
Замена поршневых колец ока
Поскольку от состояния головки и элементов, установленных в нее, зависит работоспособность двигателя в целом, то следует периодически проводить техническое обслуживание узлов, установленных в ГБЦ, сводящееся к регулировке клапанов, в также замене маслосъемных колпачков. В случае же поломки проводятся ремонтные работы.
Когда требуется демонтаж головки блока?
- Прогорание клапанов;
- Износ клапанных седел и кромок, подгорание их;
- Повреждение или износ направляющих и маслосъемных колпачков;
Это основные причины, которые требуют проведения ремонтных работ. Бывают и другие причины, по которым приходится снимать ГБЦ и подвергать ремонту, к примеру, появление трещины на корпусе, но такая неисправность встречается очень редко.
Также снятие ГБЦ потребуется в случае замены цилиндропоршневой группы, поскольку поршни вытаскиваются из цилиндров вверх.
Инструмент
Отметим, что при демонтаже головки с мотора хоть приходится много чего откручивать и снимать, но эти работы вполне можно выполнить в гаражных условиях самостоятельно, имея под рукой только основные инструменты, специфических ключей и приспособлений никаких не потребуется.
- Набор ключей (рожковые, накидные, торцевые, головки с воротками);
- комплект шестигранников;
- Отверточки;
- Ветоши;
- Емкость для сбора ОЖ;
Также обязательно потребуется новая прокладка по ГБЦ, поскольку она является одноразовой, и с какой бы целью не снималась головка, обязательно проводиться замена прокладки головки блока. Дополнительно нужна будет прокладка клапанной крышки, сальники распред. вала и прокладки под выпускные трубы и впускной коллектор.
Отметим, что сложность выполнения демонтажа во многом зависит от того, для чего именно ГБЦ снимается. Если просто нужно заменить прокладку под ней, то разбирать придется не особо много. Если же она снимается, для того, чтобы разобрать головку и провести ремонт, то придется демонтировать больше элементов. Ниже будет описана полная инструкция по разборке, но упомянут и простой демонтаж.
Порядок действий
Запасшись всем необходимым, можно приступать к работам.
Последовательность действий такая:
А далее уже выполняются ремонтные работы. Но для этого сначала от головки отсоединяется впускной коллектор. Затем извлекаются толкатели вместе с регулировочными шайбами. Дальше для разборки потребуется приспособление для рассухаривания и засухаривания клапанов, чтобы снять их, после чего выполняются ремонтные работы – замена направляющих втулок клапанов, самих клапанов, их притирка и прочее.
Особенности сборки
После восстановления головка устанавливается на место (не забываем заменить прокладку ГБЦ), и все собирается обратно. Но есть некоторые нюансы при сборке, и самый важный из них – порядок затяжки головки блока цилиндров. Если его не соблюдать – высока вероятность того, что головка ненадежно будет посажена, ее может повести или же произойдет пробой прокладки.

Отметим также, что затяжка выполняется в несколько подходов и обязательно с использованием динамометрического ключа:
- Затягиваем по указанному порядку все болты, создавая усилие в 20 Н/м;
- При втором подходе усилие должно составлять 70-85 Н/м;
- Выполняя третий подход, доворачиваем болты на 90 град.;
- Последний подход – еще раз доворачиваем на 90 град.;
В процессе сборки также обращаем внимание на состояние сальников распред. вала и при надобности их заменяем.
Автомобиль был интересен по ряду факторов:
- Самое малогабаритное авто Волжского автомобильного завода (хотя он выпускался также на СеаЗ и КамАЗ);
- Одно время был самой дешевой машиной в мире;
- Для нее был разработан свой двигатель, а не просто позаимствован с других моделей;
Естественно, при проектировании этого агрегата, пошли обычным путем – максимальной унификации с другими моторами ВАЗ, но все же это был отдельный мотор, со своими особенностями. Отметим, что практически везде использовалась унификация узлов, что позволило максимально удешевить производство авто.
Модификации двигателей
Особенности ремонта и обслуживания
При том, что ресурс двигателя ОКА, примерно в 1,5-2раза меньше чем у стандартных моделей ВАЗ.
Но снятие мотора и его разборка потребуется, если дело касается цилиндропоршневой группы и кривошипношатунного механизма, к которому относится и система уравновешивающих валов. Что касается последних, то они – особенность конструкции двухцилиндрового мотора.
Система уравновешивания же предотвращает появление повышенных вибраций, которые обязательно возникают при таких особенностях конструкции и работы силовой установки.
Если силовой агрегат исчерпал свой ресурс, то есть износ цилиндропоршневой группы достиг критических значений, или произошла серьезная поломка КШМ, производится переборка мотора. При этом, все работы можно выполнить только на снятой установке.
Далее рассмотрим, как правильно своими руками извлечь силовую установку из подкапотного пространства этого авто, не прибегая к услугам СТО.
Что потребуется
Основные ключевые моменты будут изображены на фото. Сразу отметим, что есть несколько способом извлечь мотор, причем один из них подразумевает наличие подъемных механизмов (талей), которые имеются не у всех, поэтому рассмотрим другой метод, с извлечением силовой установки через низ авто.
Для проведения работ потребуется не так уж и много:
- Наборы ключей (рожковых, накидных), а также головок с воротками и штангами;
- Набор отверток (плоские, крестообразные, усиленные и т. д.);
- Домкрат (2 шт.);
- Деревянные брусы;
- Ветоши;
- Емкости для слива технических жидкостей;
Метод извлечения силовой установки
Последовательность работ такова:
- Авто ставим в гараж и обездвиживаем. Для удобства приведения некоторых работ, передок выдомкрачиваем, причем полностью, а не только одной стороны;
- сливаем технические жидкости (масло, ОЖ);
- Демонтируем воздушный фильтр карбюратора вместе с корпусом;
- Отсоединяем от карбюратора приводные тросики дроссельной и воздушной заслонок, а также провод электроклапана ХХ;

5. Снимаем высоковольтные провода (со свечей и катушки);

6. Отсоединяем проводку, идущую к датчику момента искрообразования;
7. Послабляем хомут крепления патрубка подачи бензина на бензонасос и снимаем его;

9. Послабляем хомуты и снимаем патрубки с корпуса термостата, идущие на радиатор охлаждения;
Общее устройство отечественных силовых агрегатов было идентичным, разница между ними была в некоторых конструктивных особенностях, которые оказывали на технические характеристики установок.
Общее описание
Двигатель ВАЗ-1111 – рядный, двухцилиндровый, с поперечным расположением. Благодаря такой компоновке моторный отсек получился компактным, что позволило уменьшить общие габариты авто. Мотор получил жидкостную систему охлаждения с принудительной циркуляцией, карбюраторную систему питания и электронную систему зажигания.


Принцип работы двигателя с такой конструктивной особенностью достаточно прост – в цилиндрах смещены такты. То есть, если в 1-м цилиндре происходит такт сжатия, то во 2-м – выпуск. И так по всем тактам, поэтому цилиндры в этом моторе работают поочередно.
Блок цилиндров
Картер силовой установки вылит из чугуна. Как и на всех ВАЗ-овских моделях, цилиндры не вставные, а расточены в блоке. По всему блоку проходят каналы системы охлаждения (так называемая «рубашка).
Поскольку силовой агрегат – двухцилиндровый, рядный, то в нижней части блока располагается только три опоры для коренных шеек коленвала. В процессе производства высокоточная обработка рабочих поверхностей этих опор выполняется заодно с крышками.

В результате каждой опоре соответствует своя крышка и менять их местами нельзя, иначе возможен разрыв коленчатого вала во время эксплуатации авто. Чтобы исключить вероятность установки крышки на не свое место при ремонте силового агрегата, на них нанесены метки.
Головка блока цилиндров – цельнолитая, алюминиевая. Поскольку ГРМ у мотора – с верхним размещением распредвала, то в ГБЦ предусмотрены постели для вала. Для установки распредвала сделано три постели с крышками. Подшипники вала отсутствуют, их роль играют рабочие поверхности постели и крышки (поэтому при сильном износе опор замене подлежит головка целиком).


В ГБЦ также располагаются и клапаны ГРМ (по 2 на каждый цилиндр). Как обычно, впускной клапан, для обеспечения лучшей наполняемости цилиндра горючей смесью, обладает большим диаметром, чем выпускной.
Болты требуют этапного закручивания с повышением момента затяжки. Усилие на болтах крепления ГБЦ имеет строго определенные величины, поэтому затягивание необходимо выполнять динамометрическим ключом.
Распределительный вал изготовлен из чугуна, имеет высокую степень обработки рабочих поверхностей – опорных шеек и кулачков. Помимо воздействия на клапана, распредвал также приводит в действие вакуумный бензонасос, для чего на задней его части имеется эксцентрик.

Коленчатый вал представляет собой отливку из магниевого чугуна с последующей высокоточной обработкой рабочих поверхностей. Он имеет 3 коренных шейки и 2 – шатунных. 4 щеки вала, находящиеся между шейками, выполняют роль противовесов, снижающих вибрацию мотора при работе. Смазка рабочих поверхностей коленвала осуществляется посредством масляных каналов, проделанных внутри вала.
В передней части коленвала предусмотрены посадочные места под шестерню привода ГРМ и приводного шкива генератора. Сзади помимо фланца для крепления маховика располагается шестерня уравновешивающих валов.


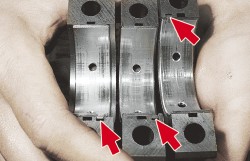
Подшипники трения коренных и шатунных шеек изготовлены из мягких оловосодержащих сплавов. У опорных элементов коренных шеек на рабочей поверхности проделаны специальные канавки для подачи смазки. Для правильной установки подшипников на их краях имеются специальные засечки.
Уравновешивающие валы предназначены для снижения вибрации силовой установки (а вибрирует он значительно из-за синхронного хода поршней). Представляют они собой два вала, установленные параллельно коленвалу и взаимодействующие с ним посредством шестерен.
Примечательно, что шестерни изготовлены не из металла, а из текстолита или пластика. Поскольку особой нагрузки при работе эти шестерни не испытывают, то особая прочность им не требуется. К тому же использование текстолита и пластика позволило снизить общий вес силового агрегата.
Нижние головки шатуна, как и опоры коленвала, обрабатываются вместе с крышками. Чтобы при сборке не перепутать крышки и не установить их неправильно, имеются метки.
Цилиндро-поршневая группа
Материалом изготовления поршня выступает жаростойкий алюминиевый сплав, деталь в процессе изготовления подвергается дополнительно термообработке.
Количество колец – 3. Два верхних – компрессионные, 3-е – маслосъемное. В проточке для маслосъемного кольца проделано отверстие для стока смазки, снятой со стенок цилиндра.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
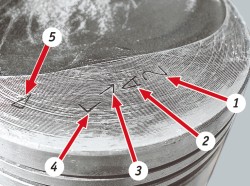
1. Очистите головку поршня от нагара.


2. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
3. Прочистите отверстия для стока масла подходящей по толщине проволокой.
4. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.


5. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем.
6. . замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Номинальный зазор, мм:
для верхнего компрессионного кольца – 0,04–0,075;
нижнего компрессионного кольца – 0,03–0,065;
маслосъемного кольца – 0,02–0,055.
Предельно допустимый зазор для всех колец – 0,15 мм.


7. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и.
8. щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (вследствие износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

9. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца (показаны стрелками).
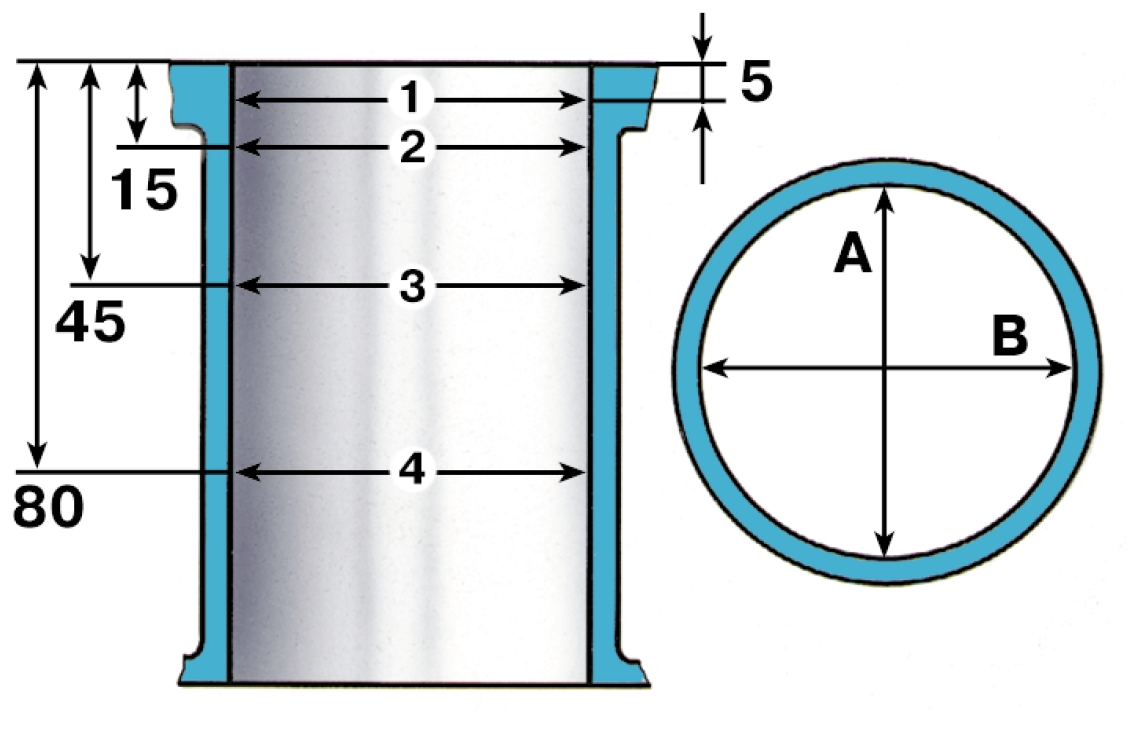
Рис. 2.9. Схема измерения цилиндров: А и В — направления измерений; 1, 2, 3 и 4 – номера поясов
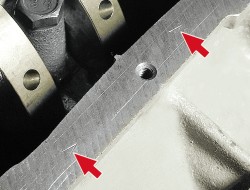
10. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.


11. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером, а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах (рис. 2.9 ).
12. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами, как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025–0,045 мм, предельно допустимый - 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов ( табл. 2.1 ): A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель нужно устанавливать поршни одной группы.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм (табл. 4.2). Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу — на крышке шатуна.

13. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши.

1. Установите стопорные кольца подшипников, запрессуйте заглушки, нанеся на них тонкий слой герметика, и передние подшипники уравновешивающих валов в посадочные гнезда блока цилиндров. Запрессуйте подшипники с помощью оправки (Dнар.=50 мм, dвн.=30 мм, L=100 мм), прилагая усилие к наружным кольцам. Подшипники запрессовывайте с внутренней стороны блока цилиндров.
2. Установите уравновешивающие валы.


3. Установите задние подшипники уравновешивающих валов и запрессуйте их с помощью подходящей оправки, прикладывая усилие к наружному кольцу подшипника.
4. Установите стопорные кольца задних подшипников уравновешивающих валов с помощью специальных щипцов.


5. Смажьте тонким слоем моторного масла вкладыши коренных подшипников коленчатого вала и установите их в постели блока цилиндров (фиксирующие усы вкладышей устанавливайте в проточки постелей). Вкладыш средней шейки не имеет продольной канавки.
6. Установите коленчатый вал двигателя в постели блока цилиндров, предварительно смазав шейки вала (коренные и шатунные) тонким слоем моторного масла. Установите упорные полукольца на среднюю шейку коленчатого вала, предварительно смазав их тонким слоем моторного масла (проточками в сторону шеек вала, кольцо с алюминиевым покрытием белого цвета устанавливайте с передней стороны постели коленчатого вала, а металлокерамическое — с другой стороны постели). Поверните полукольца так, чтобы их концы были заподлицо с торцом постели.
7. Протрите крышки коренных подшипников чистой тряпкой.

8. Смажьте вкладыши тонким слоем моторного масла и установите их в крышки коренных подшипников (фиксирующие усы вкладышей устанавливайте в проточки крышек).
9. Установите крышки коренных подшипников согласно меткам на них (одна метка — первая крышка со стороны переднего конца коленчатого вала, две метки — вторая, три — третья). Метки на крышках должны быть расположены со стороны генератора.

10. Затяните болты крепления крышек коренных подшипников моментом 68,31–84,38 Н·м (6,97–8,61 кгс·м). В первую очередь нужно затягивать болты средней крышки.
11. Проверьте, проворачивается ли коленчатый вал. Он должен вращаться легко, без заеданий.

12. Установите упорные пластины задних подшипников уравновешивающих валов и затяните болты их крепления (по два болта на каждой пластине).
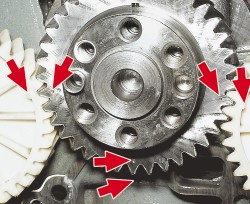
13. Поверните коленчатый вал так, чтобы метка на шестерне привода уравновешивающих валов совпала с приливом на блоке цилиндров. Установите шпонки в пазы задних концов уравновешивающих валов и шестерни уравновешивающих валов. Широкая метка на шестерне уравновешивающего вала должна совпадать с двойной меткой на шестерне коленчатого вала, а узкая метка шестерни другого уравновешивающего вала — с одинарной меткой шестерни коленчатого вала.
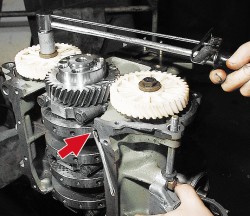
14. Затяните болты крепления шестерен моментом 45,82–56,60 Н·м (4,68–5,78 кгс·м). Для этого зафиксируйте коленчатый вал от проворачивания, вставив металлический стержень в балансировочное отверстие.
15. Обезжирьте поверхность блока цилиндров бензином, соблюдая меры пожарной безопасности.


16. Запрессуйте сальник в держатель (используя деревянный брусок).
17. Обезжирьте привалочную поверхность держателя заднего сальника коленчатого вала и нанесите тонкий слой герметика на эту поверхность.
18. Смажьте рабочую кромку заднего сальника коленчатого вала тонким слоем моторного масла.

19. Установите держатель заднего сальника коленчатого вала на двигатель. Заправьте рабочую кромку сальника деревянной палочкой.
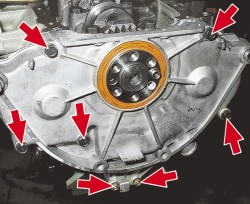
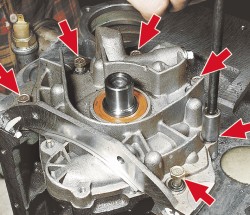
20. Затяните пять болтов и две гайки крепления держателя заднего сальника коленчатого вала.


21. Установите маховик на коленчатый вал штифтами под сцепление наружу, совместив отмеченное отверстие со втулкой на фланце коленчатого вала.
22. Установите пластину болтов маховика, нанесите тонкий слой герметика на болты крепления маховика и.


23. . удерживая маховик от проворачивания, затяните болты его крепления моментом 70,81–87,47 Н·м (7,22–8,92 кгс·м). Болты затягивайте крест-накрест.
24. Для удобства установки масляного насоса смажьте прокладку насоса тонким слоем консистентной смазки (Литол-24) и установите ее на поверхность блока цилиндров.


25. Залейте в корпус масляного насоса 10–20 г моторного масла и проверните шестерни масляного насоса на несколько оборотов, чтобы смазать их. Шестерни должны вращаться легко, без заеданий.
26. Установите масляный насос в сборе на привалочную поверхность блока цилиндров, заправьте рабочую кромку переднего сальника деревянной палочкой и.

27. . заверните шесть болтов крепления масляного насоса к блоку цилиндров.
28. Установите шпонку в канавку переднего конца коленчатого вала.

29. Установите шкив коленчатого вала и напрессуйте его на вал с помощью оправки из мягкого металла.
30. Протрите зеркала цилиндров чистой тряпкой. Подберите поршни к цилиндрам по диаметру (маркировка группы нанесена на фланце крепления масляного картера блока цилиндров на днище поршня) и массе.
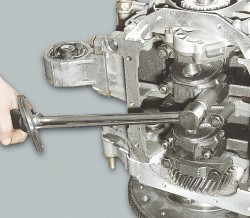
31. Наденьте поршневой палец 2 (рис. 2.10) на валик 1 приспособления для установки поршневого пальца с дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.

32. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень так, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.

Обратите внимание, что поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
Устанавливайте палец быстро и до упора, так как шатун охлаждается быстро и после его остывания изменить положение пальца в верхней головке будет невозможно.

33. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.


35. Установите вкладыши шатунных подшипников в шатун и смажьте их моторным маслом.
36. Проверьте легкость перемещения колец в канавках поршня, вращая кольца. Замки колец расположите под углом 120°.
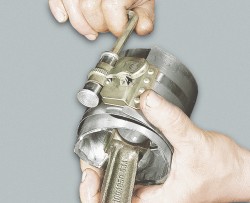

37. С помощью специальной оправки сожмите поршневые кольца и.
38. . аккуратно ударяя ручкой молотка по днищу поршня, установите поршни в сборе с шатунами в цилиндр так, чтобы стрелка на днище поршня была направлена к приводу распределительного вала. При этом оправка должна быть плотно прижата к блоку цилиндров, иначе можно поломать поршневые кольца.
При отсутствии готового приспособления для сжатия колец его можно изготовить самостоятельно из полосы жести соответствующей ширины.

39. Установите крышки шатуна с вкладышами на шатунные болты (при этом номер цилиндра на шатуне и его крышке должен располагаться с одной стороны) и осадите их с помощью ручки молотка.
40. Затяните гайки крышек шатунных подшипников моментом 43,32–53,51 Н·м (4,42–5,46 кгс·м).


41. Удалите выступающие части прокладки масляного насоса и излишки герметика с привалочной поверхности блока цилиндров под масляный картер.
42. Установите маслоприемник с уплотнительным кольцом (показано стрелкой) и затяните три болта его крепления.

43. Для удобства установки картера смажьте тонким слоем консистентной смазки прокладку масляного картера и установите ее на поверхность блока цилиндров.
44. Установите масляный картер и затяните одиннадцать болтов его крепления.
Читайте также: