
Ремонт двигателя газ 66
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
- блока цилиндров и крышек коренных подшипников;
- шатуна и крышки шатуна;
- шестерен главной передачи;
- крышек подшипников дифференциала и картера главной передачи;
- правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
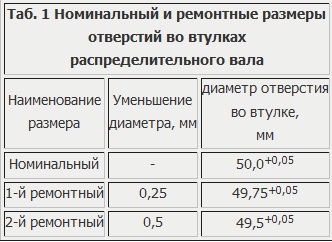
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
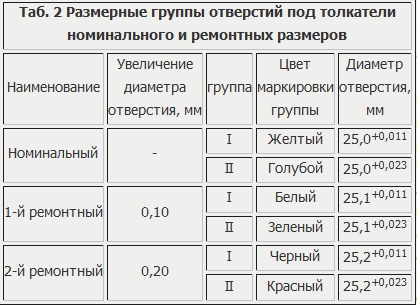
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
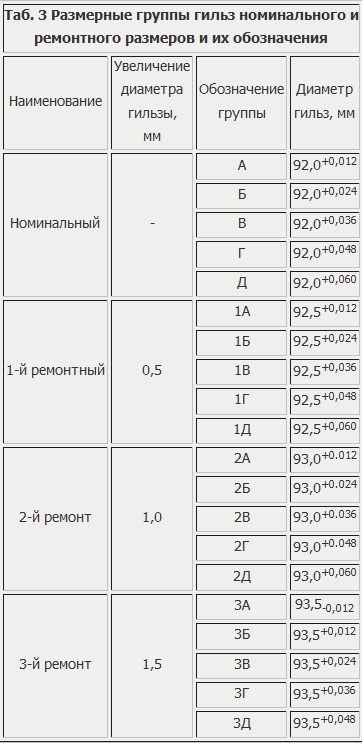
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
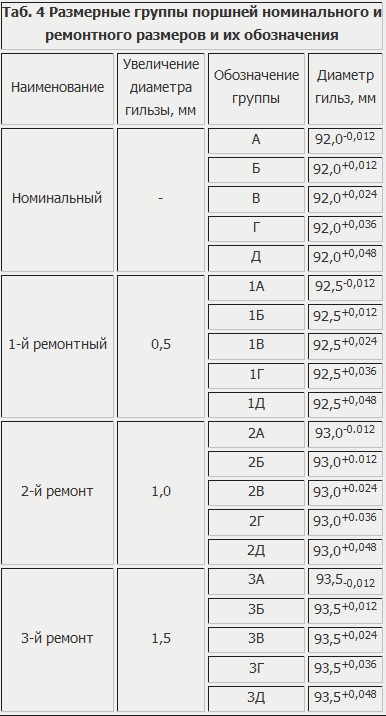
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
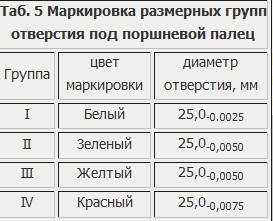
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
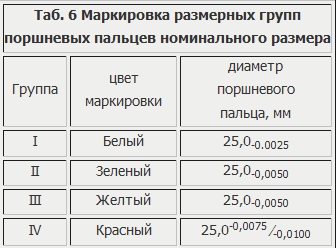
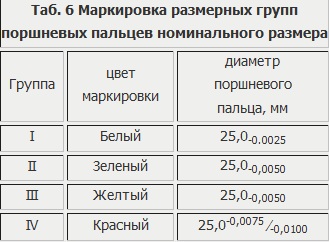
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
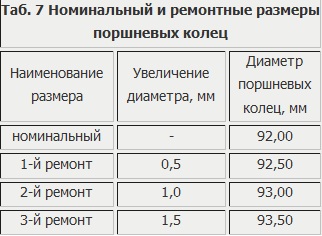
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
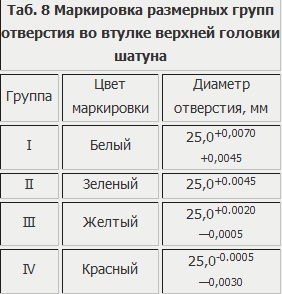
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
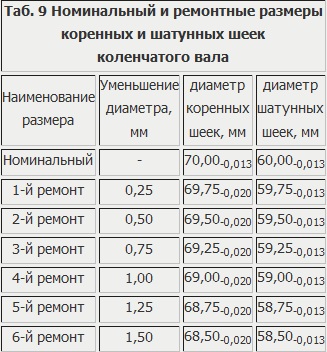
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
- для средних коренных шеек — 0,02 мм;
- для шейки под распределительную шестерню — 0,03 мм;
- > ступицу шкива вентилятора — 0,04 мм;
- > > задний сальник — 0,04мм;
- фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
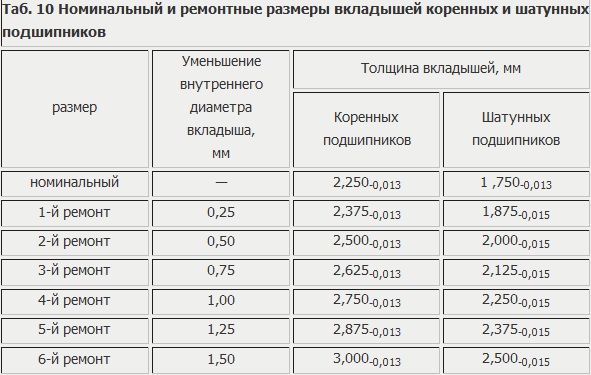
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
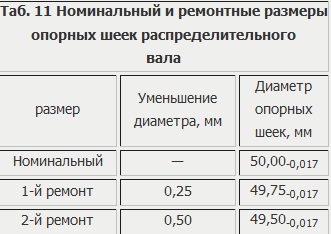
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели

Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
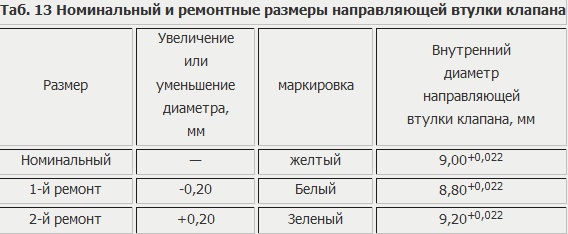
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
- шплинты и шплинтовочная проволока, бывшие в употреблении;
- пружинные шайбы, потерявшие упругость;
- болты и шпильки с вытянувшейся резьбой;
- гайки и болты с изношенными гранями;
- детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
- гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
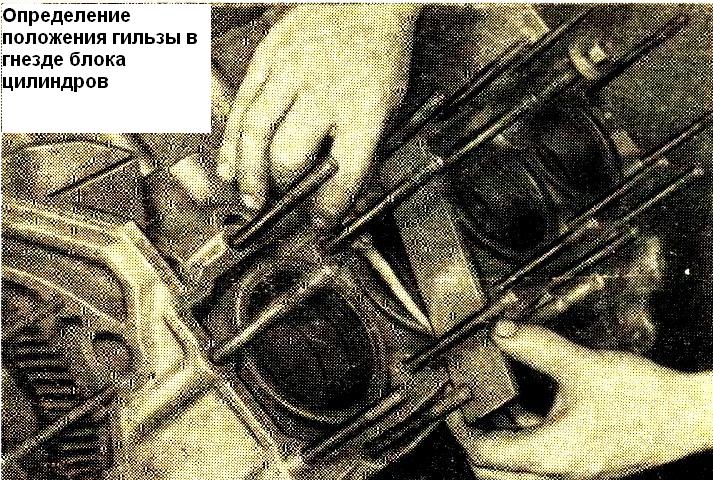
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
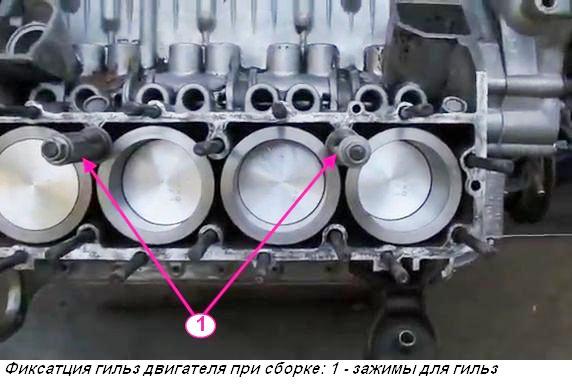
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

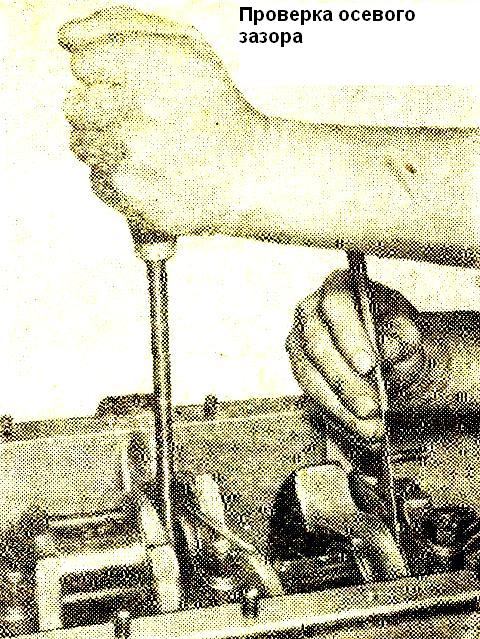
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
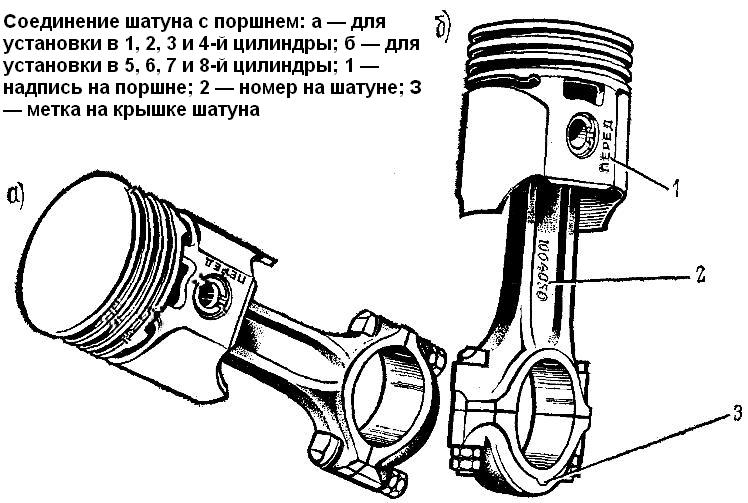
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.

Один раз заехал в этот "автосервис", владелец и единственный постоянный мастер - сам сказал что хоро.

5. Заботливый сервис

6. Обручевский
Автомобильный сервис в округе ЮЗАО предлагает посетителям ремонт авто по доступным ценам. Гарантия качества, доступные цены, фирменный салон. Автосерв.

7. ТТС Моторс

8. VM-Сервис

9. Инжкар

10. Автотехцентр на Беговой

11. Ремонт форсунок - ЕвроПром
Автосервис по ремонту топливной аппаратуры дизельных двигателей. Ремонтируем форсунки, ТНВД, турбины. Продаём восстановленные и новые. Скупаем старые.

12. Revanet
Сервис по ремонту выхлопной системы автомобиля. Профессиональный Тюнинг выхлопной системы автомобиля. Ремонт катализаторов, резонаторов, в Воскресенск.

13. СТО-Люблино
Автосервис СТО-Люблино проводит диагностические и ремонтные работы по вполне приемлемым ценам. Ассортимент услуг у нас очень большой. Кроме поиска про.

14. Автобам

15. ABCAUTO
BCAUTO - автосервис в Восточном Дегунино: комплексное обслуживание автомобилей: слесарный ремонт, кузовной ремонт авто, ремонт двигателя в САО. Прайс-.
16. Техцентр № 1
Качественный ремонт Мерседес, БМВ, Ауди, Фольксваген оригинальными запчастями осуществляется в нашем Техцентре №1. Запись на ремонт осуществляется в о.

17. SF-MOTORS
Компания SF-Motors строит свою работу на принципах взаимного доверия, внимания к потребностям каждого клиента и предоставления только качественных сер.

18. СТО-57

19. Сервис-С-Авто
Для ремонта и обслуживания предусмотрено:пост диагностики ходовой части (вибростенд), стенд регулировки углов сход-развала, пост диагностики и з.
20. АБ-ИНЖИНИРИНГ
Свежие отзывы об автосервисах ГАЗ 66 в Москве
Лучшие автосервисы ГАЗ 66 по оценкам пользователей

Автосервис по ремонту топливной аппаратуры дизельных двигателей. Ремонтируем форсунки, ТНВД, турбины. Продаём восстановленные и новые. Скупаем старые.
4. ВЫЕЗДНАЯ Диагностика Хитачи, Isuzu
ВЫЕЗДНАЯ Диагностика ремонт экскаваторов Хитачи двигателей Isuzu Компьютерная диагностика ремонт грузовиков Isuzu

5. Транспортный Центр Сервис
Обслуживание автобусов, микроавтобусов, грузовиков, полуприцепов, спецтехники, легковых: HYUNDAI, КАМАЗ, FORD, IVECO, FIAT, MERCEDES, VW, FOTON, JAC.

6. Техно Цех
Заводской ремонт турбин легковых и грузовых автомобилей в Москве.Экономия до 70% от стоимости новой турбины!Гарантия 3 года без ограничения пробег.

7. КОРЕЯ ПЛЮС
Россия, Московская область, Ленинский район, посёлок Совхоза имени Ленина, Каширское шоссе, 23-й километр, вл2

8. СЦ Крандиагностика
"СЦ Крандиагностика" - ремонт автокранов, ремонт автобетононасосов, запчасти для автокранов, ремонт экскаваторов. "СЦ Крандиагностика" специализируе.

9. ЭРБИ
"ЭРБИ" - универсальная компания образованная в 2010 году. В настоящее время мы осуществляем свою деятельность в следующих направлениях:АВТОСТРАХОВАН.

10. Механика Ижорская
Свежие отзывы об автосервисах ГАЗ 66 в Москве
Лучшие автосервисы ГАЗ 66 по оценкам пользователей

Ремонт двигателей по доступной цене и с гарантией: наши преимущества
Понять, что пора отправлять своё ТС на диагностику мастерам, легко. О возникших неполадках свидетельствуют многие факторы:
- появившиеся сторонние звуки при работе мотора;
- затруднение при запуске или при движении;
- увеличенный выхлоп, расход топлива или масла;
- снижение давления масла, компрессии в цилиндрах.
Среди главных преимуществ компании числятся такие как:
- многолетний опыт работы;
- выполнение услуг различной сложности;
- короткие сроки выполнения – от трёх дней;
- гарантия качества;
Персонал нашего сервиса не только предоставит каждому клиенту профессиональную (и бесплатную!)! консультацию, но и выполнят работу любой сложности в короткие сроки.

Квалифицированные и опытные мастера нашего предприятия занимаются ремонтом двигателей уже долгие годы, поэтому сервис предлагает широкий спектр услуг. В числе которых: мойка запчастей, расточка блоков, починка топливного оборудования, шлифовка блоков цилиндров под головку и другие. Всё это касается грузовых автомобилей, спецтехники.
Вы можете восстановить у нас дизельный или карбюраторный двигатель таких марок, как КАМАЗ, УАЗ, ГАЗ, ЯMЗ, Cummins, Isuzu.
С прайсом на предоставляемые услуги, где указаны все цены на ремонт двигателей авто, вы можете ознакомиться, как на самом сайте, так и при личном посещении центра.
Чтобы записаться на бесплатную консультацию от автомеханика, или же на диагностику и ремонт – воспользуйтесь специальной электронной формой заявки на сайте, или позвоните по телефонам:
Читайте также: