
Замена направляющих втулок клапанов нива шевроле
при замене маслосьемного колпачка обломилась фтулка на который м.сьемник одевается.что делать?
как это сделать?
Пардом, мадам(или мадемуазель?), не сразу пол увидел Боюсь, нежными женскими ручками эту процедуру не выполнить.
Технология процесса-снять головку, выбить старую втулку, купить ремонтного размера втулку, шарошкой подогнать посадочное место в головке под размер новой втулки, подогреть паяльной лампой или горелкой газовой посадочное место, окунуть втолку в жидкий азот, и поставить ее на место(не трамвируя рук, жидкий азот обжигает не хуже соляной кислоты). После замены втулка должна сидеть мертво в посадочном месте.
А вообще то, самым разумным шагом будет обратиться к специалисту.
А КАК так получилось ее сломать, она же вроде бронзовая?
А еще способы есть?))
Увы, мадам, увы. Можно конечно новую просто молотком вогнать на место, но сколько она будет работать-и ежу понятно.
стали менять колпачки.дернули колпачек и конец фтулки остался в колпачке.фтулка обломилась.она не бронзовая.
саня66
Ты ещё забыл сказать, что после замены втулки её нужно развернуть под стержень клапана, зенковать седло и притереть к нему клапан.
А сломать втулку клапана при неаккуратном снятии колпачка - элементарно. И бронза тут ни при чём. В стоке втулки стальные.
я просто давно это делал, может че и попутал Но все равно, Как ее сломать можно? Только молотком по-моему. Хотя я понял, наверное снимали пассатижами и тянули вверх. А надо было плоской отверткой поковырнуть и снять.
раз такая шняга произошла, может имеет смысл полноценный ремонт головки сделать?
пасатижами снимали.и про то что женщины ниче не понимают в машинах вы ошибаетесь.мужчины щас диградируют или ломают машины. поэтому нам приходиться заниматься ремонтом своего авто,ну конешно же не без мужской силы.
Забиваю без азота, в морозильник кладу минут на 5. А головку грею феном чтоб рука терпела гр. 60.
Оправки нужны специальные и опыт, без специалиста не обойтись. Хрупкое это дело.
я с глубоким душевным трепетом отношусь к дамам, эксплуатирующих (и особенно ремонтирующих) Ниву, это мужественные дамы, которые и в избу. и коня. и т.д но есть такие тонкости, где дамам лучше не лезть, грубыми мужскими мозгами и руками лучше получается. И обижаетесь Вы зря.
саня66
вы меня не обидели.просто это так и есть.если не халатное отношение "мастеров" машина бы была на ходу. а я и не лезу.я просто контролирую сам процес. саму работу делают грубые мужские мозги и руки-крюки
Это - да, азот мало кто использует. Но 5 минут в морозилке, считаю, маловато.
У меня в гараже стоят старый холодильник и электроплита с духовкой. Духовка как специально под размер жигулёвской головки сделана - чётко влезает туда и плотно закрывается крышкой. Так получается более равномерный нагрев, чем феном. Грею до первого шипения воды на головке (чуть больше 100 градусов, передерживать нельзя). Всё это время (около получаса) втулки лежат в морозилке. Запрессовка получается довольно быстрой и прочной. Наличие оправок обязательно.
Можно, конечно, сказать и так. Но мой опыт подсказывает другое.
На моей "Ниве" прикипевший колпачок тоже снялся вместе с установочным пояском направляющей втулки. По всей видимости, эта втулка до меня менялась уже не раз без всяких нагревов и охлаждений, т.к. сошла она с места после лёгкого постукивания (не удара!) по выколотке 150-граммовым молотком. Посадочная поверхность под втулку в головке была с продольными царапинами, а новая втулка (самая большая по диаметру из десятка ремонтных, которые я промерял микрометром), влетела на место со свистом после охлаждения в морозилке, без нагрева головки. При этом втулки, которые я менял раньше (да, впрочем, и позже), вставлялись в нагретую головку путём несильного постукивания через оправку тем же небольшим молотком.
Это - одна из причин, по которой сейчас у меня стоит не родная 2130-я головка, а отремонтированная нормальным способом 21011-я. Вторая причина такой замены - вытертые сёдла клапанов. Ещё не полностью, но в совокупности с такими втулками это привело к тому, что от той головки я предпочёл избавиться. Правда, она работает и сейчас. На расточенном до беспредела двигателе, установленном на машине с порванным и сгнившим кузовом, которая эксплуатируется в режиме убивания.

1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Полезный совет:
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку A.60153/R.
. выпрессуйте втулку в сторону привода клапанов.
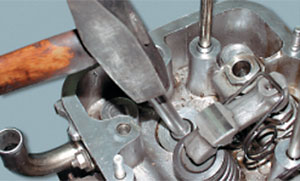
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.

Примечание:
Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов - до половины длины отверстия, у втулок выпускных клапанов - по всей длине отверстия.

4. После запрессовки разверните отверстия во втулках оправками A.90310/1 и A.90310/2:
- впускных клапанов - до диаметра 8,022-8,040 мм;
- выпускных клапанов - до диаметра 8,029-8,047 мм.
Кроме того, в продаже имеются готовые ручные держатели клапана.
Приспособление для притирки клапанов:
1 - металлический стержень;
2 - резиновый шланг;
3 - винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу.

1. Очистите клапан от нагара.

2. Нанесите на фаску клапана притирочную пасту сплошным тонким слоем.

3. Наденьте на стержень клапана предварительно подобранную пружину.

4. Вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Примечание:
Графитная смазка предохранит направляющую втулку от попадания в ее отверстие абразива из притирочной пасты и облегчит вращение клапана во время притирки.

5. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).

Вам потребуются: молоток, оправка для выпрессовки направляющих втулок (стержень подходящего диаметра).
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.

ПОЛЕЗНЫЙ СОВЕТ
Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.

3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.

ПРИМЕЧАНИЕ
Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
4. После запрессовки разверните отверстия во втулках:
— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.

Для чего нужна направляющая втулка
Причины и последствия деформации

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
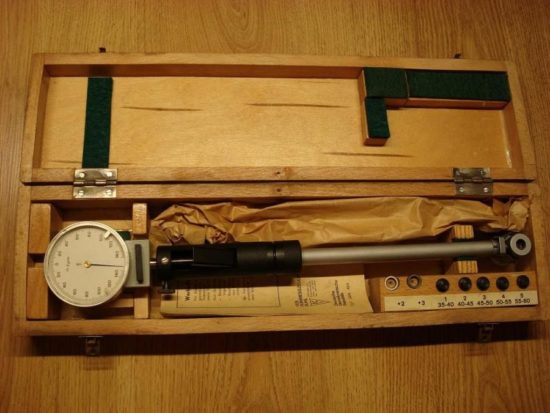
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Читайте также: