
Ланос замена коренных вкладышей
Доброго времени суток друзья. Продолжая тему ремонта своего автомобиля, я решил поделиться с Вами историей о том, как я ремонтировал переднюю стойку. Мне есть что Вам рассказать, так как я столкнулся с многими трудностями. Присаживайтесь, будет полезно и интересно.
Вообще, изначально в моих планах было просто заменить стойку в сборе вместе с пружиной, так как на авторазборке я купил именно такой комплект. Думал, что без проблем управлюсь за 2 часа, но я никогда так не ошибался, ведь 2 часа превратились в 2 дня.
День 1. Снятие стоки с автомобиля.
По факту, ничего сложного в этой процедуре нет. Для того, чтобы снять стойку, нужно:
- Ослабить гайку ступицы;
- Поддомкратить автомобиль и снять колесо;
- Открутить и снять рулевой наконечник;
- Открутить шаровою опору;
- Открутить тормозной суппорт;
- Открутить гайки с опоры.
После этих простых действий, в теории всё без проблем должно сняться, но на практике стоит понимать, что на автомобиле проехали более 300 тыс. км, и лично я столкнулся с одной большой проблемой — все гайки и болты были прикипевшими, ничего не откручивалось.
Отсюда, время на откручивание каждой гайки было увеличено в разы. Так, для того, чтобы открутить гайку ступицы, я потратил минимум час. Пришлось использовать WD-40, головку советских времён, и железную трубу длиной 2,5 метра. (Мне очень повезло, что рядом с домом находится автостоянка, на которой я и попросил трубу).
Следующая проблема — снятие рулевого наконечника. Так как съёмника у меня нет, пришлось снова использовать монтировку, трубу и молоток. Спустя час всё получилось.
На снятие суппорта ушло чуть меньше времени. а вот с шаровой опорой пришлось повозиться. В итоге после часа мучений, я просто открутил шаровую через 3 болта крепления.
После того, как я собрался ставить стойку, приобретённую на замену в авторазборе, выяснилось, что там "убит" ступичный подшипник, и опора. У меня же эти делали были в хорошем состоянии. Вывод – нужно разбирать стойки, и собирать одну из двух. Проще говоря мне нужно было снять вкладыш с той стойки, которую я купил и поставить его на мою стойку.
Но беда была в том, что мне нужны были стяжки для пружин, а так как магазины были закрыты, пришлось ждать до утра следующего дня.
День 2. Замена вкладыша стойки и установка на место.
На утро следующего дня, я один из первых зашёл в автомагазин и купил съёмник для пружин. Работал со стяжками впервые, ничего сложного нет, просто нужно сделать так, чтобы они не сорвались и не покалечили.
Выкрутить вкладыш из стакана можно только с помощью газового ключа, но он должен быть большой. Благо то, что у моего тестя такой нашёлся.
После замены вкладыша я без какого-либо труда собрал всё в обратном порядке и установил стойку на место. Если бы не прикипевшие гайки, всё было бы гораздо проще и быстрей. Сама работа не такая уж и сложная.
Благодарю Вас за внимание. Пишите в комментариях, приходилось ли Вам менять стойки самому на своём автомобиле. Сколько времени на это ушло?
СТАВЬТЕ ПАЛЕЦ ВВЕРХ И ПОДПИСЫВАЙТЕСЬ НА КАНАЛ. ДО НОВЫХ ВСТРЕЧ!
Lanos ДВИГАТЕЛЯ Вам потребуются: динамометрический молоток, ключ (желательно с бойком из мягкого металла полиуретана или), приспособление для установки поршней в ключи, те же цилиндры, что и для разборки двигателя, монтажная, отвертка лопатка.
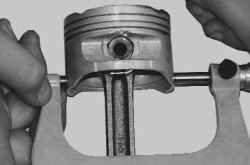
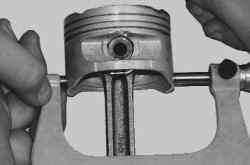
1. Введите шатун в поршень, поршневой смажьте палец моторным маслом и запрессуйте шатун в его на том же приспособлении, на котором палец или, выпрессовывали с помощью молотка и подходящей оправки, внутреннее во вставленной проем пальца. Поршень обязан бобышкой прижиматься к верхней головке шатуна в направлении пальца запрессовки, что позволит ему овладевать позиция правильное.
Замечание Палец вставляют в верхнюю шатуна головку с натягом, следовательно для облегчения сохранения и монтажа его посадки рекомендуется нагреть поместив, шатуны их верхними головками на 15 мин в нагретую до электропечь °с 240. Температуру нагрева шатуна можно помощью с проконтролировать термохромного карандаша. Для правильного пальца скрепления с шатуном запрессуйте палец как быстрее можно, так как после его позиция остывания пальца изменить уже нельзя.
Порядок. 5.12. Рис расположения поршневых колец на поршне: 1 –поршень; 2 – шатун; 3 – нижнее кольцо составного маслосъемного расширитель; 4 – кольца маслосъемного кольца; 5 –верхнее кольцо маслосъемного составного кольца; 6 – нижнее компрессионное кольцо; 7 –компрессионное верхнее кольцо; 8 – метка
2. Установите поршневые порядке в кольца, обратном снятию, расположив их, как рис на показано. 5.12.
ПРЕДУПРЕЖДЕНИЕ При установке не разжимайте больше кольца, чем необходимо, чтобы не деформировать сломать не или их.
ПРИМЕЧАНИЯ
Нижнее компрессионное кольцо выточкой устанавливайте вниз (показана стрелкой) во вторую Маркировка.
Рисунок. 5.13. Положение замков поршневых перед колец монтажом поршня в цилиндр: 1 –расширителя кольца маслосъемного и наружнего компрессионного кольца; 2 –верхнего составного кольца маслосъемного кольца; 3 –нижнего компрессионного нижнего; 4 – кольца кольца составного маслосъемного кольца
3. кольца Сориентируйте, как показано на рисунок. 5.13. Поставьте остальные на кольца поршни.
Замечание Замки наружнего и колец нижнего составного маслосъемного кольца должны расположены быть на расстоянии 25–30 мм сообразно влево и вправо от расширителя замка.
4. Уложите в постели блока цилиндров вкладыши верхние коренных подшипников.
В постель среднего (коренного) третьего подшипника уложите вкладыш увеличенной опорными с толщины буртиками.
Вкладыши устанавливайте так, установочный чтобы усик вкладыша совместился с выемкой на Смажьте.
5. постели вкладыши моторным маслом. 6. Установите вал коленчатый в блок цилиндров.
7. Уложите в крышки подшипников коренных нижние вкладыши, совместив усики выемками с вкладышей на крышках.
Замечание Верхние и нижние коренных вкладыши подшипников могут различаться по расположению для отверстия подвода масла. Вкладыши устанавливайте чтобы, так дaнные отверстия совпали с отверстиями для каналов подвода масла в постелях опор подшипников коренных. После установки вкладышей в гнезда их немного концы выступают наружу, следовательно для ориентирования правильного вкладышей при окончательной затяжке крепления болтов крышек подшипников проследите, чтобы обоих выступание концов было одинаковым.
8. Смажьте маслом моторным коренные шейки коленчатого вала. 9. моторным Смажьте маслом вкладыши в крышках коренных коленчатого подшипников вала. 10. Поставьте крышки коренных согласно подшипников порядковым номерам, сориентировав по меткам.
Для Предостережение установки крышек подшипников коленчатого пользуйтесь вала молотком с мягким бойком, изготовленным из свинца, латуни или полиуретана. Устанавливать крышки крепежных затяжкой частей запрещено, так как в случае этом будут неисправны посадочные плоскости блока и крышек цилиндров.
11. Поставьте болты крышек, подтяните равномерно болты до отказа, не затягивая окончательно, один на открутите оборот, зажмите моментом 50 Н·м (5, 0 кгс·м) и еще доверните на 40–60°.
Предостережение Болты крепления крышек подшипников коренных непременно подмените новыми.
12. Измерьте сборки правильность, провернув коленчатый вал рукой на оборотов несколько. Вал обязан вращаться свободно и Установите.
13. плавно вкладыши в шатуны, совместив установочный вкладыша усик с выемкой на шатуне. 14. Смажьте моторным зеркала маслом цилиндров, поршни, поршневые кольца и вкладыши шатунные.
15. Установите на поршень приспособление для колец сжатия и, заворачивая винт, сожмите кольца.
16. коленчатый Прокрутите вал так, чтобы его шейка шатунная, на которую монтируют шатунно-поршневую установилась, группу в Вмт. Поставьте поршень в цилиндр в маркировкой с соответствии номера цилиндра на шатуне, нажмите (ручкой, например молотка) на поршень и сдвиньте его из цилиндр в оправки. Точно также поставьте поршни в цилиндры остальные.
При установке поршней в метка цилиндры (треугольник) на поршне должна быть передней к обращена части двигателя.
ПРЕДУПРЕЖДЕНИЕ Устанавливайте цилиндр в поршень осторожно, чтобы не повредить нижней шатуна головкой шатунную шейку коленчатого вала.
17. шатунные Поставьте вкладыши в крышки шатунов, совместив усик установочный вкладыша с выемкой на крышке. 18. Смажьте маслом моторным шатунные вкладыши в крышках шатунов и шейки шатунные коленчатого вала. 19. Поставьте крышку соединив, шатуна шатун с шейкой коленчатого вала и метки совместив на шатуне и крышке. 20. Вверните шатунные затягивая, не болты их вовсе. 21. Зажмите шатунные болты до затягивая, не отказа их вовсе; далее открутите их на один зажмите, оборот моментом 25 Н·м (2, 5 кгс·м) и доверните еще на 30°, а еще далее на 15°. 22. Измерьте легкость движения шатуна шатунной паралельно шейки. При заедании открутите болты шатунные и повторно зажмите их номинальным моментом.
23. боковой Проверьте зазор шатуна, он должен быть 0, 242–0, 070 мм. Увеличенный зазор указывает на чрезмерный щек износ кривошипов коленчатого вала. В этом замените случае коленчатый вал. 24. Аналогично закрепите остальных крышки шатунов.
25. Проверьте осевой зазор вала коленчатого, он должен быть 0, 07–0, 1 мм. Увеличенный зазор износ на указывает опорных фланцев коленчатого вала постели или среднего коренного подшипника. В этом замените случае коленчатый вал. Если это не уменьшению к приведет осевого зазора, придется заменить цилиндров блок.
Не работу доводите двигателя до максимальных режимов. 3. Во период измерьте работы герметичность двигателя и его систем, масла усилие, обращайте внимание на присутствие посторонних Если. 4. шумов обнаружены посторонние шумы или неисправности другие, остановите силовой агрегат и исправьте их Начав. 5. причину эксплуатацию автомобиля, соблюдайте режимы, для предусмотренные периода обкатки свежего автомобиля.
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой — так дефекты видны значительно лучше.

Рис. 5.11. Схема измерения цилиндров: А – пояс наибольшего износа; Б – зона измерения после растачивания и хонингования; В – пояс наименьшего износа
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 5.11). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра 76,495–76,505 мм, овальность и конусность не должны превышать 0,0065 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.

4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
– по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок.
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.

8. Осмотрите вкладыши: если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
9. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметр поршня номинального размера 76,465–76,475 мм, диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.
10. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для обоих компрессионных колец составляет 0,020 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.


Зазор должен составлять 0,3 мм для обоих компрессионных колец и 0,4–1,4 мм для маслосъемного кольца. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор превышает допустимый, замените кольцо.
12. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится.
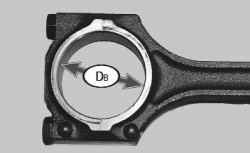


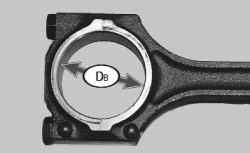
16. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв-2T-Dн. Номинальный расчетный зазор составляет 0,019–0,070 мм. Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельного, замените вкладыши на этих шейках новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм.
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.

17. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.


18. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал.
19. Измерьте микрометром наружный диаметр Dн коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельного, замените на этих шейках вкладыши новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,25 мм.
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
20. Проверьте параллельность упорных буртиков средней коренной шейки: если они непараллельны, коленчатый вал погнут и должен быть заменен.
21. Промойте каналы коленчатого вала, для чего залейте в радиальные каналы бензин, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
22. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня и следы от проворачивания в верхней головке шатуна, замените пальцы.
Поршневые пальцы и отверстия в бобышках поршней изготовлены с большой точностью. Поэтому поршневые пальцы изготавливают номинальным диаметром 17,990–17,995 мм, обеспечивающим зазор 0,01–0,02 мм между ними и отверстиями в бобышках поршня.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
При наличии нового комплекта запасных частей не используйте выпрессованные поршневые пальцы повторно.
Copyright © 2007-2022 Все права защищены. Все торговые марки являются собственностью их владельцев.
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой — так дефекты видны значительно лучше.
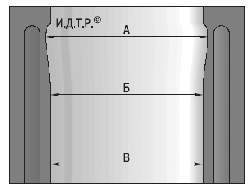
Рис. 5.11. Схема измерения цилиндров: А – пояс наибольшего износа; Б – зона измерения после растачивания и хонингования; В – пояс наименьшего износа
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 5.11). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра 76,495–76,505 мм, овальность и конусность не должны превышать 0,0065 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.

4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
– по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок.
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.

8. Осмотрите вкладыши: если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
9. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметр поршня номинального размера 76,465–76,475 мм, диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.
10. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для обоих компрессионных колец составляет 0,020 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.


Зазор должен составлять 0,3 мм для обоих компрессионных колец и 0,4–1,4 мм для маслосъемного кольца. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор превышает допустимый, замените кольцо.
12. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится.


16. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв-2T-Dн. Номинальный расчетный зазор составляет 0,019–0,070 мм. Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельного, замените вкладыши на этих шейках новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм.
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.

17. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.


18. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал.
19. Измерьте микрометром наружный диаметр Dн коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельного, замените на этих шейках вкладыши новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,25 мм.
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
20. Проверьте параллельность упорных буртиков средней коренной шейки: если они непараллельны, коленчатый вал погнут и должен быть заменен.
21. Промойте каналы коленчатого вала, для чего залейте в радиальные каналы бензин, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
22. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня и следы от проворачивания в верхней головке шатуна, замените пальцы.
Поршневые пальцы и отверстия в бобышках поршней изготовлены с большой точностью. Поэтому поршневые пальцы изготавливают номинальным диаметром 17,990–17,995 мм, обеспечивающим зазор 0,01–0,02 мм между ними и отверстиями в бобышках поршня.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
При наличии нового комплекта запасных частей не используйте выпрессованные поршневые пальцы повторно.
Читайте также: