
Замена прокладки гбц чери амулет
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за ее перегрева.


4. Ослабьте хомут крепления пароотводящего шланга, сжав его отогнутые ушки, сдвиньте хомут по шлангу.


6. Аналогично снимите с патрубка корпуса термостата подводящий шланг радиатора системы охлаждения двигателя.
7. Ослабьте хомут крепления шланга, отводящего охлаждающую жидкость к радиатору отопителя, сжав его отогнутые ушки, сдвиньте хомут по шлангу.









16. . и от форсунок системы впрыска топлива. Ослабьте затяжку хомута и отсоедините воздухоподводящий шланг от патрубка дроссельного узла.





22. Разъедините пластмассовый хомут, соединяющий топливную рампу и направляющую маслоизмерительного щупа.


24. Ослабьте хомут крепления вакуумного шланга к ресиверу, сжав его отогнутые ушки, сдвиньте хомут по шлангу.



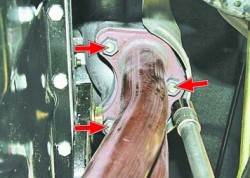
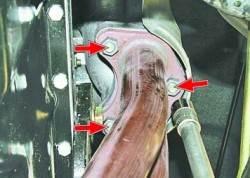
29. Отверните три гайки крепления приемной трубы к выпускному коллектору и опустите приемную трубу вниз.

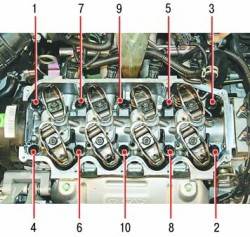
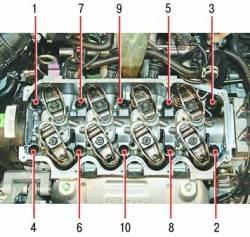
30. Выверните десять болтов крепления головки блока цилиндров к блоку в последовательности, показанной на рис. 5.3, извлеките болты.


33. Очистите привалочные поверхности головки блока и блока цилиндров (поверхности должны быть сухими и чистыми).

Если не удалить масло из резьбовых отверстий под болты крепления головки блока, то при затяжке болтов в блоке цилиндров могут появиться трещины, так как масло не сжимаемое.

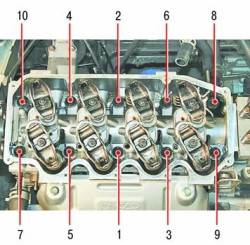
37. Затягивайте болты на холодном двигателе в последовательности, показанной на рис. 5.4, в три этапа: 1-й — затяните болты моментом 30 Н·м (3 кгс·м); 2-й — доверните болты на угол 90°; 3-й — окончательно заверните болты на угол 90°.
Copyright © 2007-2022 Все права защищены. Все торговые марки являются собственностью их владельцев.
Если течь масла из-под крышки головки блока цилиндров не удалось устранить подтяжкой гаек крепления крышки, замените ее прокладку.
1. Отсоедините высоковольтные провода от свечей зажигания, выведите провода из пластмассовых держателей на крышке головки блока цилиндров.








8. Выверните шесть болтов и три шпильки крепления крышки головки блока цилиндров к головке блока цилиндров.

11. Установите новую прокладку крышки головки блока цилиндров и все ранее снятые детали в обратном порядке. Затягивайте болты и шпильки крепления крышки головки блока цилиндров в последовательности, показанной на фото.
Copyright © 2007-2022 Все права защищены. Все торговые марки являются собственностью их владельцев.
2. Отверните шесть гаек крепления впускной трубы к головке блока цилиндров и снимите впускную трубу в сборе с дроссельным узлом.







10. Выверните болт крепления зубчатого шкива распределительного вала, удерживая шкив от проворачивания специальным приспособлением. При отсутствии приспособления можно воспользоваться пассатижами с отверткой: вставьте рукоятки пассатижей в отверстия шкива, а отверткой удерживайте их от проворачивания.







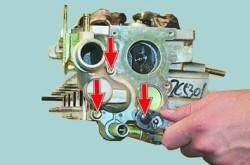
19. Очистите камеры сгорания от нагара. Осмотрите головку блока цилиндров. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.

20. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,15 мм.
21. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
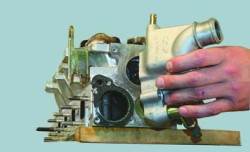
22. Проверьте наличие деформаций фланцев для впускной трубы и выпускного коллектора, деформированную головку замените.
23. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
24. Проверьте плотность установки заглушек рубашки охлаждения. При ослаблении их посадки восстановите ее чеканкой.
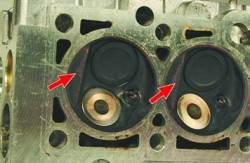
25. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под корпус термостата и завернув болты его крепления.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке в 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку.
27. Проверьте состояние опорных поверхностей под шейки вала в головке блока. Если хотя бы на одной из них имеются следы износа, задиры или глубокие риски, отшлифуйте шейки подшипников и измерьте диаметр шеек. Если диаметр шеек больше указанного (см. табл. 5.2 и табл. 5.3), замените головку блока.
30. Установите приспособление для сжатия пружин клапанов и сожмите с его помощью пружины клапана. Отверткой или пинцетом выньте сухари.

31. Выньте верхнюю тарелку и пружину клапана. Аналогично выньте сухари, тарелки и пружины остальных клапанов.





35. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан.
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.


37. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой графита карандашного грифеля, вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.

Рис. 5.6. Зоны износа клапана: 1 – зона наименьшего износа стержня; 2 – торец стержня; 3 – проточка под сухари; 4 – зоны наибольшего износа стержня; 5 – рабочая фаска; 6 – кромка тарелки
39. Проверьте износ стержня клапана в местах, показанных на рис. 5.6. Номинальные и предельно допустимые диаметры стержней клапанов приведены в табл. 5.5.
40. Проверьте состояние проточек 3 (см. рис. 5.6) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.

41. Проверьте состояние направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки, диаметр стержня клапана и по разности этих размеров определив зазор. Зазоры приведены в табл. 5.5.
42. Если зазор больше допустимого, отремонтируйте втулки развертыванием до ремонтного размера с увеличением диаметра отверстия на 0,04 мм относительно номинального диаметра. При этом в них необходимо установить клапаны соответствующего ремонтного размера с обеспечением номинального зазора в сопряжении. Развертывайте отверстия втулок, используя набор разверток с направляющим хвостовиком. Во избежание выкрашивания поверхности втулки слой снимаемого металла при каждом проходе и подача инструмента должны быть минимальными. В противном случае замените направляющие втулки. Номинальные и ремонтные размеры направляющих втулок впускных и выпускных клапанов приведены в табл. 5.6.


44. Более значительные дефекты седел клапанов устраняют шлифовкой, выдерживая размеры для впускных клапанов 45°30’±5’ с шириной пояска после притирки на фаске клапана 1,75–2,32 мм, а для выпускных клапанов – 45,5°30’±5’ с шириной пояска 1,44–1,54 мм. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если шлифовка не дала нужного результата, замените седла клапанов. Номинальные и ремонтные размеры приведены в табл. 5.7.

46. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При возможности определите упругость пружин по развиваемому усилию (табл. 5.8). Искривленные пружины (деформация в свободном состоянии более 1,6 мм) и пружины с трещинами замените.

47. Прокладки впускной трубы, выпускного коллектора и головки блока цилиндров всегда заменяйте новыми, так как снятые, даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнений.
Copyright © 2007-2022 Все права защищены. Все торговые марки являются собственностью их владельцев.
2. Отверните шесть гаек крепления впускной трубы к головке блока цилиндров и снимите впускную трубу в сборе с дроссельным узлом.









10. Выверните болт крепления зубчатого шкива распределительного вала, удерживая шкив от проворачивания специальным приспособлением. При отсутствии приспособления можно воспользоваться пассатижами с отверткой: вставьте рукоятки пассатижей в отверстия шкива, а отверткой удерживайте их от проворачивания.








19. Очистите камеры сгорания от нагара. Осмотрите головку блока цилиндров. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.

20. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,15 мм.
21. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
22. Проверьте наличие деформаций фланцев для впускной трубы и выпускного коллектора, деформированную головку замените.
23. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
24. Проверьте плотность установки заглушек рубашки охлаждения. При ослаблении их посадки восстановите ее чеканкой.
25. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под корпус термостата и завернув болты его крепления.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке в 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку.
27. Проверьте состояние опорных поверхностей под шейки вала в головке блока. Если хотя бы на одной из них имеются следы износа, задиры или глубокие риски, отшлифуйте шейки подшипников и измерьте диаметр шеек. Если диаметр шеек больше указанного (см. табл. 5.2 и табл. 5.3), замените головку блока.
30. Установите приспособление для сжатия пружин клапанов и сожмите с его помощью пружины клапана. Отверткой или пинцетом выньте сухари.

31. Выньте верхнюю тарелку и пружину клапана. Аналогично выньте сухари, тарелки и пружины остальных клапанов.





35. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан.
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.


37. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой графита карандашного грифеля, вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
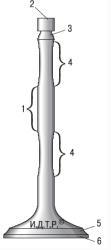
Рис. 5.6. Зоны износа клапана: 1 – зона наименьшего износа стержня; 2 – торец стержня; 3 – проточка под сухари; 4 – зоны наибольшего износа стержня; 5 – рабочая фаска; 6 – кромка тарелки
39. Проверьте износ стержня клапана в местах, показанных на рис. 5.6. Номинальные и предельно допустимые диаметры стержней клапанов приведены в табл. 5.5.
40. Проверьте состояние проточек 3 (см. рис. 5.6) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.

41. Проверьте состояние направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки, диаметр стержня клапана и по разности этих размеров определив зазор. Зазоры приведены в табл. 5.5.
42. Если зазор больше допустимого, отремонтируйте втулки развертыванием до ремонтного размера с увеличением диаметра отверстия на 0,04 мм относительно номинального диаметра. При этом в них необходимо установить клапаны соответствующего ремонтного размера с обеспечением номинального зазора в сопряжении. Развертывайте отверстия втулок, используя набор разверток с направляющим хвостовиком. Во избежание выкрашивания поверхности втулки слой снимаемого металла при каждом проходе и подача инструмента должны быть минимальными. В противном случае замените направляющие втулки. Номинальные и ремонтные размеры направляющих втулок впускных и выпускных клапанов приведены в табл. 5.6.


44. Более значительные дефекты седел клапанов устраняют шлифовкой, выдерживая размеры для впускных клапанов 45°30’±5’ с шириной пояска после притирки на фаске клапана 1,75–2,32 мм, а для выпускных клапанов – 45,5°30’±5’ с шириной пояска 1,44–1,54 мм. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если шлифовка не дала нужного результата, замените седла клапанов. Номинальные и ремонтные размеры приведены в табл. 5.7.

46. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При возможности определите упругость пружин по развиваемому усилию (табл. 5.8). Искривленные пружины (деформация в свободном состоянии более 1,6 мм) и пружины с трещинами замените.

47. Прокладки впускной трубы, выпускного коллектора и головки блока цилиндров всегда заменяйте новыми, так как снятые, даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнений.
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за ее перегрева.


4. Ослабьте хомут крепления пароотводящего шланга, сжав его отогнутые ушки, сдвиньте хомут по шлангу.


6. Аналогично снимите с патрубка корпуса термостата подводящий шланг радиатора системы охлаждения двигателя.
7. Ослабьте хомут крепления шланга, отводящего охлаждающую жидкость к радиатору отопителя, сжав его отогнутые ушки, сдвиньте хомут по шлангу.









16. . и от форсунок системы впрыска топлива. Ослабьте затяжку хомута и отсоедините воздухоподводящий шланг от патрубка дроссельного узла.






22. Разъедините пластмассовый хомут, соединяющий топливную рампу и направляющую маслоизмерительного щупа.


24. Ослабьте хомут крепления вакуумного шланга к ресиверу, сжав его отогнутые ушки, сдвиньте хомут по шлангу.



29. Отверните три гайки крепления приемной трубы к выпускному коллектору и опустите приемную трубу вниз.

30. Выверните десять болтов крепления головки блока цилиндров к блоку в последовательности, показанной на рис. 5.3, извлеките болты.


33. Очистите привалочные поверхности головки блока и блока цилиндров (поверхности должны быть сухими и чистыми).

Если не удалить масло из резьбовых отверстий под болты крепления головки блока, то при затяжке болтов в блоке цилиндров могут появиться трещины, так как масло не сжимаемое.

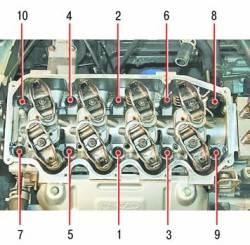
37. Затягивайте болты на холодном двигателе в последовательности, показанной на рис. 5.4, в три этапа: 1-й — затяните болты моментом 30 Н·м (3 кгс·м); 2-й — доверните болты на угол 90°; 3-й — окончательно заверните болты на угол 90°.
Читайте также: