
Замена распредвала камаз 5320
Газораспределительный механизм двигателя КамАЗ имеет ряд ключевых деталей. Рассмотрим типичные дефекты каждой и способы их устранения.
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
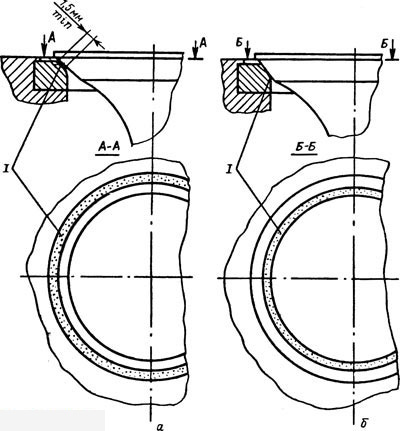
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
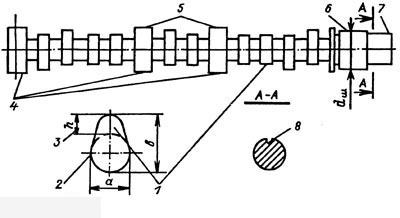
Дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
- трещины на валу, отколы по торцам вершин кулачков;
- погнутость вала;
- износ шпоночного паза;
- износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Разборка клапанного механизма и возможные дефекты его деталей
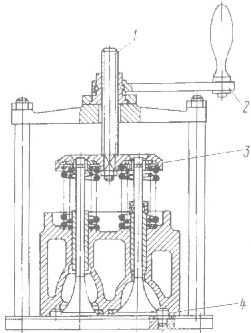
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
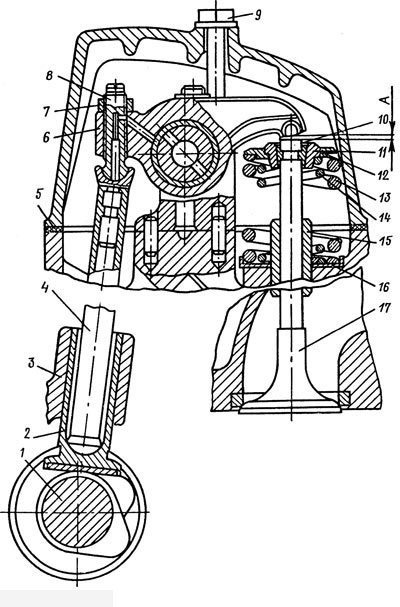
Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана
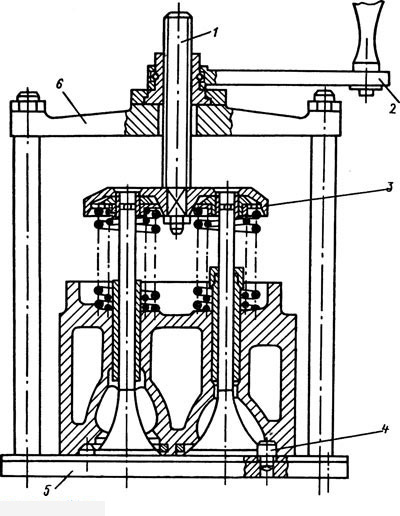
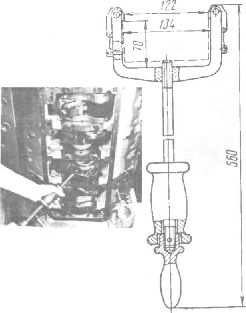
Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
- установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
- вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
- снять сухари и втулки;
- вывернуть винт из траверсы, снять тарелку и пружины клапанов;
- вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
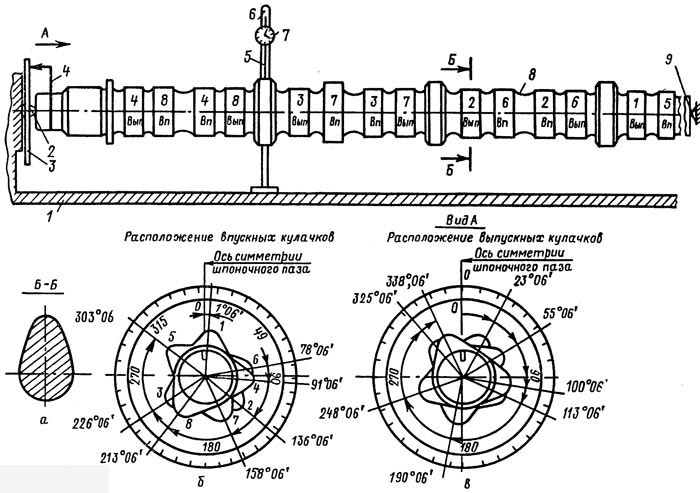
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
- Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Распределительные валы, не удовлетворяющие требованиям технических условий, подвергаются восстановлению.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с вапом ).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
Снятие шестерни привода ТНВД в сборе с валом
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником ) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
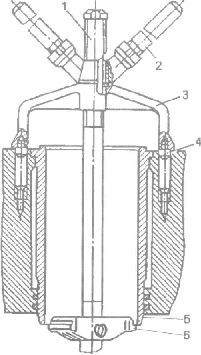
Снятие гильзы цилиндров съемником: 1 - винт; 2 - рукоятка; 3 - корпус; 4 - опора; 5 - гильза; 6 - захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами );

Снятие маховика монтажными болтами
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика) : при этом манжету обильно смажьте моторным маслом.
Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис . Снятие съемником нижн е й головки шатуна );
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 - 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;
Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров ):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров );
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня смести те в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала );
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор )
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16x3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 - 12 кгс.м).
Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо; А - канавка.
4.Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 - 30 кгс.м)
5.Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Установка крышек коренных опор: 1 - порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка - 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка - 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Сн ятне шестерни и заднего противовеса коленчатого вала съемником ) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.
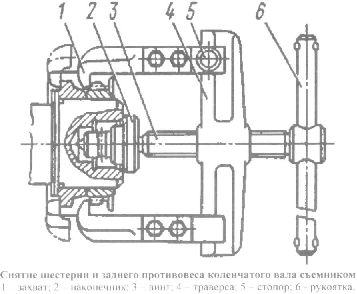
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала. ) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1- захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор: 6 - рукоятка.
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
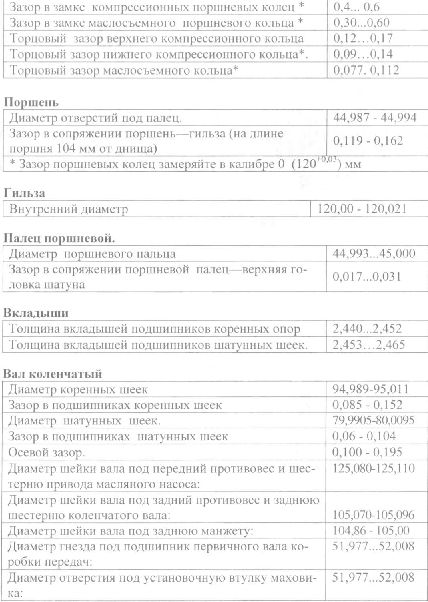
РАЗМЕРЫ ДЕТАЛЕЙ, мм

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра ), затем выверните их;
-снимите головку цилиндра с двигателя.
Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра . После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапана ми и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головкицилиндра в приспособлении И801.06. 000 ):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.
Разборка головки цилиндра в приспособлении И801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
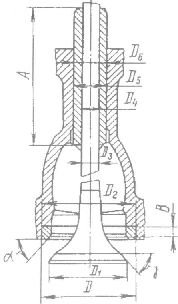
Размеры клапанов: А - длина направляющей; В - высота седла; Д - диаметр отверстия под седло; Д1| - диаметр тарелки; Д2- диаметр седла; Д3 - диаметр стержня; Д4 - внутренний диаметр направляющей; Д5 - наружный диаметр направляющей; Д6 - диаметр отверстия под направляющую; а - угол фаски седла; у - угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель
гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
— неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
— при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
— не подгибайте шпильки при надевании на них деталей;
— после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;

Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 - фланец задний ведущей полумуфты; 3, 4 - болты; 5 - болты крепления передних пластин; 6 - пластины передние; 7 - фланец передний полумуфты; 8 - болт стяжной; 9 - полумуфта ведущая; 10 - гайка; 11 - пластины задние
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78); — снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).

Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 - фланец ведущей полумуфты; 2 - съемник

Рис. 81. Снятие гильзы цилиндра съемником И801.05.000: 1 - винт; 2 -рукоятка; 3 - корпус; 4 -опора; 5 - гильза; 6 - захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;
Ремонт ходовой части КАМАЗ (ступицы, колодки, подшипники)
| Вид ремонта | Цена, руб. |
| Барабанные тормоза | |
| Снятие и установка колеса заднего (наружное и внутреннее) | 720 |
| Снятие и установка колеса переднего | 600 |
| Снятие и установка ступицы | 1800 |
| Замена подшипника ступицы (при снятой ступице) | 840 |
| Замена сальника ступицы (при снятой ступице) | 720 |
| Регулировка 2-х подшипников ступицы | 840 |
| Снятие и установка тормозного барабана | 840 |
| Снятие и установка тормозного барабана 6520 широкий | 1080 |
| Снятие и установка тормозных колодок 1 пара | 1560 |
| Снятие и установка тормозных колодок 1 пара 6520 широкие | 1800 |
| Наклепка тормозных колодок 1 пара с последующей проточкой | 1560 |
| Наклепка тормозных колодок 1 пара с последующей проточкой 6520 широкие | 1800 |
| Расточка тормозного барабана | 900 |
| Расточка тормозного барабана 6520 широкий | 1080 |
| Диагностика тормозного барабана на станке | 480 |
| Наклепка тормозных колодок 1 пара | 840 |
| Наклепка тормозных колодок 1 пара 6520 широкие | 1080 |
| Расточка тормозных колодок 1 пара | 480 |
| Расточка тормозных колодок 1 пара 6520 широкие | 720 |
| Замена прокладки под крышкой бортового редуктора | 600 |
| Протяжка болтов крепления чулка моста (при снятом торм. барабане) | 600 |
| Диагностика тормозного барабана на станке | 1200 |
| Замена опорного диска (при снятой спарке и колодках) | 2400 |
| Замена сальника ступицы заднего колеса (при снятом редукторе) | 840 |
| Замена шпильки колесной | 120 |
| Дисковые тормоза | |
| Замена колодок (дисковый тормоз) | 1800 |
| Замена тормозного диска (дисковый тормоз) | 2400 |
| Замена суппорта (дисковый тормоз) | 2400 |
| Ремонт суппорта (замена направляющих) | 3000 |
Ремонт подвески КАМАЗ (мосты, рессоры, балансиры, шкворни)
| Вид ремонта | Цена, руб. |
| Замена одной стремянки | 960 |
| Переборка передней рессоры | 1800 |
| Переборка задней рессоры | 1800 |
| Замена рессоры передней | 4800 |
| Замена рессоры задней | 5040 |
| Замена полурессоры | 4200 |
| Замена пневмобалона | 1800 |
| Замена передней оси (в сборе) | 12000 |
| Замена рычага поворотного кулака | 1200 |
| Замена втулок стабилизатора | 3000 |
| Замена амортизатора | 960 |
| Замена карданного вала основного | 1800 |
| Замена карданного вала межмостового / переднего моста/ раздаточной коробки | 1560 |
| Замена крестовины карданного вала | 1800 |
| Замена опоры промежуточного карданного вала | 3000 |
| Замена подвесного подшипника | 2160 |
| Замена правого и левого шкворней | 14400 |
| Замена кулака поворотного | 7200 |
| Замена реактивной штанги тягача старого образца | 2400 |
| Замена реактивной штанги тягача нового образца | 1800 |
| Замена кронштейна верхних реактивных штанг | 2400 |
| Замена балансира (башмака балансира) | 5640 |
| Замена балансира (башмака балансира) (рессора демонтирована) | 2400 |
| Замена втулок балансира 2шт (балансир снят) | 960 |
| Замена сальника балансира (балансир снят) | 720 |
| Замена кронштейна балансиров с осью в сборе (подкатной тележки) | 16800 |
| Замена кронштейна задней подвески правого / левого- оси балансиров | 3000 |
| Устранение люфта хвостовика заднего (среднего) моста | 960 |
| Подтягивание гайки подвесного подшипника | 3000 |
| Замена подшипников хвостовика заднего (среднего моста) | 3600 |
| Подтягивание гайки балансира | 1800 |
| Замена фаркопа | 1800 |
| Замена седельного устройства | 4800 |
| Протяжка поворотного круга (платформы) | 4200 |
| Протяжка всех стремянок и анкерных болтов (2 оси) | 3000 |
| Замена заднего моста | 12000 |
| Замена среднего моста | 14400 |
| Замена заднего редуктора | 9600 |
| Замена среднего редуктора | 12000 |
| Ремонт редуктора заднего моста | 12000 |
| Ремонт редуктора среднего моста | 18000 |
| Ремонт бортового редуктора | 6000 |
| Замена дифференциала межосевого МОД | 3000 |
| Ремонт дифференциала межосевого МОД | 3720 |
| Замена фланца редуктора | 1200 |
| Замена полуоси | 1200 |
Ремонт сцепления и коробки передач КПП КАМАЗ
| Вид ремонта | Цена, руб. |
| Диагностика сцепления | 960 |
| Мойка КПП | 960 |
| Для тягачей: | |
| Снять и установить КПП-14, 142 | 10800 |
| Снять и установить КПП-15, 152, 154, ZF | 12000 |
| Замена сцепления 2-х дискового (при снятой КПП) | 1800 |
| Замена сцепления однодискового лепесткового (при снятой КПП) | 1200 |
| Регулировка сцепления | 960 |
| Снятие и установка КОМа | 1560 |
| Замена выжимного подшипника при снятой КПП | 600 |
| Замена сальника первичного вала при снятой КПП | 1200 |
| Замена фланца вторичного вала КПП | 1440 |
| Замена сальника вторичного вала КПП | 3240 |
| Снятие и установка верхней крышки КПП | 1200 |
| Замена крышки первичного вала КПП (при снятой КПП) | 960 |
| Замена троса сцепления | 1200 |
| Замена малой кулисы | 840 |
| Замена рычага переключения передач | 4200 |
| Замена клапана сцепления | 1200 |
| Ремонт КПП 14, 142 | 12000 |
| Ремонт КПП 15, 152,154 | 18000 |
| Ремонт КПП ZF | 25020 |
| Ремонт делителя КПП 15, 152,154 | 8400 |
| Замена клапана делителя | 2400 |
| Замена карданного вала КПП (при снятой КПП) | 2400 |
| Прокачка ПГУ | 1200 |
| Ремонт ПГУ | 1800 |
| Замена ПГУ | 1200 |
| Замена вала вилки сцепления | 1200 |
| Регулировка кулисы КПП | 480 |
| Замена цилиндра сцепления КПП ZF | 2400 |
| Замена трубки делителя | 240 |
| Замена шланга муфты сцепления | 600 |
Ремонт тормозной системы КАМАЗ
| Вид ремонта | Цена, руб. |
| Замена главного тормозного крана с/о | 1200 |
| Замена главного тормозного крана н/о | 1800 |
| Замена двухпроводного тормозного крана | 2520 |
| Замена двухпроводного тормозного крана на п/пр. | 2400 |
| Замена регулировочного рычага (трещетки) | 960 |
| Регулировка трещетки | 480 |
| Замена крана ручного тормоза (в кабине) | 960 |
| Замена тормозной камеры | 960 |
| Замена энергоаккумулятора | 1200 |
| Замена ускорительного клапана (крана) | 1200 |
| Замена модулятора ABS | 1200 |
| Замена крана-регулятора тормозных сил | 1800 |
| Замена влагомаслоотделителя (змеевик) | 1800 |
| Замена осушителя (адсорбера) | 1500 |
| Замена натяжителя ремня компрессора | 1200 |
| Замена одинарного клапана на ресивере | 720 |
| Замена предохранительного клапана | 1320 |
| Установка влагомаслоотделителя | 1800 |
| Замена влагомаслоотделителя | 1800 |
| Замена воздушного компрессора | 3600 |
| Замена 4-х контурного клапана | 720 |
| Замена кронштейна тормозной камеры | 2400 |
| Замена кулака разжимного (тормозного вала) | 1800 |
Ремонт рулевого управления КАМАЗ
| Вид ремонта | Цена, руб. |
| Диагностика рулевого упрвления (замер давления манометром) | 1200 |
| Замена карданного вала РУ | 1560 |
| Замена карданного вала РУ КАМАЗ 65115 | 2400 |
| Замена механизма РУ в сборе | 3600 |
| Замена рулевой тяги поперечной (продольной) | 840 |
| Замена наконечника рулевой тяги (при снятой тяге) | 600 |
| Замена пальца рулевой тяги с сухарями | 960 |
| Замена насоса НШ КАМАЗ | 2520 |
| Замена насоса НШ CUMMINS | 2160 |
| Замена рулевого колеса | 600 |
| Замена рулевой колонки | 2520 |
| Замена шланга насоса ГУР | 600 |
| Замена усилителя РУ | 1560 |
| Регулировка схождения передних колес | 1200 |
| Замена сошки РУ | 1800 |
| Протяжка всех пальцев рулевых тяг сошки | 1680 |
Ремонт электрооборудования КАМАЗ
| Вид ремонта | Цена, руб. |
| Диагностика работы электрооборудования визуальным осмотром | 600 |
| Компьютерная диагностика Блока Управления Двигателем | 3000 |
| Компьютерная диагностика Блока Управления нейтрализации выхлопных газов (Мочевины) | 1500 |
| Компьютерная диагностика ABS (ЭКРАН) | 1500 |
| Замена блока предохранителей и реле н/о | 2500 |
| Замена блока предохранителей и реле с/о | 1500 |
| Замена блока управления двигателем | 1200 |
| Замена блока управления климатом салона | 1200 |
| Замена блока ABS | 840 |
| Компьютерная диагностика ABS (WABCO) | 2500 |
| Замена включателя стоп-сигнала | 360 |
| Замена генератора Двиг CUMMINS | 2500 |
| Замена генератора Двиг КАМАЗ | 1800 |
| Замена рассеивателя заднего фонаря | 360 |
| Замена заднего фонаря | 840 |
| Замена указателя поворота /повторителя поворота | 480 |
| Замена габаритного фонаря | 480 |
| Замена звукового сигнала | 840 |
| Замена переключателя указателя поворотов | 1200 |
| Замена плафона кабины | 600 |
| Замена фары противотуманной | 640 |
| Замена стартера | 1800 |
| Замена стекла фары | 360 |
| Замена Блок-фары н/о | 1200 |
| Замена фары | 840 |
| Замена щитка приборов Н/О | 1800 |
| Замена щитка приборов | 1200 |
| Замена указателя уровня топлива Н/О | 800 |
| Замена указателя уровня топлива | 540 |
| Замена указателя давления воздуха | 640 |
| Замена указателя давления масла | 720 |
| Замена эл.двигателя отопителя | 1200 |
| Замена электропроводки (полная) | 27000/45000 |
| Проверка работы стоп-сигнала и устранение неисправности | 450 |
| Установка автомагнитолы с 2-мя акустическими системами | 3500 |
| Регулировка звукового сигнала | 480 |
| Зарядка АКБ | 480 |
| Запуск автомобиля пусковым устройством | 360 |
| Снять и установить АКБ | 960 |
| Замена стеклоочистителя в сборе н/о | 2520 |
| Замена стеклоочистителя в сборе | 1800 |
| Замена выключателя массы | 840 |
| Установка конвектора 24/12 с выводом на прикуриватель | 2000 |
| Замена датчика давления воздуха | 450 |
| Замена датчика спидометра | 840 |
| Замена датчика ABS (на колесе) колеса и тормозной барабан сняты | 960 |
| Замена датчика ABS (на колесе) со снятием колеса, тормозного барабана | 3600 |
| Замена датчика засорения воздушного фильтра | 300 |
| Замена датчика уровня топлива | 450 |
| Замена датчика света заднего хода | 360 |
| Замена датчика уровня температуры охлаждающей жидкости | 360 |
| Замена датчика давления масла | 360 |
| Замена спидометра | 720 |
| Проверка спидометра (тарировка) | 2000 |
| Замена датчика блокировки моста | 360 |
| Замена комбинации приборов | 840 |
| Замена предохранителя плавкого | 120 |
| Замена предохранителя биметаллического | 120 |
| Диагностика ПЖД | 720 |
| Ремонт ПЖД | 3000 |
| Замена эл.насоса ПЖД | 1600 |
| Замена свечи ПЖД | 720 |
| Замена датчика температуры ПЖД | 720 |
*
1. На спецтехнику применяется коэффициент 1.1
2. На машины возрастом 5-10 лет применяется коэффициент 1.1
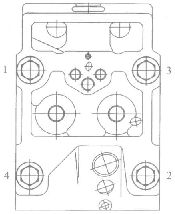
Блок шестерен, расположенный на заднем торце блока двигателя, является приводом вала газораспределительного механизма, топливного насоса высокого давления, компрессора и насоса гидроусилителя рулевого управления автомобиля. Газораспределительный механизм приводится во вращение промежуточной шестерней 2, связанной с прямозубчатой шестерней 1, установленной с натягом на коленчатом валу. Блок промежуточных шестерен вращается на сдвоенном коническом роликоподшипнике. Ведомая шестерня 4 привода газораспределительного механизма установлена на шейку вала с натягом и находится в зацеплении с шестерней 5 привода топливного насоса. Сборка шестерен выполнена так, что метки находящихся в зацеплении шестерен (показано в кружочках) совмещены. Вал привода топливного насоса высокого давления — карданный, с, упругими элементами диафрагменного типа, компенсирующими несоосность установки вала топливного насоса и вала шестерни.
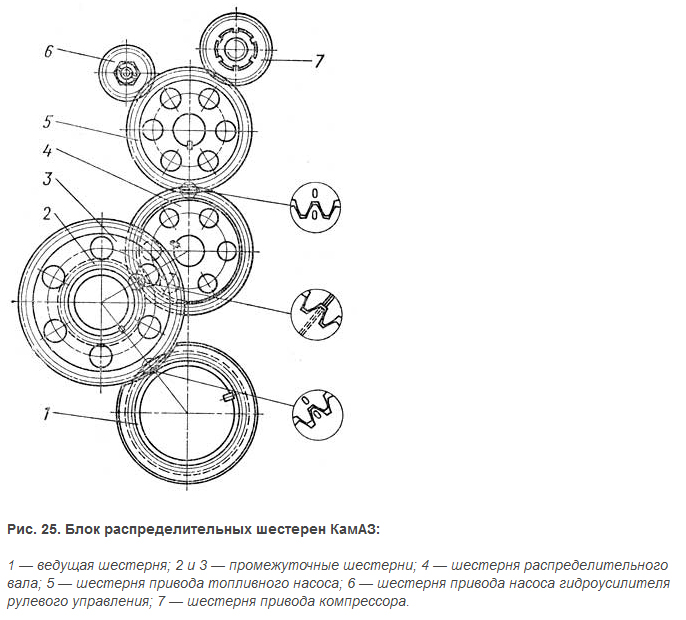
С шестерней 5 находятся в зацеплении установленные на валах шестерни 7 и 6 приводов компрессора и насоса гидроусилителя руля.
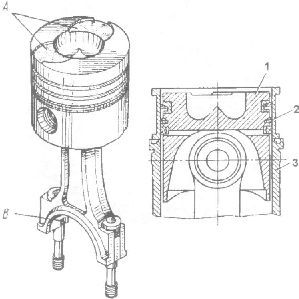
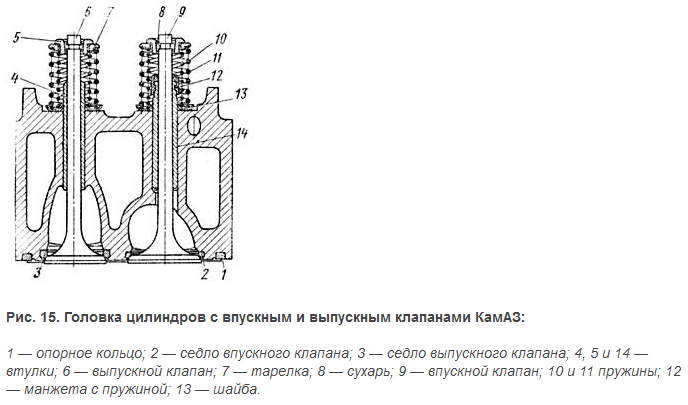
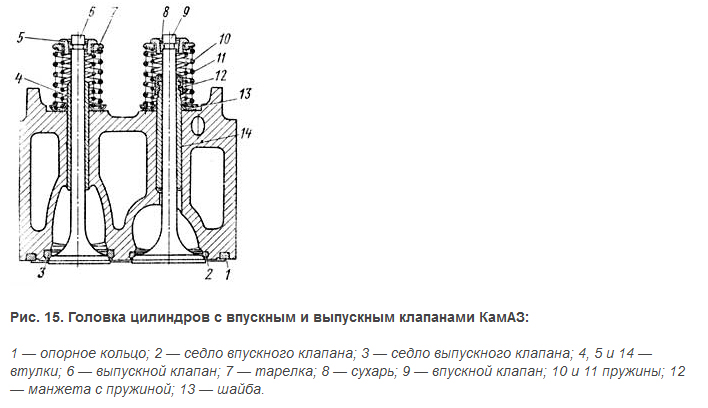
Клапаны изготовлены из жаропрочной стали. Каждый цилиндр имеет один впускной 9 и один выпускной 6 клапаны. Конструктивно исполнение впускного и выпускного клапанов одинаковое. Стержень клапана перед установкой графитируют. Угол рабочей фаски клапанов 91°. Диаметр тарелки впускного клапана 51,5 мм, выпускного 46,5 мм; высота подъема клапанов 13,5 мм.
Клапаны перемещаются в изготовленных из металлокерамики направляющих втулках 4. Для предотвращения попадания масла в цилиндр по зазору стержень — втулка на втулке впускного клапана установлена манжета 12.
Привод клапанов состоит из толкателей, штанг, коромысел. Клапаны при работе двигателя проворачиваются.
Коромысла клапанов КамАЗ
Коромысла клапанов стальные, штампованные двуплечие рычаги, у которых отношение большего плеча к меньшему составляет 1,55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором. Подшипниками коромысел служат бронзовые втулки.
Стойки коромысел фиксируют двумя штифтами и крепят на головке цилиндра двумя шпильками.

Пружины клапанов КамАЗ
Пружины клапанов винтовые (по две на каждый клапан) с различным направлением навивки. Диаметр проволоки: наружной пружины 4,8 мм, внутренней 3,5 мм. Предварительно устанавливаемое усилие пружин 36 кгс, суммарное рабочее — 83 кгс. Нижними концами пружины опираются через стальную шайбу 13 на головку блока, верхними — на тарелку 7 клапана. Тарелка в свою очередь опирается на стальную втулку 5, которая соединяется со стержнем клапана двумя конусными сухарями 8. Во время работы двигателя под действием вибрации клапан проворачивается относительно седла.
Распределительный вал КамАЗ
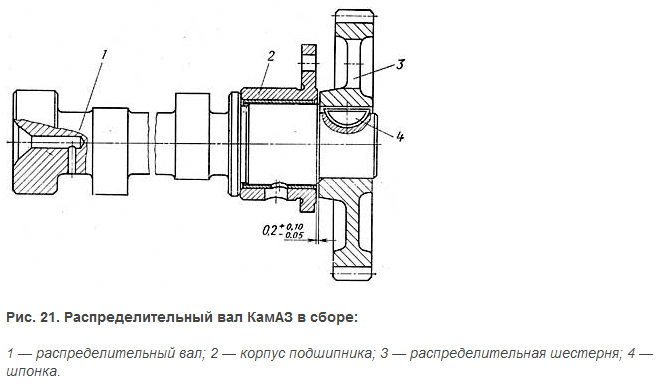
Распределительный вал стальной; поверхностный слой кулачков цементирован, а опорные шейки подвергнуты термообработке ТВЧ. Он установлен в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные залитые антифрикционным сплавом втулки.
Профиль кулачков безударный, неодинаковый для впускных и выпускных кулачков. На задний конец распределительного вала напрессована прямозубая шестерня 3. Распределительный вал приводится во вращение промежуточными шестернями, связанными с шестерней коленчатого вала. Шестерни имеют на торцах метки, которые используют при сборке для обеспечения заданных фаз газораспределения. Шестерни ,стальные, штампованные с термообработанными зубьями. Осевому перемещению вала препятствует корпус 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
Толкатели, штанга толкателя КамАЗ
Толкатели тарельчатого типа с цилиндрической направляющей частью, изготовлены из стали с последующей наплавкой на поверхность тарелки отбеленного чугуна.
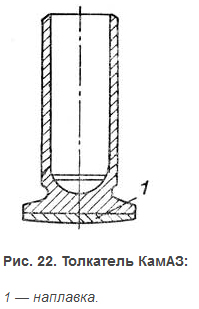
Направляющие толкателей, изготовленные из серого чугуна, съемные, что обеспечивает технологичность и ремонтоспособность блока. На двигатель устанавливают четыре направляющих, в которых размещены четыре толкателя. Каждая направляющая зафиксирована двумя штифтами и прикреплена к блоку двигателя двумя болтами. Болты зафиксированы стопорными шайбами.
Штанги толкателей стальные, пустотелые, со вставными наконечниками 1 и 3.
Читайте также: