателя. Характеристики крутящего момента и мощности, которые определяются работой двигателя, основываются на коэффициенте НЦРС. Поэтому при увеличении наполнения происходит улучшение мощностных характеристик системы двигателя.
Для проведения тюнинга ГБЦ своими руками понадобится следующий набор инструментов:
- Фрез шаровой, который полностью будет подходить диаметру самой расточки;
- Бумага наждачного типа;
- Строительная дрель;
- Специальные шарошки;
- Штангенциркуль;
- Рабочий шланг небольшого диаметра.
При смещении полки вращательного элемента в наиболее высокие оборотные каналы можно получить нормальное повышение мощности, которое будет пропорционально росту полных оборотов. Вращательный элемент функционирует на основе 2-х базовых факторов – объёма работы, а также коэффициента заполнения цилиндров. В случае если объём рабочей силы был уже повышен до предельного уровня, то придётся разбираться с особенностями наполнения. Здесь придётся воспользоваться спортивными распредвалами, которые имеют увеличенные клапанные подъёмы, а также расширенными этапами входа и выхода.
Потом в дело идут фрезы шаровые. Ими обрабатываются каналы. Нужно достичь того, чтобы канальный изгиб приобрел наиболее плавную форму. У поверхности должна присутствовать некоторая шероховатость, потому как это положительным образом оказывает влияние на то, как быстро испаряется бензин с поверхности канальных стенок. Элементы втулок направляющего типа тоже должны подвергаться тюнингу, чтобы снизить частоту помех, которые они создают. Втулки обычно стачиваются, чтобы снизить ресурс на моторах форсированного типа. Для сёдел и клапанов снижается вес, а также увеличивается способность пропускного типа. Для нормальной работы отсека сгорания улучшается наполнение основного цилиндра и предотвращается возможность детонации.
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
Портинг ГБЦ на примере 7-го Аккорда с двигателем 2,4:
До/после (впускные каналы):


За срач и оскорбления буду банить.
VladimirZ
Well-known member
Обсуждаем! Что дает? Надо/не надо. Примеры, фото и прочее.
Портинг ГБЦ на примере 7-го Аккорда с двигателем 2,4:
До/после (впускные каналы):
За срач и оскорбления буду банить.
Я б втулки не стал трогать, особенно на выпуске. У меня на 8V не раз клапана из-за этого прогорали. Понятно, что 16V не 8V и что это не очень хорошо в плане сопротивления, но зато надёжность на высоте
Сгорают обычно летом на трассе, на высшей передаче, 4500-5000 оборотов мин 15 и приехали
зайцев
New member
конечно это увеличит скорость продувания и уберет завихрения что часть нам большее поступления воздуха, ну 15% думаю даст к мощности
но вот не вредно ли такое делать.
Vaikis_
Well-known member
Chivik777
Мистер Аккорд Клуб 2009
По втулкам в принципе согласен. Есть и минусы и плюсы. Хотя случаев летальных еще не было слава БОГу.
Что думаете про то, что бы пилить только выпуск, а впуск просто шлифовать?
VladimirZ
Well-known member
По втулкам в принципе согласен. Есть и минусы и плюсы. Хотя случаев летальных еще не было слава БОГу.
Что думаете про то, что бы пилить только выпуск, а впуск просто шлифовать?
Вот лично мой опыт коротких направляющих. Один из
Если по вопросу, то я всегда исходил из минимального сечения. Если, например, проходное сечение внутри седла 34, то для 8V канал диаметром более 34 я и не делал
Для 16V не сложно пересчитать площадь двух отверстий внутри сёдел в площадь одного отверстия. Коэфф 1,41
Полировка и совмещение, с моей точки зрения, куда важнее
Chivik777
Мистер Аккорд Клуб 2009
Причина снятия с машины в своё время - прогар клапана, по причине слишком коротких направляющих (их надо все менять), да и материал клапанов был не фонтан (ну, тогда лучше и не было)
VladimirZ
Well-known member
Перегрев тарелки на выпуске с последующим прогаром. Обычно в 3 или 2 цилиндре - там как раз два выпускных канала друг рядом с другом в тазах. Температура норм. причём в самом цилиндре была по лябде (состав смеси норм. - 0,95). После того как перестал направляющие запиливать - всё перестало прогорать
На впуске никогда ничего не прогорало
Из всего этого я сделал вывод, что короткая втулка на выпуске плоховато от клапана отводит тепло в тело головки
sniper
Хулиган
Выпуск пилил бы только в турбо в атмо не стоит, ну на выпуске плюс кто не хочет скопления нагара можно каналы полирнуть, типа стенка скользкая нагару зацепится не за что.
Со впуском без серёзного сетапа на стоковых клапанах не делал бы не чего макушки бы пошибал бы и под седлом миллиметров 15 шлифанул бы, и всё.
VladimirZ
Well-known member
Поделюсь опытом как я последние два года, когда занимался моторами, делал головки. Не знаю насколько это применимо к Хондам, но, может, будет кому полезно
Распишу на примере впускного канала для ВАЗ-21083. Там в стоке канал 30,5 – 29,5 (у седла). Само отверстие в седле 29,5, соответственно, тоже. Толщина самого седла 3,75 мм. (стенка). Я брал голову, вёз в Механику или НАМИ и мне там растачивали седло изнутри с 29,5 до 31,5. Далее, я уже сам шаром 31,5 проходил канал. Клапан оставался серийный 37
Вложения для меня минимальные, раз. Серийный клапан, два. +14% к проходным сечениям, три. Работа 2-3 дня, четыре
А если делать большой клапан и отверстие ещё больше, то это, по сравнению с вышеописанным, не даст реально большого прироста (там головка больше 33 всё-равно не протачивалась), по деньгам я вообще молчу что для клиента выходило – переседловка, новые клапана, которые в случае поломки непонятно где брать и т.д. А бюджет вообще космос и время работы 3 недели. А прибыль я с этого получал практически ту же, но за 3 дня
Как то так
mihail_krsk
New member
Выпуск пилил бы только в турбо в атмо не стоит, ну на выпуске плюс кто не хочет скопления нагара можно каналы полирнуть, типа стенка скользкая нагару зацепится не за что.
Со впуском без серёзного сетапа на стоковых клапанах не делал бы не чего макушки бы пошибал бы и под седлом миллиметров 15 шлифанул бы, и всё.
Саш, почему не стоит на атмо сетапе этого делать?
Как я размышляю, турбо создает как раз таки избыточное давление на вупске, соответсвенно больше нагрузка и больше вероятность что внутри ГБЦ что-нить дриснет? Не, не так?
И помимо портинга ГБЦ нужно же портировать впускной коллектор? По натсройке, надо же настраиваться после портинга?
Читайте также: