
Предпусковая сигнализация конвейера схема
Управление конвейерными линиями в простейшем случае заключается в пуске и останове электродвигателей, приводящих в действие тяговые органы конвейеров. Так как число конвейеров в линии может быть значительным, то применяется централизованное управление приводами конвейерных установок с автоматизированным пуском. В этом случае оператор подает только начальный командный импульс на пуск первого конвейера, а двигатели остальных конвейеров включаются автоматически в заданной последовательности. Тем самым централизованное управление позволяет освободить человека от непосредственного участия в пуске каждого конвейера.
При автоматизации конвейерных линий должны соблюдаться следующие основные требования:
1. Не менее чем за 5 с перед пуском первого конвейера и перед дозапуском части линии должен автоматически подаваться отчетливо слышный по всей длине конвейерной линии предупредительный звуковой сигнал, который должен прекращаться только после окончания пуска последнего конвейера.
2. Пуск конвейерной линии должен производиться поочередным включением конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завалов.
3. Дозапуск части конвейерной линии должен осуществляться без остановки работающего участка конвейерной линии.
4. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера рабочей скорости. Такая блокировка осуществляется с помощью реле скорости, контролирующего движение тягового органа.
5. Останов конвейерной линии должен осуществляться поочередным выключением конвейеров в направлении грузопотока. В случае аварийного режима на конвейере последний должен быть отключен и также остановлены конвейеры, подающие на аварийный конвейер груз. Остальные конвейеры должны работать, чтобы освободить тяговый орган от груза.
6. Оперативный останов конвейерной линии должен осуществляться с постов управления, а экстренное прекращение пуска и экстренный останов любого конвейера из любой точки по его длине – по сигналам от кабель–тросовых выключателей.
Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в работе оборудования могут привести к нарушению всего технологического процесса. Поэтому в схемах автоматизации конвейеров применяется большое число защитных блокировок, которые осуществляют автоматическое аварийное отключение конвейера при неисправности электродвигателя под действием соответствующих электрических защит; неисправности механической части конвейера (обрыв цепи скребкового конвейера, обрыв или останов ленты); затянувшемся пуске конвейера; засыпании мест перегрузки транспортируемого материала (образование заштыбовки между конвейерами); снижении скорости ленты на 25 % номинальной или при превышении скорости ленты на 8 %; при пробуксовке ленты относительно приводного барабана более чем на 10 % номинальной скорости; снижении скорости приводной звездочки скребкового конвейера на 15 % номинального значения; сходе ленты на 10 % ее ширины; при перегреве ленты или при пожароопасной ситуации.
Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей на грузо–пассажирских конвейерах, предотвращением несчастных случаев при обслуживании конвейера и т.д.
Между пультом управления, пунктами установки приводов конвейеров и пунктами загрузки конвейерной линии должна быть установлена телефонная связь или кодовая сигнализация. При аварийном отключении любого конвейера на пульт управления должен быть автоматически подан звуковой сигнал.
Экономический эффект при автоматизации конвейерного транспорта в основном достигается за счет высвобождения обслуживающего персонала.
Кроме этого, автоматизация позволяет уменьшить расход электроэнергии за счет уменьшения примерно в 2 раза времени работы конвейеров вхолостую; снизить расход материалов (тяговых цепей, ленты, запасных частей) примерно на 23 %, так как увеличивается надежность работы оборудования.
СРЕДСТВА АВТОМАТИЧЕСКОГО КОНТРОЛЯ И ЗАЩИТЫ
КОНВЕЙЕРНЫХ УСТАНОВОК
Для обеспечения надежной и безопасной работы конвейерных установок используется большое число различных средств автоматического контроля и защиты.
Реле скорости типов РСА, УКС, КДК контролируют скорость тягового органа конвейера и его исправность. При обрыве тягового органа реле скорости дает сигнал на отключение электропривода.
Источником сигналов для реле скорости служат тахогенераторные и магнитоиндукционные датчики скорости.
Унифицированное устройство контроля проскальзывания и скорости УКПС контролирует проскальзывание и скорость ленты, сигнализирует о нарушениях нормального режима, выдает команду на управление механизмом натяжения ленты, отключает привод конвейера при аварийных режимах работы. Устройство УКПС состоит из электронного блока БЭ и датчиков контроля скорости и .
Датчик скорости контролирует скорость приводного барабана, а датчик – контроль скорости ленты. Выходными сигналами этих датчиков являются импульсы напряжения, частота которых пропорциональна скорости.
Проскальзывание ленты относительно приводного барабана контролируется периодическим измерением разности количества импульсов, поступающих в блок БЭ от датчиков приводного барабана и конвейерной ленты . Эта разность пропорциональна разности линейных скоростей приводного барабана и ленты, т.е. проскальзыванию ленты относительно приводного барабана. При отсутствии проскальзывания ленты относительно приводного барабана частоты импульсов от датчиков и одинаковы.
Скорость привода конвейера контролируется путем периодического определения количества импульсов датчика за определенное время и сравнения этого количества с заданной величиной. Контроль скорости ленты также выполняется периодическим определением количества импульсов датчика за определенный промежуток времени. Подсчет числа импульсов, поступающих с датчиков скорости, и их сравнение с заданными значениями происходят в электронном блоке БЭ.
Датчик контроля схода ленты КСЛ-2 осуществляет контроль аварийного схода ленты в сторону. Датчик состоит из корпуса, гибкого привода и исполнительного устройства. В корпусе расположено исполнительное устройство, состоящее из магнитной системы и геркона, заключенного в капсулу.
При аварийном сходе в сторону конвейерная лента воздействует на гибкий привод. Это воздействие передается на трос, который перемещает кольцевую магнитную систему вдоль капсулы геркона, что приводит к переключению контактов геркона.
Датчик контроля заштыбовки ДЗШ предназначен для контроля мест пересыпов горной массы с конвейера на конвейер, а также для контроля уровня горной массы в бункерах и других загрузочных устройствах. Датчик состоит из шарикового контактного элемента, помещенного во взрывобезопасный стальной корпус, и подвешивается на кабеле, укрепленном стальным тросом. При превышении заданного уровня засыпки датчик отклоняется на угол, достаточный для перемещения шарика. Последний перемещается в сторону и замыкается с контактным кольцом. При уменьшении угла наклона шарик возвращается в исходное положение и контакт размыкается.
Контроль температуры приводных барабанов ленточных конвейеров выполняется аппаратурой АКТЛ-1, которая отключает приводной двигатель при нагреве барабанов выше допустимой температуры (65±10 °С), предотвращая возможное воспламенение ленты при ее пробуксовке. В качестве датчика температуры используется ферритовый термодатчик, являющийся сердечником катушки индуктивности. При нагреве барабана до температуры 65±10 °С резко снижается магнитная проницаемость ферритового термодатчика и соответственно уменьшается индуктивность катушки. Это приводит к появлению сигнала, который отключает цепь управления магнитного пускателя электродвигателя, и конвейер останавливается.
Аппаратура автоматизации орошения АО-3 предназначена для автоматического включения и выключения системы орошения в пунктах перегрузки горной массы с конвейера на конвейер для уменьшения пылеобразования.
В комплект аппаратуры АО-3 входят релейный блок, управляемый вентиль, датчик наличия материалов ДНМ, форсунка. При движении материала на конвейере замыкается контакт датчика ДНМ. Это приводит к включению электромагнитного вентиля и подаче воды к форсунке, установленной над сбрасывающим барабаном конвейера. В случае прекращения движения материала размыкается контакт ДНМ, катушка электромагнитного вентиля отключается, и подача воды прекращается.
Кабель–тросовый выключатель КТВ-2 применяется для сигнализации и экстренного останова из любого места конвейерной линии. Он содержит геркон, на который воздействует поле постоянного магнита. При оттягивании штока, на котором закрепляется кабель-трос, между магнитом и герконом вводится стальной экран, что приводит к размыканию контактов.
Реле времени РВИ-1М используют для создания выдержки времени при пуске мощных подземных конвейеров. Схема реле обеспечивает выдержку времени в диапазонах 0,5 – 300 с.
АВТОМАТИЗАЦИЯ КОНВЕЙЕРНЫХ ЛИНИЙ
Рассмотрим основные принципы автоматизации конвейерных линий на примере схемы, приведенной на рис. 6.1. Конвейерная линия состоит из трех последовательно расположенных ленточных конвейеров. В качестве привода используется асинхронный электродвигатель с короткозамкнутым ротором. В соответствии с требованиями, предъявляемыми к системам автоматизации конвейерных линий, схема обеспечивает:
1. Пуск конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завала в месте перегрузки. При этом команда на запуск следующего конвейера выдается после того, как грузонесущий орган включившегося конвейера разогнался до номинальной скорости.
2. Схема управления обеспечивает при аварийной остановке одного из конвейеров автоматический останов всех конвейеров линий, подающих груз на аварийно остановившийся. Остальные конвейеры должны продолжать работать, чтобы освободить тяговый орган от груза.
3. Контроль за временем пуска конвейеров. При затянувшемся пуске конвейер должен отключиться и предотвратить запуск остальных конвейеров. Затянувшийся пуск свидетельствует о неисправности электропривода либо о проскальзывании ленты, что может привести к ее возгоранию
4. Аварийную остановку конвейера и всех конвейеров, подающих груз на аварийно остановившийся при затянувшемся времени пуска конвейера, снижении скорости ленты конвейера, обрыве тягового органа, перегрузке электродвигателя конвейера, перегреве подшипников приводных барабанов, образовании завала в местах перегрузки, сходе ленты конвейера.
5 Возможность остановки конвейерной линии из любой точки.
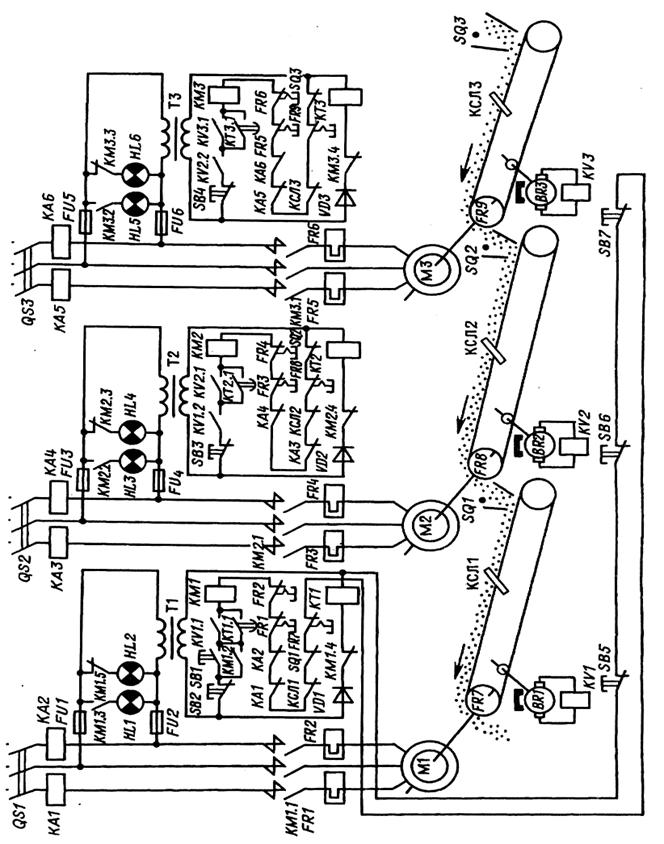
Рис. 7.1. Схема автоматизации конвейерной линии
Схема содержит следующие средства автоматического контроля и защиты конвейерной линии: реле максимального тока КА1 – КА6, тепловые реле FR1 – FR6 для защиты от перегрузки электродвигателей; тепловые реле FR7 – FR9 для защиты от перегрева приводных барабанов, реле скорости, состоящие из тахогенераторов BR1 – BR3 и реле напряжения KV1 – KV3, необходимые для контроля скорости ленты и ее защиты от обрыва; датчики контроля схода ленты КСЛ1 – КСЛ3; датчики контроля заштыбовки SQ1 – SQ3 для защиты от завала мест пересыпа горной массы с конвейера на конвейер.
В схеме управления предусмотрена световая сигнализация. Включенные красные лампы HL2, HL4, HL6 указывают на отключенное состояние электродвигателя и конвейера, зеленые НL1, HL3, HL5 – на рабочее состояние.
Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SB5 – SB7.
Перед пуском конвейерной линии должны быть включены автоматы QS1 – QS3. На схему управления подается напряжение, что приводит к срабатыванию реле времени КТ1 – КТ3 и замыканию нормально разомкнутых контактов КТ1.1 – КТ3.1.
Отметим, что реле времени является реле постоянного тока. Поэтому напряжение на катушки реле времени КТ1 – КТ3 подается через выпрямительные диоды VD1 – VD3.
Рассмотрим пуск конвейерной линии.
1. Сначала запускается электродвигатель М1 нажатием на кнопку SB1. По цепи SB2, SB1, КТ1.1, КМ1, FR1, FR2, КА1, КА2, КСЛ1, SQ1, FR7, SB5, SB6, SB7 подается напряжение на катушку контактора КМ1. Контактор КМ1 срабатывает и замыкает свои линейные контакты КМ1.1 в цепи статора электродвигателя М1. Двигатель запускается и приводит в движение ленту конвейера. Одновременно с этим замыкаются блок-контакты КМ1.2, шунтирующие кнопку SB1 и контакт КМ1.3, включающий лампу сигнализации НL1, указывающую на рабочее состояние первого конвейера. Размыкание контакта КМ1.4 приводит к снятию напряжения с катушки реле времени КТ1, которое контролирует время, необходимое для разгона двигателя до максимальной частоты вращения.
2. Лента конвейера, пришедшая в движение, приводит во вращение вал тахогенератора ВR1. При достижении лентой конвейера максимальной скорости реле КV1 срабатывает и замыкает свои контакты КV1.1 в цепи, шунтирующий контакт реле времени КТ1.1 и КV1.2 в цепи управления следующего конвейера.
Реле времени КТ1 контролирует время пуска. По истечении заданного времени реле КТ1 отпускает свой якорь и вызывает размыкание своего контакта КТ1.1 в цепи контактора КМ1. Однако контактор КМ1 продолжает получать питание через замкнутый контакт КV1.1.
3. Если лента за время, необходимое для пуска, не достигнет по каким-либо причинам своей максимальной скорости, то контакт КТ1.1 разомкнется до того, как замкнется контакт КV1.1. Двигатель М1 остановится, так как цепь питания катушки контактора КМ1 разомкнется.
4. В случае нормального пуска первого конвейера замыкается контакт КV1.2 в цепи управления второго конвейера. По цепи SВЗ, КV1.2, КТ2.1, КМ2, FR4, FRЗ, КА4, КVЗ, КА3, КСЛ2, FR8, SQ2 подается напряжение на катушку контактора КМ2. Контактор КМ2 срабатывает и замыкает свои контакты КМ2.1 в цепи статора второго двигателя М2. Пуск второго конвейера контролирует реле времени КТ2 и скорости КV2 аналогично рассмотренному случаю.
Таким образом, блокировки из реле скорости КV1 – КV3 и реле времени КТ1 – КТ3 позволяют осуществить контроль за временем пуска конвейеров.
Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SВ5, SВ6 или SВ7 либо из пункта управления кнопкой SВ2.
При срабатывании одного из видов защиты останавливается не только конвейер, на котором произошла авария, но и подающие груз на аварийно остановившийся. Например, остановка второго конвейера приводит к отключению реле скорости КV2 и размыканию его контакта КV2.2 в цепи питания контактора КМ3, что приводит к остановке третьего конвейера. Первый конвейер, который находится после второго по направлению потока груза, остается работающим.
Для автоматизированного управления конвейерными линиями в настоящее время применяется различная комплектная аппаратура. В качестве примера можно привести комплекс АУК.1М, который предназначен для автоматизированного управления и контроля работы стационарными и полустационарными неразветвленными конвейерными линиями, состоящими из ленточных и скребовых конвейеров. Комплекс может применяться также для управления разветвленными конвейерными линиями, состоящими из двух-трех ответвлений, каждое из которых управляется как самостоятельная неразветвленная линия. Количество конвейеров в линии одного направления должно быть не более 10.
Историческое сочинение по периоду истории с 1019-1054 г.: Все эти процессы связаны с деятельностью таких личностей, как.
Обряды и обрядовый фольклор: составляли словесно-музыкальные, драматические, игровые, хореографические жанры, которые.
Здесь представлены и рассматриваются простые схемы световой и звуковой сигнализации для устройств и приборов КИП и А.
Внимание! Так как все схемы работают под напряжением 220 Вольт, опробование и наладка должна производиться квалифицированным персоналом с соответствующей группой допуска по электробезопасности.
Простая схема световой и звуковой сигнализации
Схема общей сигнализации, показанная на рисунке 1 содержит минимальное количество коммутационных элементов.

Рисунок 1. Простая схема световой и звуковой сигнализации КИП и А
Принцип действия сигнализации
Если контакт прибора, вызвавший включение сигнализации размыкается, то соответственно выключается сигнализация – и световая, и звуковая. Реле K1 приводится в исходное состояние.
При использовании лампочки и сирены большой мощности, через коммутационные контакты S1. Si реле приборов может проходить большой ток, что может привести к их подгоранию и выходу из строя. Поэтому, при реализации данной схемы необходимо следить за тем, чтобы суммарный ток лампочки и сирены не превышал предельно допустимый паспортный ток для выходных устройств (реле) приборов.
Буферизированная схема световой и звуковой сигнализации
Схема общей сигнализации, представленная на рисунке 2 по принципу действия соответствует схеме сигнализации представленной выше.

Рисунок 2. Буферизированная схема световой и звуковой сигнализации
Но здесь добавлено промежуточное буферное реле K1 (~220 вольт), исключающее выход из строя контактов реле выходных устройств приборов.
При замыкании контакта реле выходных устройств приборов, через катушку реле / пускателя K1 проходит сравнительно небольшой ток, в большинстве случаев не превышающий предельно-допустимый паспортный. В то же время замыкающий, силовой контакт этого реле / пускателя, может коммутировать достаточно большую мощность для подключения лампочки и сирены свето-звуковой сигнализации.
Триггерная схема световой и звуковой сигнализации
Предыдущие две схемы сигнализации работают таким образом, что при превышении каких либо уставок загорается лампочка и включается звук, а при переходе в нормальный режим, - и свет и сирена отключаются.
В некоторых случаях может быть необходимо включении сигнализации на длительное время даже при кратковременном превышении уставок технологических параметров.
Схема такой сигнализации изображена на рисунке 3.

Рисунок 3. Триггерная схема световой и звуковой сигнализации
Принцип действия аналогичен предыдущей схеме, за исключением того, что в реле K1 добавлен нормально разомкнутый контакт самоподхвата K1.1 и кнопка сброса (выключения) сигнализации SB2.
Даже при кратковременном превышении параметра уставок приборов (замыкании контактов S1. Si), реле K1 сработает и заблокируется контактом K1.1.
Сбросить его в исходное состояние (выключить сигнализацию) можно разорвав цепь питания его катушки вручную кнопкой SB2.
Схема световой и звуковой сигнализации на реле РТД12
Схема звуковой сигнализации на реле РТД12 показана на рисунке 4.
Если предыдущие схемы идеально подходят реализации для одноканальной сигнализации, то при подключении нескольких приборов не всегда может быть удобно определять каким именно прибором вызвано включение сигнализации. Схема, приведенная ниже работает таким образом, что при срабатывании сигнализации от неограниченного числа приборов включается общая звуковая сигнализация – сирена и загорается одна или несколько лампочек, указывающая на канал (прибор, устройство) от которого сработала сигнализация.

Рисунок 4. Схема световой и звуковой сигнализации на реле РТД12
Особенность схемы заключается в том, что при замыкании одного из контактов реле выходных устройств приборов, фаза ~220 Вольт подается через соответствующую лампочку канала на вход реле РТД12, вызывая его включение. При этом лампочка горит и включается звуковая сигнализация.
При эксплуатации ленточных конвейеров необходимо соблюдать следующие основные правила безопасности.
Защитные ограждения конвейеров изготавливаются откидными (на петлях, шарнирах) или съемными, изготовленными их отдельных секций. Для удобства обслуживания конвейеров в ограждениях должны быть предусмотрены дверцы и крышки.
Ограждения, дверцы и крышки снабжаются приспособлениями для надежного удержания их в закрытом (рабочем) положении и в случае необходимости быть сблокированы с приводом конвейера для его отключения при снятии (открытии) ограждения.
В зоне возможного нахождения людей ограждаются или защищаются участки трассы конвейеров, на которых запрещен проход людей, при помощи установки вдоль трассы перил высотой не менее 1,0 м от уровня пола.
В конструкцию транспортных средств непрерывного действия входят необходимые блокировки и сигнализация.
На конвейерах, входящих в автоматизированные транспортные или технологические линии, предусматриваются устройства для автоматической остановки привода при возникновении аварийной ситуации.
В схемах управления конвейерами предусматривается блокировка или установка предупредительной сигнализации, исключающей возможность несанкционированного включения привода до ликвидации аварийной ситуации.
На участках трассы конвейеров, находящихся вне зоны видимости оператора с пульта управления, устанавливается двусторонняя предупредительная предпусковая звуковая или световая сигнализация, включающаяся автоматически до включения привода конвейера.
Двусторонняя сигнализация должна обеспечивать не только оповещение о пуске конвейера лиц, находящихся вне зоны видимости с пульта управления конвейером, но и подачу ответственного сигнала на пульт управления с участков трассы, невидимых оператору, о готовности конвейера к пуску.
На рабочих местах размещаются таблички, поясняющие значение применяемых средств сигнализации и порядок управления конвейером.
Части транспортных средств непрерывного действия, представляющие опасность для работников и которые по их функциональному назначению не могут быть закрыты кожухами, щитом и т.п., должны быть окрашены в сигнальные цвета с установкой знаков безопасности.
Необходимо соблюдение условий электробезопасности:
Электропроводку оборудования хорошо защищают от механического и химического воздействия в целях недопущения повреждения или увлажнения ее изоляции.
Корпуса оборудования, электромоторов, металлические части, защищающие электроаппаратуру, должны иметь защитное заземление.
Электрические провода на конвейере и от конвейера до рубильника защищают дополнительной резиновой изоляцией. Рама конвейера должна быть заземлена. Заземление обеспечивает защиту от поражения электрическим током.
При замыкании на землю в электроустановках напряжением 3-35 кВт не следует приближаться к месту замыкания на расстояние менее 4м в закрытых распределительных устройствах и менее 8м - в открытых распределительных устройствах.
Применение средств индивидуальной защиты:
Спецодежда: костюм вискозно-лавсановый, ботинки кожаные, рубашка х./б., перчатки, беруши.
Рабочую одежду необходимо содержать в порядке, застегнуть или подвязать обшлага рукавов, надеть головной убор, убрать волосы под головной убор.
В соответствии с требованиями вибробезопасность труда на предприятии обеспечивается: соблюдением правил и условий эксплуатации машин и введением технологических процессов, использованием машин только в соответствии с назначением, предусмотренным нормами допуска (НД); поддержанием технического состояния машин, параметров технологических процессов и элементов производственной среды на уровне, предусмотренном НД, своевременным проведением планового и предусмотрительного ремонта машин; совершенствованием режимов работы машин и элементов производственной среды, исключением контакта работающих с вибрирующими поверхностями за пределами рабочего места или зоны, введением ограждений, предупреждающих знаков, использованием предупреждающих надписей, окраски, сигнализации, блокировки и т.п.; улучшением условий труда (в т.ч. снижением или исключением действия сопутствующих неблагоприятных факторов); применением средств индивидуальной защиты от вибрации; введением и соблюдением режимов труда и отдыха, в наибольшей мере снижающих неблагоприятное воздействие вибрации на человека; санитарно-профилактические и оздоровительные мероприятия;
При обнаружении неисправностей оборудования или в других ситуациях, создающих или могущих создавать аварийную обстановку на сборочном конвейере автотранспортных средств, необходимо: прекратить работу и покинуть опасную зону; предупредить других работников об опасности; поставить в известность непосредственного руководителя.
На линии конвейера средств не допускается нахождение лиц, не имеющих отношения к выполнению операции на конкретной позиции конвейера.
Пользоваться только установленными проходами, не перелазить через конвейеры, транспортеры, уложенные на полу изделия, отходы и т.д.
Запрещается производить механосборочные работы с забинтованными пальцами без защитных резиновых напальчников.
Устанавливать и снимать тяжелые изделия (массой более 16 кг) только с помощью подъемных механизмов. Пользоваться грузоподъемными механизмами только после специального обучения, аттестации и оформленного допуска.
Применять исправные гаечные ключи соответствующих размеров. При работе ключами не наращивать трубой или другими рычагами, не пользоваться прокладками, если ключи не соответствуют размерам гаек, болтов, винтов.
Запрещается мыть руки в масле, эмульсии, керосине и вытирать их обтирочными концами, загрязненными стружкой.
Запрещается оставлять свою одежду и принимать пищу на рабочем месте.
Машины, механизмы и другое производственное оборудование, транспортные средства, технологические процессы, материалы и химические вещества, средства индивидуальной и коллективной защиты работников, должны соответствовать требованиям охраны труда, установленным в РК, иметь сертификаты соответствия.
Перед началом работы машинист ленточного конвейера должен надеть полагающуюся спецодежду и спецобувь.
Перед пуском ленточного конвейера необходимо проверить: состояние транспортерной ленты и ее стыков; исправность звуковой и световой сигнализации; исправность сигнализирующих датчиков, блокировок; наличие и работоспособность противопожарной защиты конвейера (для пожароопасных условий работы); надежность работы устройств аварийного останова конвейера; правильность натяжения конвейерной ленты; наличие и исправность роликов; наличие защитного заземления электрооборудования, брони кабелей, рамы конвейера; наличие и надежность ограждений приводных, натяжных и концевых барабанов.
Перед пуском ленточного конвейера необходимо убедиться в том, что на трассе не производятся какие-либо работы.
Не допускается пускать в работу ленточный конвейер при захламленности и загроможденности проходов.
Машинист ленточного конвейера должен принять меры по устранению обнаруженных недостатков, а при невозможности сделать это, сообщить сменному мастеру и не включать конвейеры до устранения всех неисправностей.
В случае передачи смены без остановки оборудования машинист ленточного конвейера, сдающий смену, должен сообщить машинисту ленточного конвейера, принимающему смену, и сменному мастеру обо всех имевших место неисправностях в работе обслуживаемых конвейеров. Сделать запись в журнале приема-сдачи смены. Уборка просыпи и смазка механизмов в таких случаях должна производиться в установленное время.
Обнаруженные нарушения требований безопасности должны быть устранены собственными силами до начала работы, а при невозможности сделать это машинист ленточного конвейера обязан сообщить руководителю работ и ответственному за содержание конвейера в исправном состоянии.
Машинист ленточного конвейера обязан работать в установленной спецодежде и обуви, по указанию мастера использовать также другие средства индивидуальной защиты: респиратор, противошумные наушники, защитную каску.
Машинист ленточного конвейера обязан: быть внимательным и выполнять требования установленных звуковых и световых сигналов; передвигаться по установленным проходам и переходным мостикам; следить за исправностью ограждений приводных, натяжных станций и роликоопор конвейера; следить за исправным состоянием перегрузочных точек, натяжных барабанов, редукторов питателей, автоматических устройств, установленных на конвейере, за правильной разгрузкой материалов в приемные агрегаты; содержать зону обслуживания конвейера и рабочее место в чистоте, не загромождая их посторонними предметами.
При централизованном дистанционно-автоматическом управлении технологическим оборудованием и транспортировкой перерабатываемого материала и готовой продукции запуск конвейеров производится с пульта управления диспетчером завода. Перед запуском оборудования диспетчером подаются предупредительный световой и звуковой сигналы.
Перед началом загрузки оборудования необходимо проверить работу конвейера на холостом ходу. При этом устанавливается правильность движения ленты конвейера, отсутствие боковых смещений ленты, ее состояние.
Работы по очистке и смазке конвейеров, по натягиванию и направлению ленты по роликам, по уборке просыпи вручную из-под головных, хвостовых и отклоняющих барабанов разрешается производить только при выключенном электродвигателе и снятых предохранителях, а на пусковых устройствах должны быть вывешены предупредительные плакаты "Не включать! Работают люди!". Отключение от сети необходимо производить в диэлектрических перчатках, стоя на изолирующем коврике.
Во время работы конвейера машинисту запрещается: переставлять или заменять поддерживающие и направляющие ролики; стоять на раме конвейера или находиться на движущейся ленте; направлять движение ленты, а также поправлять бортовое уплотнение вручную; уходить без разрешения сменного мастера со своего рабочего места.
Для предотвращения аварийных ситуаций необходимо не допускать схода ленты с барабанов, завала конвейера, забивки разгрузочных воронок и желобов, обрыва и пробуксовки ленты.
Во время работы ленточного конвейера не допускается: устранение перекоса конвейерной ленты с использованием металлического прута, трубы, палки и т.п., регулирование положения барабанов и роликовых опор; хранение горючих жидкостей, смазочных и обтирочных материалов вблизи пусковых устройств конвейера; применение для редукторов приводов конвейеров смазочных материалов, не рекомендованных заводом-изготовителем; работа при неисправных реле скорости, реле защиты от пробуксовки конвейерной ленты, реле схода конвейерной ленты, сигнальных устройствах и устройствах экстренной остановки конвейера, при образовавшихся завалах транспортируемого материала на конвейерной ленте; устранение пробуксовки конвейерной ленты с использованием подсыпки между лентой и барабаном канифоли, битума, песка, транспортируемого и другого материала.
Устранение пробуксовки конвейерной ленты необходимо производить при остановленном конвейере натяжением ленты способом, предусмотренным в конструкции конвейера; смазка подшипников и других трущихся деталей; допуск посторонних лиц к управлению конвейером.
В процессе эксплуатации ленточного конвейера необходимо систематически контролировать: правильность загрузки конвейерной ленты транспортируемым материалом; плавность движения и состояние конвейерной ленты; положение и работу щеток и скребков.
При работе с передвижными ленточными конвейерами особое внимание должно обращаться на ограждение мест возможного защемления в зоне набегания ленты на барабан, ролик, шкив.
Передвижные ленточные конвейеры, если они не закрыты специальными кожухами, и ленточные конвейеры, установленные в производственных зданиях ниже уровня пола, должны быть ограждены по всей длине перилами высотой не менее 1,0 м с обшивкой понизу шириной не менее 0,15 м и дополнительной ограждающей планкой на высоте 0,5 м от пола.
При перемещении передвижных ленточных конвейеров работники, производящие эти перемещения, должны находиться сзади или впереди конвейера.
При работе передвижного ленточного конвейера с подъемной рамой, имеющей подъемное устройство для изменения угла наклона, нахождение людей под поднятой рамой не допускается.
Электрический кабель, питающий привод передвижного ленточного конвейера, должен размещаться таким образом, чтобы исключались случаи наезда на него транспортных средств; разъемы секций кабеля должны располагаться под землей.
Система стандартов безопасности труда
Общие требования безопасности
Occupational safety standards system. Conveyers. General safety requirements
МКС 13.100
53.040.10
Дата введения 1981-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.09.80 N 4576
3. Стандарт соответствует СТ СЭВ 1339-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ (август 2004 г.) с Изменениями N 1, 2, утвержденными в июне 1986 г., марте 1990 г. (ИУС 9-86, 6-90)
Настоящий стандарт распространяется на конвейеры, в том числе оснащенные загрузочными и разгрузочными устройствами, применяемые во всех отраслях народного хозяйства, и устанавливает общие требования безопасности к их конструкции и размещению.
Стандарт не распространяется на конвейеры, предназначенные для перевозки людей, конвейеры, устанавливаемые на судах, в шахтах и карьерах, а также конвейеры, являющиеся составными частями (узлами) производственного (технологического) оборудования или машин.
(Измененная редакция, Изм. N 2).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Конвейеры должны соответствовать требованиям настоящего стандарта и ГОСТ 12.2.003.
1.2. Дополнительные требования безопасности к конвейерам конкретных видов, не устанавливаемые настоящим стандартом, должны быть указаны в стандартах или технических условиях на эти конвейеры.
(Измененная редакция, Изм. N 1).
2. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
2.1. В установленных на конвейерах загрузочных и разгрузочных устройствах не допускается заклинивание и зависание груза, образование просыпей. Не допускается загрузка конвейера сверх расчетных норм для условий эксплуатации, установленных в технических условиях или эксплуатационной документации.
(Измененная редакция, Изм. N 1, 2).
2.2. Не допускается падение груза с конвейера или машины в местах передачи транспортируемого груза с одного конвейера на другой конвейер или машину.
2.3. Приемная часть конвейеров, загружаемых вручную штучными грузами, должна быть расположена на горизонтальном или наклонном участке конвейера с уклоном не более 5° в сторону загрузки.
(Измененная редакция, Изм. N 1).
2.4. На наклонных конвейерах (наклонных участках конвейеров) штучные грузы при транспортировании должны находиться в неподвижном состоянии по отношению к плоскости грузонесущего элемента конвейера и не менять положения, принятого при загрузке.
2.5. Не допускается самопроизвольное перемещение в обратном направлении грузонесущего элемента с грузом при отключении привода в конвейерах, имеющих наклонные или вертикальные участки трассы. Неприводные конвейеры (роликовые, дисковые) должны иметь в разгрузочной части ограничительные упоры и приспособления для снижения скорости движущегося груза.
(Измененная редакция, Изм. N 1).
2.6. На трассах конвейеров с передвижными загрузочными и разгрузочными устройствами должны быть установлены конечные выключатели и упоры, ограничивающие ход загрузочно-разгрузочных устройств.
2.7. Грузовые натяжные устройства конвейеров должны иметь концевые упоры для ограничения хода натяжной тележки и конечные выключатели, отключающие привод конвейера при достижении натяжной тележкой крайних положений.
2.8. Наклонные и вертикальные участки цепных конвейеров должны быть снабжены ловителями для захвата цепи в случае ее обрыва, угрожающего обслуживающему персоналу.
(Измененная редакция, Изм. N 1).
2.9. В конструкциях составных частей конвейеров массой более 50 кг, подлежащих подъему или перемещению грузоподъемными средствами при транспортировании, монтаже, демонтаже и ремонте, должны быть предусмотрены соответствующие приливы отверстия или рым-болты, если без них применение стропов и других такелажных средств является опасным.
2.10. Шумовые характеристики конвейеров - по ГОСТ 12.1.003.
2.11. Вибрационные характеристики на рабочих местах обслуживания конвейеров - по ГОСТ 12.1.012.
2.12. Концентрация вредных веществ в воздухе рабочей зоны обслуживания конвейеров, находящихся в помещениях и предназначенных для транспортирования грузов, выделяющих вредные вещества, не должна превышать значений, установленных ГОСТ 12.1.005.
2.13. Требования к электрооборудованию, монтажу электрических цепей и заземлению конвейеров должны быть установлены в нормативно-технической документации на конвейеры конкретных видов и соответствовать "Правилам устройства электроустановок", "Правилам технической эксплуатации электроустановок потребителей" и "Правилам техники безопасности при эксплуатации электроустановок потребителей", утвержденных Госэнергонадзором СССР.
3. ТРЕБОВАНИЯ К СРЕДСТВАМ ЗАЩИТЫ
3.1. Движущиеся части конвейеров (приводные, натяжные и отклоняющие барабаны, натяжные устройства, канаты и блоки натяжных устройств, ременные и другие передачи, муфты и т.п., а также опорные ролики и ролики нижней ветви ленты) должны быть ограждены в зонах постоянных рабочих мест, связанных с технологическим процессом на конвейере, или по всей трассе конвейера, если имеет место свободный доступ или постоянный проход вблизи конвейера лиц, не связанных с обслуживанием конвейера.
3.2. Защитные ограждения должны быть снабжены приспособлениями для надежного удержания их в закрытом (рабочем) положении и в случае необходимости быть сблокированы с приводом конвейера для его отключения при снятии (открытии) ограждения.
3.1, 3.2. (Измененная редакция, Изм. N 2).
3.3. Ограждения следует изготовлять из металлических листов, сетки и других прочных материалов.
В сетчатых ограждениях размер ячейки должен быть выбран таким, чтобы исключался доступ к огражденным частям конвейера.
3.4. В зоне возможного нахождения людей должны быть ограждены или защищены:
смотровые люки пересыпных лотков, бункеров и т.п., установленных в местах загрузки и разгрузки конвейеров, периодически очищаемые обслуживающим персоналом;
проходы (проезды) под конвейерами сплошными навесами, выступающими за габариты конвейеров не менее чем на 1 м;
участки трассы конвейеров (кроме подвесных конвейеров), на которых запрещен проход людей, при помощи установки вдоль трассы перил высотой не менее 1,0 м от уровня пола.
3.5. Конвейеры, передвигающиеся по рельсам, если они не закрыты специальными кожухами, и конвейеры, установленные в производственных зданиях ниже уровня пола, должны быть ограждены по всей длине перилами высотой не менее 1,0 м от уровня пола.
Перила, ограждающие конвейеры, установленные ниже уровня пола, должны быть закрыты на высоту не менее 0,15 м от уровня пола.
3.6. На конвейерах, входящих в автоматизированные транспортные или технологические линии, должны быть предусмотрены устройства для автоматической остановки привода при возникновении аварийной ситуации.
3.7. На технологической линии, состоящей из нескольких последовательно установленных и одновременно работающих конвейеров или из конвейеров в сочетании с другими машинами (питателями, дробилками и т.п.), приводы конвейеров и всех машин должны быть сблокированы так, чтобы в случае внезапной остановки какой-либо машины или конвейера предыдущие машины или конвейеры автоматически отключались, а последующие продолжали работать до полной разгрузки транспортируемого груза.
3.8. Конвейеры малой протяженности (до 10 м) в головной и хвостовой частях должны быть оборудованы аварийными кнопками для остановки конвейера.
Конвейеры большой протяженности должны быть дополнительно оборудованы выключающими устройствами для остановки конвейера в аварийных ситуациях в любом месте.
При оснащении всей трассы конвейеров тросовым выключателем, дающим возможность остановки конвейеров с любого места, аварийные кнопки для остановки конвейера в головной и хвостовой частях допускается не устанавливать.
3.7, 3.8. (Измененная редакция, Изм. N 1, 2).
3.9. В схеме управления конвейерами должна быть предусмотрена блокировка, исключающая возможность повторного включения привода до ликвидации аварийной ситуации.
3.10. На участках трассы конвейеров, находящихся вне зоны видимости оператора с пульта управления, должна быть установлена двусторонняя предупредительная предпусковая звуковая или световая сигнализация, включающаяся автоматически до включения привода конвейера.
Двусторонняя сигнализация должна обеспечивать не только оповещение о пуске конвейера лиц, находящихся вне зоны видимости с пульта управления конвейером, но и подачу ответного сигнала на пульт управления с участков трассы, невидимых оператору, о готовности конвейера к пуску.
При отсутствии постоянных рабочих мест на трассе конвейера предусматривать подачу ответного сигнала не требуется.
(Измененная редакция, Изм. N 2).
3.11. На рабочих местах должны быть помещены таблички, поясняющие значения применяемых средств сигнализации и порядок управления конвейером.
(Измененная редакция, Изм. N 1).
3.12. Конвейеры, транспортирующие горячие грузы, должны иметь средства защиты обслуживающего персонала от ожогов.
3.13. Конвейеры, предназначенные для транспортирования пылевидных, пыле-, паро- и газовыделяющих грузов, должны снабжаться пылеподавляющими или пылеулавливающими системами в местах выделения пыли, отводами к местной вытяжной вентиляции в местах выделения пара или местными отсосами для подключения абсорбционных устройств в местах выделения газа.
(Измененная редакция, Изм. N 1).
3.14. Конвейеры, предназначенные для транспортирования мокрых грузов, должны быть закрыты кожухами или щитами в местах возможного брызгообразования.
3.15. Места периодической смазки конвейеров должны быть доступны без снятия защитных устройств.
4. ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ КОНВЕЙЕРОВ В ПРОИЗВОДСТВЕННЫХ ЗДАНИЯХ, ГАЛЕРЕЯХ, ТОННЕЛЯХ И НА ЭСТАКАДАХ
4.1. Конвейеры, кроме подвесных, следует устанавливать так, чтобы расстояние по вертикали от наиболее выступающих частей конвейера, требующих обслуживания, до нижних поверхностей выступающих строительных конструкций (коммуникационных систем) было не менее 0,6 м, а от транспортируемого груза - не менее 0,3 м.
4.2. При размещении стационарных конвейеров должна быть предусмотрена возможность применения в доступных местах трассы конвейера механизированной уборки из-под него просыпавшегося (счищенного) груза.
(Измененная редакция, Изм. N 1).
4.3. В производственных зданиях, галереях, тоннелях и на эстакадах вдоль трассы конвейеров должны быть предусмотрены проходы для безопасного обслуживания, монтажа и ремонта.
Читайте также: