
Как запрессовать палец в поршень ваз 2109
При своих небольших размерах, маслосъемные колпачки играют большую роль в работе двигателя ВАЗ 2109.
Задача данных элементов заключается в надежном уплотнении и защите от попадания масла в места прилегания направляющих втулок и клапанов.
Внешний вид элементов
С течением времени колпачки изнашиваются, поскольку находятся под постоянным воздействием достаточно агрессивной среды, которой выступает моторное масло. Температура регулярно меняется, воздействуют выхлопные газы, происходит перегрев.
Другими словами, поводов для износа колпачков более чем достаточно. Ваша задача — вовремя выявить неполадку и выполнить замену элементов.
Пошаговая инструкция по замене
Работы по ремонту поршневой нужно выполнять на смотровой канаве, подъемнике или эстакаде.
Что понадобится?
Чтобы выполнить ремонт двигателя ВАЗ 2109 своими руками нужны следующие инструменты:
- набор ключей;
- набор головок;
- воронок;
- удлинители;
- динамометрический ключ;
- набор щупов;Набор щупов для измерения зазоров
- оправку для отжима изделий на поршне;
- молоток;
- надфиль;
- новый ремкомплект.Новый расходный материал для поршневой ВАЗ 2109
При покупке поршневых колец для ВАЗ 2109 следует учитывать материал изготовления и их ширину. Лучше приобретать оригинальные изделия, чтобы избежать подделки.
Этапы
- В первую очередь нужно демонтировать своими руками головку блока цилиндров.
- Затем необходимо снять поддон картера мотора.
- Прокрутив коленчатый вал, устанавливаем его так, чтобы максимально выдвинулись гайки крепления шатунов.
- Открутив крепежные гайки, демонтируем крышки шатунов.
- С помощью молотка, легко постукивая, извлекаем поршень с шатуном из цилиндра.
- Разжав зазор пальцами, нужно извлечь по очереди все три изделия из канавки и демонтировать с поршня. Вместе с маслосъемным снимается его расширитель.Пальцами расширяем зазор
- С помощью старых изделий следует очистить канавки от нагара.
- Снятые изделия нужно проверить на их пригодность. Для этого их необходимо вставить в цилиндр и замерить зазор с помощью щупа. Он должен находится в пределах 0,25 — 0,45 мм. Допускается зазор до 1 мм. Если значение больше, то деталь необходимо срочно заменить. Если зазор больше, то изделие нужно подточить с помощью надфиля.
- Перед установкой новых изделий на поршни ВАЗ 2109 их следует обкатать по канавкам. Если обнаружено закусывание, деталь нужно притереть, воспользовавшись мелкозернистой наждачкой.
В таблице приведены предельные значения зазоров между заменяемой деталью и стенками канавки.
После установки на поршень все детали нужно сориентировать. Ось установки поршневого пальца должна составлять с замком верхнего компрессионного кольца 45 градусов. Замок следующего изделия должен составлять угол 180 градусов по отношению к предыдущей. Таким образом, между замком маслосъемного и верхнего компрессионного угол будет составлять 90 градусов. Затем поршни и кольца отжимаются специальной оправкой и вставляются в цилиндры, их которых вынимались. Далее выполняем обратную сборку своими руками.
После замены поршневые кольца ВАЗ 2109 должны пройти обкатку. При этом нельзя нагружать двигатель, ездить по дорогам с затяжным подъемом, переключать скорости следует правильно.
Вы меня своими руками поршневые кольца?






Как выполняется ремонт поршневой ВАЗ 2109
Если износ в цилиндрах превышает 0,15 миллиметров, нужна расточка цилиндров и замена поршней и колец под следующий ремонтный размер:
Ремонт поршневой в БЦ выполняется таким образом:
- Проверяется износ цилиндров. С помощью нутромера в двух направлениях — продольном и поперечном, в четырех поясах меряется диаметр цилиндра.
Измерение нутромером диаметра цилиндра
- В зоне первого пояса износа цилиндра практически нет. Поэтому о размере износа в остальных поясах детали можно определять по разности диаметров между этим поясом цилиндра и остальными.

Пояса для контроля износа цилиндра
- При величине износа больше чем 0,15 миллиметров делается расточка цилиндров, до наиболее близкого ремонтного размера. При этом нужно учитывать, что окончательная операция для обработки цилиндра — хонингование. Поэтому, нужно оставляется припуск под обработку диаметра 0,03 миллиметра.
- После окончательной операции ремонтный размер поршня и диаметр цилиндра отличались в пределах 0,025 – 0,045 миллиметров.
- Устанавливается новый поршень.
Совет: Крышки на шатуне не могут быть взаимозаменяемыми. На крышке шатуна и детали указывается номер цилиндра, куда можно установить шатун. Когда производится замена поршня ВАЗ 2109 , с одной стороны должны быть расположены цифры на шатуне.
- Таким же путем производится замена поршней на ВАЗ 2109 всех оставшихся.
- В обратной последовательности разборки собирается двигатель после того, как установлен последний поршень.
Хорошо показана замена поршней ВАЗ 2109 на видео.
Как правильно обкатать двигатель после замены поршневой
Правильная обкатка автомобиля имеет большое значение после того как выполнена замена всей поршневой на ВАЗ 2109. К этому нужно относиться очень внимательно, так же как и к ремонту. С особым вниманием следует обращаться с теми узлами, у которых детали между собой связаны трением, а КПД зависит от оптимальных зазоров, с которыми они должны прилегать друг к другу. Итак:
Пошаговая инструкция по замене
Работы по ремонту поршневой нужно выполнять на смотровой канаве, подъемнике или эстакаде.
Что понадобится?
Чтобы выполнить ремонт двигателя ВАЗ 2109 своими руками нужны следующие инструменты:
- набор ключей;
- набор головок;
- воронок;
- удлинители;
- динамометрический ключ;
- набор щупов;

Набор щупов для измерения зазоров

Новый расходный материал для поршневой ВАЗ 2109
При покупке поршневых колец для ВАЗ 2109 следует учитывать материал изготовления и их ширину. Лучше приобретать оригинальные изделия, чтобы избежать подделки.
Этапы
- В первую очередь нужно демонтировать своими руками головку блока цилиндров.
- Затем необходимо снять поддон картера мотора.
- Прокрутив коленчатый вал, устанавливаем его так, чтобы максимально выдвинулись гайки крепления шатунов.
- Открутив крепежные гайки, демонтируем крышки шатунов.
- С помощью молотка, легко постукивая, извлекаем поршень с шатуном из цилиндра.
- Разжав зазор пальцами, нужно извлечь по очереди все три изделия из канавки и демонтировать с поршня. Вместе с маслосъемным снимается его расширитель.

Пальцами расширяем зазор
В таблице приведены предельные значения зазоров между заменяемой деталью и стенками канавки.
После установки на поршень все детали нужно сориентировать. Ось установки поршневого пальца должна составлять с замком верхнего компрессионного кольца 45 градусов. Замок следующего изделия должен составлять угол 180 градусов по отношению к предыдущей. Таким образом, между замком маслосъемного и верхнего компрессионного угол будет составлять 90 градусов. Затем поршни и кольца отжимаются специальной оправкой и вставляются в цилиндры, их которых вынимались. Далее выполняем обратную сборку своими руками.
После замены поршневые кольца ВАЗ 2109 должны пройти обкатку. При этом нельзя нагружать двигатель, ездить по дорогам с затяжным подъемом, переключать скорости следует правильно.
Особенности поршневых колец
Устройство
Маслосъемные колпачки — это современный вариант исполнения сальников клапанов, которые оснащены мощной втулкой из стали внутри и экспандерной пружиной. Пружины служат для фиксации краев колпачков и клапанных штоков.

Реальный размер колпаков
Прокладки выполняют преимущественно из каучука, который с течением времени становится более твердым, возникает износ, потому элемент перестает должным образом выполнять свои функции. Как результат, внутри камеры сгорания оказывается масло.
Решение сложившейся ситуации только одно — замена.
Разбор двигателя
Замена поршневой на ваз 2108 проводится лишь после полного разбора двигателя. Начали:
- извлекаем бензонасос;
- снимаем распределить зажигания;
- вынимаем генератор;
- снимаем водяную помпу;
- извлекаем масляный фильтр;
- крышку сапуна снимаем вместе с щупом для проверки масла;
- извлекаем датчики давления масла;
- снимаем шкиф коленвала;
- снимаем маховик;
- извлекаем жестяную пластину;
- откручиваем три болта крышки двигателя;
- снимаем ее;
- берем ключ на 10 и откручиваем крышку головки цилиндров;
- снимаем прокладку;
- демонтируем цепной привод;
- извлекаем звездочки и цепь;
- снимаем шестерню коленвала;
- откручиваем гайки корпуса газо-распределительного вала;
- извлекаем головки цилиндров;
- снимаем поддон;
- извлекаем корпус заднего сальника;
- вынимаем масляный насос;
- извлекаем вал привода вместе с шестерней масляного насоса;
- вынимаем маслоотделитель;
- демонтируем кривошипно-шатунный механизм;
- снимаем крышку;
- вынимаем шатуны с поршнем;
- снимаем коренные крышки;
- извлекаем коленвал;
- снимаем распорные кольца;
- удаляем старые вкладыши.
Как провести замену колец своими силами
Внимание:Замена поршневых колец ваз 2108 проводится после установки новых вкладышей коленвала. Как и было сказано выше, извлекаем поршни с шатунами. На нижних головках и крышках шатунов видим вкладыши сталеалюминиевого типа. Они вдеты таким образом, чтобы не проворачиваться. От этого их удерживают замки, которые входят в прорези постелей.
Итак, замена поршневых колец на ваз 2108 проводится следующим образом:
- берем шатун и зажимаем его в тиски;
- после разжатия, снимаем старые кольца (верхнее и нижнее компрессионное).
Следует помнить, что при установке новых колец метка верх должна быть направлена к дну поршня. Метка – это часто название фирмы или просто модели автомобиля, наносится на кольцо производителем. Бывает и так, что вместо надписи используется кромка или фаска. Так вот, в данном случае нужно установить кольцо этой фаской вниз. Замена поршней ваз 2108 продолжается:
- извлекается маслосъемное старое кольцо;
- снимается также расширитель.
Внимание: Замена поршней на ваз 2108 подразумевает выбивание пальца, который находится в поршне. Для этого ставим поршень на какую-нибудь деревянную опору и выбиваем палец молотком.
- собираем все в обратной последовательности;
- берем новый поршень, который подбираем по классу (класс бывает отмечен буквой, а категория поршня цифрой).
Теперь нужно суметь правильно отрегулировать зазор между цилиндром и поршнем.
- У совершенно новых деталей зазор должен составлять значение, равное 0.05-0.07 мм. Если какая-либо из деталей изношена, то зазор может быть не более 0.15 м.
- Кроме этого, замена поршня на ваз 2108 должна быть проведена так, чтобы палец входил в отверстие усилием лишь большого пальца руки. Также, он не должен выпадать из поршня, если тот находится в вертикальном положении.
- устанавливаем кольца;
- берем щуп и проверяем зазор (вернее, зазор желательно проверять набором специальных щупов).
Внимание: Зазор колец должен иметь значение от 0.25 до 0,40 мм. В случае, если зазор больше, необходимо кольцо заменить. Если же зазор меньше, вооружаемся надфилем. Проводим следующую операцию: стачиваем концы кольца, но только очень аккуратно.
На данном видео все тщательно показано. Рекомендуется посмотреть его, перед тем, как самостоятельно начать операцию.
- устанавливаем кольца в канавки поршня;
- начинаем процесс ориентировки.
Данная операция заключается в том, чтобы правильно расположить кольца под углом друг к другу. На фото внизу четко видно, какой угол должен быть у них:
Так, необходимо устанавливать их своими руками, как того требует инструкция:
- верхнее компрессионное кольцо ориентируется под углом 45 градусов (угол должен быть направлен к оси поршневого пальца);
- нижнее компрессионное кольцо следует развернуть относительно верхнего в полную противоположную сторону;
- замок маслосъемного кольца регулируется на отметку 90 градусов относительно других колец (что касается стыка расширителя, то он должен находиться со стороны замка самого кольца);
- берем верхнюю головку шатуна и разогреваем до 240 градусов (для этого зажимаем его в тисках и обрабатываем специальным инструментом);
- палец предварительно охлаждаем в ледяной воде;
- поршень одевается на шатун;
- при помощи оправки палец запрессовывается в отверстие;
Ошибки, допускаемые при установке
Как ни странно, но даже профессионалы часто их допускают. К ним можно отнести:
- установку новых колец на изношенный двигатель;
- установка поршневых колец в одной стороне, что приводит к прорыванию газов.
Поршневые кольца
Маслосъемные кольца или поршневые, как их еще называют, являются незамкнутыми составляющими, плотно посаженными в канавках. Установлены они бывают на внешних поверхностей поршней. Когда происходит износ этих самых колец, объяснимый вследствие трения и взаимодействия их с различными металлическими составляющими и газами, требуется срочная замена. Если исходить из краткой точки зрения, то поршневые кольца выполняют целых три основных функции:
- улучшают передачу тепла через стенки цилиндра и защищают поршень от перегрева;
- герметизируют камеру сгорания или камеру расширения (иными словами кольца не допускают, чтобы газы проникали в картер мотора);
- регулируют расход смазки, равномерно распределяя масляную пленку по поверхности цилиндра.
Из-за чего кольца изнашиваются
В первую очередь, автомобилистам следует обратить внимание на следующие признаки:
Если были замечены все эти признаки одновременно, то значит, пришла пора менять поршневые кольца(см.Замена поршневых колец своими силами), так как другое ничего не поможет. Чтобы в оптимальной мере обеспечивать работу двигателя, кольца должны четко и вплотную прилегать к поверхности поршня. К сожалению, со временем геометрия цилиндра деформируется, а зазоры увеличиваются в канавках поршней и стыках колец. Таким образом, нарушается упругость самих колец. Что происходит в результате? Герметизация нарушается, а газы начинают проникать в картер двигателя и износ всей поршневой группы значительно повышается.
Ориентировка поршневых колец
По мере того, как увеличивается износ колец и остальных деталей поршневой(см.Правильная замена поршневой на ваз 2106), увеличивается количество газов, а вентиляция картера уже не справляется и тем самым значительно повышается давление. Оно способствует выдавливанию смазки через сальники коленвала, гнездо трамблера и прокладки. В этом случае, как и было сказано выше, поможет только грамотная замена поршневых колец. Процедура эта не столь дорогостоящая, как ремонт двигателя, но все же, рекомендуется научиться проводить этот процесс самостоятельно.
Вставляем пальцы в поршень горячим методом. Замена пальцев поршня. Запрессовка пальцев в поршень. Вбиваем пальцы .
произвожу монтаж шатуна и поршня на ваз 2101( 2102 2103 2104 2105 2106 2107 2121 2107 2108 2109 ) . вначале .
Seasonic видит на холодную не ним не поняла ни грамм никос ничего на пеньке легко главной смолой полить шатун все .
Извиняюсь на качество съёмки, не планировали снимать. Перепресовка методом нагрева шатуна (перепресовка поршня) .
. вяжу поршни на шатуны конкретно рассмотрим шатун прессованной посадкой пальцы на горячая то есть кухни hy такие .
В этом видео Володя вам покажет как надо правильно и с каким приспособлением выполнять запрессовку поршневого .
Запрессовываем палец в поршень, связывает с шатуном. Пошаговая инструкция, как это делается. Как правило .
Agency of Internet Rights (AIR) - одна из лучших партнерских программ TheXvid, заявка на подключение по ссылке: .
Запрессовка поршневого пальца в головку шатуна у Хендай Акцента. Видео является ознакомительным, а не учебным.
Итак, после того, как крышка поддона снята, можно взять головку на 14 с воротком и открутить две гайки крепления крышки .
Расскажу и покажу как без пресса в условиях гаража выпресовать и запресовать палец в шатун двигателя Форд, Мазда и .
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
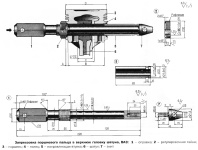
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
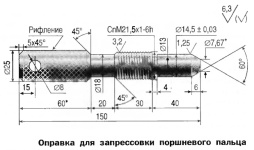
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
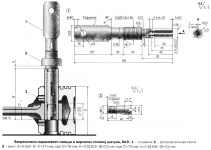
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
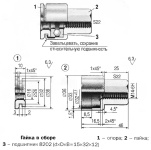
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23×400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
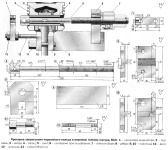
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5 ( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
Шатунно-поршневая группа относится к кривошипно-шатунному механизму, который служит для преобразования возвратно поступательного движения поршней во вращательное движение коленчатого вала и передачи крутящего момента на трансмиссию.
Наибольшее давление газов в цилиндре получается в начале такта расширения у верхней мертвой точки , где оно до¬стигает примерно 30 — 40 кг/см2. Это давление в камере сго¬рания передается во все стороны с одинаковой силой.
К шатунно-поршневой группе относится поршень, поршневой палец, поршневые кольца, шатун. Для проведения ремонта нужно провести дефектовку деталей шатунно-поршневой группы.
Состав: ПЗ, Приспособление для запрессовки пальцев (СБ), Спецификация
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23×400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5 ( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
Шатунно-поршневая группа относится к кривошипно-шатунному механизму, который служит для преобразования возвратно поступательного движения поршней во вращательное движение коленчатого вала и передачи крутящего момента на трансмиссию.
Наибольшее давление газов в цилиндре получается в начале такта расширения у верхней мертвой точки , где оно до¬стигает примерно 30 — 40 кг/см2. Это давление в камере сго¬рания передается во все стороны с одинаковой силой.
К шатунно-поршневой группе относится поршень, поршневой палец, поршневые кольца, шатун. Для проведения ремонта нужно провести дефектовку деталей шатунно-поршневой группы.
Состав: ПЗ, Приспособление для запрессовки пальцев (СБ), Спецификация
Читайте также: