
Маркировка коленвала камаз евро 2
Значения приведены в мм. Индекс указывает допуск на размер.
1. Размеры коренных шеек.
| Коленчатый вал | 1Н | 2Н | Р1 | Р2 | Р3 | Р4 |
1. Размеры шатунных шеек.
| Коленчатый вал | 1Н | 2Н | Р1 | Р2 | Р3 | Р4 |
Поля допуска размера 1Н (стандарт) распостранаяются на все размерные группы данного вала.
Коленвал КамАЗ 740 изготавливается из стали высокого качества, оснащается пятью коренными шейками и четырьмя шатунными аналогами. Эти детали закалены путем воздействия высокой температуры и давления. Между собой элементы соединены специальными щеками и сопряженными гантелями.

Особенности
Подвод масла осуществляется через специальные отверстия, предусмотренные в коренных шейках. Чтобы уравновесить инерционные воздействия и снизить вибрацию, установили шесть противовесов, изготовленных методом штамповки, как и щеки. Также предусмотрено два добавочных противовеса, которые напрессованы на валу. В расточенном гнезде хвостовика находится запрессованный шариковый подшипник коленвала КамАЗ 740. Угловое размещение деталей относительно коленчатого вала регулируется шпонками.
Равномерное чередование рабочих моментов коленвала КамАЗ 740 обеспечивается за счет расположения шатунных шеек под прямым углом. К каждому элементу подсоединена пара шатунов: для правого и левого цилиндрового ряда.
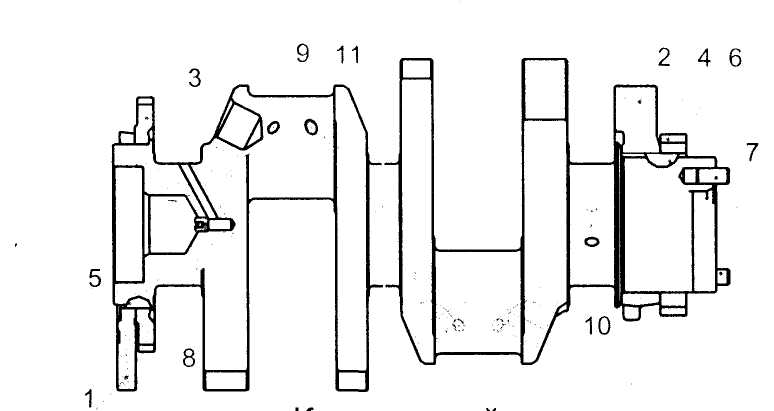
- Противовес передний.
- Задний аналог.
- Приводная шестеренка.
- Зубчатый элемент привода ГРМ.
- Шпонка.
- Шпонка.
- Штифт.
- Жиклер.
- Разгрузочные гнезда.
- Гнезда для подвода масла.
- Отверстия для маслопровода к шатунным шейкам.
Устройство
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.

Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740" оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.
Компрессионные и маслосъемные элементы
Поршень комплектуется сальником коленвала КамАЗ 740, а также парой компрессионных колец и одним маслосъемным аналогом. Дистанция от днища до нижней торцевой части верхней канавки 17 мм. Поршневая часть моторов 740/11, 740/13 и 740/14 между собой отличается формой гнезд под кольца, поэтому не является взаимозаменяемой.
При установке середина расширителя располагается в специальном замке. Маслосъемное кольцо изготовлено коробчатой конфигурации, на моторе 740/11 имеет высоту 5 миллиметров, а на 740/13 и 740/14 — 4 мм.

Ремонтные размеры коленвала КамАЗ 740
Ниже в таблицах приведены габариты, при которых допускается восстановление частей узла:
Применяемость коленчатых валов КАМАЗ на двигателях
1. Двигатели Евро-0 (740.10, 7403.10, 7408)
Применяемость коленчатых валов в сборе приведена в таблице 2.
Автомобильная комплектация – ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Автобусная или специальная комплектация – ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности).
Автобусная комплектация двигателя 7408 – ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности и задним расположением масляного насоса – со стороны маховика).
2. Двигатели Евро-1 (740.11-240, 740.13-260)
Применяемость коленчатых валов в сборе приведена в таблице 3.
Автомобильная комплектация – ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Комплектация со шлицевым передним отбором мощности
3. Двигатели Евро-2 с ходом поршня 120 мм (740.30-260, 740.31-240)
Применяемость коленчатых валов в сборе приведена в таблице 4.
шлицевым передним отбором мощности (автомобильная комплектация – вентилятор сосен с осью коленчатого вала).
с фланцем отбора мощности (автобусная или специальная комплектация – ось вентилятора располагается выше оси вращения коленчатого вала).
4. Двигатели Евро-2 с ходом поршня 130 мм. (740.50-360, 740.51-320 , 740.35400, 740.37-400).
Применяемость коленчатых валов в сборе приведена в таблице 5.
Двигатели для стационарных электростанций
С фланцем отбора мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с электронным управлением
5. Двигатели Евро-3 (740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420 740.65-240)
Применяемость коленчатых валов в сборе приведена в таблице 6
с ТА с электронным управлением
740.62- 1005008 8
с ТА с электронным управлением
6. Газовые двигатели (820.52-260, 820.53-260, 820.60-260, 820.61-260).
Применяемость коленчатых валов в сборе приведена в табл.7.
n nom = 2200 мин -1
7. Техническое описание
Коленчатые валы двигателей КАМАЗ изготовлены из высококачественной легированной стали 42ХМФА ТУ 14-1-5520-2005 и имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
Конструктивные особенности коленчатых валов (Таблица 8)
Для упрочнения коленчатых валов могут быть использованы следующие технологии:
1. Азотирование на глубину 0,25. 0,3 мм, твердость упрочненного слоя не менее 600 HV (в настоящее время как отдельный вид упрочнения не применяется).
2. Закалка ТВЧ коренных и шатунных шеек, включая переходные галтели, на глубину 2,5..5,5 мм., твердость упрочненного слоя 52.62 HRC.
Комбинированное упрочнение: закалка ТВЧ с последующим азотированием на глубину 0,25.0,3 мм, твердость упрочненного слоя не менее 600 HV; Основные конструктивные параметры коленчатых валов, определяющие их применяемость, приведены в таблице 8.
Коленчатый вал служит для восприятия усилия от поршня через поршневой палец и шатун, и преобразовывает его в крутящий момент, передаваемый затем через маховик на агрегаты трансмиссии. Кроме того, кривошипы коленчатого вала через шатуны приводят в движение поршни при подготовительных тактах. Коленвал испытывает большие нагрузки и подвергается скручиванию, изгибу и механическому изнашиванию, изготавливается горячей штамповкой из среднеуглеродистой легированной стали.
КОЛЕНЧАТЫЙ ВАЛ - КОЛЕНВАЛ КАМАЗ
Конструктивные особенности
Коленчатые валы двигателей КАМАЗ изготовлены из высококачественной легированной стали, упрочены азотированием или закалкой токами высокой частоты. Они имеют пять коренных опор и четыре шатунные шейки, которые связаны щеками и сопряжены переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°. В шатунных шейках имеются закрытые заглушки и внутренние полости для центробежной очистки масла. На носке коленчатого вала установлена шестерня привода масляного насоса, на хвостовике — распределительная шестерня в сборе с маслоотражателем. Осевые перемещения коленчатого вала ограничены четырьмя сталеалюминевыми полукольцами, установленными в проточках задней коренной опоры так, чтобы сторона с канавками прилегала к упорным торцам вала, а ус входил в паз на крышке заднего коренного подшипника. Хвостовик коленвала уплотнен резиновым самоподжимным сальником, установленным в картере маховика.
Для улучшения работы системы смазки в шатунных шейках коленчатых валов последних выпусков устанавливаются втулки для центробежной очистки масла.
Применяемость коленчатых валов на двигателях
Двигатели Евро-0 (740.10, 7403.10, 7408)
Двигатели Евро-1 (740.11-240, 740.13-260)
Двигатели Евро-2 с ходом поршня 120 мм (740.30-260, 740.31-240)
Двигатели Евро-2 с ходом поршня 130 мм. (740.50-360, 740.51-320, 740.35-400, 740.37-400)
Двигатели Евро-3 (740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420, 740.65-240)
Газовые двигатели (820.52-260, 820.53-260, 820.60-260, 820.61-260)
Дефектация и особенности браковки коленчатого вала
Наиболее часто встречающиеся дефекты коленчатых валов:
- обломы и трещины;
- изгиб вала (5—10 % от общего количества коленчатых валов, поступающих в капитальный ремонт);
- износ коренных и шатунных шеек.
При восстановлении и ремонте коленчатых валов, обратите внимание на следующие моменты:
форма галтелей после перешлифовки шеек (переход от шейки вала к щеке выполненный в виде радиуса) должна быть плавной, кромки, подрезы, ступени и риски не допускаются;
В применяемость коленчатых валов 740.62-1005020 упрочненных закалкой ТВЧ включены двигатели мощностью 320 л.с.: 740.51-320, 740.61-320. Добавлена комплектация 740.55-1005008 (ТВЧ) для двигателей Евро-2 мощностью до 320 л .с.
В сентябре 2012г сняты с производства коленчатые валы 740.50-1005020 упрочненные азотированием, взамен которых поставляется новая модель 740.70-1005020 с двойным упрочнением: закалка ТВЧ коренных и шатунных шеек с последующим азотированием (патент Ru 2231565). Номера сборочных единиц при этом не изменились.
Сборочные чертежи коленчатых валов для двигателей Евро-0, Евро-1 и Евро-2, в комплектации с фланцем или гидромуфтой (а) и шлицевым приводом (б), собранных на базе вала 740.13-1005020.

В статье: 1 видео (посмотреть)
ВАЛ КОЛЕНЧАТЫЙ
(инструкция по установке, эксплуатации и редакция)
(ремонту 2)
1. Краткое описание изменений
В применяемость валов коленчатых 740.62-1005020 упрочненных закалкой включены ТВЧ двигатели мощностью 320 л.с.: 740.51-740, 320.61-320. Добавлена комплектация 740.55-ТВЧ (1005008) для двигателей Евро-2 мощностью до сентябре л.с
В 320 2012г сняты с производства коленчатые 740 валы.50-1005020 упрочненные азотированием, взамен поставляется которых новая модель 740.701005020 с упрочнением двойным: закалка ТВЧ коренных и шатунных последующим с шеек азотированием (патент Ru 2231565). Номера единиц сборочных при этом не изменились.
Исключен из коленчатый номенклатуры вал 740.35-1005020 фактически не связи. В производившийся с этим аннулированы комплектации на базе 740 вала.35-1005020 (см таблицу 1).
Таблица замены комплектаций аннулированных коленчатого вала (Таблица 1).
Для коленчатых упрочнения валов могут быть использованы технологии следующие:
1. Азотирование на глубину 0, 25. 0, 3 мм, твердость упрочненного менее не слоя 600 HV (в настоящее время как вид отдельный упрочнения не применяется).
2. Закалка ТВЧ шатунных и коренных шеек, включая переходные галтели, на твердость 2, 5..5, 5 мм., глубину упрочненного слоя 52.62 HRC.
Комбинированное закалка: упрочнение ТВЧ с последующим азотированием на глубину 0, 25.0, 3 мм, упрочненного твердость слоя не менее 600 HV; Основные параметры конструктивные коленчатых валов, определяющие их применяемость, таблице в приведены 8.
5. Маркировка и клеймение
- серийный вала номер - на обработанной поверхности третьего противовеса;
- изготовления дата поковки - на боковой поверхности 4-го противовеса: две первые цифры - год, третий символ из порядковый - перечисления номер месяца (например, 09Н - 2009г ноябрь, 085 - май 2008 г.);
6. Установка валов коленчатых
1. Перед установкой коленчатого вала рис.1 (поз.1-5) крышки коренных подшипников поз.2 (должны.7) Рис быть демонтированы из блока цилиндров. отпускаются Сначала стяжные болты поз.4 и 5, а затем в приема два болты крепления крышек поз.3.
2. вкладыши Подобрать коренных подшипников согласно приложению 2, диаметров из исходя коренных шеек вала и диаметра под расточки вкладыши в блоке цилиндров.
3. Подобрать полукольца упорные согласно табл. 10, исходя из ширины коренной пятой шейки коленчатого вала и ширины 5-й опоры коренной блока цилиндров.
4. Проверить вкладыши, блока постели, установить последовательно верхние вкладыши подшипников коренных в постели блока цилиндров и нижние коренных вкладыши подшипников в крышки. При установке необходимо вкладышей совместить выступы вкладышей с пазами в блока постелях и крышках соответственно.
5. Смазать вкладыши подшипников коренных моторным маслом согласно химмо- карты тологической на двигатель.
6. Установить коленчатый вал на Установить.
7. двигатель нижние и верхние полукольца упорного коленчатого подшипника вала в выточках на пятой опоре, образом таким, чтобы сторона с канавками прилегала к торцам упорным вала. После установки необходимо наличие проверить осевого зазора в упорном подшипнике.
8. очистить Тщательно и смазать моторным маслом резьбу в блока отверстиях и на болтах, избыток масла удалить.
9. без и Плотно перекосов установить крышки коренных посадочным по опор поверхностям. При установке крышек рис. 2 (поз.7) соблюдать совпадение порядкового номера выбитым (крышки на нижней поверхности) с порядковым номером блока опор. Нумерация опор на блоке начинается от торца переднего блока (со стороны вентилятора).
10. Затянуть следующей в болты последовательности:
- вставить в отверстия крышек опор коренных болты поз.3 с шайбами и завернуть на 1. 2 затянуть;
- оборота в два приема болты крепления поз крышек.3 с опережением затяжки правого ряда не Предварительно 1 с. менее - крутящим моментом 95. 120 Н*м (9, 6 . 12 кгс*м), крутящим - окончательно моментом 275. 295 Н*м (28. 30 кгс*м) 10 ;
- затянуть и ввернуть стяжные болты поз.4 и 5 крутящим 147 моментом. 167 Н*м (15. 17 кгс*м) (Для болтов 1005158.7482 /159 с диаметром резьбы М16. болты Стяжные 740.1005158 /159 (М12) в старой блоках конструкции затягивать крутящим моментом 8, 2_9, 2 2013г*м. В кгс планируется внедрение стяжных болтов 1005158.60-740 / 159 с диаметром резьбы М14 затяжки момент которых составляет 15. 17 кгс*м.);
- при болтов затяжке сопротивление должно нарастать плавно рывков без;
- затяжку болтов поз.3 контролировать моментов замером при заворачивании частично отвернутых положения до болтов, в котором они находились до контроля. этом При момент должен находиться в пределах 280. 270 Н* м
Сертифицированными по положительным проведенных результатам испытаний считаются следующие производители:
1. С традиционной применением технологии нанесения рабочего покрытия (ДЗВ):
2. С применением вакуумной-ионно технологии нанесения рабочего покрытия (ЗАО):
8. ремонтных Проведение работ
Основные моменты, восстановления касающиеся и ремонта коленчатых валов, на которые обратить необходимо внимание, следующие:
- форма галтелей перешлифовки после шеек (переход от шейки вала к выполненный щеке в виде радиуса) должна быть кромки, плавной, подрезы, ступени и риски не допускаются;
- при замене коленчатого вала с противовесов использованием, спрессованных с вала, вышедшего из строя, балансировка повторная не требуется, так как при все изготовлении детали двигателя (коленчатые валы, маховики, противовесы, шкивы) балансируются раздельно;
- установка на противовесов двигатель и маховиков от двигателей других моделей не правка;
- допускается коленчатого вала не допускается. Устранять коленчатого прогиб вала следует только перешлифовкой ремонтный в шеек размер;
- сборку коленчатого вала с противовесами и шестернями по прессовой посадке следует производить с последних нагревом, в соответствии с требованиями сборочного чертежа на коленчатый ремонтный вал. Запрессовка не допускается.
- вместе с валом коленчатым подлежат замене следующие сопряженные с детали ним: вкладыши коренной опоры и нижней шатуна головки, упорные полукольца.
Читайте также: