
Ремонт седел клапанов уаз
В общем суть вопроса в теме на 417 движке высыпалось седло впускного клапана. Вопрос: какие условия, инструменты и приспособления нужны чтоб его заменить, делается ли это в условиях гаража, верстака. Ну и если кто знает СТО в Тюмени где за это возьмутся, буду признателен.
Надо. Руководство по ремонту, где указаны допуски на пару седло - отверстие под седло. Нутромер или электронный штангенциркуль и микрометр или опять же электронный штангенциркуль. Большая электрическая плитка. Сосуд дьюара с жидким азотом. Молоток, бородок и пару пинцетов. Основная проблема - найти седло из правильного материала. В условиях гаража и верстака делается. СТО в Тюмени не знаю.
Надо. Молоток, бородок и пару пинцетов. Основная проблема - найти седло из правильного материала. В условиях гаража и верстака делается. СТО в Тюмени не знаю.
В общем суть вопроса в теме на 417 движке высыпалось седло впускного клапана. Вопрос: какие условия, инструменты и приспособления нужны чтоб его заменить, делается ли это в условиях гаража, верстака. Ну и если кто знает СТО в Тюмени где за это возьмутся, буду признателен.
В условиях гаража сделать проблематично.Если нет мастерской или фирмы по данным проблемам, целесообразнее купить новую или отремонтированную бу ГБЦ.
Надо. Руководство по ремонту, где указаны допуски на пару седло - отверстие под седло. Нутромер или электронный штангенциркуль и микрометр или опять же электронный штангенциркуль. Большая электрическая плитка. Сосуд дьюара с жидким азотом. Молоток, бородок и пару пинцетов. Основная проблема - найти седло из правильного материала. В условиях гаража и верстака делается. СТО в Тюмени не знаю.
для замены седла, если разбило посадку в головке нужно новое седло клапана ремонтное.оно по наруже +0.25 и расточить гнездо в минус 0.2 от размера седла.греешь головку в духовке до 250 градусов.это по книге ремонта.а седло можно охладить жидким пропаном(темпер кипения -44 градуса) или с огнетушителя углекислотного.оправка по направляющей клапана и молоток.и забиваешь только ровно прицелься.себе менял давно пака стоят.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм.
Незначительное коробление головки (до 0,3 мм) устраняйте шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать.
Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора.
Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам.
При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
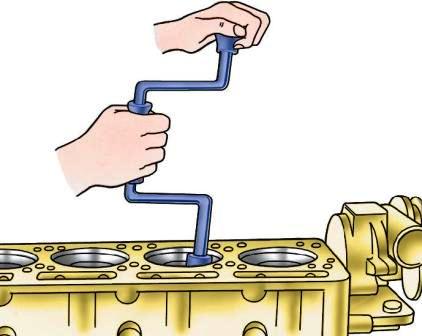
Рис. 1. Притирка клапанов
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота.
Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую.
На время притирки под клапан установите отжимную пружину с небольшой упругостью.
Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло.
Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис. 2.
Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
Для ускорения притирки используйте притирочную пасту, составленную из одной части микропорошка марки М20 и двух частей моторного масла.
Смесь перед применением тщательно перемешайте.
Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности.
К концу притирки уменьшайте содержание микропорошка в притирочной пасте.
Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа Р–108 или ОПР–1841 ГАРО.
При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30' к рабочей поверхности шлифовального камня.
Уменьшение на 30' угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов.
При шлифовке снимайте с фаски головки клапана минимальное количество металла.
Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора.
Биение стержня клапана – не более 0,02 мм. Клапаны с большим биением замените новыми.
Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.

Рис. 2. Приспособление для шлифовки седел клапанов
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6–2,4 мм.
Для шлифовки седел рекомендуется применять приспособление, изображенное на рис. 2.
Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла.
Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм.
Изношенные седла замените новыми.
В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм.
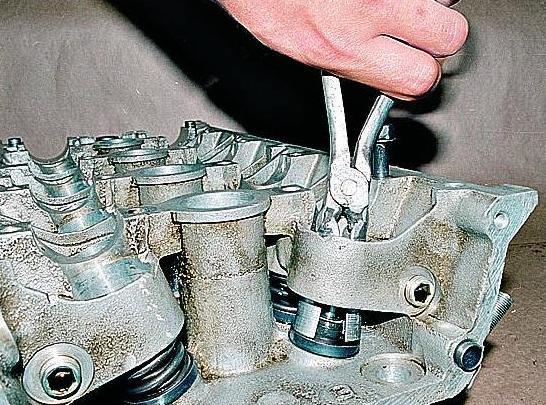
Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,25 мм.
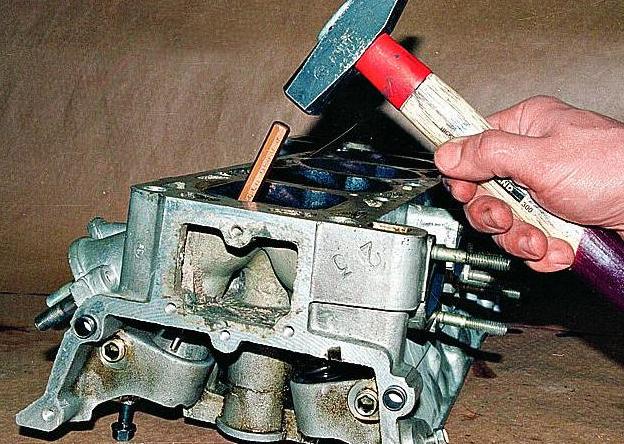
Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом.
Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла.
Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла.
Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки.
В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки – с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм.
Стержень впускного клапана имеет диаметр 9 –0,050 –0,075 мм, выпускного 9 –0,075 –0,095 мм, следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050–0,097 мм и 0,075–0,117 мм.
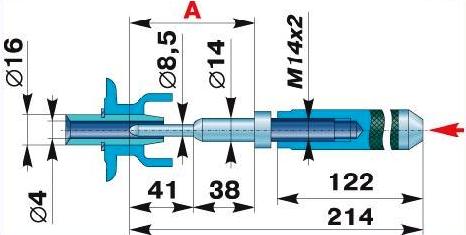
Рис. 3. Выколотка втулок клапанов: А – указанную поверхность закалите
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис. 3.
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке.
При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны.
После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов – металлокерамические, пористые.
После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль.
Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата и трех частей моторного масла.
Замена клапанных пружин
Возможными неисправностями клапанных пружин, появляющимися в процессе эксплуатации, могут быть: уменьшение упругости, обломы или трещины на витках.
Упругость клапанных пружин проверяйте при разборке клапанного механизма.
Усилие, необходимое для сжатия новой клапанной пружины до 46 мм по высоте должно быть 267–310 Н (27,3–31,7 кгс), а до 37 мм – 686–784 Н (70–80 кгс).
Если усилие сжатия пружины до 46 мм по высоте менее 235 Н (24 кгс), а до 37 мм менее 558,6 Н (57 кгс), то такую пружину замените новой.
Пружины с обломами, трещинами и следами коррозии замените новыми.
Замена толкателей
Направляющие отверстия в блоке под толкатели изнашиваются незначительно, поэтому номинальный зазор в этом сопряжении восстанавливайте заменой изношенных толкателей.
В запасные части поставляются толкатели только номинального размера.
Толкатели подбирайте к отверстиям с зазором 0,040–0,015 мм.
Толкатели в зависимости от размера наружного диаметра разбиты на две группы и маркируются клеймением: цифрой 1 – при диаметре толкателя 25 –0,008 –0,015 мм и цифрой 2 – при диаметре толкателя 25 –0,015 –0,022 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной тяжестью в гнездо блока и легко проворачиваться в нем.
Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, замените новыми.
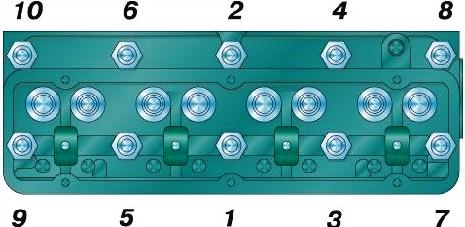
Рис. 4. Порядок подтяжки гаек головки блока цилиндров
Подтяните гайки крепления головки блока цилиндров после обкатки автомобиля, через 1000 км пробега и после каждого снятия головки.
Затяжку гаек проводите только на холодном двигателе в последовательности, указанной на рис. 4 в два приема.
Окончательный момент затяжки 71,5–76,5 Нм (7,3–7,8 кгс·м). По мере необходимости очищайте от нагара головку блока цилиндров, днища поршней и впускные клапаны.
На исправном неизношенном двигателе при применении высококачественного топлива и масла и соблюдении надлежащего теплового режима нагар бывает мал.
При износе двигателя, особенно его поршневых колец, в камеры сгорания попадает много масла и образуется большой слой нагара.
Наличие нагара определяют по усилению детонации, перегреву, падению мощности и увеличению расхода топлива.
При появлении этих признаков снимите головку блока цилиндров и удалите нагар при помощи металлических скребков и щеток.
Не допускайте попадания нагара в зазор между головками поршней и цилиндрами.
Если двигатель работал на этилированном бензине, то предварительно смочите нагар керосином, чтобы во время очистки исключить возможность вдыхания ядовитой пыли.
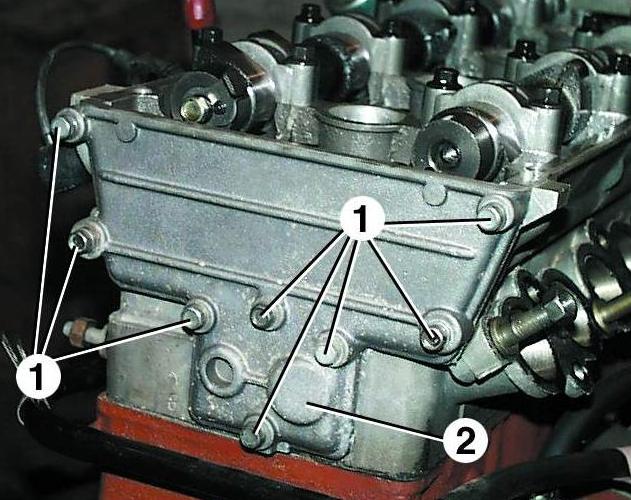

Выверните болты 1 и снимите заднюю крышку 2 головки блока. Снимите прокладку крышки.
6. Извлеките гидротолкатель из гнезда головки блока цилиндров.
Примечания
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свои места.
Хранить гидротолкатели следует в том же положении, в каком они установлены на клапанах, чтобы из них не вытекло масло.
Установите на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, выньте сухари клапана.
Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана.
Снимите приспособление с головки блока. Выньте тарелку пружин клапана.
Затем выньте наружную и внутреннюю пружины клапана.
Снимите специальным съемником маслосъемный колпачок клапана.
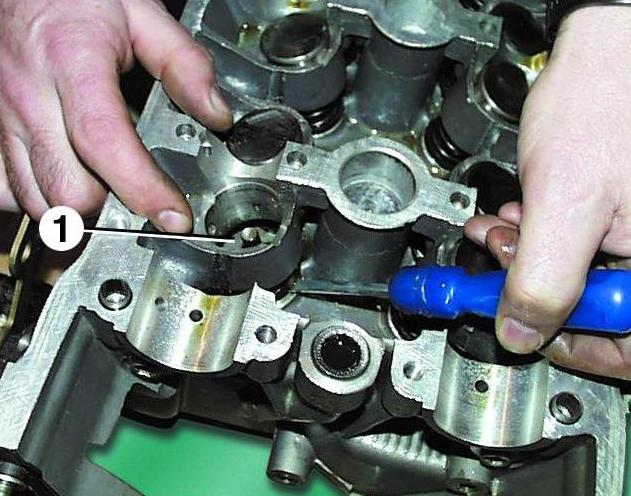
Подденьте отверткой и выньте опорную шайбу 1 пружин клапана.
Выньте клапан со стороны камеры сгорания.
Аналогично извлеките остальные клапаны.
Примечание
Перед снятием промаркируйте все клапаны, чтобы при сборке установить их на прежние места.
После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите.
Очистите камеры сгорания и клапаны от нагара.
Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана.
Предельно допустимый зазор 0,2 мм.
Если зазор превышает указанное значение, замените клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели.
Перед установкой втулки нужно охладить до —40. —45 °С, а головку блока нагреть до температуры +160. +175 °С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров.
Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2 +0,053 + 0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера.
При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно.
При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2 +0,023 —0,050 мм.
После установки новых втулок разверните в них отверстия.
Заменять направляющие втулки клапанов следует в автосервисе, располагающем специальным оборудованием.
Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки.
Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверьте зазоры в подшипниках распределительных валов (см. Распредвалы УАЗ Патриот).
Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность диаметров канала и гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0—0,025 —0,041 мм, предельно допустимый — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить.
Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. Притирка клапанов УАЗ Патриот).
Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
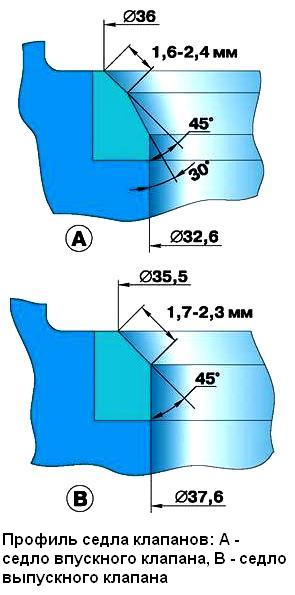
Профиль седла клапана двигателя ЗМЗ-409.10: А — седло впускного клапана; В — седло выпускного клапана
Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр.
Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов
Более значительные дефекты седел клапанов устраняют шлифованием.
Работу следует проводить в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
Если значительные дефекты седел не удается устранить шлифовкой, замените седла.
После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм. Притрите клапаны.
Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
Замените маслосьемные колпачки независимо от их состояния.
Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями.После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Отсоединяем минусовую клемму от аккумулятора
Снимите впускную трубу.
Выверните болты 1 и снимите заднюю крышку 2 головки блока.
Снимите прокладку крышки.
Извлеките гидротолкатель из гнезда головки блока цилиндров.
Примечания
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свои места.
Хранить гидротолкатели следует в том же положении, в каком они установлены на клапанах, чтобы из них не вытекло масло.
Установите на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, выньте сухари клапана.
Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана.
Снимите приспособление с головки блока. Выньте тарелку пружин клапана.
Затем выньте наружную и внутреннюю пружины клапана.
Снимите специальным съемником маслосъемный колпачок клапана.
Подденьте отверткой и выньте опорную шайбу 1 пружин клапана.
Выньте клапан со стороны камеры сгорания.
Аналогично извлеките остальные клапаны.
Примечание
Перед снятием промаркируйте все клапаны, чтобы при сборке установить их на прежние места
После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите.
Очистите камеры сгорания и клапаны от нагара.
Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана.
Предельно допустимый зазор 0,2 мм.
Если зазор превышает указанное значение, замените клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели.
Перед установкой втулки нужно охладить до —40. —45 °С, а головку блока нагреть до температуры +160. +175 °С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров.
Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2+0,053 +0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера.
При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно.
При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2+0,023 —0,050 мм.
После установки новых втулок разверните в них отверстия.
Заменять направляющие втулки клапанов следует в автосервисе, располагающем специальным оборудованием.
Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки.
Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверьте зазоры в подшипниках распределительных валов (см. Распредвалы УАЗ Патриот).
Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность диаметров канала и гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0—0,025 —0,041 мм, предельно допустимый — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
Осмотрите клапаны. При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить.
Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. Притирка клапанов УАЗ Патриот).
Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
Профиль седла клапана двигателя ЗМЗ-409.10: А — седло впускного клапана; В — седло выпускного клапана
Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр. Седла клапанов можно заменить в специализированной мастерской.
Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов
Более значительные дефекты седел клапанов устраняют шлифованием. Работу следует проводить в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
Если значительные дефекты седел не удается устранить шлифовкой, замените седла.
После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
Притрите клапаны. Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
Замените маслосьемные колпачки независимо от их состояния.
Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
Примечание
Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями.
После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Читайте также: