
Производство шин это какая промышленность
Пневматические шины производятся в соответствии с относительно стандартизированными процессами и оборудованием примерно на 455 шинных заводах в мире. Ежегодно во всем мире производится более 1 миллиарда шин, поэтому шинная промышленность является основным потребителем натурального каучука . Шинные заводы начинают с сыпучих материалов, таких как синтетический каучук (60–70% всего каучука в шинной промышленности), технический углерод и химикаты, и производят многочисленные специализированные компоненты, которые собираются и подвергаются вулканизации.

Шина представляет собой сборку из множества компонентов, которые накапливаются на барабане, а затем вулканизируются в прессе под действием тепла и давления. Тепло способствует реакции полимеризации, которая сшивает мономеры каучука с образованием длинных эластичных молекул.
СОДЕРЖАНИЕ
Внутренний вкладыш
Внутренний слой представляет собой каландрированный лист галобутилкаучука с добавками, которые обеспечивают низкую воздухопроницаемость . Внутренний вкладыш гарантирует, что шина будет удерживать внутри воздух под высоким давлением без внутренней камеры , сводя к минимуму диффузию через резиновую структуру.
Слой тела
Основной слой представляет собой каландрированный лист, состоящий из одного слоя резины, одного слоя армирующей ткани и второго слоя резины. Первым использованным текстилем был хлопок ; более поздние материалы включают вискозу , нейлон , полиэстер и кевлар . Легковые шины обычно имеют один или два слоя кузова. Слои кузова придают конструкции шины прочность. Шины для грузовых автомобилей, внедорожные шины и авиационные шины имеют все больше слоев. Тканевые шнуры очень гибкие, но относительно неэластичные.
Боковая сторона
Боковины представляют собой неармированные экструдированные профили с добавками, которые придают сторонам шины хорошую стойкость к истиранию и устойчивость к воздействию окружающей среды. Добавки, используемые в составах боковин, включают антиоксиданты и антиозонанты . Экструзии боковых стенок несимметричны и имеют толстую резиновую поверхность для формования выпуклых букв.
Боковины придают шине устойчивость к окружающей среде. Боковина играет важную роль в усилении шины.
Бисер
Бусины представляют собой ленты из высокопрочной стальной проволоки, покрытые резиновой смесью. Проволока бортовая покрывается специальными сплавами бронзы или латуни . Покрытия защищают сталь от коррозии. Медь в сплаве и сера в поперечной связке резины для образования сульфида меди , который улучшает сцепление валика с резиной. Борта негибки и неэластичны и обеспечивают механическую прочность, позволяющую прилегать к колесу. Резина бортов содержит добавки, повышающие прочность и ударную вязкость шин.
Вершина
Ремень пакет
Ремни представляют собой каландрированные листы, состоящие из слоя резины, слоя близко расположенных стальных кордов и второго слоя резины. Ремни придают шине прочность и устойчивость к вмятинам, позволяя ей оставаться гибкой. Легковые шины обычно изготавливаются с двумя или тремя ремнями.
Протектор
Протектор представляет собой толстый экструдированный профиль, окружающий каркас шины. Составы протектора включают добавки для придания износостойкости и сцепления в дополнение к сопротивлению окружающей среде. Разработка резиновой смеси протектора - это компромисс, поскольку твердые составы имеют длительные характеристики износа, но плохое сцепление с дорогой, тогда как мягкие смеси имеют хорошее сцепление с дорогой, но плохие характеристики износа.
Подушечная резинка
Многие высокопроизводительные шины включают экструдированный компонент между комплектом ремня и протектором, чтобы изолировать протектор от механического износа стальными ремнями.
Прочие компоненты
Способы изготовления шин несколько различаются по количеству и типу компонентов, а также по составу компонентов для каждого компонента в зависимости от использования шины и ценовой категории. Производители шин постоянно внедряют новые материалы и методы изготовления, чтобы добиться более высоких характеристик при меньших затратах.
Материалы
- Натуральный каучук или полиизопрен - основной эластомер, используемый в производстве шин.
- Сополимер стирола и бутадиена (SBR) представляет собой синтетический каучук, который часто частично заменяют натуральный каучук, исходя из сравнительной стоимости сырья.
- Полибутадиен используется в сочетании с другими каучуками из-за его низких тепловыделительных свойств.
- Галобутиловый каучук используется для изготовления смесей внутренней облицовки бескамерного типа из-за его низкой воздухопроницаемости. В галогеновые атомы обеспечивают связь с каркасными соединений , которые в основном из натурального каучука. Бромбутил превосходит хлорбутил, но стоит дороже.
- Технический углерод ( сажа ) составляет высокий процент резиновой смеси. Это дает усиление и стойкость к истиранию.
- Кремнезем , используемый вместе с техническим углеродом в высокопроизводительных шинах, в качестве арматуры с низким тепловыделением.
- Сера сшивает молекулы каучука в вулканизационном процессе
- Ускорители вулканизации - это сложные органические соединения, ускоряющие вулканизацию.
- Активаторы способствуют вулканизации. Основной из них - оксид цинка.
- Антиоксиданты и антиозонанты предотвращают растрескивание боковых стенок из-за действия солнечного света и озона.
- Текстильная ткань усиливает каркас шины
Производственный процесс
Шинные заводы традиционно делятся на пять отделов, которые выполняют специальные операции. Обычно они действуют как независимые фабрики внутри фабрики. Крупные производители шин могут создавать независимые заводы на одном месте или кластеры заводов локально в регионе.
Компаундирование и смешивание
Резиновая смесь SBR с химическими составами
- SB Rubber 100 кг
- уголь 220150 кг
- оксид цинка 20,5 кг
- стеариновая кислота 13,5 кг
- ускоритель 11,2 кг
- Масло 33,5 кг
- Al 2 O 3 10,23 кг
Компаундирование - это операция объединения всех ингредиентов, необходимых для смешивания партии резиновой смеси. Каждый компонент имеет различную смесь ингредиентов в зависимости от свойств, требуемых для этого компонента.
Смешивание - это процесс механического воздействия на ингредиенты с целью их смешивания в однородное вещество. Внутренние смесители часто оснащены двумя роторами, вращающимися в противоположных направлениях, в большом корпусе, которые срезают каучуковый заряд вместе с добавками. Смешивание выполняется в три или четыре этапа, чтобы добавить ингредиенты в желаемом порядке. Сдвиговое действие генерирует значительное количество тепла, поэтому и роторы, и корпус охлаждаются водой, чтобы поддерживать температуру, достаточно низкую, чтобы гарантировать, что вулканизация не начнется.
После перемешивания каучуковая загрузка сбрасывается в желоб и подается с помощью экструдера в роликовую фильеру. В качестве альтернативы, партия может быть сброшена на открытую систему дозирования резиновой мельницы. Мельница состоит из двух валков, вращающихся в противоположных направлениях, один с зубцами, которые обеспечивают дополнительную механическую обработку резины и производят толстый резиновый лист. Лист стягивается с роликов в виде полосы. Полоса охлаждается, иногда опудривается средством для снятия липкости и укладывается в бункер для поддонов.
Идеальное соединение на этом этапе должно было бы иметь очень однородную дисперсию материала; однако на практике наблюдается значительная неоднородность дисперсии. Это происходит по нескольким причинам, включая горячие и холодные точки в корпусе смесителя и роторах, чрезмерный зазор ротора, износ ротора и плохо циркулирующие пути потока. В результате здесь может быть немного больше технического углерода и немного меньше там, а также несколько комков технического углерода в других местах, которые плохо смешаны с каучуком или добавками.
Смесители часто управляются в соответствии с методом интегрирования мощности, когда измеряется ток, подаваемый на двигатель смесителя, и смешивание прекращается по достижении определенного общего количества энергии смеси, переданной партии.
Подготовка компонентов
Компоненты делятся на три класса в зависимости от производственного процесса: каландрирование, экструзия и наращивание борта так же, как и шина.
Экструдер машина состоит из винта и ствола, винтовой привода, нагревателей и фильеры. Экструдер применяет два условия давления. Шнек экструдера также обеспечивает дополнительное перемешивание смеси за счет сдвигающего действия шнека. Компаунд проталкивается через фильеру, после чего экструдированный профиль вулканизируется в печи непрерывного действия, охлаждается для завершения процесса вулканизации и либо скатывается на катушке, либо разрезается на нужную длину. Протекторы шин часто экструдируются с четырьмя компонентами в экструдере quadraplex, один с четырьмя винтами, обрабатывающими четыре различных состава, обычно базовый состав, состав сердечника, состав протектора и состав крыла. Экструзия также используется для изготовления боковых профилей и внутренней облицовки.
Календарь представляет собой набор из нескольких рулонов большого диаметра , которые отжимают резиновые смеси в тонкий лист, как правило , порядка 2 метра в ширине. Каландры для ткани производят верхний и нижний резиновый лист со слоем ткани между ними. Стальные каландры делают это со стальным кордом. Календари используются для изготовления накладок и поясов. Шпулярная комната - это объект, в котором находятся сотни катушек с тканью или проволокой, которые загружаются в календарь. В каландрах используется последующее оборудование для резки и сращивания каландрированных компонентов.
Строительство шин
Сборка - это процесс сборки всех компонентов на барабане для сборки шин. Шиномонтажные машины (TBM) могут управляться вручную или полностью автоматизированы. Типичные операции TBM включают операцию первой ступени, когда внутренняя облицовка, слои корпуса и боковины оборачиваются вокруг барабана, борта размещаются, а сборка переворачивается над бортом. На втором этапе работы накачивается каркас шины, затем наносятся пакет ремня и протектор.
Все компоненты требуют стыковки. Внутренний слой футеровки и основной слой соединены внахлест с квадратным концом. Протектор и боковина соединяются скошенным стыком, при этом соединяемые концы имеют скос. Ремни сращиваются встык без нахлеста. Слишком тяжелые или несимметричные стыки вызывают дефекты в изменении силы, балансе или параметрах выпуклости. Слишком легкие или открытые стыки могут привести к визуальным дефектам и, в некоторых случаях, к поломке шин. Конечный продукт процесса TBM называется зеленой шиной, где зеленый цвет означает неотвержденное состояние.
Компания Pirelli Tire разработала специальный процесс под названием MIRS, в котором используются роботы для позиционирования и вращения строительных барабанов под станциями, на которых применяются различные компоненты, обычно с помощью методов экструзии и намотки ленты. Это позволяет оборудованию изготавливать шины разных размеров в последовательных операциях без необходимости менять инструменты или настройки. Этот процесс хорошо подходит для мелкосерийного производства с частой сменой размеров.
Крупнейшие производители шин разработали автоматизированные машины для сборки шин, стремясь создать конкурентные преимущества в точности изготовления шин, высокой производительности и сокращении трудозатрат. Тем не менее существует большая база машиностроителей, выпускающих шиномонтажные машины.
Лечение

Отверждение - это процесс приложения давления к необработанной шине в форме для придания ей окончательной формы и приложения тепловой энергии для стимуляции химической реакции между резиной и другими материалами. В этом процессе зеленая шина автоматически переносится на нижнее седло борта пресс-формы, резиновый баллон вставляется в зеленую шину, и форма закрывается, а баллон надувается. Когда форма закрывается и фиксируется, давление в баллоне увеличивается, чтобы зеленая шина стекала в форму, принимая рисунок протектора и буквы на боковине, выгравированные на форме. Баллон заполнен рециркулирующим теплоносителем, например паром, горячей водой или инертным газом . Температура находится в районе 350 градусов по Фаренгейту с давлением около 350 фунтов на квадратный дюйм. Легковые шины полимеризуются примерно за 16 минут. В конце отверждения давление сбрасывается, форма открывается, и шина снимается с формы. Шину можно поместить на PCI или насос пост-отверждения, который будет удерживать шину полностью накачанной, пока она остывает. Существует два основных типа вулканизационных прессов: механический и гидравлический. Механические прессы удерживают форму в закрытом состоянии с помощью рычажных рычагов, в то время как гидравлические прессы используют гидравлическое масло в качестве основного двигателя для движения машины и блокируют пресс-форму с помощью механизма блокировки затвора. Гидравлические прессы оказались наиболее рентабельными, поскольку конструкция пресса не должна выдерживать давление открытия формы и поэтому может быть относительно легкой. Существует два основных типа пресс-форм: двухкомпонентные формы и сегментные формы.
Большие внедорожные шины часто вулканизируются в печах, а время полимеризации приближается к 24 часам.
Окончательная отделка
После того, как покрышка затвердела, проводят несколько дополнительных операций. Измерение однородности шины - это испытание, при котором шина автоматически устанавливается на половинки колеса, накачивается, движется по смоделированной поверхности дороги и измеряется изменение силы. Измерение баланса шин - это испытание, при котором шина автоматически устанавливается на половинки колеса, вращается с высокой скоростью и измеряется на наличие дисбаланса.
Шины для больших коммерческих грузовиков / автобусов, а также некоторые шины для легковых и легких грузовиков проверяются с помощью рентгеновских или магнитно-индукционных инспекционных машин, которые могут проникать в резину для анализа структуры стального корда.
На последнем этапе шины проверяются глазами человека на предмет многочисленных визуальных дефектов, таких как неполное заполнение формы, оголенные корды, пузыри, дефекты и другие.
Компании-производители шин
Список шинных компаний см. В Списке шинных компаний , а рейтинг крупнейших производителей шин см. В Списке крупнейших производителей шин .
Воздействие канцерогенов в шинной промышленности
При производстве резиновых покрышек образуется несколько канцерогенных веществ, включая нитрозамины и дибензопирены .

Влас Рязанов
кандидат географических наук
4 октября 2021, 00:00
Половину внутреннего спроса на шины закрывает импорт, хотя каждая вторая российская покрышка идет за рубеж. А экспортеры полимеров ради скромного присутствия на ключевых рынках вынуждены предоставлять большие скидки

Основными экспортерами шин являются дочерние компании зарубежных брендов, давно и прочно обосновавшиеся в России, и не только на полках магазинов: они развернули здесь и собственные производства. Экспортные достижения российских химических компаний заметны в индустрии полимеров, которых уже давно слишком много для стагнирующего внутреннего потребления. Однако на крупнейших рынках наши полимеры почему-то продаются со скидкой в 10‒15%.
Парии в империи каучуков




Все эти бурные события происходили на фоне неудержимого роста внутреннего спроса, который подогревали растущий автопарк и увеличивающиеся доходы населения. Представители среднего класса начали обращать внимание на рекомендации шинных грандов менять покрышки раз в три-четыре года (см. график 1) и уж понятно, что только на изделия с известным брендом на боковине. Немаловажным фактором был и взлет сырьевых котировок, который добавлял привлекательности России как места для шинного производства (см. график 2).
Победоносное развитие рынка закончилось в 2014 году, когда вслед за обвалом нефтяных цен в России резко снизились реальные доходы населения (во втором квартале 2021 года они все еще были на 6% ниже, чем в 2013 году, в Москве ниже на 11%). Спрос на шины в России в 2016 году откатился к уровню 2003‒2004 годов, и у всех инвесторов (включая последний проект Bridgestone) возник вопрос: а куда сбывать те шины, что предназначались для внутреннего рынка? Ответ на него иностранцы нашли быстро — через глобальные сети дистрибуции покрышки с надписью Made in Russia расходятся даже в США и Канаде (см. график 3).
То ли дело в эффекте китайского масштаба производства, то ли в обыкновенном демпинге, в котором поставщиков из КНР уже подозревали. Так или иначе, если представлять российский рынок легковых шин в виде кругов Эйлера, то последние лет шесть он напоминает обручальные кольца: производство и потребление примерно равны друг другу, но пересекаются наполовину.
* Стальная пальма, выкованная в 1895 году кузнецом металлургического завода Новороссийского общества каменноугольного, железного и рельсового производств Алексеем Мерцаловым при помощи молотобойца Филиппа Шкарина и других рабочих завода. На Всемирной выставке в Париже получила Гран-при.
Китайская цена русских полимеров
То, что в России так и не появилось собственной глобальной конкурентоспособной шинной компании, — печальный факт. Однако у нашей страны есть успешный опыт экспорта другой, чуть менее дорогой нефтехимической продукции — полимеров. Государство, которое институционально поддерживало нефтехимию сначала резким увеличением штрафов для нефтяников за сжигаемый попутный нефтяной газ и отказом вводить на него НДПИ, а теперь обратными акцизами на углеводородное сырье, может гордиться. Сейчас на экспорт отправляется в два с лишним раза больше полимерного гранулята, чем десять лет назад (см. график 4).
Однако ситуация становится не столь однозначной, если от изучения объемов перейти к рассмотрению цен. Для этого возьмем данные агрегатора таможенной статистики портала Trademap, выберем Китай, Индию и Турцию, три ключевые страны — импортера российского полиэтилена, полипропилена и ПВХ, и рассчитаем отношение средних цен экспорта российских полимеров в каждую из этих стран к средней цене экспорта для всех государств. А затем проделаем аналогичную процедуру уже с ценами импорта российской продукции в каждую из трех стран, посчитав ее отношение к средней цене импорта.

Непонятно, почему вообще российская полимерная продукция, технологически, в общем, стандартная, должна продаваться крупнейшим зарубежным потребителям со скидкой. Такое было бы логично для поставщиков, чье место на мировых рынках где-то возле выхода, однако российская полимерная индустрия после серии крупных инвестиционных проектов явно претендует на иную роль в международном разделении труда. Неочевидны и возможные политические преференции такой торговли с Китаем, Индией и Турцией — их вряд ли кто видит слабыми сателлитами России, которым нужно помочь материально.

В проблемах российского полимерного экспорта можно видеть происки иностранных протекционистов, с которыми теоретически должны общаться профильные российские госорганы. Однако даже демонтаж всех невидимых внешнеторговых барьеров кардинально ситуацию в отрасли не улучшит. России уже давно пора продавать на экспорт не только базовые полимеры, но и высокомаржинальную продукцию высоких переделов. Именно на ее производство должна быть нацелена государственная отраслевая политика. Пока же немногие российские предприятия, которые выпускают и экспортируют тонкую химию, делают это на собственный страх и риск и не имеют последователей.

Я и до этого знал, что шина — предмет не простой. Оказалось, что производство еще сложнее, чем я представлял. И самое главное, я узнал секрет, откуда берутся усики на новой резине и зачем они нужны!
1. Немного истории:
Не многие знают, что давным давно шины были деревянными или металлическими (так мне рассказывали в институте). Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, однако автором пневматической шины считают шотландца Джона Данлопа, который в 1887 году придумал надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом. Именно с велосипедов и началась эра пневматических шин.

2. Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков и корд.
Производство шины начинается с приготовления резиновых смесей, которые могут включать в себя до 10 химикатов, начиная от серы и углерода и заканчивая каучуком. Из смесей на специальных станках методом экструзии делают различные заготовки для будущей шины.

3. Так, например, выглядит будущий корд на конвейере.


5. На станках изготавливаются компоненты для сборки. Процесс экструзии для большинства изделий схож, и компоненты выглядят примерно одинаково — на выходе из станка получается длинная резиновая лента.

6. Резина до вулканизации очень липкая, поэтому материал наматывают в бобины прокладывая каждый виток защитным слоем.

7. Все компоненты сортируют по типоразмеру шины, на каждую бобину приклеивают штрих-код, чтобы можно было в любой момент понять для какого типа шин изготовлен материал.

8. Станки с гигантскими катушками изготавливают бортовые кольца. Бортовое кольцо — важный элемент шины, который изготавливается из множества витков обрезиненной бортовой проволоки. Это нерастяжимая, жесткая часть шины, с помощью которой происходит фиксация на ободе диска.

9. Много-много нитей сплетаются в ряды, которые далее обрезиниваются.

10. Этот станок закругляет обрезиненную проволоку в кольцо под необходимый посадочный размер диска. Слева в кадре — ленты проволоки, справа — готовые кольца.

11. Готовые бортовые кольца.

12. На сборочных станках все детали шины соединяются в единое целое. Необходимые компоненты с бобин загружаются на ленты конвейера.

13. Так выглядит протекторная заготовка. До вулканизации это просто толстая полоса резины без рисунка протектора. Цветные линии — специальная кодировка, чтобы можно было быстро и четко понять, какой у шины радиус, ширина и высота профиля и т.д. (своеобразный штрих-код шины).

14. Бабина с заготовкой раскручивается, компонент уходит на конвейер, а защитный слой, (коричневая лента, чтобы материал не слипался) наматывается на другую катушку.

16. Потом приезжает большой робот и ловко раздувает заготовку воздухом, что-то сминает, сжимает и заворачивает и получается полуфабрикат шины.
17. По конвейерным линиям заготовки отправляются в цех вулканизации.



20. В цеху целые ряды установок вулканизации с прессформами для различных типов шин.
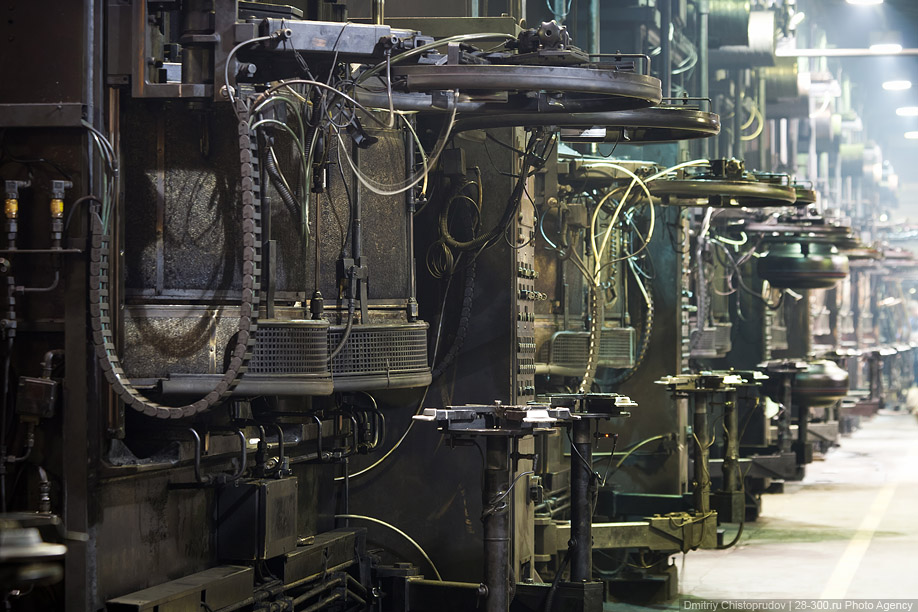
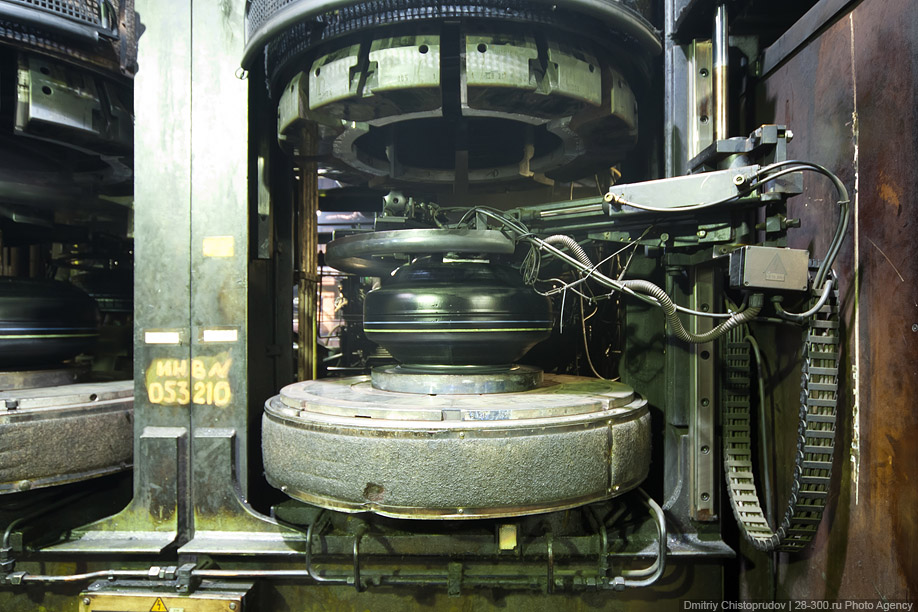
21. Слева идет процесс вулканизации, а справа пустая камера с диафрагмой, которая раздувает шину под высоким давлением.

22. Заготовка в камере, сверху видны прессформы. Под давлением по боковинам и протектору прорисовывается рельефный рисунок. Происходит химическая реакция (вулканизация), которая придает резине эластичность и прочность.
23. Так выглядит разобранная прессформа. Со временем от высокой температуры и давления прессформа загрязняется и ее следует очищать.


25. Прессформы для боковин.

26. Цех, где очищают загрязнившиеся прессформы.


28. Внутри установок по вулканизации безумно красиво!

29. Вот где нужно было снимать Терминатора.


32. Готовые шины поступают на общий конвейер и отправляются на окончательный контроль качества шин перед отправкой потребителям.


34. На контроле производится визуальный осмотр шин.

35. Дальше в работу снова включается робот, который проверят динамические характеристики каждой шины.

36. Все новые модели обязательно проходят стендовые и лабораторно-дорожные испытания в заводском опытно-испытательном центре, которые ведутся на специальных станках, где моделируются условия эксплуатации, в несколько раз превышающие по воздействию дорожные.

37. Диски под все типы шин.

38. А так выглядит стенд для испытания сразу шести шин одновременно.


40. Чтобы посмотреть на производство авиационных шин нужно получать разрешение в ФСБ.

41. В этом цехе установлены стенды, где имитируют скорости и нагрузки на колесо при взлете и посадке самолета.



Большое спасибо Павлу Кукушкину, Кремневу Юрию и Герастовскому Александру за организацию съемки!
Читайте также: