
Поршневая группа иж юпитер 5 повышенной мощности
С этого дня начинается что-то дикое и возможно не совсем рациональное, но тем не менее, согласитесь, сделать что-то .
как установить поршни от Yamaha Dt 175? ответ: НИ КАК! нет, в принципе то всё возможно, но объем переделок .
ВПЕРВЫЕ УВИДЕЛ такие повреждения гильзы!! "Мамкиным" тюнинХерам на заметку - что бывает когда предел прочности .
RD350 или Иж Юпитер 5, сравнение поршневой группы. На сколько хорошь Японский юпитер Не забывайте оценить это .
Первый запуск двигателя от иж юпитер 5, с поршнями от yamaha rd 350, 2 карбюраторами pwk28 с лепестковыми .
У видео я расскажу виды доработок поршней. которые я знаю и которые можно применить на любой советский 2т .
Ну вы решить каждый сам 6060 но 65 грамм получается разница между поршнями 55 грамм вот то есть все видят да вот .
Ремонт, форсировка, тюнинг и доработка двигателя мотоцикла Иж, Ява, Минск, Восход. Установка тонких колец от Опель .
Aiki я пришел просто на рынок и сказал дайте мне самая лучшая поршня которые у вас есть для юпитера продавец сказал .




0
Третье продувочное окно добавит мощности на больших оборотах и улучшит продувку цилиндра. Циркуляция через поршень смеси бензина с воздухом улучшит смазку и охлаждение поршня сдувая горячую подушку под ним,
исключая его заклинивание.
0
0
Многие технические характеристики транспортного средства определяются в первую очередь его двигателем. Двигатель можно форсировать(улучшить технические характеристики двигателя за счет ресурса) двумя способами - при помощи увеличения объема двигателя(чаще расточкой цилиндра, реже - за счет увеличения рабочего хода поршней, при помощи изготовления другого коленвала), или при помощи увеличения оборотов двигателя. Первый способ весьма трудоемкий и дорогой при не очень большом выигрыше в мощности. Второй способ - более простой ( но тоже не легкий), при достаточно большом выигрыше в мощности. Что же надо сделать для того чтобы двигатель развивал большие обороты. Для этого надо уметь изменять правильно фазы газораспределения (которые в 2-тактном двигателе управляются окнами в цилиндрах) Умея правильно растачивать окна в цилиндрах, можно получить более "тяговитый" мотор или же наоборот более "оборотистый".Но табун лошадиных сил в моторе нужно кормить, поэтому нужно запихнуть в мотор как можно больше топливной смеси. Для этого расширяют фазу впуска. Но фазу впуска топливной смеси, невозможно увеличивать до бесконечности, потому что в 2т моторах возникает явление которое называется "обратным выбросом".В итоге мотор начинает "выплевывать" топливо в воздушный фильтр. В результате чего выброшенное топливо оказывается на свободе, а мотор довольствуется тем топливом которое он получил, разумеется в этом случае мощность оказывается более низкой, нежели если бы в мотор попало вся топливная смесь, да и сам мотоцикл становится более "прожорливым", т.к. выброшенное топливо никуда не расходуется. Именно для устранения этого недостатка нужен Обратный Лепестковый Клапан который можно легко установить на Юпитер. Это устройство пропускает топливо в одну сторону (из карбюратора => в цилиндр) и не пускает в обратную сторону.
Что позволяет расширять фазу впуска двигателя хоть до 360 градусов.
Для того чтобы увеличить производительность системы впуска, нужно либо поставить карбюратор повышенной производительности , либо установить на каждый цилиндр по отдельному карбюратору. Последний способ увеличит мощность еще и тем что двигатель будет работать равномернее, стабильнее (если конечно все правильно отрегулировать)
0
При сборке коробки передач двигателя "Юпитер" необходимо обеспечить, а в процессе эксплуатации контролировать зазор 0,1 - 0,5 мм между первичным и вторичным валами. Зазор регулируется шайбами толщиной 0,2 - 0,5 мм между торцом наружной обоймы подшипника первичного вала и стопорным кольцом со стороны муфты сцепления.Для обеспечения нормальной работы коробки передач необходимо толщину шайбы между шлицевым торцом первичного вала и втулкой вторичного вала выбирать в зависимости от размера между плоскостью правой половины (плоскостью разъема) картера и торцом втулки вторичного вала (вторичный вал установлен на подшипнике в правой половине картера). При размере 24,960 - 25,268 мм устанавливается шайба толщиной 2,0 мм, при размере 25,268 - 25, 576 мм - толщиной 2,5 мм. Перед установкой промежуточного вала необходимо проверить расстояние в правой половине картера от плоскости разъема картера до торца внутренней обоймы подшипника и за счет установки шайб толщиной 0,5 - 0,3 мм обеспечить размер 43,95 - 44,05 мм. Зазор между стопорным кольцом промежуточного вала со стороны муфты сцепления и торцом наружной обоймы подшипника должен быть 0,1 - 0,4 мм и регулируется установкой шайб, при этом подшипник перемещается по отверстию картера легкими ударами.
Головки цилиндров подожмите, подрезав их торцы на токарном станке. Объем камеры сгорания определите методом пролива - он не должен превышать 19 куб. см (что соответствует степени сжатия 10,2). Еще больше наращивать степень сжатия рискованно - головки цилиндров (особенно у “Ю-4”) теряют жесткость. Под головки установите заводские медные прокладки от “Ю-5”. После переделки придется ездить на Аи-92, но я рекомендую А-95. И, конечно, отрегулируйте угол опережения зажигания под увеличенную степень сжатия. Опытным путем я остановился на значении “2 мм до ВМТ”; при угле в 2,2-2,3 мм возникает детонация на средних оборотах. И вкрутите хорошие свечи зажигания, скажем, PAL или Brisk OT“Jawa”, аналогичные нашим А-23(В), А-26.
Мощность двигателя “Ю-4” возросла до 35-37 л. с. при 7100 об/мин Теперь могу ездить в спортивном стиле. Чтобы подчеркнуть этот стиль, установил на мотоцикл “лежачий” руль от древней “Планеты”, повернутый задом наперед, за счет этого рукоятки опустились. Сантиметров на 10 отодвинул назад подножки. Мой спортбайк уверенно обгоняет стандартные “Явы”и“Юпы”
0
Понятие форсировка Иж Юпитер 5 начинается с цилиндров!Их доработка вернет утраченную мощность. Уберите ступеньки во впускных и выпускных окнах, образовавшиеся от сместившейся гильзы. Эти операции можно исполнить примитивными напильниками с разными профилями (плоский, круглый, полукруглый). Но лучше воспользоваться комплектом шарошек и бормашинкой - они продаются в магазинах запчастей. Потратите немножко времени на поиск этих приспособлений, но сэкономите кучу времени и сил в гараже. Максималистам же придется подправлять и продувочные окна, а может быть, и профиль самих каналов в теле рубашки цилиндра. О том, как это сделать, можно прочитать на страницах "Мото" (№ 9 за 1998 год). Вот что важно: окна и каналы обязаны быть идентичными по форме и размерам. В заключение работ с цилиндром рекомендуем снять фаски с окон гильзы и отполировать каналы. Даже такой скромный объем доработок оптимизирует наполнение цилиндров, что улучшит топливную экономичность, поднимет мощность.Поколдуйте с поршнями. Демонтируйте их с шатунов, снимите компрессионные кольца. На всякий случай, проверьте тепловой зазор в стыке колец, вставив их в цилиндр. Если он поменьше 0,15 мм, аккуратно подпилите надфилем торцы колец, если больше 0,3 мм, - без замены не обойтись. На поршнях удалите облой -ненужный металл, оставшийся после литья. Традиционно он "произрастает" в зоне продувочных окон на юбке поршня. Непременно выровняйте массу поршней. Срезать "мясо" следует с юбки поршня, не нарушая ее конфигурации и не допуская местного истончения стенок. Конечный штрих -полировка днища: за гладкую поверхность нагару сложнее будет "уцепиться". Устанавливая поршни в мотор, проверьте, насколько верно "сидят" в их теле штифты поршневых колец. И еще, стопорные кольца поршневого пальца не должны свободно проворачиваться в своих канавках. В противном случае их следует снять, разжать и установить опять. Поршневой палец, наоборот, должен легко перемещаться в верхней головке шатуна, но без радиального люфта. Проверили? Сейчас можно начинать сборку мотора.Но прежде измерьте толщину головок цилиндров в зоне отверстия под свечу зажигания. Дальше, установив цилиндры и головки, измерьте поочередно в каждом цилиндре расстояние от днища поршня в расположении ВМТ до наружной плоскости головок цилиндров. Вычитая из крупных величин меньшие, можно узнать расстояние от днища поршней до стенок камеры сгорания. Теоретически полученные цифры обязаны быть идентичными, на практике же снова следует от большего отнять меньшее. Разница - толщина дополнительной прокладки под головку цилиндра с большей степенью сжатия либо глубина торцевания посадочной плоскости головки цилиндра с меньшей степенью сжатия.
0

Самая важная часть работы – доводка цилиндропоршневой группы. Исходите из того, какой двигатель доступней – “Юпитер-4” или “Ю-5”. “Четверка” в штатном исполнении более формирована (28 л.с./5900 об/мин против 24 л.с./5000 об/мин) а значит, возни с ней меньше.
Развертки цилиндров "ИЖ-Юпитер4" и "ИЖ-Юпитер5" (справа): черные линии - стандартный вариант ("Классик") красные - доработанный ("Спорт")
В вариантах “Классик” фазы газораспределения оставил нетронутыми. К сожалению, установить цилиндры от “Ю-4” на “Ю-5” невозможно - в двигателях разное расстояние между шпильками крепления, а также не совпадают продувочные каналы. Придется выбирать: либо “запиливать” стандартные цилиндры “Ю-5”, либо искать картер, цилиндры и головки от “Ю-4”. В любом случае, доводы каналов, расширения окон и очистки их от “утыков” и неровностей не избежать (подробно эти работы описаны в “МОТО” №4/99, с. 66).
Чтобы повысить мощность мотора “Ю-5” за счет наращивания оборотов, подрежьте верхнюю кромку выпускного окна на 1,5-2 мм.
Поршни обязаны весить одинаково, а окна в них - совпадать с продувочными окнами в цилиндрах и не перекрывать их. По кромкам поршневых колец снимите фаску. Поршневые пальцы облегчите проточкой на конус на конце, с их торца также снимите фаски. Обкусите “хвостики” стопорных колец, чтобы поршневой палец не подрезал их.
Постарайтесь найти коленвал с игольчатым подшипником в верхней головке шатуна. Такие валы стоят на “жидкостной” версии “Юпитеров”, они взаимозаменяемы с валами других моделей. Чтобы подшипник верхней головки шагу" смазывался лучше, просверлите в ней, в головке, два отверстия диаметром 3-3,5 мм, как это сделано в “Планете”. Опыт показал, что штатные алюминиевые сепараторы не слишком надежны. Если есть желание повозиться, изготовьте их из бронзы. Или сделайте насыпные игольчатые подшипники (иглы, по 25 шт., - из крестовины автомобиля “Волга”, по бокам каленые стальные шайбы.
0
Для “Юпитеров” с кубатурой каждого цилиндра 175 куб. см идеально подойдут настроенные резонаторы от ковровских мотоциклов. Нужно будет определиться, что важнее - равномерная тяга в среднем диапазоне оборотов или “выстрел” на высоких. Хотите мощности в “середине” - заимствуйте резонатор “ЗиД-200”, для “выстрела” на “верхах” - от “мотоболки” СМБ-2
Из какого материала должна быть труба? Чтобы сэкономить, поищите старую газовую или электроплиту. Из ее боковых стенок толщиной 0,8 мм можно полностью развернуть весь резонатор. Варить выпускную трубу лучше всего газосваркой, но можно и электрической, типа “кемпи”.
Изготовьте из обрезка старого глушителя от “четвертого” или “пятого” “Юпитера” или “третьей” или “четвертой” “Планеты”. Используйте цилиндрическую часть без перегородок. “Флейту” сделайте из материала, устойчивого к нагреву, например, из соединительного патрубка глушителей “Урала”. В нем просверлите отверстия, а пространство между трубкой и корпусом заполните стекловатой. Выхлопной патрубок оставьте “родной”. Только укоротите и к резонатору его приварите, а не крепите гайкой.
Следующий шаг - система впуска. “Программа минимум” - установить карбюратор от “Планеты-5” (К-65И) с диаметром диффузора 32 мм. Придется немного распилить впускные окна в цилиндрах и фланце патрубка. Чтобы существенно повысить динамику разгона, а заодно добиться синхронной работы цилиндров, необходимы два карбюратора. Вспомните, на иномарках этов порядке вещей: сколько цилиндров -столько карбюраторов. От штатного патрубка возьмите фланцы крепления к цилиндрам, выточите пару втулок из алюминия, а от впускного патрубка от “Планеты” отрежьте привалочный фланец карбюратора. Второй фланец возьмите из старого “юпитерского” карбюратора. Сварите аргоном или склейте “холодной сваркой” детали и доработайте узел до полного совпадения с впускными каналами в цилиндрах. Внутренние щели (если они есть) заполните той же “холодной сваркой” или эпоксидкой (в качестве наполнителя используйте алюминиевую пудру или алюминиевые опилки). Затем вышкури-те внутреннюю поверхность.Какие выбрать карбюраторы? Для равномерной тяги до 100 км/ч подойдут К-65В (от “Восхода”). Желательно заменить в них распылители, иглы и главные топливные жиклеры на аналогичные от К-65Д. Сейчас продаются и отдельные ремкомплекты для карбюраторов, стоят они недорого. Уровень топлива в поплавковой камере оставьте прежним.
0
7) Все подшипники деталей двигателя и других узов, где температура достигает 60 и более градусов смазать графитовой смазкой — она не боится выских температур, а где температура ниже – Литолом-24. Эксплуатация подшипников без смазки – запрещена!
8) Опытные механики ставят бесконтактную систему зажигания на мотоцикл ИЖ Юпитер 5. а именно: коммутатор – от Лады 2108, датчик Холла – от фирмы VAG, либо аналогичные и двухвыводную катушку от автомобиля ОКА .
9) Улучшаем выхлопную систему – ставим прямоток. Глушители модернизируем и максимально снижаем сопротивление на выпуске. Внутренняя полировка компонентов выхлопной системы – тоже нужна. За счет лучшей способности мотора “дышать” – увеличивается мощность.После тюнинга двигателя и выхлопной системы, мотоцикл ИЖ Юпитер 5 выдает мощность 35–38 л.с. при 9000 об/мин. Разгон до 100 км/ч занимает около 6,5 сек. При этом максималка поднимается до 165 км/ч.После форсировки двигателя рекомендуется усилить сцепление. Поскольку при активном стиле вождения стандартное сцепление будет быстрее изнашиваться из-за увеличенной тяги и мощности двигателя. Стандартные диски вынимаются и меняются на стальные утолщенные диски. Это исключит проскальзывание и несколько утяжелит сцепление, но ресурс будет в 2-3 раза больше, чем у стандартного.
0
Тюнинг двигателя мотоцикла ИЖ Юпитер 5
Двигатель мотоцикла ИЖ Юпитер 5 очень хорошо поддается форсированию. Поэтому при тюнинге прежде всего поддают улучшениям двигатель.
1) Сначала необходимо перепрессовать коленчатый вал. Коренные подшипники данного вала меняются на новые подшипники от вторичного вала мотоцикла Ява. Это повысит ресурс коленвала. Можно так же ставить коленвал на игольчатые подшипники — они выдерживают повышенные нагрузки и КПД у них немного выше, чем у других. Не забываем тщательно отполировать коленвал и смазать подшипники.
2) Увеличиваем и качественно полируем каналы впускного коллектора
3) Ставим карбюратор от мотоцикла ИЖ Планета-5 с диметром диффузора 32 мм. Некоторые механики увеличивают диаметр диффузора до 36 мм. Но тут гланое не переборщить! Для большего эффекта и существенного увеличения динамики разгона — ставим два карбюратора – по одному на каждый цилиндр. И правильно настраиваем их. Как альтернативу – можно использовать карбюраторы от мотоцикла Восход К65В, а так же от мотоцикла Ява
4) Проводим доводку поршневой. Поршни должны иметь одинаковый вес. Поршневые пальцы желательно облегчить путем проточки на конус в торце, после этого снять фаски с торцов. Облегчаем и полируем шатуны. Головки цилиндров – тщательно очистить от нагара и качественно отполировать. Под головки цилиндров поставить медные заводские прокладки мотоцикла ИЖ Юпитер 5. После всего этого правильно выставить угол опережения зажигания.
Перед тем как вытащить свой ИЖ Юпитер из гаража после длительного зимнего простоя, стоит уделить время для ревизии его основных деталей, в число которых входит двигатель и непосредственно поршневая часть.
Поршневая на Иж Юпитер 5
После проведения инвентаризации запасных частей и при поиске замены вышедших из строя деталей на современном моторынке вам наверняка попадутся на глаза новые поршни на Иж Юпитер диаметром от 62мм до 63мм (ремонтный шаг поршней и колец составляет 0,25мм)
Стоит разобраться подробнее, что же такого особенного в этих новых поршнях.
Ассортимент поршней для Юпитера
Новая поршневая на иж юпитер 5 имеет несколько преимущественных особенностей. Главное преимущество в том, что эти модели поршней не изменяют своих размеров при нагревании.
Поршни изготовлены из специального материала и проходят термическую обработку, что позволяет им не изменять своего размера даже при достаточно высокой температуре.
Когда двигатель становится слишком горячим, его поршни могут нагреваться, высокая температура приводит к увеличению диаметра поршней и, таким образом, цилиндр для них становится слишком маленьким.
Можно купить поршневую на иж юпитер 5 от европейских производителей, в основном из Польши.
Они доступны для большинства советских мотоциклов:
- Днипро,
- Урал,
- К-750,
- Jawa,
- ИЖ Юпитер,
- ИЖ Планета и пр.
Есть также ряд китайских аналогов, однако они существенно уступают в качестве оригинальным советским или польским поршням.
Следует внимательно смотреть на аналоги, потому что они не дадут никаких преимуществ, которые вы можете получить от оригинальных поршней из Европы.
Преимущества использования современных поршней юпитер
Первое преимущество очевидно — вы можете забыть о захвате тепла.
Это особенно важно для тех, кто живет в теплом климате и использует свой мотоцикл в жаркие летние дни.
Многие автомобили и мотоциклы отлично работают в летнее время.
Другое преимущество современных поршней заключается в том, что они позволяют создавать очень маленькие зазоры между поршнями и цилиндрами. При тюнинге заводского двигателя мотоцикла возможно сделать эти зазоры 0,02 мм. Причем у вас не будет никаких проблем с этим, даже несмотря на очень интенсивную езду на велосипеде в жаркие летние дни.
Третье преимущество, по крайней мере для двигателей, где установлена поршневая иж юпитер 5, состоит в том, что поршни доступны как для стандартных, так и для автомобильных колец. Можно купить поршни и для автомобильных колец.
Это позволит использовать автомобильные кольца высокого класса. Они намного эффективнее и надежнее стандартных колец для ИЖ Юпитер. Эти кольца также спасут масло от сжигания в камерах сгорания.
Современная сборка поршневой иж юпитер 5 увеличивает компрессию, позволяя использовать бензин с более высоким октановым числом и улучшая характеристики двигателя.
Подводя итог по преимуществам использования поршней, можно сказать, что установка современных деталей сделает ваш двигатель более надежным, защитит его от перегрева, сократит потребление масла и улучшит характеристики двигателя.
Как купить качественные поршни юпитер
Хорошие поршни производятся в Европе. Если вы живете там или у вас есть друзья/ родственники, вы можете узнать, где именно детали произведены, и купить их у производителя.
Также можно купить поршневую на юпитер 5 у местного официального дилера таких запчастей. Как правило, на российском рынке также доступна поршневая на иж юпитер 5, цена на нее примерно 40 долларов США.
Как правильно установить поршни в цилиндрах юпитер 5
Существует два способа установки поршней: простой и правильный. Большинство владельцев мотоциклов предпочитают легкий путь, но если вы хотите получить максимум от своего двигателя, рекомендуется приложить некоторые знания.
Многие владельцы мотоциклов и сами прекрасно знают, как устанавливать новые поршни. Новая поршневая иж юпитер 5, купить которую, как уже говорилось, возможно онлайн, будет устанавливаться так же, как и старая. Потому можно воспользоваться инструкцией по эксплуатации вашей модели мотоцикла.
Для тех, кто делает замену поршневой системы впервые, стоит запомнить одно важное правило.
Очень важно поддерживать правильный баланс в любом двигателе, особенно в плоском сдвоенном. Многие люди просто взвешивают поршни и все, в то время как важно взвешивать не только поршни, но и пальцы и шатуны. Общая идея состоит в том, чтобы все эти детали имели одинаковый вес. Таким образом, двигатель будет сбалансирован, то есть он будет работать более плавно. Это особенно важно, если вы планируете использовать его на высоких оборотах.
Как выбрать износостойкие поршни на юпитер 5
Отказы двигателя мотоцикла часто случаются из-за неисправностей поршневой системы:
- прогорают кольца и днище;
- образуются зазоры боковой поверхности юбки;
- поршень изнашивается.
Поэтому важно, чтобы поршень был изготовлен из высокопрочного материала, способного выдерживать нагрев до 300 °C и не расширяться при этом.
Долговечность детали зависит также от соблюдения ее геометрии. Компенсация неравномерного нагрева разных участков поршней по высоте осуществляется за счет особенной формы — конусной или бочкообразной юбки. Компенсировать деформации от действия сложного набора сил возможно за счет овального поперечного сечения юбки.
Поршни для серийных аппаратов часто изготавливают с помощью литья в кокили (специальные формы). Заготовки, полученные таким образом, проходят несколько стадий обработки: сначала термическую, а затем — обработку на станках.
Такая технология существенно дешевле и доступнее, чем, к примеру, изотермическая штамповка, которую применяют для изготовления спортивных и тюнинговых деталей.
Важно учитывать, что требования к поршням могут существенно отличаться в зависимости от сферы использования. Например, в спортивных мотоциклах часто используются максимально облегченные поршни, которые рассчитаны всего на одну гонку, однако на предельной нагрузке.
Для владельцев привычного аппарата, такого как ИЖ Юпитер, нужна долговечная деталь, даже если ее установка повлечет за собой некоторую потерю мощности мотора.
На поршнях отечественных производителей может отсутствовать маркировка завода-изготовителя, на зарубежных она обязательна, таково требование ГОСТ. Допускается отсутствие маркировки только на поршнях 50-кубовой техники
Что касается внешнего вида детали, когда вам понадобилась поршневая на юпитер 5, цена на которую вам менее важна, чем качество, важно обращать внимание на следующие моменты:
- чистота литья;
- качество обработки поверхностей;
- отсутствие шероховатости поверхности донышка (предпочтительно, чтобы поверхность была полированной);
- отсутствие следов резки в канавках под поршневые кольца;
- отсутствие заусениц в отверстиях под поршневой палец;
- негрубые переходы от донышка поршня к боковым поверхностям;
- точность просверленных сливных отверстий.
Учтите, что на юбке поршня не должно быть никаких пятен — это признак недостаточно равномерной механической обработки. Также если канавка будет шире сидящего в ней кольца, оно быстро деформируется, начнет задирать зеркало цилиндра и, как следствие, будет интенсивно изнашиваться.

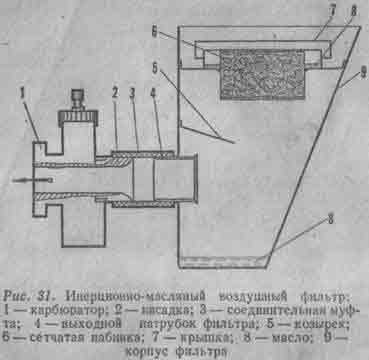
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование - иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка-не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф - объем фильтра; Vц -объем цилиндра. На мотоциклах классов 250-750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
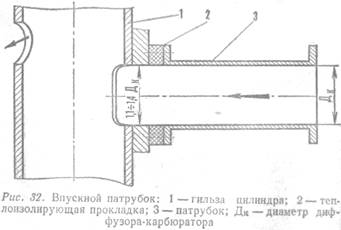
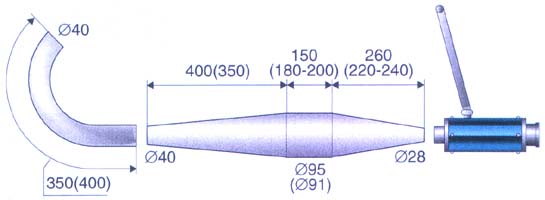
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий - лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°. Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).

Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую ,(5 - 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна. В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
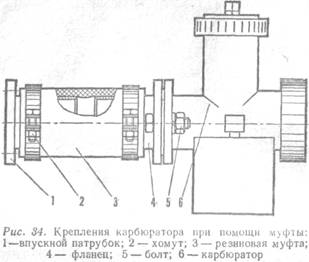
Разрыв между патрубком и вставкой 5-10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200-350 мм. Суммарная длина впускного тракта состоит: ? Lвп =? + L1 + Lk + L2 где ? - длина тракта в цилиндре; L1 - длина впускного патрубка; Lk -длина карбюратора; L2- длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле: ? Lвп = Где n - число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a - cкорость звука (20,1Т м/сек) Т вп = 273+t0вч С t0вч С - температура смеси после карбюратора.

При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца - ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).




Материал заготовки сталь 40X. Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм. 3. Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм 4. На токарном станке нарезать заготовки высотой 3,4- 0,1 мм. 5. Произвести закалку и отпуск до НRс = 43-11 в термофиксаторе. 6. Плоское шлифование размер 3-0.05 мм каждого кольца. 7. Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане O62,25. 8. В специальных приспособлениях (оправках): а) расточить кольца до 0 57+0,05 б) обточить до O61,б-0,02 в) снять острые кромки с углов R=0.3мм 9. Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм. 10. На оправке под хромирование шлифовать до O61,45-0,02 мм 11. Хромировать. Толщина хрома не менее 0,17 мм на сторону. 12. Снова шлифовать на этой же оправке до O61,75+0,03 13. Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо

14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)

При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.

Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4-5 мм вполне достаточна для двигателей классов 125-175 см3 и 5-6 мм для самых мощных двигателей классов 250-500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.

Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.


Палец нижней головки шатуна делается полым с одной стороны (отверстие O6мм), и по центру беговой дорожки роликов сверлится одно отверстие O1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64-63 ед.

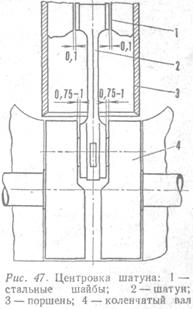
Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна - роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125-175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94-4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250-350-500 см3 обычно диаметр роликов 3-4 мм, диаметр пальца 20-25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5-2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3-3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35-40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5-2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).

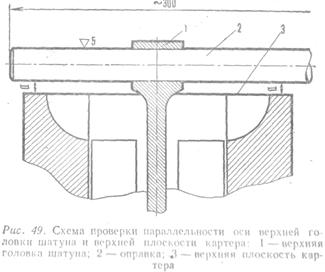
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. Балансировка коленчатого вала. Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле: Х = А(0,45 ? 0,6) + В(0,45?0,6) - В, Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника; В - 0,336 от веса головки шатуна (рис. 50).

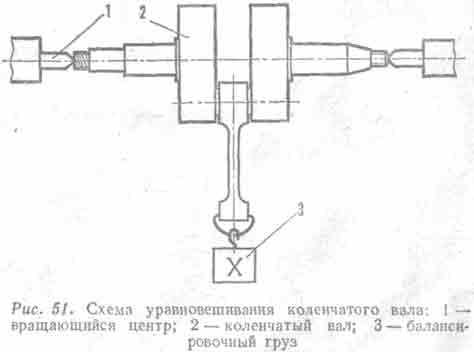
Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например: Вес поршня =140 г Вес пальца = 30 г Вес колец =5 г; Вес стопорных колец =1 г; В = 168 : 0,336 = 50 г; X = 176 • 0,5 + 50 • 0,5 - 50 = 53 г. Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз к головке шатуна (рис. 51).
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45?0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000-6500 об/мин этот коэффициент берется равным 0,5. Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 - 0,57). Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала. Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.
Читайте также: