
Кольца осевого смещения камаз
В применяемость коленчатых валов 740.62-1005020 упрочненных закалкой ТВЧ включены двигатели мощностью 320 л.с.: 740.51-320, 740.61-320. Добавлена комплектация 740.55-1005008 (ТВЧ) для двигателей Евро-2 мощностью до 320 л.с
В сентябре 2012г сняты с производства коленчатые валы 740.50-1005020 упрочненные азотированием, взамен которых поставляется новая модель 740.701005020 с двойным упрочнением: закалка ТВЧ коренных и шатунных шеек с последующим азотированием (патент Ru 2231565). Номера сборочных единиц при этом не изменились.
Исключен из номенклатуры коленчатый вал 740.35-1005020 фактически не производившийся. В связи с этим аннулированы комплектации на базе вала 740.35-1005020 (см таблицу 1).
Таблица замены аннулированных комплектаций коленчатого вала (Таблица 1).
Комплектация для замены
Добавлены обозначения ремонтных полуколец упорного подшипника коленчатого вала (таблица 12).
2. Комплектность поставки
Рис. 1. Сборочные чертежи коленчатых валов для двигателей Евро-0, Евро-1 и Евро-2, в комплектации с фланцем или гидромуфтой (а) и шлицевым приводом (б), собранных на базе вала 740.13-1005020.

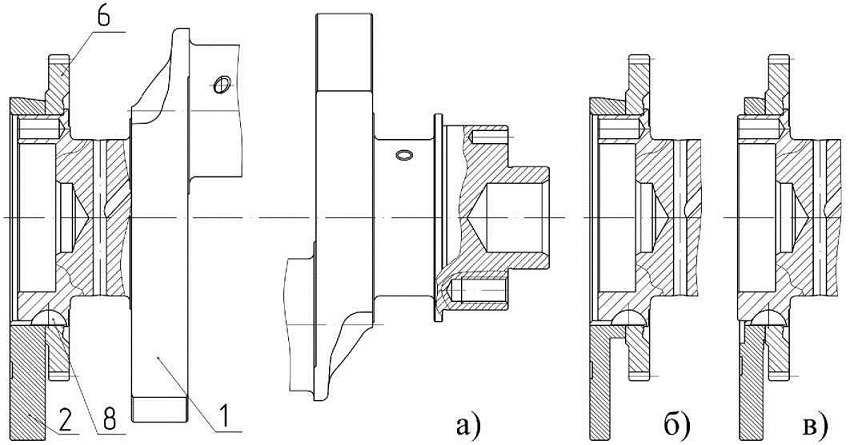
Рис.3. Сборочный чертеж коленчатых валов двигателей Евро-2, собранных на базе валов 740.70-1005020, 740.62-1005020 (а) и 740.30-1005020 (б, в).
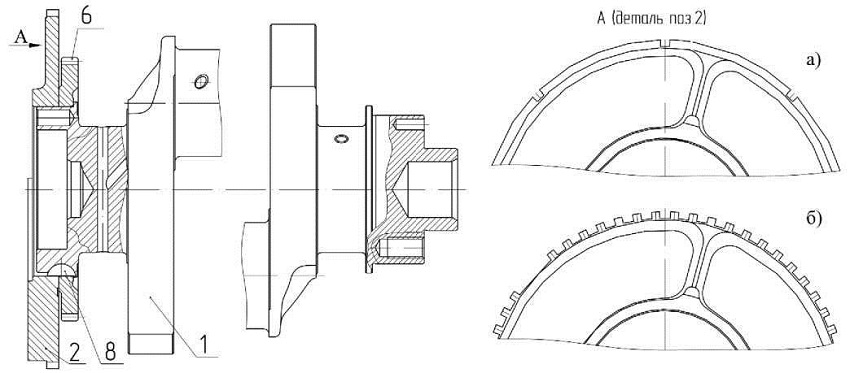
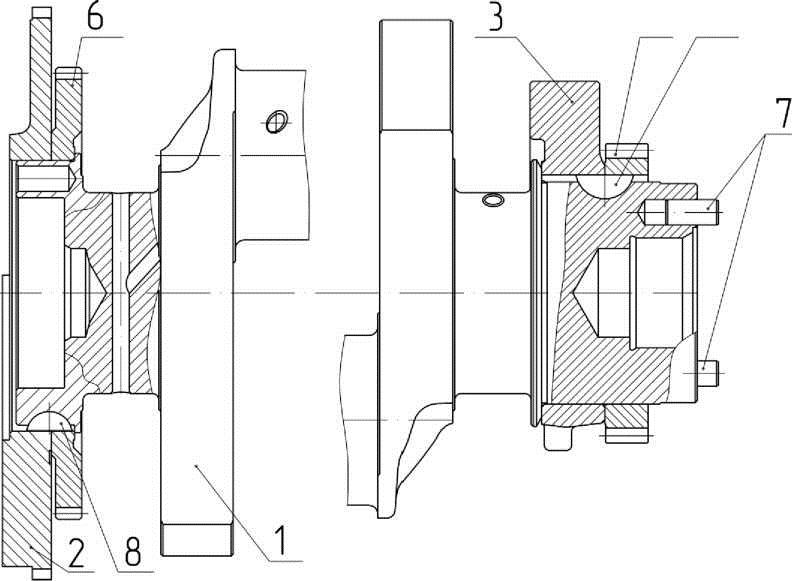
Рис.5. Сборочный чертеж коленчатого вала двигателя 740.65-240, собранного на базе вала 740.65-1005020
3. Применяемость коленчатых валов на двигателях
3.1. Двигатели Евро-0 (740.10, 7403.10, 7408)
Применяемость коленчатых валов в сборе приведена в таблице 2.
Автомобильная комплектация - ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Автобусная или специальная комплектация - ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности).
Автобусная комплектация двигателя 7408 - ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности и задним расположением масляного насоса - со стороны маховика).
3.2. Двигатели Евро-1 (740.11-240, 740.13-260)
Применяемость коленчатых валов в сборе приведена в таблице 3.
Автомобильная комплектация - ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Комплектация со шлицевым передним отбором мощности
Применяемость коленчатых валов в сборе приведена в таблице 4.
шлицевым передним отбором мощности (автомобильная комплектация - вентилятор сосен с осью коленчатого вала).
с фланцем отбора мощности (автобусная или специальная комплектация - ось вентилятора располагается выше оси вращения коленчатого вала).
3.4. Двигатели Евро-2 с ходом поршня 130 мм. (740.50-360, 740.51-320 , 740.35400, 740.37-400).
Применяемость коленчатых валов в сборе приведена в таблице 5.
Двигатели для стационарных электростанций
С фланцем отбора мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с электронным управлением
3.5. Двигатели Евро-3 (740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420 740.65-240)
Применяемость коленчатых валов в сборе приведена в таблице 6
с ТА с электронным управлением
с ТА с электронным управлением
3.6. Газовые двигатели (820.52-260, 820.53-260, 820.60-260, 820.61-260).
Применяемость коленчатых валов в сборе приведена в табл.7.
n nom = 2200 мин-1
4. Техническое описание
Коленчатые валы двигателей КАМАЗ изготовлены из высококачественной легированной стали 42ХМФА ТУ 14-1-5520-2005 и имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
Конструктивные особенности коленчатых валов (Таблица 8)
Для упрочнения коленчатых валов могут быть использованы следующие технологии:
1. Азотирование на глубину 0,25. 0,3 мм, твердость упрочненного слоя не менее 600 HV (в настоящее время как отдельный вид упрочнения не применяется).
2. Закалка ТВЧ коренных и шатунных шеек, включая переходные галтели, на глубину 2,5..5,5 мм., твердость упрочненного слоя 52.62 HRC.
Комбинированное упрочнение: закалка ТВЧ с последующим азотированием на глубину 0,25.0,3 мм, твердость упрочненного слоя не менее 600 HV; Основные конструктивные параметры коленчатых валов, определяющие их применяемость, приведены в таблице 8.
5. Маркировка и клеймение
- серийный номер вала - на обработанной поверхности третьего противовеса;
- дата изготовления поковки - на боковой поверхности 4-го противовеса: первые две цифры - год, третий символ из перечисления - порядковый номер месяца (например, 09Н - ноябрь 2009г, 085 - май 2008 г.);
6. Установка коленчатых валов
1. Перед установкой коленчатого вала поз.1 (рис.1-5) крышки коренных подшипников поз.2 (Рис.7) должны быть демонтированы из блока цилиндров. Сначала отпускаются стяжные болты поз.4 и 5, а затем в два приема болты крепления крышек поз.3.
2. Подобрать вкладыши коренных подшипников согласно приложению 2, исходя из диаметров коренных шеек вала и диаметра расточки под вкладыши в блоке цилиндров.
3. Подобрать упорные полукольца согласно табл. 10, исходя из ширины пятой коренной шейки коленчатого вала и ширины 5-й коренной опоры блока цилиндров.
4. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренных подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выступы вкладышей с пазами в постелях блока и крышках соответственно.
5. Смазать вкладыши коренных подшипников моторным маслом согласно химмо- тологической карты на двигатель.
6. Установить коленчатый вал на двигатель.
7. Установить нижние и верхние полукольца упорного подшипника коленчатого вала в выточках на пятой опоре, таким образом, чтобы сторона с канавками прилегала к упорным торцам вала. После установки необходимо проверить наличие осевого зазора в упорном подшипнике.
8. Тщательно очистить и смазать моторным маслом резьбу в отверстиях блока и на болтах, избыток масла удалить.
9. Плотно и без перекосов установить крышки коренных опор по посадочным поверхностям. При установке крышек поз. 2 (рис.7) соблюдать совпадение порядкового номера крышки (выбитым на нижней поверхности) с порядковым номером опор блока. Нумерация опор на блоке начинается от переднего торца блока (со стороны вентилятора).
10. Затянуть болты в следующей последовательности:
- вставить в отверстия крышек коренных опор болты поз.3 с шайбами и завернуть на 1. 2 оборота;
- затянуть в два приема болты крепления крышек поз.3 с опережением затяжки правого ряда не менее 1 с. Предварительно - крутящим моментом 95. 120 Н*м (9,6 . 12 кгс*м), окончательно - крутящим моментом 275. 295 Н*м (28. 30 кгс*м)10;
- ввернуть и затянуть стяжные болты поз.4 и 5 крутящим моментом 147. 167 Н*м (15. 17 кгс*м) (Для болтов 7482.1005158 /159 с диаметром резьбы М16. Стяжные болты 740.1005158 /159 (М12) в блоках старой конструкции затягивать крутящим моментом 8,2_9,2 кгс*м. В 2013г планируется внедрение стяжных болтов 740.60-1005158 / 159 с диаметром резьбы М14 момент затяжки которых составляет 15. 17 кгс*м.);
- при затяжке болтов сопротивление должно нарастать плавно без рывков;
- затяжку болтов поз.3 контролировать замером моментов при заворачивании частично отвернутых болтов до положения, в котором они находились до контроля. При этом момент должен находиться в пределах 270. 280 Н* м
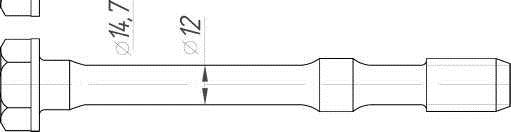
Для болтов 7482.1005158 /159 с диаметром резьбы М16. Стяжные болты 740.1005158 /159(М12) в блоках старой конструкции затягивать крутящим моментом 8,2…9,2 кгc*м. В 2013г планируется внедрение стяжных болтов 740.60-1005158 / 159 с диаметром резьбы М14 момент затяжки которых составляет 15. 17 кгс*м. (27,5. 29,5 кгс*м). Допускается затяжку болтов контролировать, затягивая частично отвернутые болты с моментом 285 Н*м (28 кгс*м). При этом угловое отклонение от исходного положения должно находиться в пределах от минус 9° до +4°.
11.Измерить осевой зазор коленчатого вала. Допустимое значение (0,1…0,2) мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины.
12.По окончании затяжки болтов поз.3, 4 и 5 момент сопротивления провороту коленчатого вала не должен превышать 10 Н*м (1,0 кгс*м).
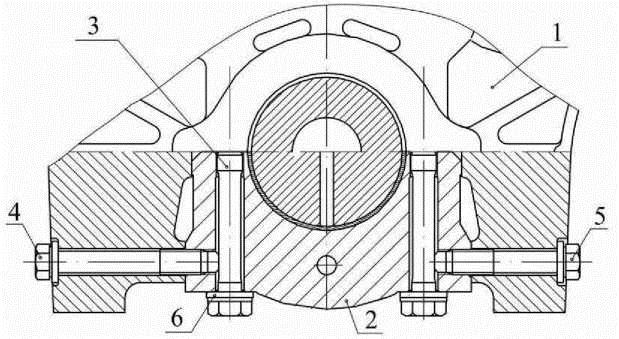
2.Крышка коренной опоры.
3.Болт крепления коренной опоры.
4.Стяжной болт (правый).
5.Стяжной болт (левый).
7. Применяемые вкладыши подшипников скольжения и полукольца упорного подшипника.
Сертифицированными по положительным результатам проведенных испытаний считаются следующие производители:
1. С применением традиционной технологии нанесения рабочего покрытия (гальваника):
2. С применением ионно-вакуумной технологии нанесения рабочего покрытия (PVD):
Вкладыши подшипника коленчатого вала
Вкладыши нижней головки шатуна
Традиционная технология нанесения рабочего покрытия (гальваника)
Ионно-вакуумная технология нанесения рабочего покрытия (PVD)
Ширина 5-й опоры блока (мм)
Ширина 5-й коренной шейки (мм)
8. Проведение ремонтных работ
Основные моменты, касающиеся восстановления и ремонта коленчатых валов, на которые необходимо обратить внимание, следующие:
- форма галтелей после перешлифовки шеек (переход от шейки вала к щеке выполненный в виде радиуса) должна быть плавной, кромки, подрезы, ступени и риски не допускаются;
- при замене коленчатого вала с использованием противовесов, спрессованных с вала, вышедшего из строя, повторная балансировка не требуется, так как при изготовлении все детали двигателя (коленчатые валы, противовесы, маховики, шкивы) балансируются раздельно;
- установка на двигатель противовесов и маховиков от двигателей других моделей не допускается;
- правка коленчатого вала не допускается. Устранять прогиб коленчатого вала следует только перешлифовкой шеек в ремонтный размер;
- сборку коленчатого вала с шестернями и противовесами по прессовой посадке следует производить с нагревом последних, в соответствии с требованиями сборочного чертежа на ремонтный коленчатый вал. Запрессовка не допускается.
- вместе с коленчатым валом подлежат замене следующие сопряженные с ним детали: вкладыши коренной опоры и нижней головки шатуна, упорные полукольца.
Ремонтопригодность коленчатых валов.
Технология упрочнения коренных и шатунных шеек
Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 093мм., шатунных шеек до 078мм.
Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 094,75 мм., шатунных шеек до 079,75 мм. При ремонте с дальнейшим уменьшением диаметров необходимо проведение повторного азотирования.
Читайте также: