
Ремонт заднего крыла нива шевроле своими руками
Приведя в пример свой автомобиль Нива Шевроле, где не было сделано антикоррозийной подготовки, покажу самые слабые места на кузове машины, где ржавчина появилась в первые же годы эксплуатации автомобиля.
В каких местах кузова НОВОГО автомобиля Нива Шевроле следует произвести антикоррозийную обработку.
В первую очередь стоит обратить внимание на внутренние полости кузова автомобиля и обработать их антикоррозийным составом . К примеру: капот, двери, задняя дверь, лонжероны, пороги, внутренние части задних и передних крыльев. Лонжероны, идущие по днищу кузова, довольно крепкие, но обработать антикоррозийным составом там лишний раз не по мешает. Для обработки дверей желательно снять с них дверные карты (обшивки), а не следовать примеру как это делают многие, обрабатывая внутреннюю часть двери, через отверстия, расположенные снизу дверей, предназначенные для отвода воды. На капоте перед обработкой следует снять шумоизоляцию для обеспечения свободного доступа. Клипсы, которые держат "шубу" одноразовые, почти в любом автомагазине их можно купить, стоят они недорого.
Пороги и задние арки колес требуют особого внимания и подхода к себе, здесь важна не только внутренняя обработка, но и наружная подготовка.
Существует гипотеза у многих владельцев Нивы Шевроле, что из-за уплотнительных резинок, расположенных на дверях, появляется ржавчина на порогах, попавший на них песок в процессе эксплуатации от вибрации протирает лакокрасочное покрытие порога, что приводит к появлению коррозии.
Как предотвратить или уменьшить проявление коррозии на порогах и задних арках колес.
Для этого следует снять пластиковые накладки порогов. Держатся они с помощью нескольких саморезов, расположенных снизу и по краям. Порог снимается для того, чтобы было удобно проклеить места соприкосновения уплотнительной резинки дверей с порогом броне пленкой. Аналогично стоит проклеить заднюю арку колеса в месте соприкосновения уплотнительной резинки от двери. Внутреннюю и наружную часть порога, расположенную под пластиковой накладкой, следует обработать специальным антикоррозийным составом. Так же не стоит забывать про обработку внутренних участков арок задних и передних колес.
Слабые места кузова Нивы Шевроле, где следует произвести антикоррозийную обработку нового автомобиля, мое мнение
Слабые места кузова Нивы Шевроле, где следует произвести антикоррозийную обработку нового автомобиля, мое мнение

Всем привет, давно не писал тут.
Много букв, столкнулся с поиском арок, как решил проблему читаем ниже, кому лень просто смотрим фотки.Ремонт занял 1.5 недели т.к. попутно делал пороги(след запись) со всякой мелочевкой и в основном из-за того что был на даче и были проблемы с доставкой необходимых элементов и материалов из города, т.к. изначально планировал только косметический ремонт и не ожидал увидеть такое))
После первой зимы с момента покупки машины зацвели задние арки, оно и понятно машине 12лет и ездила она в городе где сыпят соль.
При покупке задние арки мерились в 200 микрон, их красили но не думал что так…
В общем увидев весной рыжики решил надавить ключом и проткнул крыло, понял что там какой то пипец и вот выйдя в отпуск решил заняться ремонтом.
Т.к. после замены пружин(запись будет позже) машина не лезла в гараж решено делать все на даче под навесом. Покидал все оборудование в прицеп и уехал на ремонт.

Начал шлифовать крыло и понял что металл там фольга, а все замазано стекловолокном вплоть до самого порога.



Пришло осознание того, что заплатки будут гигантские, внутри нужно травить ржавчину, полу автомата нет только инвертор и что такую форму фиг повторишь, значит завис я на даче минимум на неделю.
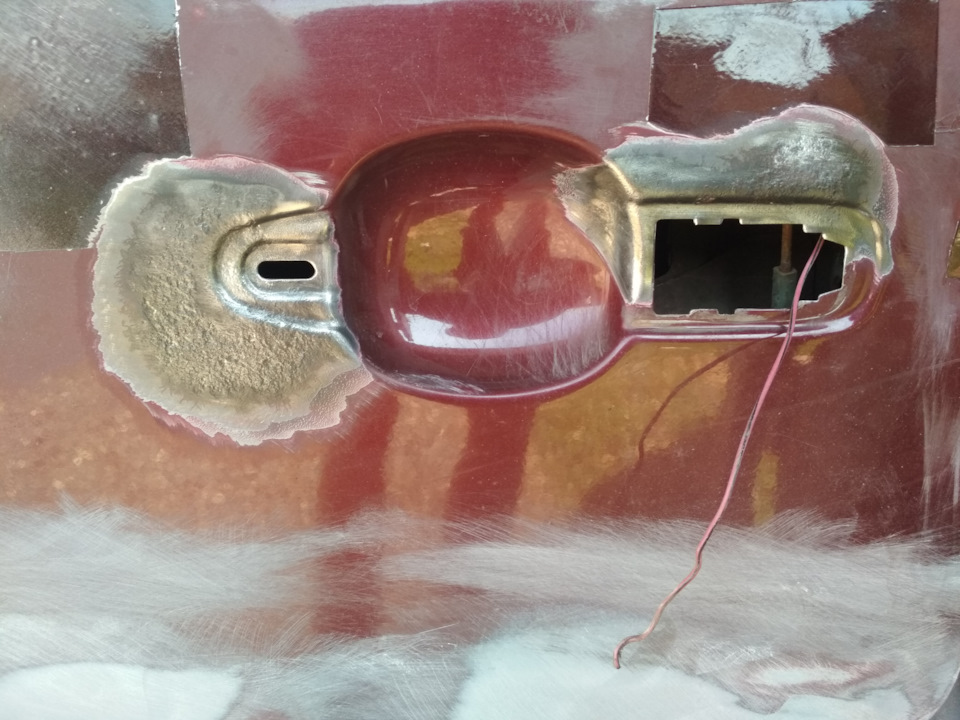
Причину ржи долго искать не пришлось, на всех вазовских авто подкрылок цельный и к нему приварена цельная арка. На шниве же подкрылок цельный, а вот арки имеют вырезы. Т.к. после сварки на заводе шов промазан только внутри, а снаружи тупо 2 слоя металла покрытого грунтом. Вот с этих мест и пошла ржавчина. Кстати потом глянул у тестя шевик 2016 года там такая же беда, но пластик хотя бы прикрывает от камней этот стык.

Красным указаны вырезы, где в случае повреждения лкп вся ржавчина идет между слоев металла прям по всему шву. Обратите внимание на эту фотку и там где у меня самые большие дырки.
Рыжики походу пошли у старого владельца и он не парясь отдал в ремонт где замазали арки не убрав причину которую указал выше и процесс гниения продолжался уже внутри под шпаклей.
Попытался заварить по кромке арки, но метал как писал выше фольга, инвертор жег дыры, а полуавтомат взять негде, был один выход-резать выше кромки где живой металл и искать рем вставку.
Но тут ждала засада у нас в городе и в соседнем нет таких рем вставок, только крыло целиком по 7000руб. Платить такие деньги чтобы отрезать кусочек вообще не вариант. Начал искать пути решения проблемы, наткнулся на видео где человек вварил туда крыло от классики вывернув его наоборот, все видео он твердил что оно от 7ки, но меня смутил угол на крыле который никак на 7ке быть не мог.
Но раз говорит в видео так, то зову на помощь Антона Veter129 и через час у меня была рем вставка крыла (200руб) которое было как на зло только одно от 7ки и как и ожидал оно не фига не такое
Машина разобрана уехать поменять никак, пришлось звать на помощь Айдара tatarin719 приехав в магазин пришел к выводу что крыло надо от 9ки причем нужны они на оборот, т.е. если у вас сгнило правое крыло нужно брать левое от 9ки и наоборот.
Но тут опять засада за те же 200руб кусок вставки без нужного угла, пришлось купить 2 большие вставки по 750руб каждая. На тот момент до левого еще не добрался и можно было купить одно, т.к. слева было не так страшно как справа, но тогда пока был в городе купил 2 крыла

красным-искомый угол который на шевике около бампера, зеленым — кромка по которой нужна выгнуть арку наружу, все стает как родное.

Еще раз повторюсь, что ремонт тянулся 1.5 недели, и левое крыло не трогал пока не закончил варить правое, поэтому когда вскрыл левое понял что зря купил второе крыло от 9ки т.к. тут все проще ))

заваренное и отшлифованное левое. тут было проще и можно сказать зря потратил 750руб, но как говорится опыт ценная штука )))














Прешлось немного подлатать внутреннюю арку и брызговик



Дальше кислотный, акриловый грунт, шпаклёвка со стекловолокном, универсалка, снова грунт




Также болгаркой и пескоструем убрал жуки с багажника и подготовил к покрасу





Chevrolet Niva 2006, двигатель бензиновый 1.7 л., 80 л. с., полный привод, механическая коробка передач — кузовной ремонт
Машины в продаже
Комментарии 5

Огромная работа, респект!

Сделай запись (подробную) как производил покраску(какой компрессор, как регулировал регулятор давления, каким пульверизатор, как мешал краску и с чем и т д)
Тоже хочу облить свой Шевик, но не знаю с чего начать и что нужно для покраски. В ютубе всё так просто и ДОРОГО. Авто уже отшпаклевал и зашкурил, а дальше не как не пойму

Так просто не объяснить, всё индивидуально, каждый красит по своему, тут опыт нужен.Я сам пробую, ошибаюсь, переделываю.Всё по роликам в ю тубе, но всё равно по своему.Компрессор denzel, два горшка 50 л, что сказать- слабоват, нужен ременной, желательно 380 В( если заниматься профессионально), давление регулировал манометром на пулевизаторе( при нажатом курке в районе девушки), краску мешал на глаз с растворителем Р 12( рекомендуют разбавитель той же фирмы что и краска), лак дюксон( потому что дешовый)1 к двум с отвердителем, плюс растворитель Р 12 на глаз, до нужной консистенции.пулики брал с Али экспресс по отзывам самые норм W101, мне нравятся, был с дюзой 1.3 клал базу и лак, потом взял ещё один под лак с дюзой 1.4, цена 2100-2300 где то в этом районе.На материал в среднем у меня уходит рублей 15
Сегодня в статье я хотел бы рассказать, как недорого и быстро можно починить заднее крыло на Ниве после удара. Данная процедура не требует достаточно больших вложений. Но для начала я расскажу, что вам для этого понадобится .
1.наждачная бумага 180, 240, 500, 1000.
2.Шпаклевка маленькая банка.
3.Два небольших шпателя.
4. Сварка полуавтомат, если нет подойдет ручная дуговая.
5.Пулик и компрессор.
6. Болгарка, отрезной и зачистной диск.
7. Растворитель, обезжириватель и веташ.
8. Ремвставка крыла.
9. Грунтовка и акриловая краска в цвет автомобили, а также терпение и небольшое количество времени.
Почему многие водители когда попадают в ДТП или ударяют свою машину едут к маляру?
Который обычно требует от них за работу очень больших денег, за замену элемента и также за покраску.
Сейчас расскажу, как это можно сделать максимально дёшево и самим.
На данной машине ударили боком столб. Вы ведите крыло замяло достаточно прилично.
Что-бы не тратить ведро шпаклёвки и не уходить в минус по материалу, мы едем мы покупаем новое металлическое крыло стоимость половины крыла ремвставки 2.000 руб.
Сразу же покупаем 300 г краски в цвет и столько же грунта.
Прикладываем ремвставку к крылу обводим маркером и обрезаем замятый металл.. После того, как обрезали сверху замятую часть выравниваем молотком.
Далее с помощью сварочного аппарата привариваем ремвставку на прихватки.
Убедившись в том, что ремвставка встала хорошо и двери закрываются, и у вас достаточно равномерные зазоры можем приступать к процессу частично проварки. Сплошлым швом варить нельзя, так как поведет металл. Варить нужно точками или стежками в шахматном порядке.
После того, как закончили приваривать ремвставку надеваем обчистной диск и зачищаем швы до ровномерной поверхности крыла.
Далее берем шпаклёвку и начинаем шпаклевать швы, и все неровности. Перед этим нужно обезжирить поверхность.
После высыхания счищаем излишки.
Можно чистить конечно машинкой, но я не советую руками человека сделает на много равне.
Указания по сварке и рихтовке кузова автомобиля Нива Шевроле
Приварка петель двери задка
Снимите узлы и детали, препятствующие проведению рихтовочных, сварочных и окрасочных работ
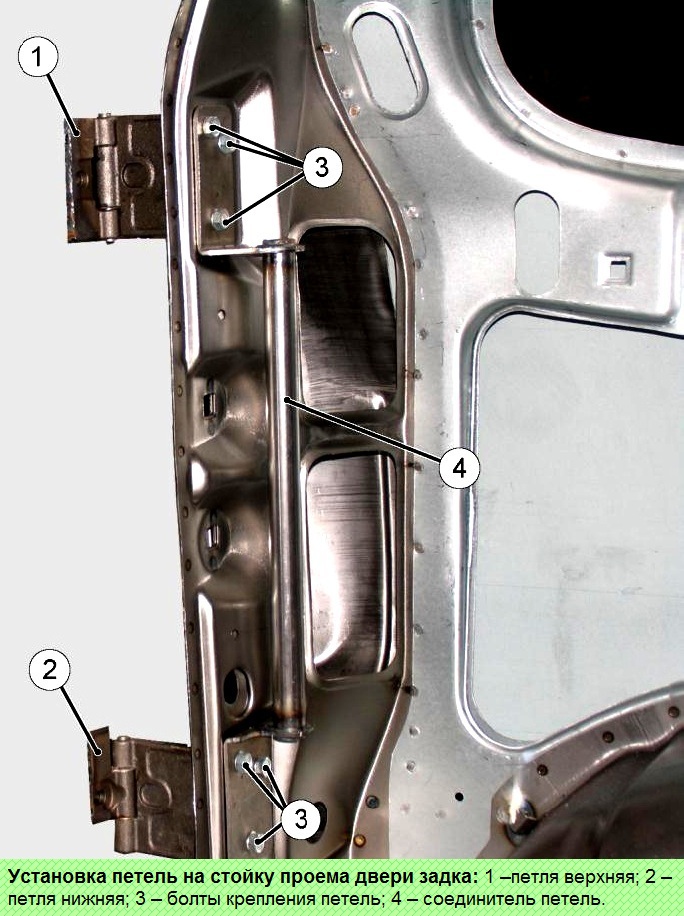
Соберите на левой стойке проема двери задка петли верхнюю 1 (рис. 1) и нижнюю 2 совместно с соединителем 4 петель и закрепите, не затягивая болтами 3.
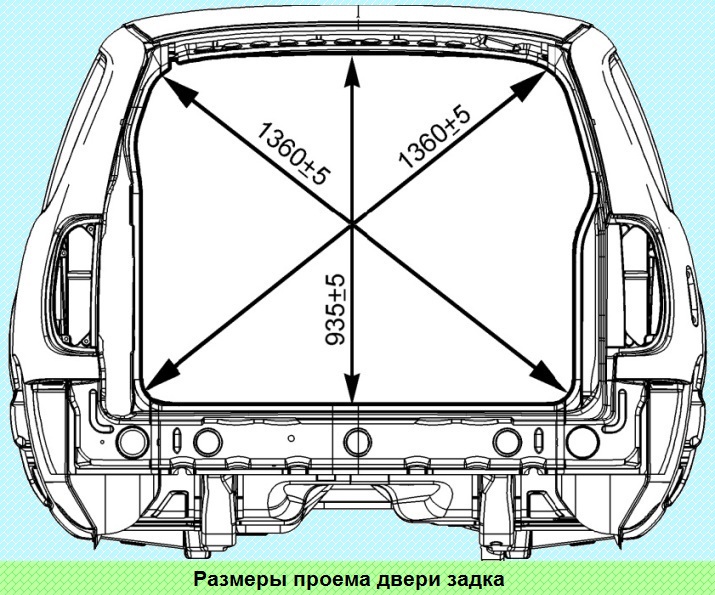
Установите дверь задка в сборе на кузов по месту и выставьте при помощи технологических клиньев по зазорам и выступанию/западанию в соответствии с рис. 2.
Операцию выполняйте с помощником.
Подгоните подвижные (привариваемые) звенья петель к плоскости торца двери по месту через нишу заднего фонаря и затяните болты 3.
Накерните по центру отверстий в подвижных звеньях обеих петель на торце двери точки для сверления отверстий и отметьте чертилкой положение подвижных звеньев.
Просверлите два отверстия диаметром 8,2 мм в торце двери по разметке керном.
Закрепите подвижные звенья петель на двери болтами М8 с гайками и шайбами.
Осторожно, поддерживая снизу, навесьте дверь на кузов, закрепите соединитель и проверьте дверь задка на легкость открывания/закрывания (убедитесь в соосности осей петель).
Отсоедините соединитель 3, и снимите дверь с петлями в сборе с кузова, не нарушая положения подвижных звеньев на стойке двери.
Установите на дверь соединитель 3.
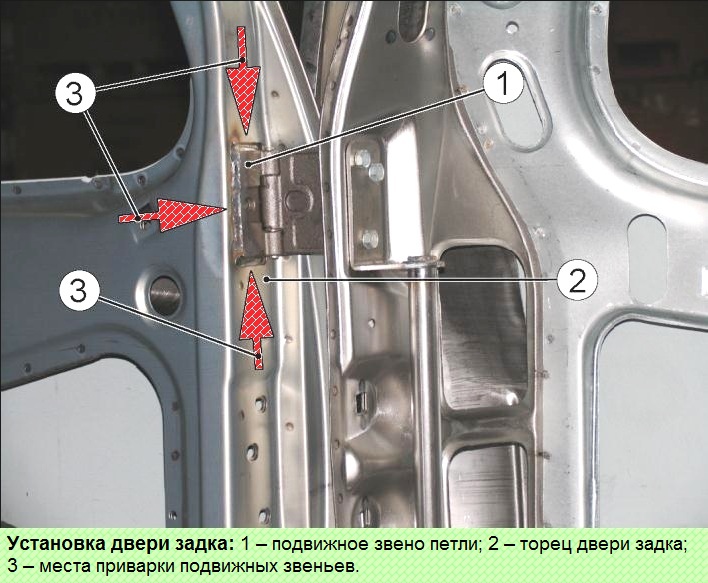
Убедитесь в правильном положении подвижных звеньев на торце двери (по меткам, выполненным чертилкой) и приварите звенья подвижные петель к торцу двери сплошным швом с катетом 3-3,5мм, как показано на рис. 4.
Зачистите, сварочные швы и подготовьте отремонтированный участок двери под окраску.
Установите дверь на кузов с окончательной подгонкой по проему, выступанию/западанию и отрегулируйте дверь на легкость открывания/закрывания.
Окрасьте дверь и петли и установите снятые узлы и детали.
Приварка петель боковых дверей
Снимите с автомобиля узлы и детали, препятствующие проведению рихтовочных, сварочных и окрасочных работ на кузове
Снимите дверь с кузова.
Удалите отрезной машиной остатки поврежденного звена 1 петли и зачистите до металла место приварки новой петли на стойке 2 кузова.
Установите дверь боковую с петлями в сборе по месту на кузове и, придерживая ее в закрытом положении, выставьте по проему и по зазорам, в соответствии с рис. 2, при помощи технологических клиньев. Операцию выполняйте с помощником.
Прижимая неподвижное звено 1 петли к стойке 2 (при закрытой двери 3), прихватите петлю к стойке в трех точках по периметру петли. Операцию выполняйте с помощником.
Осторожно, поддерживая дверь снизу, проверьте дверь на легкость открывания/закрывания (убедитесь в соосности осей петель и в соответствии зазоров двери с сопрягаемыми деталями требованиям рис. 2). Операцию выполняйте с помощником.

Снимите дверь и приварите неподвижное звено петли по периметру к стойке кузова сплошным швом 4 с катетом 3-3,5 мм, как показано на рис. 4.
Зачистите, сварочные швы и подготовьте отремонтированный участок кузова под окраску и антикоррозионную обработку.
Установите дверь на кузов с окончательной подгонкой по проему, выступанию/западанию и отрегулируйте дверь на легкость открывания и закрывания.
Окрасьте поврежденные участки лакокрасочного покрытия двери и стойки и проведите антикоррозионную обработку сварочного шва неподвижного звена петли и скрытых полостей стойки.
Установите снятые узлы и детали автомобиля.
Приварка шпилек крепления облицовки порога
Обезжирьте порог боковины правой или левой кузова уайт-спиритом или другим имеющимся на предприятии обезжиривающим средством.
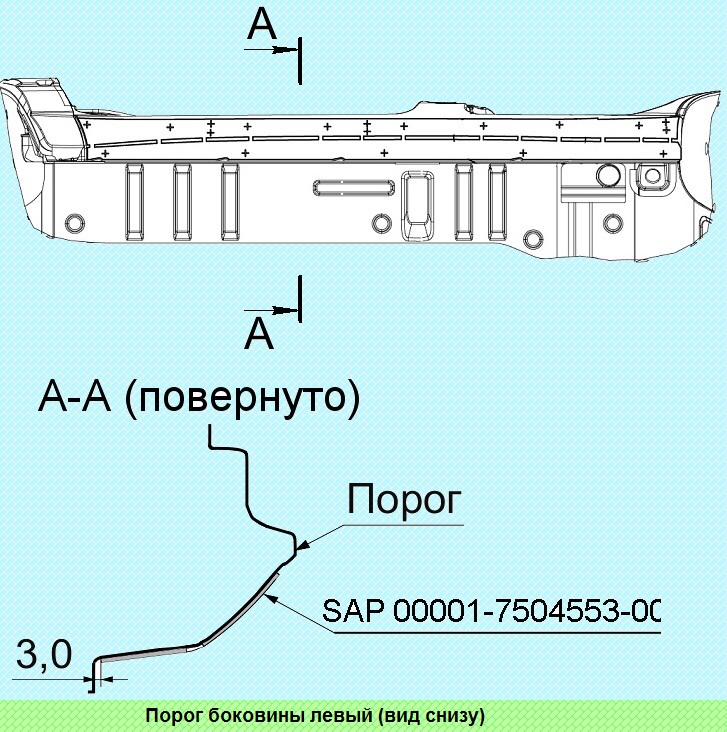
Подготовьте и наложите согласно инструкции по применению приспособление SAP 00001-7504553-00-00 (рис. 5), на порог кузова и выровняйте его по нижней отбортовке как показано на рис. 4.
Закрепите приспособление на кузове липкой лентой, обеспечив плотное прилегание к поверхности кузова.
Внимание: не допускается использовать приспособление с дефектами, влияющими на точность разметки.
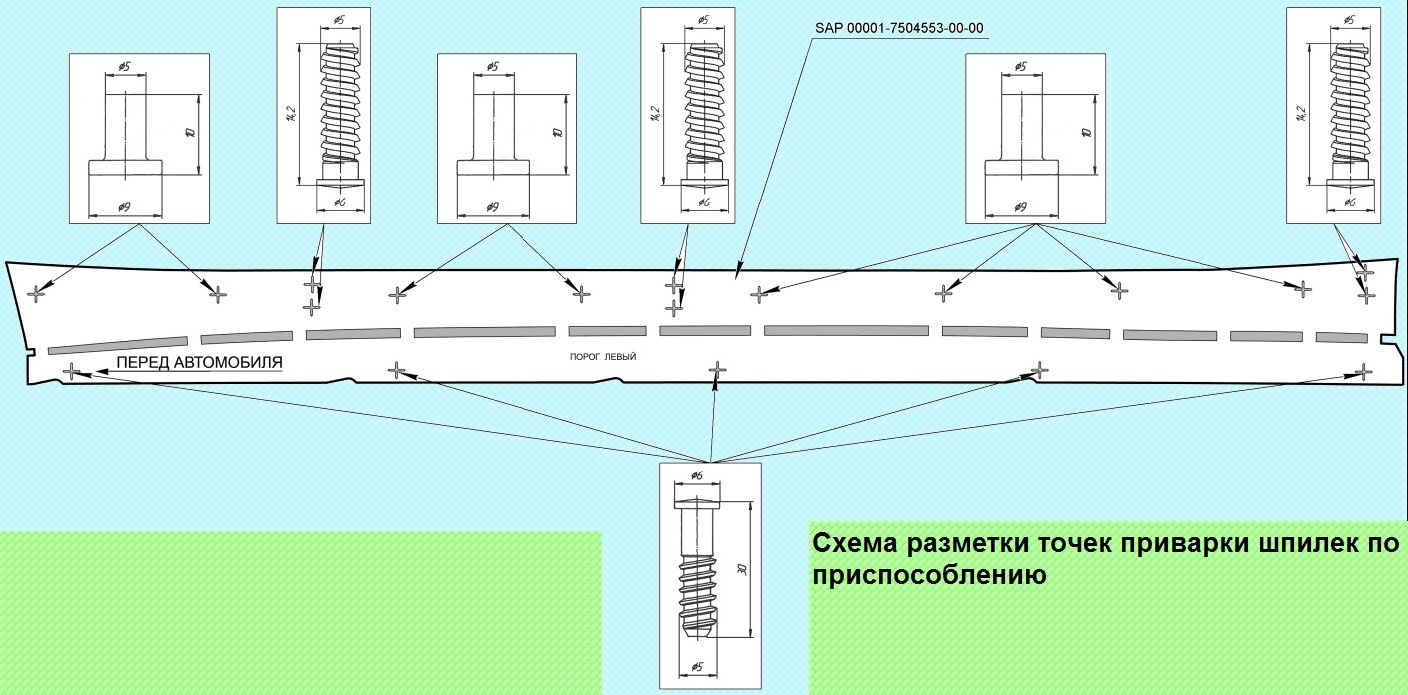
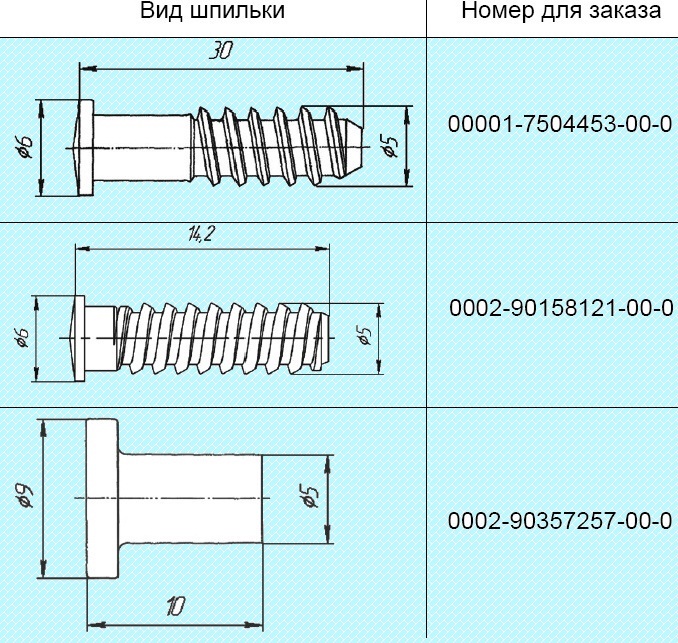
Приварите шпильки (Таблица 1) перпендикулярно плоскости порога согласно разметке тремя точками сварки ориентировочно через 120 градусов по окружности опорной площадки шпилек согласно схеме, рис. 6.
Базовые точки геометрических размеров кузова
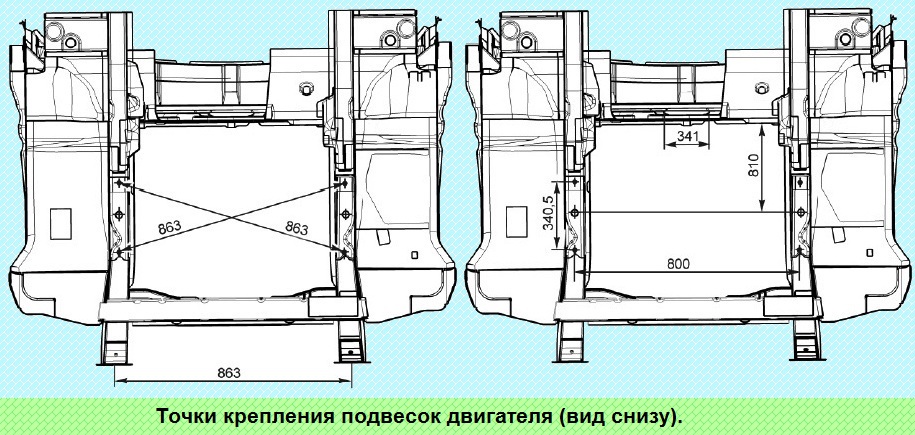
Базовые точки крепления узлов трансмиссии
Передняя часть кузова
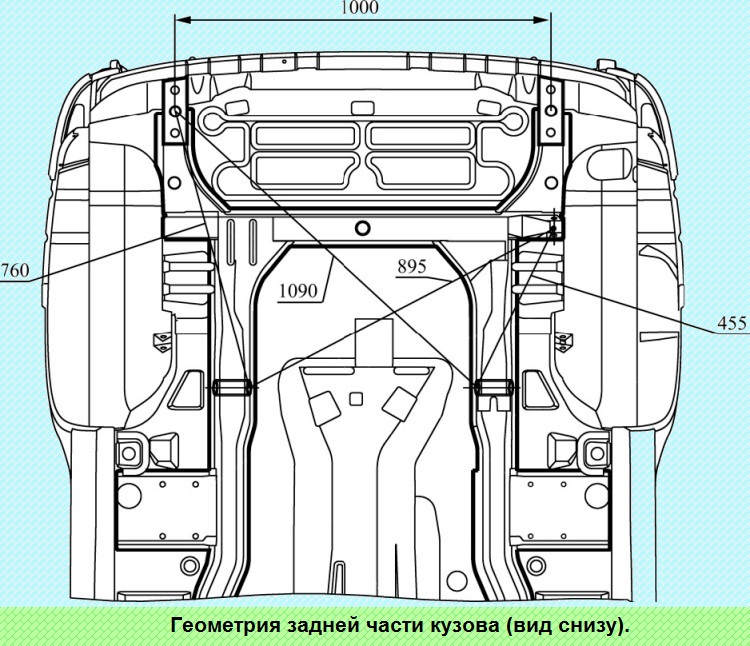
Задняя часть кузова
Оцинкованный металл
Для деталей, работающих в коррозионно-агрессивной среде, (нижняя часть автомобиля), изготовитель применяет одно или двусторонне оцинкованный металл. Доля оцинкованных деталей на кузове автомобиля Chevrolet-Niva составляет более 50 процентов (по весу).
На кузове Chevrolet-Niva оцинкованы следующие детали:
2123 – 5101024/025 панель пола передняя правая/левая;
2123 – 5101034 панель пола средняя;
2123 – 5101042 панель пола задняя;
2123 – 5101056/057 соединитель порога пола правый/левый;
2123 – 5101068/069 соединитель коробки порога пола правый/левый;
2123 – 5401092/093 панель боковины внутренняя правая/левая;
2123 – 5401102/103 накладка боковины нижняя правая/левая;
2123 – 8403024/025 усилитель переднего крыла задний правый/левый;
2123 – 8403264/265 брызговик переднего крыла правый/левый;
2123 – 8404046/047 надставка заднего крыла правая/левая;
2123 – 5401060/061 боковина кузова правая/левая;
2123 – 6101014/015 панель передней двери наружная правая/левая;
2123 – 6101024/025 панель передней двери внутренняя правая/левая;
2123 – 6201014/015 панель задней двери наружная правая/левая;
2123 – 6201024/025 панель задней двери внутренняя правая/левая;
2123 – 6301014 панель двери задка наружная;
2123 – 6301024 панель двери задка внутренняя;
2123 – 8403014/015 крыло переднее правое/левое;
2123 – 8404014/015 крыло заднее правое/левое.
Оцинкованные листы требуют других методов ремонта, нежели обычные стальные панели:
При сварке оцинкованных панелей в среде защитных газов сварочная точка получается более пористой, чем при сварке обычных стальных панелей. Увеличьте количество сварочных точек на 10 %.
Цинк при сгорании в зоне сварки выделяет вредный газ. Применяйте средства индивидуальной защиты.
Перед нанесением шпатлевки на оцинкованные стальные панели тщательно зашкурьте гладкую оцинкованную поверхность (снимите блеск), чтобы увеличить адгезию шпатлевки к оцинкованному металлу.
При работе с оцинкованными стальными панелями используйте кузовную шпатлевку только на эпоксидной основе.
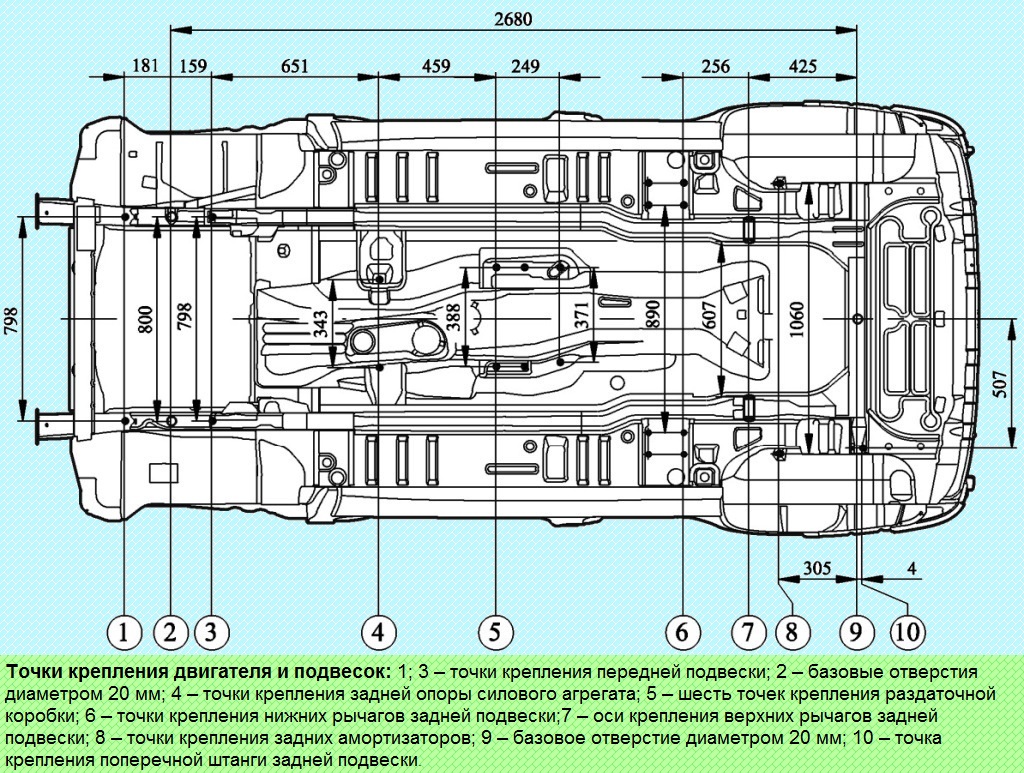
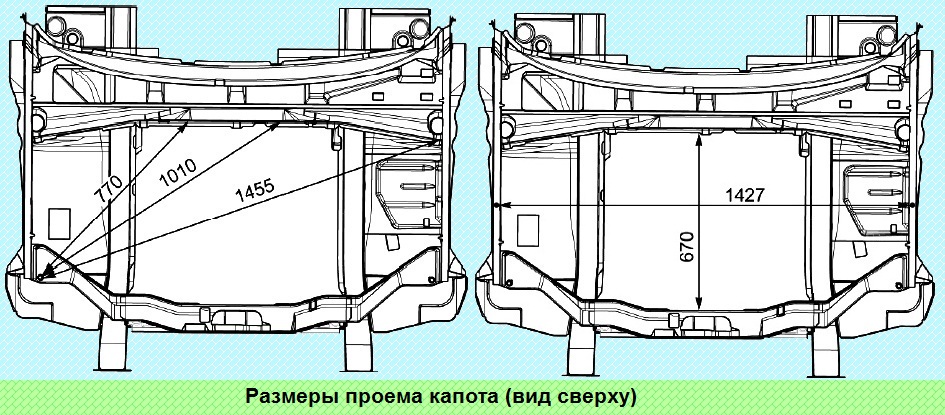
Правка поврежденного кузова
В эксплуатации часть автомобилей получают повреждения в результате дорожно-транспортных происшествий, при этом нарушается целостность и геометрия лицевых поверхностей, каркаса и основания кузова.
При ремонте таких автомобилей требуется восстановление геометрии точек крепления узлов и агрегатов на основании кузова.
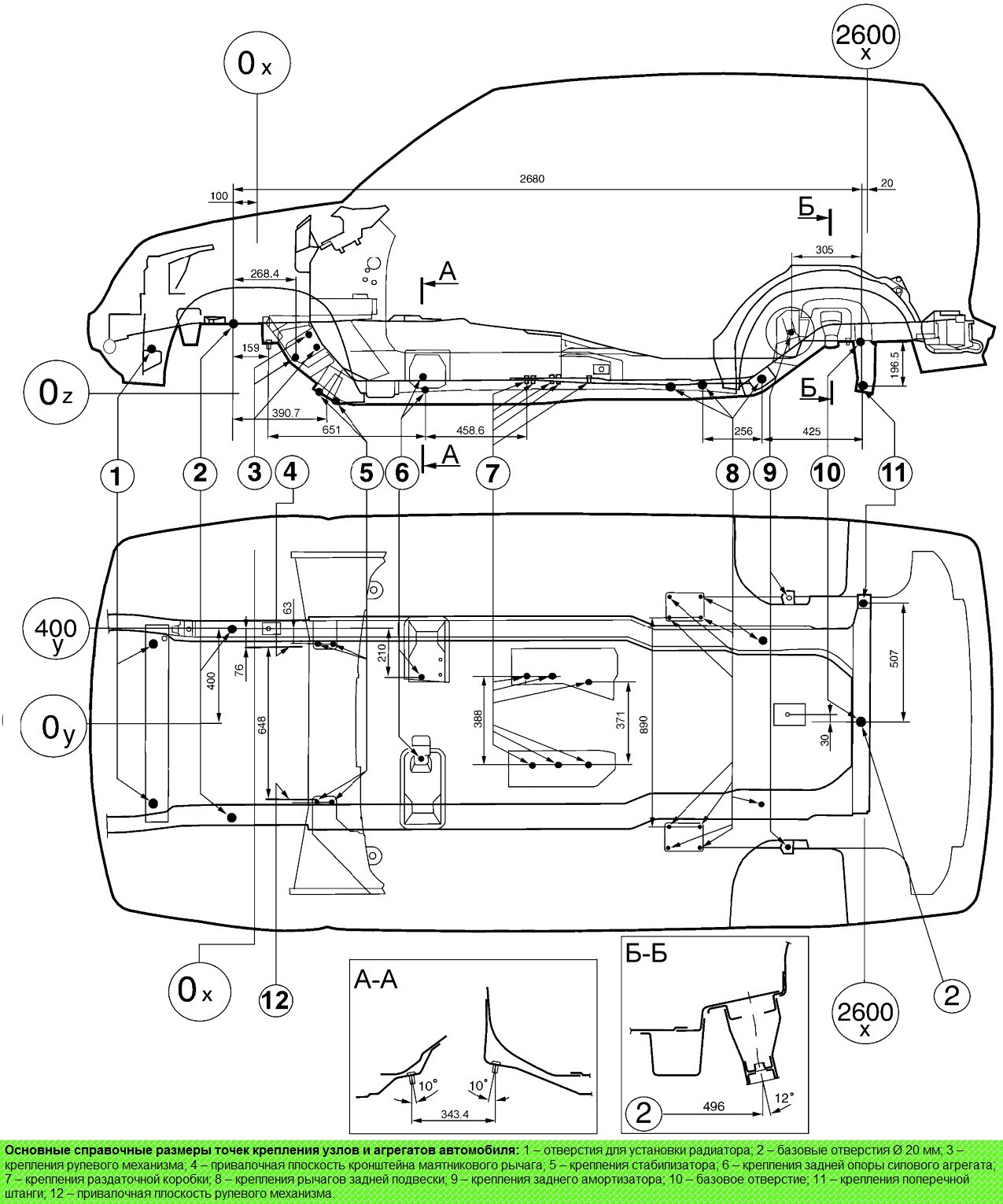
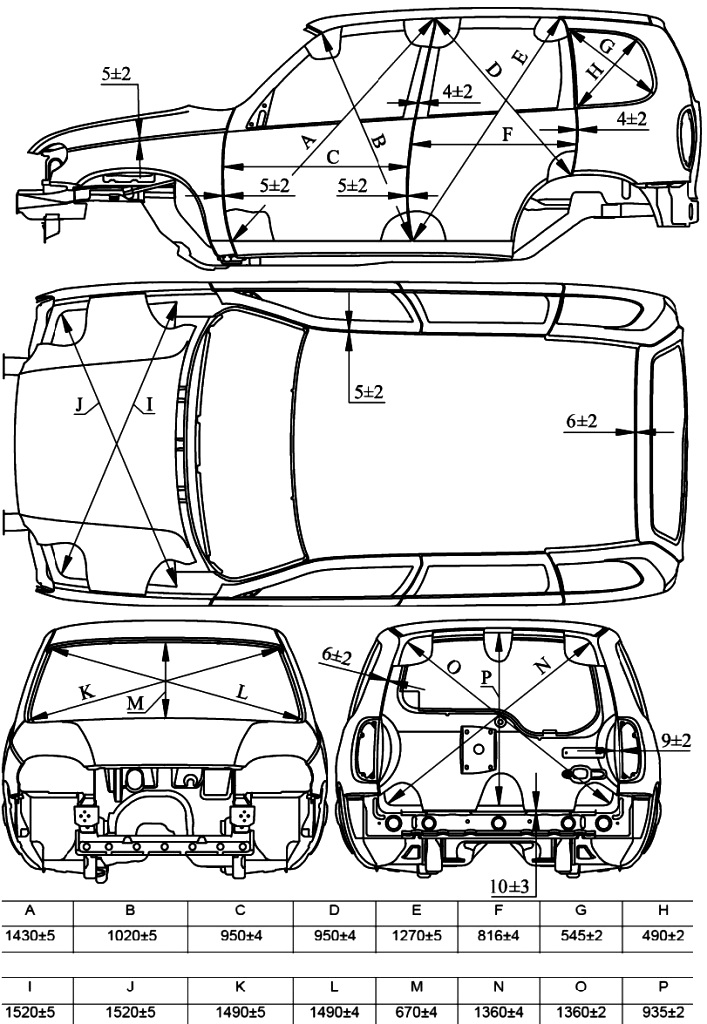
Основные справочные размеры для проверки основания кузова показаны на рисунке.
Повреждения кузова по сложности могут быть самыми различными. Поэтому правила ремонта в каждом отдельном случае должны быть, наиболее подходящими для этих повреждений, при этом необходимо максимально использовать возможности рихтовки поврежденных панелей.
По возможности необходимо избегать замены приварных деталей, чтобы не нарушать заводской комплекс антикоррозионной защиты кузова.
При выполнении кузовного ремонта рекомендуется снимать узлы и детали, препятствующие проведению рихтовочных, сварочных и окрасочных работ, чтобы облегчить измерение, контроль и установку гидравлических и винтовых домкратов для устранения перекосов и повреждений кузова.
Выступание лицевых поверхностей и съемных деталей относительно соседних панелей устраняется их подгонкой и регулировкой.
Ремонт деформированных поверхностей деталей
Ремонт поврежденных деталей кузова производится вытяжкой, рихтовкой, правкой с усадкой металла, вырезкой участков, не поддающихся ремонту, изготовлением ремонтных вставок из выбракованных деталей кузова или листового металла с приданием им формы восстанавливаемой детали.
Деформированные места панелей выправляют, как правило, вручную при помощи специального инструмента (молотков, рычагов, различных оправок) и приспособлений.
Правку с нагревом используют для осаживания (стягивания) сильно растянутых поверхностей панелей.
Для предотвращения ухудшения механических свойств металла панели нагревают до 600–650° С (вишнево-красный цвет). Диаметр нагретого пятна должен быть не более 10–15 мм.
Рихтовку панелей с усадкой металла производите следующим образом:
– угольным электродом сварочного полуавтомата или газовой горелкой нагрейте точки металла от периферии к центру дефектного участка и ударами деревянной киянки или молотка осаживайте нагретые места с обратной стороны осаживаемого участка, используя поддержку или наковальню;
– повторяйте операции нагревания и осаживания металла до получения необходимой поверхности панели.
Неровности на панелях можно выровнять при помощи полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отвердения и при помощи припоя.
Температура в рабочем помещении не должна быть ниже 18° С. Приготовленную полиэфирную шпатлевку необходимо использовать по времени не более чем за 10 мин.
Она окончательно затвердевает через 60 мин после нанесения. Толщина слоя шпатлевки на обработанной поверхности панели не должна превышать 2 мм.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для нанесения его на металлическую поверхность панели, он приобретает при температуре 150–160° С.
Поверхность, подлежащая заполнению, должна быть тщательно очищена от ржавчины, окалины, старой краски и других загрязнений. Адгезия термопластика лучше к шероховатой поверхности металла.
Для нанесения термопластика участок, подлежащий выравниванию, нагревают до 170–180° С и наносят первый слой порошка, который укатывают металлическим валиком.
Затем наносят второй слой и так далее до заполнения неровности. Каждый слой укатывают до получения монолитного слоя пластической массы. После отверждения термопластик обрабатывают рихтовочной пилой.
При значительных повреждениях деталей кузова их заменяют новыми с использованием электродуговой сварки в среде защитных газов.
Читайте также: