
Технология изготовления диска компрессора
Диски являются наиболее ответственными элементами конструкции роторной части ГТД. Начиная с входа в проточную часть ГТД и при выходе газов из турбины, действуют силовые и температурные нагрузки, которые воспринимает вращающийся ротор (рисунок 1.1). В дисках компрессора и турбины закреплены лопатки, которые обеспечивают постепенное сжатие воздуха в компрессоре низкого давления (КНД), среднего давления (КСД) и высокого давления (КВД). Затем смесь воздуха и топлива из камеры сгорания (КС) подается на турбину. Поток газов, имеющих высокую температуру (Тг.max.=1600К), поступая на лопатки турбины, создает вращение роторной части ГТД. Реактивная сила, возникающая в роторе, обеспечивает работу изделия.
Диски воспринимают значительные осевые и центробежные нагрузки по всему тракту проточной части ГТД. Изменения давления в проточной части компрессора увеличивают температуру воздуха и требуют использования для дисков компрессора различных материалов. Диски первых ступеней компрессора изготавливаются в основном из титановых сплавов ВТ-9, ВТ-20, . (см. таблицу 1.1). По мере роста давления и температуры в проточной части компрессора материал для дисков изменяется. Используются диски из теплоустойчивых низколегированных сталей (18ХНВА, 10ХН3А, . и другие). На последних ступенях компрессора высокого давления, где температура достигает 600-700С, используются для дисков хромоникелевые стали и сплавы 04ХН40МДТЮ, ХН45ВМТЮБР и другие.
Диски турбины ГТД работают при весьма высоких силовых и температурных нагрузках. Напряжения, возникающие в дисках, достигают 500 МН/м. Температура на входе в турбину равна Тг. кр = 1300К и Тг. мax = 1600 К., поэтому для дисков турбины в основном используются хромоникелевые сплавы с высоким содержанием никеля (62 - 73 %).
Периферийная часть диска (обод диска) воспринимает действие высоких температур. С целью уменьшения воздействия этих температурных нагрузок по профилю полотна диска создаются лабиринтные уплотнения, которые уменьшают перетекание газовой смеси к внутренней части ротора. Перепад температур по радиусу диска достигает 400К, что вызывает большие температурные напряжения в материале, приводящие к появлению трещин и в отдельных случаях к разрушению диска. Такие условия работы дисков при значительных частотах вращения требуют высокой сбалансированности элементов роторной части и отсутствия, значительных перетеканий газов в лабиринтных уплотнениях ГТД.
Диски турбины ГТД представляют собой равнопрочную конструкцию, учитывающую воздействие осевых, центробежных и температурных напряжений и неравномерность их воздействия по всему профилю.
На рисунке 4.1 представлен эскиз диска турбины первой ступени двухконтурного ГТД. Этот диск изготавливается из хромоникелевого сплава ЭИ698ПД (ХН62БМКТЮ-ПД) получаемого методом вакуумного дугового переплава. Этот сплав весьма трудно подвергается механической обработке, но благодаря комплексу хороших физико-механических свойств используется для дисков турбины ГТД:
а) Механические свойства сплава:
- твердость НВ 302. 375 единиц,
- временное сопротивление разрыву в = 1150 Мпа (117 кг/мм 2),
- относительное удлинение s = 13%,
- относительное сужение = 14%,
- сплав деформируется в температурном интервале 1160 - 1000С.
б) Химический состав:
- углерод - 0,03 - 0,07%,
- никель - 70% (основа),
- титан - 2,32 - 2,75%,
- алюминий - 2,8 -3,2%,
Сурьма, олово, висмут, мышьяк не более 1 балла по шкале спектрального анализа.
Благодаря добавлению 0,005% бора сплав существенно превосходит по жаростойкости другие сплавы. Этот сплав обладает хорошим сочетанием прочности и пластичности. Он также обладает хорошей коррозионной стойкостью.
Диск турбины первой ступени (рисунок 4.1) имеет следующие основные элементы:
- усиленная массивная ступица;
- центрирующие пояски для ориентирования диска в роторе;
- равнопрочное, конусообразное полотно диска;
- обод диска, в котором расположены пазы для установки и закрепления лопаток;
- элементы центрирования и закрепления дифлекторных и лабиринтных колец;
- высокоточные отверстия для установки и крепления дисков к валам с помощью призонных болтов.
Основными конструкторскими поверхностями диска являются поверхности К1 и К2. Эти поверхности определяют положение диска относительно передней опоры ротора. Поверхности Р1 и Р3 служат для соединения диска с элементом вала для задней опоры ротора ГТД (рисунок 1.1).
Точность выполнения данных поверхностей и точность расположения их относительно друг друга обеспечивается в пределах IT5 -IT6. Плоскостность торцевой поверхности К1 выполняется с точностью до 0,01 мм., а шероховатость этой поверхности до Ra = 2.5 мкм. Поверхность К1 создает плотное прилегание диска к торцевой поверхности вала в процессе сборки ротора. Эта поверхность определяет координатную плоскость ZOY (рисунок 4.1). Центрирование диска выполняется поверхностью К2. Данная поверхность создает координатную ось OX детали. Она выполняется по IT5 и создает при сборке ротора беззазорное соединение по поверхности Д1 диаметром 262 Н6/k5. Эта посадка обеспечивает возможные предельные значения натягов от - 0,003 мм. до - 0,058 мм.
Поверхность Д2 диаметром 266- 0,03 и прилегающий торец Р1 обеспечивают соединение диска с валом для задней опоры. Представленные конструкторские поверхности (К1, К2) создают координатную систему XYZ диска ГТД.
Относительно координатной системы XYZ в диске турбины расположены основные рабочие элементы:
- поверхности елочного замка диска;
- поверхности для центрирования и закрепления колец лабиринтных уплотнений и дефлекторов;
- отверстия для соединения диска с валом.
Ось елочного паза (рисунок 4.1, вид А) повернута к оси диска на угол , который равен в нашем случае 8. Допуск на данный угол составляет 10. Через первый паз замка проходит базовая плоскость (сечение а-а), которая определяет координатную систему установки лопатки в диске. Для создания точного положения лопаток в пазах диска базовая плоскость, начиная с нулевого паза диска, контролируется. Допустимое отклонение положения фактической базовой плоскости от номинального положения не должно превышать 0,03 мм. на длине 100 мм.
Профиль елочного замка диска получают методом протягивания. Точность геометрических параметров елочного замка (рисунок 4.1, сечение а-а) обеспечивается в следующих пределах:
- допуск на шаг зубьев паза (размеры h1,h2. hn) - 0,02 мм.,
- допуск на угол профиля паза (угол ) - 10,
- допуск на положение паза относительно оси (угол ) - 10,
- допуск на ширину паза (размеры В0, В1, . Вn) - 0,08 мм.
В процессе установки лопаток в диск осуществляется селективная сборка. При этом пазы диска разбиваются на 3 группы:
1 группа имеет размеры - 14,19 + 0,04 мм.,
2 группа имеет размеры - 14,23 + 0,04 мм.,
3 группа имеет размеры - 14,27 + 0,04 мм.
Перед установкой лопаток в диск каждая лопатка проверяется на наличие качки в замке. Эта качка проверяется на полной длине лопатки и должна составлять 0,3 мм.
Постановка лабиринтных и дифлекторных колец производится по основным К1 и Р1 и дополнительным поверхностям Р4, Р5 с правой стороны диска (элемент Б, рисунок 4.1) и Р6, Р7 с левой стороны диска (элемент С, рисунок 4.1). В процессе установки выступы колец вводятся в пазы П (вид Г), а за счет поворота кольца создают натяг в зоне размера 4,5 -0,08 мм. для правой стороны и в зоне размера 0,65 - 0,07 мм. для левой стороны. Такая сборка лабиринтных колец обеспечивает их неподвижное соединение с диском.
Отверстия для крепления дисков с помощью призонных болтов выполняются в пределах IT5 (Ø 14+0,017 мм., Ø 14,5+0,019 мм.). Свободные поверхности этого отверстия выполняется в пределах IT10 (Ø 14,2+0,07 мм.). Расположение отверстий относительно друг друга и положение их относительно конструкторских поверхностей К1 и К2 выполняется в пределах допуска - 0,04 мм.
Допустимое смещение свободных поверхностей до 0,2 мм.
Поверхности диска воспринимают значительные напряжения при эксплуатации. С целью улучшения качественных показателей поверхностей они подвергаются абразивно-жидкостной обработке, а на профиль рабочей замковой части диска воздействуют микро-шариками для создания в поверхностном слое сжимающих напряжений. Все поверхности диска подвергаются полированию для снятия вредных остаточных напряжений и получению шероховатости поверхностей до 2,5 мкм. по Ra.
Диски ротора ГТД подвергаются тщательному контролю на всех этапах обработки.
На рисунке 4.2 представлен эскиз диска пятой ступени, который расположен в средней части ротора осевого компрессора. Наружный диметр диска равен 675 мм., внутренний диаметр равен 160 мм. Это отверстие позволяет обеспечить подачу воздуха во внутренний тракт компрессора и создать охлаждение, как самих дисков, так и высоконагруженных элементов ротора диска - валов, подшипников, и т. д.
Диски компрессора имеют следующие основные элементы:
- центрирующий поясок К1 и торец К2 для ориентирования диска в роторе компрессора,
- наружный обод (ширина обода 47 мм.) служит для установки и закрепления лопаток,
- тонкостенное полотно диска (толщина полотна диска равна 3,5 мм.),
- усиленный поясок в средней части диска (толщина пояска равна 8 мм.) с 30-ю отверстиями диаметром 10 мм. для закрепления диска в роторе компрессора смешанного вида [1].
По наружному диаметру диска под углом 35 к оси расположены 65 пазов трапецеидальной формы (рисунок 4.2, сеч. а - а). Эти пазы обеспечивают ориентирование лопаток и их закрепление в осевом и радиальном направлениях. Конструкторскими поверхностями являются центрирующий поясок диаметром 330 мм. (поверхность К1) и прилегающий торец К2 . Эти поверхности выполняются с высокой точностью.
Для изготовления таких дисков используется титановые сплавы ВТ-9, ВТ-20 и др. (см. таблица 1.1).
а) механические свойства сплава ВТ-9:
- твердость НВ 269 - 363 единицы,
- временное сопротивления разрыву в = 1029 - 1225 Мпа (105 -125 кг/мм2).
- относительное удлинение s = 9%,
- относительное сужение = 25%.
б) химический состав:
- алюминий - 5,8 - 7,0 %,
- молибден - 2,8 - 3,8 %,
- цирконий - 0,8 - 2,0 %,
- кремний - 0,2 - 3,5 %.
Основой сплава является титан. Примесей в данном сплаве не более 0,865 %.
Обрабатываемость материала по отношению к стали 45 невысокая. Коэффициент обрабатываемости составляет 0,2.
Преимуществом титановых сплавов являются высокие механические свойства и коррозионная стойкость при малой плотности материала. Эти сплавы обладают термической стабильностью и не охрупчиваются при длительной работе под нагрузкой в условиях нагрева 400 - 500С. Сплав ВТ-9 является жаропрочным.
При работе ГТД в дисках компрессора возникают значительные напряжения от центробежных сил, массы самих дисков и массы лопаток, установленных на ободе. В дисках компрессора действуют также температурные напряжения, вызываемые неравномерным нагревом диска по радиусу и толщине. Напряжения от сил газов вызывают изгиб дисков.
Диски компрессора относятся к деталям, имеющим ажурные, тонкостенные, высоконагруженные элементы.

Евгений Щиголев, магистрант, Самарский национальный исследовательский университет имени академика С.П. Королёва
Использование интерметаллидных титановых сплавов вместо хромоникелевых жаропрочных сплавов может существенно снизить массу конструкции ГТД, что приведет к значительной экономии ресурсов. ВТИ4 — деформируемый сплав с повышенной технологичностью для листов с пределом прочности более 1150 МПа. Использование сплава ВТИ4
в монолитном варианте обеспечивает снижение массы конструкции до 20% и повышение рабочих температур до 150 °С, а применение композиционных материалов в аналогичных конструкциях позволит снизить их массу на 45% [1].
Интерметаллидный титановый сплав ВТИ4 с рабочей температурой до 700 °С имеет плотность 5150 кг/м3. Суммарное снижение массы деталей компрессора высокого давления, работающих при температурах 650700 °С, при замене никелевых сплавов на интерметаллидные титановые ортосплавы должно составить от 30 до 80 кг на один двигатель типа ПД14, Sam146 или др.
Внедрение интерметаллидных титановых сплавов в широкое производство деталей компрессора ГТД сегодня затруднено изза отсутствия технологий получения изделий традиционными методами обработки металлов давлением. Для решения данного вопроса проведено моделирование процесса формообразования заготовки конкретной детали — диска компрессора ГТД.
Цель исследования — определить наиболее рациональный вид заготовки диска компрессора ГТД, разработать процесс штамповки. Чертежи диска, штамповки и штампа производились с помощью системы автоматического трехмерного проектирования КОМПАС3D.
Моделирование и анализ технологического процесса проводились с помощью специализированного инженерного программного комплекса — Deform2D/3D [2]. Исходные данные для расчета — скорость и температура деформации, свойства сплава, а также чертежи штамповки и штампа.
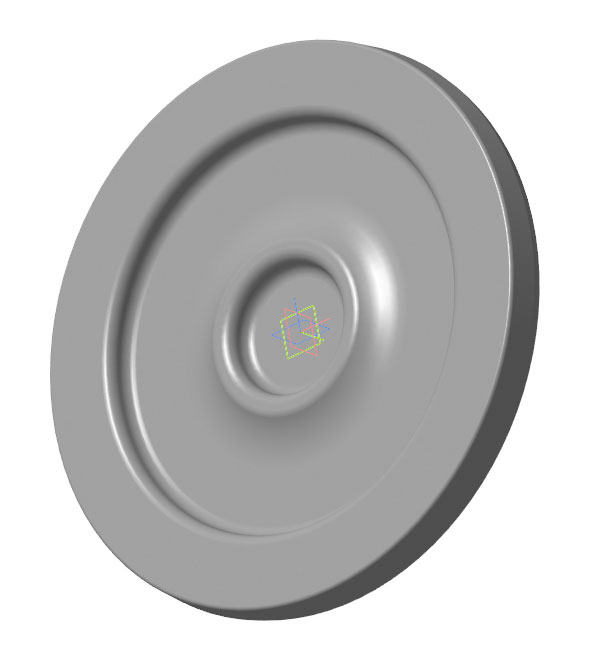
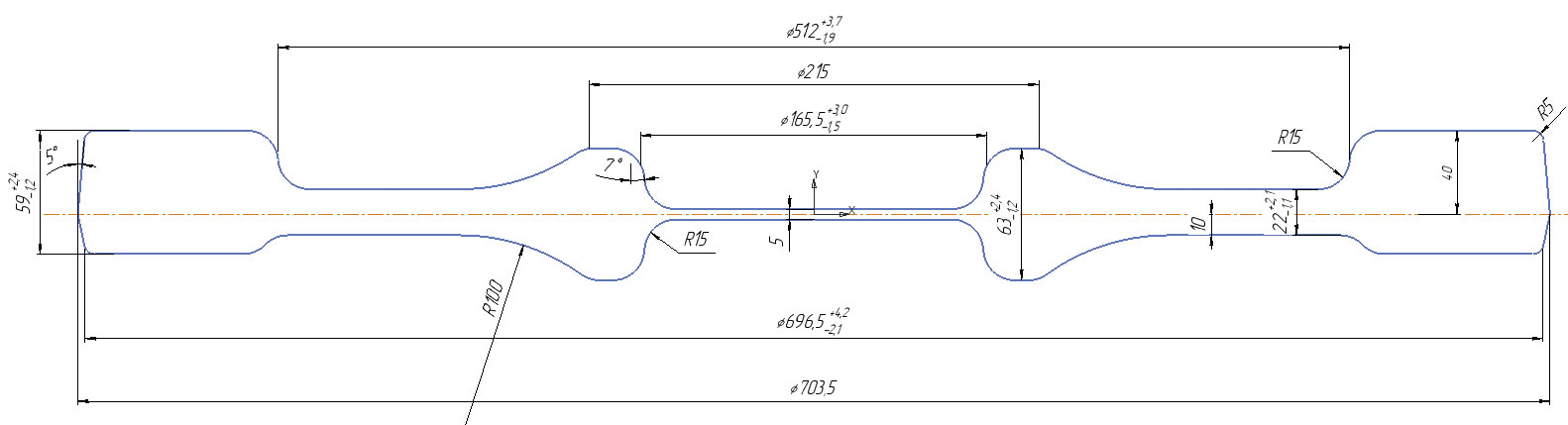
Рис. 1. Чертеж и модель поковки
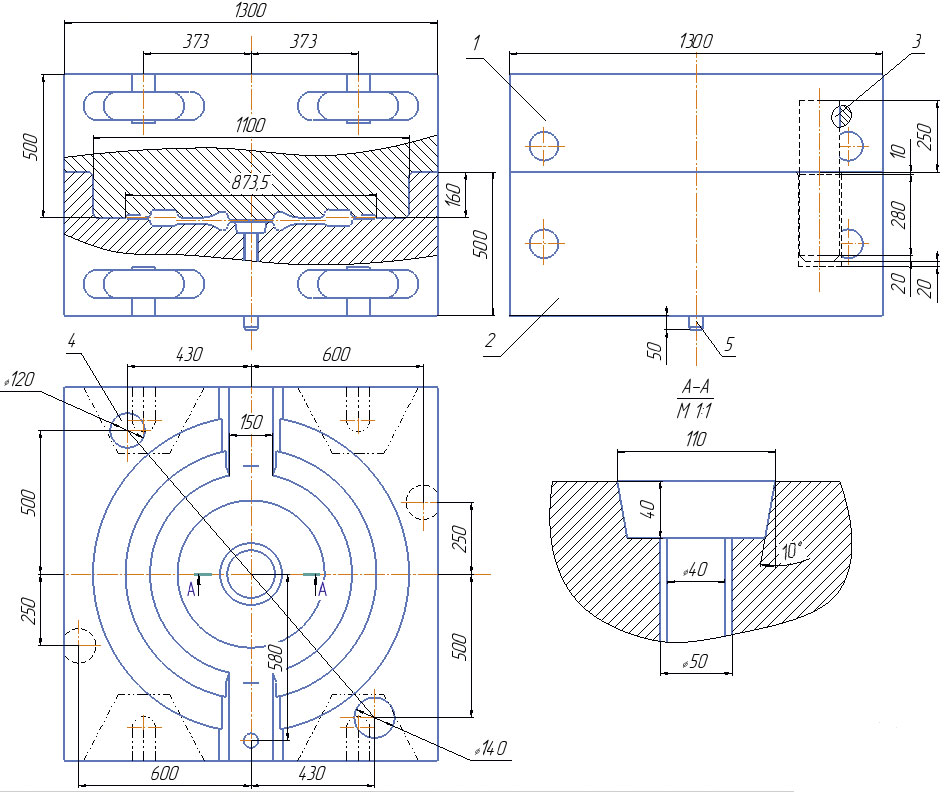
- Разработана конструкция штамповой оснастки для изготовления поковки диска (рис. 2).
- Проводилось моделирование трех видов заготовок (рис. 35).
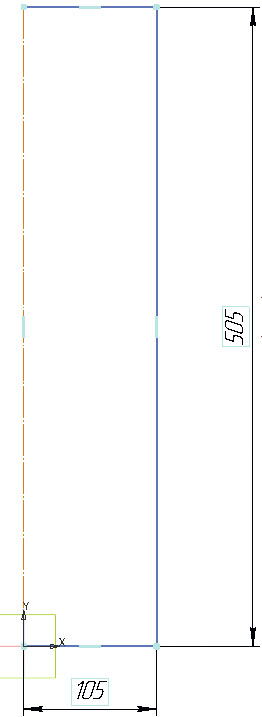
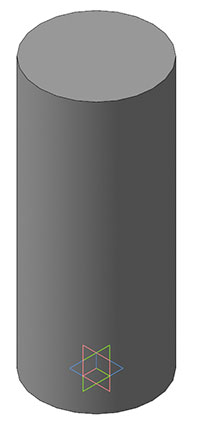
Рис. 3. Чертеж и модель цилиндрической заготовки
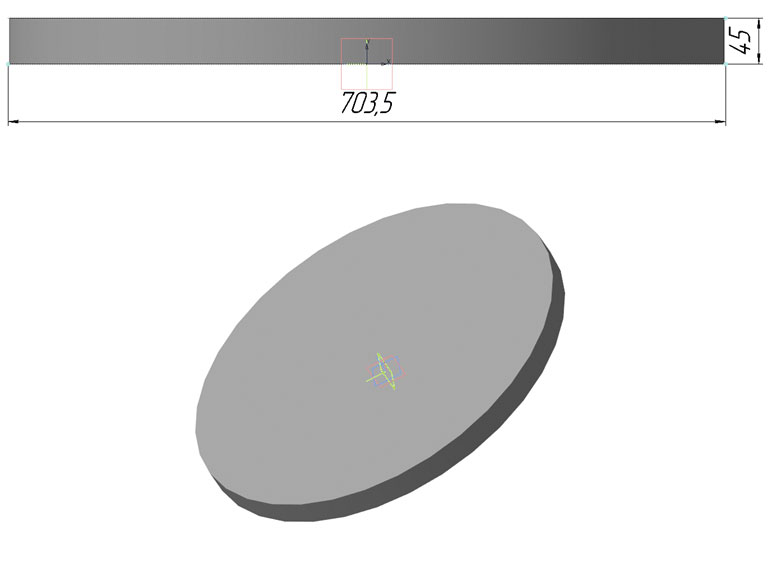
Рис. 4. Чертеж и модель альтернативной заготовки
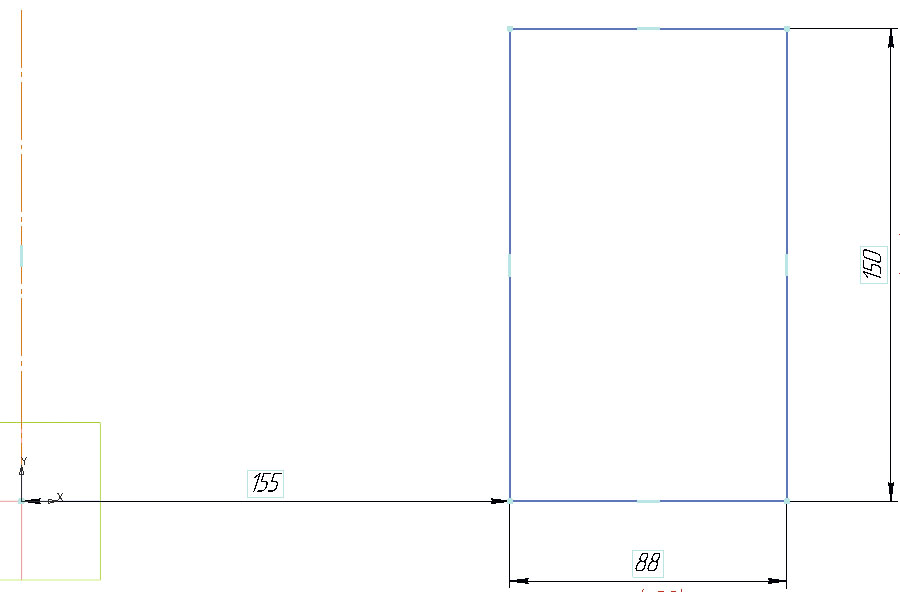
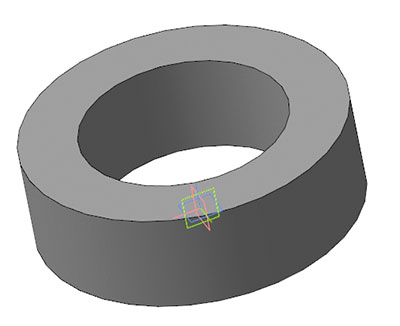
Рис. 5. Чертеж и модель кольцевой заготовки
Результатом моделирования являются данные о требуемом усилии для штамповки каждой из заготовок, распределение температуры по объему диска в течение процесса формообразования, а также характер течения металла и его скорость в процессе штамповки.
По результатам моделирования было определено, что наиболее рациональная геометрия исходной заготовки — кольцевая (рис. 6).
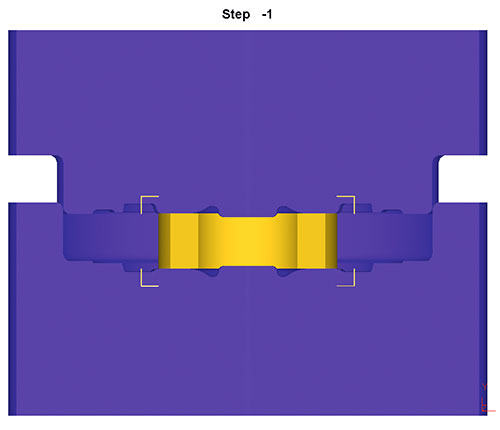
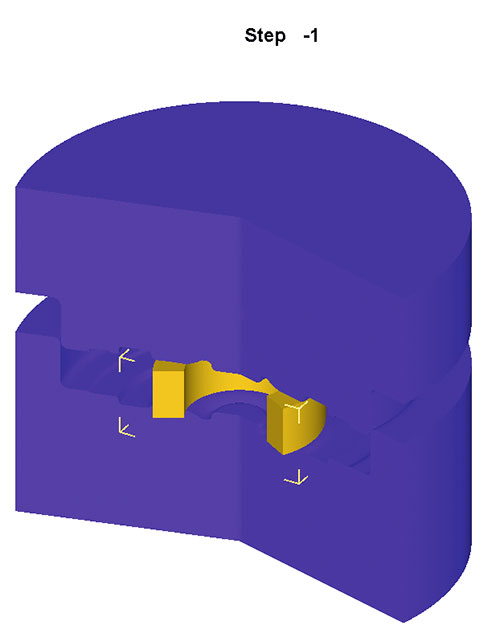
Рис. 6. Кольцевая заготовка в штампе
Использование кольцевой заготовки обеспечивает наиболее оптимальное течение металла, а также соблюдение требуемого диапазона температур штамповки (рис. 7).

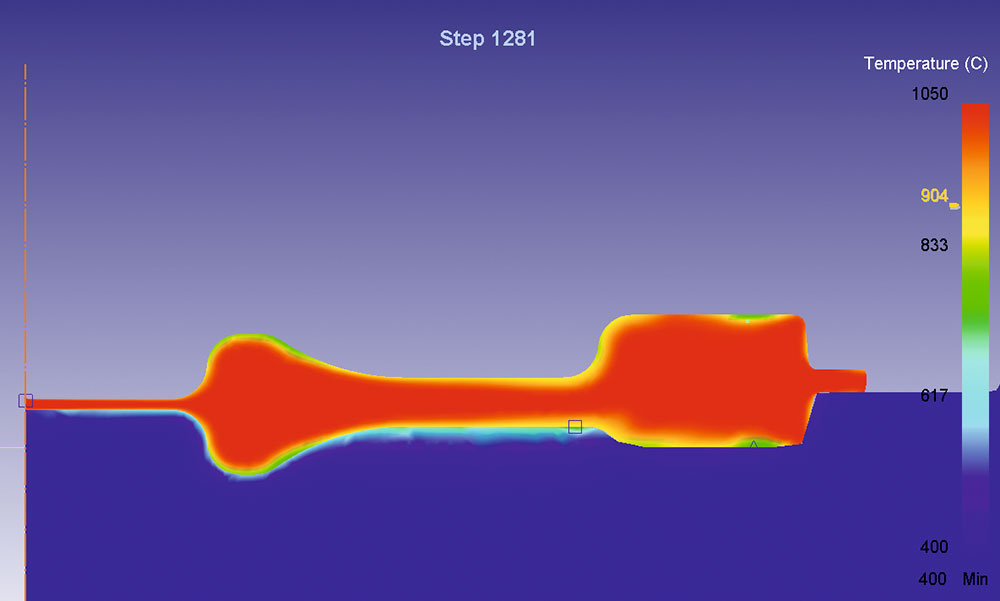
Рис. 7. Скорости и температуры штамповки
Цилиндрическая заготовка малого диаметра охлаждается в процессе штамповки до величин, при которых титановый сплав теряет свои пластические свойства, что является недопустимым (рис. 8).
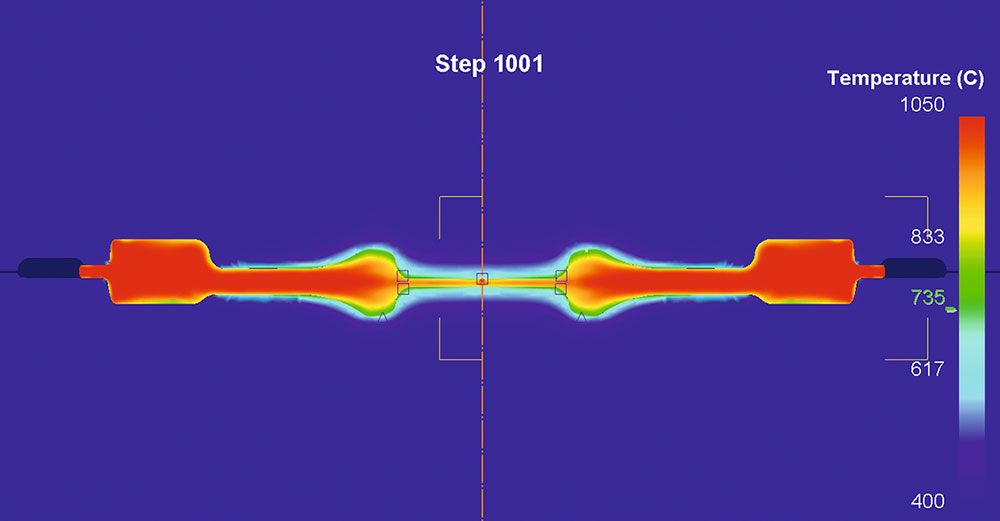
Рис. 8. Температура цилиндрической заготовки малого диаметра в конце штамповки
Промежуточный подогрев сильно усложнит технологический процесс.
Также нецелесообразно использовать цилиндрическую заготовку большого диаметра. Как показало моделирование, течение металла при штамповке такой заготовки принимает вид, показанный на рис. 9.
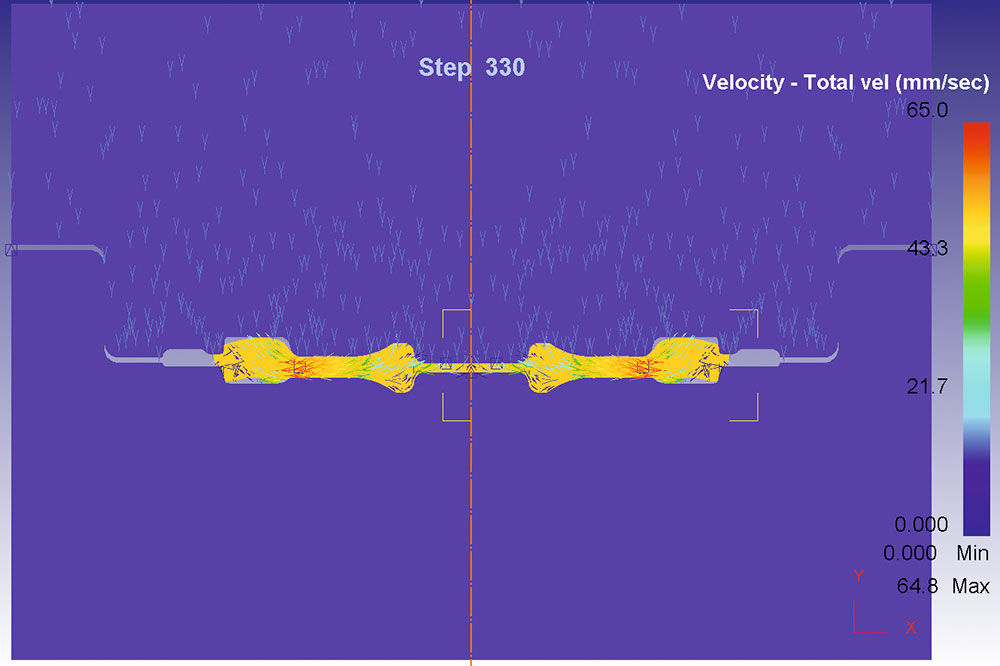
Рис. 9. Неравномерное течение металла при штамповке цилиндрической заготовки большого диаметра
При таком течении металла возможно образование зажима и получение неравномерной структуры металла по объему штамповки.
В результате исследования определена наиболее рациональная геометрия заготовки диска компрессора ГТД, разработана оценочная технология изготовления поковки диска компрессора ГТД из интерметаллидного титанового сплава ВТИ4 методом горячей объемной штамповки на гидравлическом прессе.
Главное меню
Судовые двигатели
Главная Двигатели внутреннего сгорания Наддув двигателей внутреннего сгорания Материал и изготовление колес компрессоров ротора турбокомпрессора
Для окружных скоростей, достигаемых в компрессорах, определяющей характеристикой применяемого материала является так называемая длина текучести, которая представляет собой частное от деления предела текучести на удельную массу. Эту величину можно представить себе с помощью вертикально висящей свободной проволоки, у которой предел текучести достигается под действием собственной тяжести. В качестве предела текучести у турбин и компрессоров принимается условный предел текучести ? 0,2 , т. е. напряжение, При котором остаточная деформация составляет 0,2% первоначальной длины (под действием соответствующей нагрузки в течение 10 3 или 10 4 ч). Пока степени повышения давления не превышают 4, для материалов колес компрессоров можно подставлять условный предел текучести при комнатной температуре.
В табл. 10.1 представлены важнейшие свойства некоторых алюминиевых сплавов по сравнению с легированной сталью и титаном.
Длина текучести у алюминиевых сплавов невелика, к преимуществам этих сплавов относится и их более легкая обрабатываемость, а также меньшая, по крайней мере по отношению к титановым сплавам, стоимость. Поэтому при выборе материала для изготовления колес компрессоров предпочтение отдается алюминиевым сплавам. Эти колеса обладают также малым моментом инерции, что облегчает разгон турбокомпрессора.
Из кованого материала колеса фрезеруются цельными или выполняются из двух частей, причем диск колеса (радиальная часть) штампуется, а вращающийся направляющий аппарат с изогнутыми лопатками изготовляется либо фрезерованием, либо методом точного литья. Считается, что такой способ изготовления при соответствующих технологических приспособлениях должен быть не дороже, чем литье. Кованые сплавы имеют большие значения предела прочности при изгибе и длины текучести (речь идет о современных материалах, таких как, например, перунал В).
Для обеспечения высоких степеней повышения давления в одной ступени, т. е. свыше 4, в связи с недостаточной прочностью алюминиевых сплавов при температурах свыше 150 . 200° С необходимо выбирать другие материалы и прежде всего сталь. Применение титана пока еще сильно ограничено вследствие его высокой стоимости и трудной обрабатываемости.
ИЗГОТОВЛЕНИЕ КРУПНОГАБАРИТНЫХ ШТАМПОВОК ДИСКОВ ГТД ИЗ СЛИТКОВ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА d 320 мм СПЛАВА ЭК151-ИД
Представлены результаты исследований по изготовлению крупных штамповок дисков из жаропрочного никелевого сплава ЭК151-ИД с использованием слитков промышленного производства диаметром 320 мм. Разработанный технологический процесс обеспечивает возможность изготовления крупных штамповок дисков из труднодеформируемых сплавов с регламентированными структурой и свойствами. В работе использовалась программа компьютерного моделирования процессов обработки металлов давлением QForm-3D.
Ключевые слова: диски ГТД, технологический процесс, жаропрочный никелевый сплав, штамповка, деформация, свойства, структура, gas turbine engines discs, technological process, superalloys, forging, deformation, properties, structure.
Введение
Повышение эксплуатационных характеристик авиационных газотурбинных двигателей (ГТД) в значительной мере достигается за счет применения более прочных и жаропрочных конструкционных материалов для изготовления деталей и узлов ответственного назначения [1–3].
Диски турбины и последних ступеней компрессора современных ГТД являются сложнонагруженными конструкциями, которые работают в условиях циклического неравномерного изменения температур и напряжений [4]. При этом ободная часть диска работает при высоких температурах, а ступичная часть – при напряжениях, близких к пределу текучести материала [5]. Кроме того, в ободе диска имеются пазы для крепления лопаток, что делает необходимым обеспечение достаточно высокой прочности при наличии надреза. Имеющиеся в диске охлаждающие отверстия и отверстия для болтов требуют повышенного сопротивления малоцикловой усталости.
Жаропрочные сплавы, применяемые для изготовления таких дисков традиционно являются труднодеформируемыми, требующими сложной многостадийной термической и термомеханической обработки [6]. Усложнение химического и фазового состава жаропрочных никелевых сплавов с целью достижения более высоких служебных характеристик вызывает значительные трудности при изготовлении из таких композиций деформированных заготовок дисков и других деталей с применением традиционных технологий [7].
При охлаждении из γ-твердого раствора, имеющего гранецентрированную кубическую (ГЦК) решетку, выделяется когерентная γ′ -фаза (интерметаллическое соединение на основе Ni3Al), дополнительно упрочняя матрицу. Гетерофазная структура сплавов является одним из основных факторов, обеспечивающих их жаропрочность [3].
Присутствие в структуре большого количества мелкодисперсных частиц упрочняющих фаз, сохраняющих термостабильность при температурах, близких к температуре солидус, способствует резкому снижению технологической пластичности сплавов [8]. В сплавах, применяемых для дисков ГТД нового поколения, содержание основной упрочняющей γ′ -фазы составляет ˃45% [9]. Высокая температура растворения γ′ -фазы резко ограничивает температурный интервал деформации сплавов в состоянии однородного твердого раствора – особенно в условиях контакта деформируемой заготовки с менее нагретым инструментом [10]. Выделение при этом мелкодисперсных частиц γ′ -фазы из пересыщенного твердого раствора вызывает охрупчивание сплава и повышает чувствительность к скорости деформации [11]. К числу таких композиций относится высокопрочный никелевый сплав ЭК151-ИД [12].
Основными контролируемыми свойствами дисков являются пределы прочности и текучести, жаропрочность, ползучесть, пластичность и сопротивление малоцикловой усталости (табл. 1) [13, 14].
Свойства дисков ГТД, изготовленных
из современных жаропрочных никелевых сплавов
МЦУ: σ0, МПа (при N=10 4 цикл
и 650°С) для образцов
с надрезом (r=0,25 мм)
Все перечисленные свойства являются структурно-чувствительными. Поэтому для достижения требуемого комплекса свойств необходимо управлять процессами формирования структуры на всех стадиях изготовления заготовок дисков: выплавки и последующего переплава в вакуумной печи, деформации и термической обработки. Отклонения от установленной технологии могут приводить к возникновению в материале дисков различных видов структурной неоднородности и дефектов.
Неоднородность распределения γ′ -фазы в жаропрочных сплавах на никелевой основе является следствием дендритного характера кристаллизации слитков, что сильно затрудняет управление процессами выделения и характером распределения γ′ -фазы в структуре на всех этапах технологического процесса получения штамповок дисков. Установлено, что выделения γ′ -фазы в литом материале весьма неоднородны по химическому составу – с сильным обогащением γ′ -образующими элементами.
Карбидная и карбонитридная ликвация в свою очередь оказывает значительное влияние на большинство эксплуатационных свойств сплавов. Первичные карбиды или карбонитриды (типа МС или MCN) в процессе затвердевания выделяются в виде эвтектических составляющих в межосных участках. При горячей деформации они ориентируются в направлении течения металла и образуют строчечные скопления включений, количество и размер которых зависят от содержания углерода в сплаве и режимов последующей термомеханической обработки.
Материалы и методы
Испытания на кратковременную прочность, определение модуля упругости при растяжении проводили по ГОСТ 9651 и ГОСТ 1497 на образцах, вырезанных из трех зон штамповки – ступицы, полотна и обода (по три образца на каждую температуру).
Испытания на длительную прочность с записью деформации ползучести проводили на машинах ZST2/3-ВИЭТ с компьютерной системой управления в соответствии с ГОСТ 10145 и ГОСТ 3248. Для построения зависимостей испытывали по 15 образцов при каждой температуре на трех уровнях напряжений. Пределы длительной прочности и ползучести определяли на базах 100 и 500 ч.
Испытания на длительную прочность образцов с надрезом (rн=0,15 мм) проводили по ОСТ1-90294 при двух температурах (по 10 образцов на каждое испытание).
Проверку макроструктуры штамповки проводили на соответствие требованиям ТУ1-801-5324–2005.
Результаты
Выплавка исходных заготовок
Гомогенизационный отжиг слитков ВДП проведен по усовершенствованному режиму, который обеспечивает: полное растворение избыточных фаз, присутствующих после выплавки слитка; однородное укрупнение частиц γ′ -фазы в осях и межосных пространствах; расширение температурного интервала динамической рекристаллизации, а также формирование однородной ультрамелкозернистой структуры после деформации (˂10 мкм).
С целью увеличения диаметра и улучшения структуры заготовки проводили деформацию с помощью операции подпрессовки слитка в контейнере. После подпрессовки заготовку подвергали рекристаллизационному отжигу, обеспечивающему устранение наследственных литых зерен.
Цель промежуточных отжигов при температуре двухфазной области – снижение остаточных напряжений с сохранением мелкозернистой структуры для повышения механической обрабатываемости поверхности заготовок и пластичности материала перед последующей термомеханической обработкой.
Таким образом, технологическая схема деформации для изготовления прутков из жаропрочного никелевого сплава ЭК151-ИД включала: подпрессовки для увеличения диаметра заготовки с последующей обдиркой заготовки, прессование на пруток, последующие подпрессовки с обдиркой заготовки на требуемый диаметр.
С целью оптимизации технологического процесса изготовления штамповок в программе QForm-3D проведено компьютерное моделирование процесса деформации жаропрочного никелевого сплава ЭК151-ИД. В рамках этой программы разработаны два варианта процесса с учетом различной массы исходной заготовки. Оба варианта обеспечивали формоизменение заготовки с получением штамповки требуемых геометрических размеров. Наиболее экономичный вариант выбран по массе исходной заготовки.
Для осуществления моделирования процесса деформации в программу QForm-3D дополнительно введены следующие необходимые параметры (характеристики пресса с усилием 10000 тс): минимальное и максимальное усилия пресса, скорость подвижной траверсы при рабочем ходе, температура бойков и штампа, материал бойков и штампа, время переноса заготовки от печи к прессу, скорость деформирования на операциях осадки и штамповки, материал смазки для уменьшения коэффициента трения, время установки заготовки на плоские бойки или в штамп, температура деформации при осадке, температура конца деформации, время деформирования, температура деформации в штампе, температура конца деформации, продолжительность деформирования.
Результаты компьютерного моделирования в программе QForm-3D представлены на рис. 1 и 2. На рис. 1 показано распределение температуры в объеме исходной заготовки, перемещенной из печи в штамп, нагретый до температуры 500°С.

Рис. 1. Исходная заготовка для изготовления штамповки из сплава ЭК151-ИД

Рис. 2. Параметры процесса деформации штамповки диска из сплава ЭК151-ИД:
а – распределение температуры и лагранжевая сетка; б – распределение деформации; в – интенсивность скоростей деформации; г – распределение удельных усилий
При переносе из печи в штамп, в заготовке создается неравномерность температуры, которая находится пределах 1092–1121°С, и, как следствие – разнопрочность по объему, неблагоприятно влияющая на процесс течения металла при деформации. В процессе деформации неравномерность температуры в объеме заготовки изменяется как вследствие теплообмена, так и за счет теплового эффекта, дополнительно способствуя неравномерности деформации. На конечной стадии деформации неравномерность температуры составляет уже 1000–1148°С (рис. 2, а). Неравномерность деформации оказывает влияние на формирование структуры и характер текстуры. На рис. 2, б отчетливо выделяются зоны затрудненной и интенсивной деформации, анализ которых позволяет корректировать форму штампового инструмента, а также прогнозировать неравномерность свойств в объеме деформированной заготовки после окончательной термообработки. Полезными являются также полученные в работе данные по интенсивности скоростей деформации и распределению удельных усилий на гравюре штампа (рис. 2, в, г), которые позволяют выявлять зоны наибольшего нагружения и износа штампа и использовать эти данные при конструировании штамповой оснастки, а также при расчете каждой операции штамповки. Полученные штамповки не имели поверхностных дефектов – трещин, заковов и др.
Полученные в ходе проведенной работы штамповки из жаропрочного никелевого сплава ЭК151-ИД прошли окончательную упрочняющую термическую обработку, включающую закалку и старение.
Для оптимизации термической обработки проведено исследование микроструктуры образцов, вырезанных из кольцевого припуска экспериментальных заготовок, после закалки с различных температур ниже и выше температуры полного растворения γ′ -фазы (Тп.р γ′ ) (рис. 3). В соответствии с температурой Тп.р γ ′, после оценки микроструктуры сплава (балл зерна, равномерность распределения зерен, размер частиц γ′ -фазы) выбраны и опробованы различные варианты термической обработки заготовок дисков из деформируемого жаропрочного никелевого сплава ЭК151-ИД.

Рис. 3. Микроструктура (×1000) сплава ЭК151-ИД после закалки при температурах 1150 (а), 1160 (б) и 1170°С (в) с выдержкой 1 ч и охлаждением на воздухе
В результате исследований установлен оптимальный режим термической обработки: выдержка при Тп.р γ′ -(30–40)°С, нагрев до Тп.р γ′ -(10–20)°С и выдержка при этой температуре, охлаждение на воздухе, затем выдержка при 850±10°С, охлаждение на воздухе и выдержка при 760±10°С с охлаждением на воздухе. Микроструктура сплава при термообработке по этому режиму характеризуется равномерным распределением зерен 5–6 балла и частиц γ′ -фазы.
Структура и механические свойства штамповок

Рис. 4. Макроструктура штамповки из сплава ЭК151-ИД
Несмотря на сложную форму и большую массу штамповки (177 кг), свойства при растяжении образцов из ступицы, полотна и обода находятся на одном уровне.
Термообработка с закалкой при (Тп.рγ¢-(10–20))±10°С обеспечивает повышенную по сравнению с нормами ТУ1-801-5324–2005 кратковременную прочность, при сохранении остальных свойств на уровне ТУ и паспортных значений (табл. 2).
Свойства сплава ЭК151-ИД
(на базе 10 4 цикл)
Штамповка ø605 мм
Заключения
Впервые изготовлены крупногабаритные штамповки дисков из труднодеформируемого гетерофазного сплава ЭК151-ИД с регламентированной однородной структурой (рис. 5).

Рис. 5. Заготовка диска газотурбинного двигателя из сплава ЭК151-ИД после механической обработки
Оптимизацию схемы деформации технологического процесса осуществляли с помощью компьютерного моделирования.
Оптимизирована технология термической обработки штамповок дисков из сплава ЭК151-ИД, обеспечивающая формирование равномерной структуры и высокий уровень механических свойств.
Читайте также: