
Замена прокладки головки блока цилиндров газ 3309 дизель
1. При проведении ремонта двигателя со снятием блока головки цилиндров, при установке головки использовать необходимо новую прокладку. Повторная установка б/у допускается не прокладки.
2. Аккуратно?очистить прилегающие поверхности головки и цилиндров блока от имеющихся пригаров уплотнительной массы масла, прокладки, грязи и т.п.
3.?Аккуратно прочистить грязь и отверстий из масло для крепежных болтов головки, блоке в выполненных цилиндров.
4.?Проверить прилегающие поверхности головки и блока цилиндров на отсутствие повреждений (раковин, царапин, трещин).
5. Проверить выступание опорных буртов цилиндров гильз относительно поверхности блока цилиндров. буртов Выступание гильз должно быть 0,05…0,11 мм.
6. В случае новых установки гильз цилиндров, при замере их гильзы выступания следует прижать к блоку цилиндров крепления болтами головки цилиндров через втулки длины подходящей (100…105 мм) моментом 10…15 Н?м.
7.?извлечь Осторожно из упаковки и установить прокладку на блок Установить.
8.?цилиндров головку цилиндров и новые болты Резьбовую.
9.?крепления часть болтов, а также опорную головки плоскость болта перед установкой смазать маслом моторным.
10.?Вставить болты и завинтить усилием Далее. руки затянуть болты крепления головки схеме по цилиндров следующими этапами:
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 1 — Схема последовательности затяжки болтов крепления головки цилиндров
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.

Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика. Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа.
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.

С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель. Сам процесс регулировки происходит следующим образом:
- Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
- Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
- Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
- Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Проверка и настройка зазоров

Чтобы отрегулировать зазоры, необходимо отпустить винтовую контргайку коромысла корректируемого клапана. Затем, путем проворачивания винта, устанавливают требуемую величину, которую измеряют при помощи щупа между бойком и торцом стержня. По окончании процесса затягивают контргайку, устанавливают на место колпак крышки ГБЦ. Затяжку крепежных болтов проверяют после обкатки и через каждые 40 тысяч километров на прогретом силовом агрегате. После проведения контроля, необходимо отрегулировать зазор между коромыслом и клапаном, после чего затянуть фиксаторы.
Установка головки цилиндров и клапанного механизма Д-245
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рисунках.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунках.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 3. Момент затяжки — 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть: впускные клапаны — 0,2 +0,05 мм; выпускные клапаны — 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности: провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Регулировка клапанов Д-245
Прежде чем приступить к настройке клапанов, необходимо изучить устройство и особенности данного узла. Распределительный вал имеет пять опор, в движение приводится посредством коленвала и шестеренки распределения. В качестве подшипников используются пять втулок, которые помещены в расточки блока методом прессовки.
Фронтальная втулка выполнена из алюминия, размещается в районе вентилятора, оснащена упорным буртом, фиксирующим распредвал от осевых сдвигов, другие втулки сделаны из чугуна. Стальные толкатели клапанов имеют наплавление специальным чугуном, сферическая поверхность обладает радиусом 750 мм. Кулачки распределительного вала выполнены с небольшим наклоном.

Особенности
Технические характеристики Д 243:
- Силовой агрегат имеет 4 рабочих цилиндра.
- Порядок воспламенения горючей смеси: 1-3-4-2.
- Цилиндры имеют диаметр 11 см.
- Поршень за один цикл проделывает расстояние 12,5 см.
- Общий рабочий объем цилиндров 4, 75 .
- Мощность двигателя — 60 кВт.
- Значение крутящего момента по 600 об/мин 298 Н*м.
- Степень сжатия – 16.
- Расход дизеля – 226 г/кВтч.
- Давление масла при максимальном значении оборотов двигателе 0,08 Мпа.
- Давление масла при номинальном значении оборотов – 0,25-0,35 Мпа.
- Мотор весит 490 кг.
- Объем масла – 12 л.
- Дизель можно эксплуатировать при температуре от -45 до +40 градусов.

Дизельный двигатель
Цена двигателя д 243 нового — 153 100 руб.
Тюнинг двигателей Д-243
Установка турбины
Можно переделать свой атмосферный 243-й в турбированный Д-245, тем самым добавив ему немного мощности. Для реализации этого вам необходима турбина ТКР 6 от 245-го, выпускной коллектор под нее от Д-245, сделать маслоподачу и маслослив, настроить свой ТНВД и все будет работать на стандартных поршнях. Для этого продаются готовые комплекты установки турбины за вполне нормальные деньги. Полноценного Д-245 таким образом не получить (отличаются блок, коленвал и поршни), но мощностей вы мотору добавите.
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 22, и, при необходимости, произведите подтяжку.
Момент затяжки - 220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.

Рисунок 22 — Схема последовательности затяжки болтов крепления головки цилиндров
ПРОВЕРКА ЗАЗОРА МЕЖДУ КЛАПАНАМИ И КОРОМЫСЛАМИ
Проверка зазора между клапанами и коромыслами.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла не более 60°С) должен быть:
- впускные клапаны — 0,25 +0,05 -0,10 мм;
- выпускные клапаны — 0,45 +0,05 -0,10 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
- впускные клапаны — 0,25-0,05 мм;
- выпускные клапаны — 0,45-0,05 мм.
Регулировку производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
- проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 23 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.

1 — винт регулировочный; 2 — щуп; 3 — контргайка.
Рисунок 23 — Регулировка зазора в клапанах.
ПРОВЕРКА СОСТОЯНИЯ СТАРТЕРА ДИЗЕЛЯ
Через каждые 120 тыс. км пробега:
Проверьте затяжку крепежных болтов, при необходимости подтяните их.
Зачистите наконечники проводов к клеммам стартера и аккумуляторной батареи и подтяните их крепления.
Снимите крышку со стороны коллектора и проверьте состояние щёточно-коллекторного узла. Рабочая поверхность коллектора должна быть гладкой и не иметь значительного подгара. Если коллектор загрязнен или имеет следы значительного подгара, протрите его чистой салфеткой, смоченной в бензине. При невозможности устранения грязи или подгара протиркой, зачистите коллектор мелкой шлифовальной шкуркой. При значительных подгарах коллектора, не поддающихся зачистке, проточите коллектор на станке.
Щётки должны свободно перемещаться в щеткодержателях и плотно прилегать к коллектору. При предельном износе щёток, а также при наличии значительных сколов замените их новыми.
Продуйте щёточно-коллекторный узел и крышку со стороны коллектора сжатым воздухом.
Проверьте состояние контактной системы реле стартера. При значительном подгаре зачистите контактные болты и пластину контактную шлифовальной шкуркой или напильником, сняв неровности, вызванные подгаром, не нарушая при этом плоскостности контактных поверхностей медных болтов. При значительном износе пластины и болтов, переверните контактную пластину, а контактные болты разверните на 180°.
Проверьте легкость перемещения привода по валу якоря. При включении и отключении реле привод должен без заеданий перемещаться по шлицам вала якоря.
Удалите с внутренних поверхностей направляющей втулки привода (шлицевой и гладкой), прилегающих к ней частей вала попавшую из картера загрязненную загустевшую смазку с продуктами износа, которая значительно затрудняет осевое перемещение привода по шлицам вала при вводе шестерни в зацепление с зубчатым венцом маховика. На очищенные поверхности нанести тонкий слой смазки ЦИАТИМ-221 (ЦИАТИМ-203, ЦИАТИМ-201).
Состояние шестерни привода и упорных шайб проверьте визуально. Зазор между торцом шестерни и упорными шайбами при включенном положении должен быть 2 - 4 мм.
ОБСЛУЖИВАНИЕ ТУРБОКОМПРЕССОРА
ОБСЛУЖИВАНИЕ КОМПРЕССОРА
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Привет, александр_642007! Не знаю - по теме ли моя мысль, но здесь нужно отметить, что 245_7 и 245_7_Е2 не одно и тоже. как и 245_9 и 245_9_Е2. У них только мощности одинаковые.
MurZILka
Мощности разные, комплектация разная- с этим согласен, а симптомы и болезни одни и теже.
MurZILka, мощности разные, комплектация разная - с этим согласен, а симптомы и болезни одни и те же.
В моём случае получилось не совсем так. Я заменил поршни на Е_2 из-за того, что 12_С имеют сильно зауженную сверху камеру сгорания (38 mm) и, следовательно, тонкую кромку. В этом месте поршни лопаются от температуры (не я один с этим столкнулся).
На моделях "ЕВРО" камера сгорания шире и почти нет заужения (как на ЯМЗ 236) + днище поршня (из-за глубины камеры сгорания) толще на 7 mm. но для такой камеры сгорания нужен другой угол распыла и другое давление. и т. д.

У мменя вопрост можно ли разогнать мотор 245.5 который имеет 87 лошадок до 105лошадиных сил и что для этого потребуется сменить в моторе?
Мій канал - http://www.youtube.com/user/pppatriot
Бажаючі приєднатись до вайбер групи "Фермери України" , пишіть в приват.
У меня вопрос: можно ли разогнать мотор 245.5, который имеет 87 лошадок, до 105 л. с. и что для этого потребуется сменить в моторе?
Привет, Александр Штирлиц! Наверняка дело в настройке ТНВД! Судя по степени сжатия (15), поршневая на этом двигателе как на обычном "бычковском".
НО! Прежде, чем накручивать ТНВД, нужно убедиться в том, что коленвал выдержит! Например, на 245_9_Е2 заглушки для прочистки коленвала сделаны меньше (примерно 10 mm), чем на 240-ом. и без резьбы. Думаю, это специально сделано, чтобы не ослаблять коленчатый вал! С другой стороны - индекс 245 не случаен.
Основные отличия дизеля Д-245 от Д-243:
- установлен турбокомпрессор;
- изменена конструкция патрубков впускного и выпускного коллекторов, шкивов коленчатого вала, водяного насоса и генератора;
- введен дополнительный клиновой ремень для привода вентилятора и генератора;
- в коренных опорах блока цилиндров предусмотрены специальные форсунки для охлаждения поршней струями масла;
- топливный насос с противодымным корректором (ПДК);
- головка цилиндров имеет вставные седла клапанов, изготовленные из жаропрочного и износостойкого сплава;
- под первое компрессионное кольцо в поршне залита вставка из специального чугуна;
- поршень имеет три канавки под поршневые кольца;
- трапецеидальное верхнее компрессионное кольцо;
- коленчатый вал и шатуны изготовлены из более прочных материалов;
- шестилопастный вентилятор диаметром 450 мм;
(руководство по эксплуатации 243-0000100РЭ)
После того как закончили с коленвалом, с поршнями не забудьте поставить на место маслоприемник, перед закрытием поддона. Перед тем, как установить маслоприемник, поменяйте уплотнительное резиновое кольцо. Обычно, он, после продолжительной эксплуатации и прибывания в масле, дубеет, то есть становится твердым. По этому, при капитальным ремонте, его лучше заменить.
Маслоприемник Газ 3307, Газ 53.

Теперь нужно закрыть переднюю крышку. Но прежде нам нужно заменить сальник коленвала который установлен в передней крышке. Сальник передней крышки также, как все сальники, сделан из специальной маслоизносостойкой резины, но все же со временем он также дубеет, трескается, изнашивается. По этому его тоже нужно заменить. Резиновый сальник, передней крышки двигателя ЗмЗ 511 (Газ 53), запрессован в специальную железную оправу.
Сальник передней крышки ЗмЗ 511 (Газ 53).

И так после того как замените, сальник передней крышки, можно закрыть переднюю крышку, предварительно заменив прокладку. Да чуть не забыл, прежде чем поставите переднюю крышку, обязательно обратите внимание на резиновый уплотнитель, который устанавливается со шпонкой фланца шкива коленвала. Со временем он тоже дубеет и соответственно, тоже, нуждается в замене, при капитальном ремонте. Многие даже не знают что есть такой уплотнитель. Так вот если его не поставить, или не заменить, то может быть течь масла.
Шпонка с уплотнителем фланца шкива коленвала.

Все теперь можно смело поставить переднюю крышку на место и закрыть поддон. Перед закрытием поддона, нам конечно нужно выбрать, купить и поставить прокладку поддона. Есть разные прокладки: пробковые, картонные, резиновые и резинопробковые. Я же вам рекомендую ставьте последние, то есть резинопробковые. Не буду описывать почему именно резинопробковые, сегодня в этой статье мы не разбираем качество прокладок. По этому просто ставьте их, поверьте мне резинопробковые пока самые лучшее.
Прокладка поддона ЗмЗ 511 (Газ 53), резинопробковая.
Все теперь можно двигатель перевернуть, что бы поставить на места ГБЦ. Но пржде чем поставить, ГБЦ, тоже нуждаются в ремонте. Нужно будет сделать притирку клапанов и при необходимости отфрезеровать или отшлифовать. (Это зависит какой стенд доступен, в Вашем случае, фреза или шлифовочный, и тот и другой подойдет). Про то как сделать притирку клапанов есть статья так что повторяться не буду.
И так после того как отремонтируете ГБЦ, ставим прокладки ГБЦ и аккуратно, без перекосов ставим ГБЦ на места. Теперь же нам с Вами нужно их правильно протянуть. Я же, за все годы сколько ремонтирую двигателя, привык обходится обычным набором головок и небольшой куском трубы для усиления момента затяжки (помогач). Вам же, если Вы не спец, рекомендую, пока не привыкнете, пользоваться специальным динамометрическим ключом.
Потому что при затяжке, гаек ГБЦ, нужно быть предельно осторожным, особенно в двигателях с дюралюминиевым блоком цилиндров. Как раз наш двигатель и является таковым. Есть вероятность что Вы просто вырвете шпильки из блока цилиндров, или же можете сорвать гайки ГБЦ. Ну, а если просто не дотяните, тоже нас не чего хорошего не ожидает, по этому лучше не испытывайте судьбу, воспользуйтесь специальным ключом.
Динамометрический ключ.

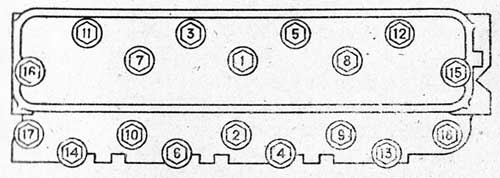
Теперь нам нужно правильно по порядку протянуть гайки ГБЦ. Это очень важный момент, по этому отнеситесь серьезно. Момент затяжки должен быть в пределах 7,3—7,8 кГм. Зразу не нужно стараться тянуть до конца, лучше сначала, по порядку, протянуть с небольшим усилием. Со второго раза можно уже тянуть с усилием 7,3—7,8 кГм.
Окончательную затяжку нужно производить на холодном двигателе. После горячей обкатки и полного остывания двигателя проверить момент затяжки, который должен быть 7,З—7,8 кГм.
Порядок протяжки ГБЦ ЗмЗ 511 (Газ 53).
Вот мы добрались до завершающей стадии. Нам осталось закрыть плиту (паук) двигателя. Установив правильно на место резиновую прокладку, не забудьте стыки прокладок смазать не большим количеством герметика. Не в коем случае, не смазывайте герметиком прокладки полностью, только стыки.
При установке паука, резиновая прокладка должна быть чистым и сухим, не нужно её не чем смазывать, только стыки. Потому что при затягивание паука, если прокладку смазать или промазать герметиком, то его попросту, под нагрузкой, может выдавить из-под паука, так-как она резиновая и будет скользить, растягиваться после смазывания. Повторяю: резиновая прокладку паука не нуждаются не в смазывание и не промазывание герметиком, только стыки.
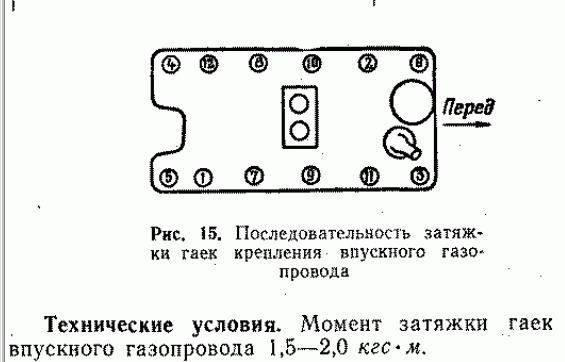
Порядок и момент затяжки паука ЗмЗ 511 (Газ 53).
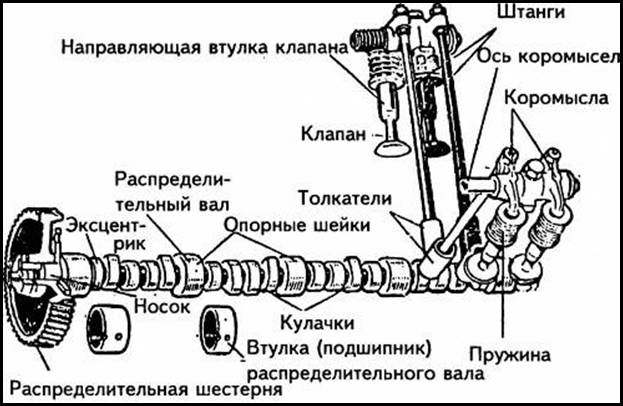
Перед закрытием плиты не забудьте установить на места толкатели-стаканы, штанги и коромысла газораспределительного механизма (ГРМ). Потом еще нужно будет отрегулировать клапана, об этом можно ознакомится в этой статье.
Газораспределительный механизм (ГРМ) ЗмЗ 511 (Газ 53).
На этом все, думаю после знакомства с этими статьями, Вы сможете отремонтировать для начала хотя бы свой двигатель. Ну, а если у Вас есть способность и "руки", то легко можете стать профессиональным мотористом. Если в чем то не разберетесь или возникнут проблемы пишите на email или оставляйте комментарий, я обязательно отвечу. Всем спасибо!
Читайте также: