
Замена направляющих втулок клапанов газ
Здравствуйте. Решил на 417 головке поменять направляющие клапанов. Уж больно здоровый люфт был. Поехал, купил заводские. Запрессовал, развернул на 9 мм, стал притирать клапан. Смотрю, что-то долго не притирается. Сначала подумал кривой клапан. Когда внимательно все рассмотрел, понял что отверстие в направляющей просверлено косо. Из - за этого тарелка клапана смещена относительно седла и притирай не притирай, при повороте клапана в седле всегда будет такое положение, что будет пропускать. Недавно мой дружок делал такую же процедуру на жигулях, купил импортные направляющие и все прошло без сучка без задоринки. А я колупаюсь уже почти неделю. В магазине, где я покупал направляющие, спросили что же а не принес их обратно? А куда нести – я их уже развернул. Из этого я сделал вывод что у меня не единственный случай с бракованными направляющими. Между делом посмотрел у знакомых направляющие на Волгу. Перебрал полведра – все бракованные. Остается искать импортные. Но у кого не спрошу – никто про такие не слыхал. Может кто-нибудь знает, где такие продают? Подскажите. Или моя проблема может быть решена как-нибудь по другому? Очень надеюсь на Ваш совет.
Алексей.
У, Вашей задачи, если довольно стандартное, общепринятое в практике ремонта автомобилей, решение. Вам, следует приобрести набор зенковок для ремонта сёдел клапанов. С помощью данного набора восстановить центровку, ширину и углы фасок сёдел клапанов. И, только затем, следует притирать клапана.
В подобной процедуре восстановления сёдел, особых хитростей нет. Важна точность. В случае если что-то будет не получаться - пишите.
Производить данную операцию в стационарных условиях, вовсе не обязательно. В "стационарах, тоже работают люди и делают все это, тоже руками. Главное, понимать что ты делаешь. Второе; наличие подходящего инструмента/оборудования.
Разбило втулки клапонов куда только я не обращался не кто не делает, а кто делает то по калхозному как-то, на сколько я знаю необходимо ногреть бошку и остудить втулки в сухом льду а потом только вставлять. Если я не прав поправте. Как менять, Где, Можно ли самому. :lol:
Можно и самому, делали так:
Голову в духовку, и греть до температуры ~150,
Втулки в кастрюлю, засыпать сухим льдом,
Вынимаем голову и с помощью оправки вставляем втулки по одной (работать ТОЛЬКО в перчатках. ), если не осаживается до стопорного кольца, то слегка осаживаем молотком,
После этого развертываем втулки с помощье развертки на 9мм,
шарошим седла и притираем клапана.
Если навыка нет то дня 2-3 промудохаться можно. При определенном навыке делается за день
. Добавлю.
Развертку надо желательно с заходом. Есть развертки у которых режущая часть начинается прямо от кончика. Есть ОЧЕНЬ большой риск, что такая развертка пойдет криво.
Только голову лучше не греть. а если греть то градусов до 50, а то поведёт.
Она же из литьевого сплава! Чтоб ее от нагрева повело, надо градусов до 400-500 нагреть!
Но плоскость все равно надо будет проверить, потому как выпрессовка-запрессовка, да и по жизни не помешает.
:? Ниче с ней не будет. Ее, чтоб повело, тыщ до полутора градусов нагреть надо. Причем неравномерно! В камерах сгорания температура много выше, чем можно себе позволить на газовой плите.
В мануале же написано - нагревать до 150-170 градусов. И, при всем прочем, писали его все ж не дураки.
Если же втулки забивать в холодную голову, то держаться они там не будут. Вывалятся к чертям при первом нагреве. На плоскостность выпрессовка-запрессовка действия не оказывает. Но, коль уж голова снята, от проверки хуже не будет :)
У, Вашей задачи, если довольно стандартное, общепринятое в практике ремонта автомобилей, решение. Вам, следует приобрести набор зенковок для ремонта сёдел клапанов. С помощью данного набора восстановить центровку, ширину и углы фасок сёдел клапанов. И, только затем, следует притирать клапана.
В подобной процедуре восстановления сёдел, особых хитростей нет. Важна точность. В случае если что-то будет не получаться - пишите.
Так значит дело не в направляющих, а именно в неотцентрованных седлах?Вадек
дело в том, что при изготовлени деталей, все без исключения детали имеют допуски (+/-) на обработку (размеры, чистоту поверхности, центровку). Таким образом, центра отверстий в старой и новой втулки совпадаль не могут по определению, т.к. "лежат" (+/-) в пределах допуса. Следовательно, при замене старой клапанной (или иной) втулки на новую - нарушается центровка отверстия втулки относительно седла клапана, а не необорот. Вот и получается, что для восстановления центровки новой втулки и седла, необходимо зенковать сёдла клананов, а не подбирать новую втулку совпадающею по центровке отверстия со старой.
С Уважением
Виктор
Купил головку ГАЗ-24 под ремонт. Еще в прошлом году купил комплект (8шт.) бельгийских сальников клапанов Corteco. Клапаны и направляющие лежат еще застйных времен. Хочу поставить все 8 сальников как на Волжских и УАЗовских моторах последних выпусков. Хотел вначале купить выпускные направляющие нового образца с проточкой под сальник (300 руб.), пришел в магазин мне дают комплект выпускных направляющих от УАЗа под сальник, а они по виду такие же как и впускные, и на них тоже упорное кольцо. Начинаю доказывать, что на выпускных не должно быть упорного кольца, на что мне достают каталог запчастей УАЗ, смотрю действительно на рисунке выпускные направляющие с упорным кольцом. Только номер по каталогу другой. Покупать пока не стал.
Возникла идея поставить все направляющие втулки от впускных клапанов с проточкой под сальник. К тому же посадочные диаметры одинаковые и материал должен быть одинаковый. Поросто у меня лежит два комплекта направляющих под впускные клапана. Как думаете так можно.
Купил головку ГАЗ-24 под ремонт. Еще в прошлом году купил комплект (8шт.) бельгийских сальников клапанов Corteco. Клапаны и направляющие лежат еще застйных времен. Хочу поставить все 8 сальников как на Волжских и УАЗовских моторах последних выпусков. Хотел вначале купить выпускные направляющие нового образца с проточкой под сальник (300 руб.), пришел в магазин мне дают комплект выпускных направляющих от УАЗа под сальник, а они по виду такие же как и впускные, и на них тоже упорное кольцо. Начинаю доказывать, что на выпускных не должно быть упорного кольца, на что мне достают каталог запчастей УАЗ, смотрю действительно на рисунке выпускные направляющие с упорным кольцом. Только номер по каталогу другой. Покупать пока не стал.
Возникла идея поставить все направляющие втулки от впускных клапанов с проточкой под сальник. К тому же посадочные диаметры одинаковые и материал должен быть одинаковый. Поросто у меня лежит два комплекта направляющих под впускные клапана. Как думаете так можно.
На родной, именно 24-й головке ( не 24-10) выпускные клапана штатно без маслосъемных колпачков, но если есть техническая возможность их установки - это только "+"!
У меня головка стандартная под УМЗ417, на днях заменил на ней направляющие. Взял для ЗМЗ402 - они по размерам такие же как родные, но с проточкой под колпачки. Выпускные - на 5мм длинее впускных.
А вчера после работы пошел в гараж развертывать их и слегка в неодоумении. Развертка одинаковая, размер отверстий разный получился.
Выпускные - на 5мм длинее впускных.
А вчера после работы пошел в гараж развертывать их и слегка в неодоумении. Развертка одинаковая, размер отверстий разный получился.
Да вот про длину я совсем забыл. Похоже прийдется покупать.
А развертка регулируемая? Если не регулируемая, то это не отверстия получились разные с стержни клапанов разного диаметра. Я обычно регулируемой разверткой несколько раз прохожу пока стержень клапана входить не будет.
А у меня шарошки седла не берут, а между тем, шарошки абсолютно новые. Оказалось, что шарошки нужны особенные - твердосплавные с наплаками на режущей кромке, а не из инструментальной стали как у меня.
Развертка нерегулируемая, судя по всему комбинированная - нижняя часть конусная, верхняя цилиндрическая. Специальная для направляющих втулок ГАЗ-24.
А шарошки у меня твердосплавные, украинского завода какого-то, но еще не пробовал их, т.к. думаю - может часть втулок заменить да по новой развернуть.
Я бы вначале стержни клапанов померил. Если в допуск попадают, то тогда втулки менять. И развертку лучше регулируюмую купить, она стоит около 150 руб.
Я бы вначале стержни клапанов померил. Так клапаны новые, поди в допуске должны быть.
Что-то я этого на жигулевских клапанах не замечаю.
Я кажется разобрался где собака порылась. Все дело в том что разверка притупилась. На развертке режущая кромка идет левым винтом. Так вот происходит следующее: начало отверстия во втулке круглое как положено, а под конец оно приобретает форму шестигранника, причем винтом (как нарезка в стволе). Тупая развертка его не выравнивает, а прокручивается рывками. Короче нужно брать прямую разертку и все отверстия проходить еще раз.
Не рекомендуется. Там есть разница в количестве концентических маслоудерживающих канавок (в отверстии под клапан) для впускных и выпускных, соответственно - теплоотвод от стержня клапана, и условия смазки. На нормальных рисунках из альбомов это видно, соответственно, поставив не то что надо резко уменьшите ресурс. По этой же причине развёртки для впускных и выпускных клапанов свои и невзаимозаменяемые.
Имеем старые направляющие втулки, в которых клапана болтаются. Решено все менять. Выколотил. Заколотил новые. Клапана все новые.
внутр диам новых втулок примерно 8,1 (других в продаже не бывает) стержни клапанов почти 9,1. ессно не лезет. Имеется новая регулируемая развертка на 9. Она тоже не лезет. Пробовал вначале регулируемой разверткой на 8. Я так понял, что это наймет где-то год. снимать то лишний 1 мм. Пробовал сверлить. Вначале на 8,5 потом на 9. Развертка на 9 теперь сделала свое дело и клапан входит как надо. Но проблема. Соосность и параллельность. Тут грабли. Уводит в 50 % случаев. Поделитесь опятом плиз (понимаю что редко кто втулки меняет, но все-ж хочется по правильному, на века. ). ps втулки еще есть новые. D
Я оправку делал из трубы на 1/2" длино ~10см. Но все равно точность относительная. Лучше всего на станке навреное делать, там уж точно не уведет.
1.развертку лучше пользовать не регулируемую, тогда точнее получиться
2.после развертки втулок надо зенковать седла, что бы добиться перпендикулярности посадочного места отверстию во втулке
3.притереть клапана.
1.развертку лучше пользовать не регулируемую, тогда точнее получиться
2.после развертки втулок надо зенковать седла, что бы добиться перпендикулярности посадочного места отверстию во втулке
3.притереть клапана.
Это само собой. Вопрос то не в этом. Развертку уводит если без оправки вручную делать. Она болтается в руке. В итоге в втулка разворачивается не ровно - диаметр отверстия ближе к краям получается больше чем по центру, а надо одинаково чтобы было.
Я не пойму, зачем такие втулки делают. Если надо лишний миллиметр развертывать/высверливать? Пробовали в токарном станке сверлом пройти-все равно немного (0,1 – 0,2 мм) уводит на выходе. Что теперь делать? Как потом к седлам подгонять (сорри, просто не разу до этого с клапанами не возился):(
Их делают под развертку потому, что после запрессовки втулки деформируются. Развертывать надо на сверлильном станке.
Их делают под развертку потому, что после запрессовки втулки деформируются. Развертывать надо на сверлильном станке.
А вручную, значит, никак толком не сделать.
И как на станке делать, куда в таких случаях обращаться.
Я месяц назад то же ковырялся с ентими направляющими раз башку разобрал думаю дай поменяю все равно новые 130 или 150 рублей стоят старые выбил новые вогнал и давай разверткой на 9 крутить. Крутил крутил до опупения пол часика вошла мм на 5 позвонил знакомому "мотористу" который мне развертку дал говорю что то тут не то ентим инструментом доли мм ловят а не целый мм! Он говорит - "это нормально так и должно быть - дело это сложное крути" Я еще усердно покрутил только уже дрелью и ручной и электро думаю не то! На след день поехал в сму где блоки растачивают. За 200 рублей мне токарь рассверлил до 8.7! Он сверлил на большом станке и начинал со стороны камеры сгорания и мне посоветовал развертывать с этой стороны(видимо с маслоотражателями связано). В итоге все равно все седла клапанов пришлось прилично шарошить. Один клапан вообще почти провалился! Вывод я сделал - перед заменой направляющих необходимо оценить состояние седел (сколько их там осталось) а то может получиться так что шарошить нечего будет! Информации что направляюще перед разверткой надо рассверливать до 8.7 мм нет. Я у волговодов на сайте искал и везде шарил. Думаю необходимо ентот вопрос на сайт в соответствующий раздел выложить направляющие меняют многие, тем более что затраты на этот процесс не большие а дело нужное. Специ говорят что ни какие самые лучшие маслоотражатели держать не будут с разбитыми втулками!
по некоторым данным работа очень дорогая (3000 рублей кто то говорил)
А кто знает почем в сервисе в разных городах втулки и подгонка клапанов стоит? модет проще новую купить.
всем привет.
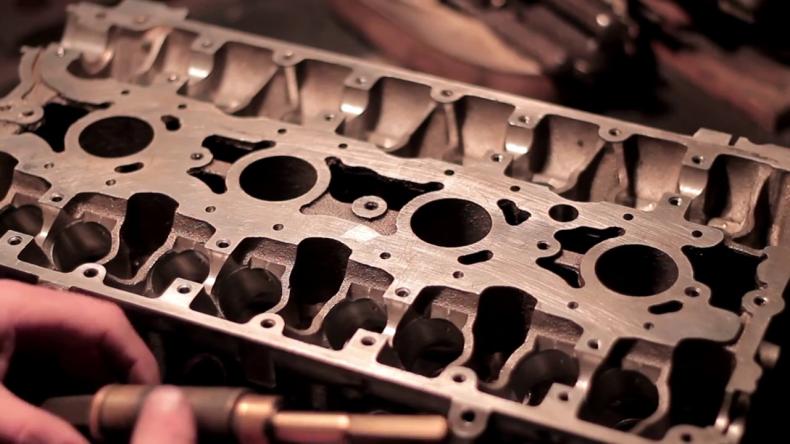
Имеем голову 406.1003009.
при снятии маслосъемных колпачков часть втулки снялась вместе с ним. технология замены ясна.
проблема в разогреве головы.
все делается на кухне, под рукой спиральная электроплитка(одна спираль 140мм в окружности), газовая плита 4 конфорки ну и духовка в которую голова влезет почти до последних направляшек.
1. слышал эта голова боится высоких температур правда ли это?
2. также не нашел никакой информации о разогреве гловы частями, т.к. расстояние от центра 1го до центра 4го клапана около 140 мм. что будет если греть спиралью сначала одну сторону, а потом другую?
3. после мойки заметил бронзовые направляхи на выпуске. люфт есть но очень мал (точно не мерял). оставить их или тоже заменить?
1. слышал эта голова боится высоких температур правда ли это?
2. также не нашел никакой информации о разогреве гловы частями, т.к. расстояние от центра 1го до центра 4го клапана около 140 мм. что будет если греть спиралью сначала одну сторону, а потом другую?
все боятся температур, греть ГБЦ лучше не выше 60градусов, а направляющие остудить, лучше конечно азотом, но и морозилка тоже пойдет. Греть мне кажется лучше всего феном строительным по всей плоскости.
после мойки заметил бронзовые направляхи на выпуске. люфт есть но очень мал (точно не мерял). оставить их или тоже заменить?
Если люфт впределах нормы, то можно и оставить, но можно и заменить, чтоб потом лишний раз не лазить туда.
Ну то что при установки новых надо нагреть голову а сами втулки охладить я понял.
По поводу нагрева головы где то на тут форуме читал (сейчас найти не могу где именно) что на пару можно нагреть до 115 гр.
А вопрос собственно надо ли голову греть при выколачивании старых направляющих. или без разницы (можно ли на холодную выколотить. ) :rolleyes:
На холодную выбивать не стоит. После нагрева водой остуди втулки и выколачивай.
При выбивании и запрессовке втулок голову я грел полностью над электрической печкой. Температура какая точно была не знаю, но больше 100 градусов это точно (плюнешь на голову и слюна с шипением отлетала от нее). Операция прошла успешно - ничего не повело.
Знаю. сам все стараюсь снимать съемниками но именно такова в продажи нет а изготовить самому не чем (основная проблема массивный пустотелый болт и втулка с резьбой и диаметром чуть меньше направляющей)
P.S. головку еще не мыл. буду это делать после зенковки и притирки. сецчас присматриваю место в маразилке (кухонный энтропийник прим. самиздат.) для новых направляющих
У меня в принципе схожий механизм был готов, но при дефектовке башки решил не перевтуливать. В этом плане змз-402 проще - клапана на 9мм, то есть берётся длинный болт на 8 и переходная гайка.
Заколатил новые направляющие. клапана в них НЕ ЛЕЗУТ. (перед установкой проверял влазили свободно без люфта).
Что делать. :wall:
Что то картинка не загрузилась.
Вот они такие были. у них внутри поперечные канавки есть (типа крупной резьбы) то есть отверстие не гладкое.
rvz, Не паникуй, есть специальные развертки (под впуск и выпуск размер разный, не перепутай). Мажешь развертки моторным маслицем и разворачиваешь направляющие. После этой операции начинаешь шарошить седла клапанов.
О маслосъемных колпачках, направляющих втулках и вообще, о жизни клапанов в моторе.

Еще 50-60 лет назад, в СССР, к проблемам снижения расхода масла в двигателях внутреннего сгорания относились как к очень далекой перспективе. Автомобильные двигатели были, в основной массе, нижнеклапанными, а у таких моторов потери масла через подвижные части клапанного механизма ничтожны. Самые передовые, по тем временам, москвичевские и волговские моторы были
уже с верхним расположением клапанов, однако, верные устоявшимся привычкам конструкторы, при проектировании моторов основное внимание, в борьбе
с расходом масла, уделяли конструкциям поршней и поршневых колец, нежели клапанному механизму.
Каким же образом масло из пространства под клапанной крышкой попадает в цилиндры? Коромысельный привод клапанов, а в моторах с верхним распредвалом, сам распредвал и толкатели, смазываются маслом, подаваемым к ним под давлением. Это масло, выдавливаясь из зазоров механизма, разбрызгивается каплями в пространстве под клапанной крышкой. Капли масла оседают на всех деталях, в том числе, и на верхней тарелке клапанной пружины.
Эта тарелка очень похожа на воронку и, собравшиеся в ней капли масла, стекают вниз по штоку клапана. При работе двигателя на холостом ходу и частичных нагрузках, во впускном коллекторе и в каналах головки блока возникает разрежение. Если зазор между направляющей втулкой клапана и штоком клапана велик, то масло, стекающее из тарелки вниз по штоку, усиленно увлекается этим разрежением во впускной канал головки. Именно поэтому у мотора с изношенными колпачками и направляющими втулками мы наблюдаем сильный плевок белого дыма при начале движения на перекрестке.
В первых верхнеклапанных двигателях меры борьбы с потерями масла через зазоры в паре шток клапана - направляющая втулка сводились к размещению под сухарями клапана резинового кольца, а
под верхней тарелкой пружины стального или резинового колпачка (рис 1).
Рисунок 1
Резиновое уплотнительное кольцо под сухарями и маслозащитный колпачок
Рисунок 2
Маслосъемный колпачок, монтирующийся на направляющую втулку клапана
Вариант 2 монтируется под клапанную пружину, усилие которой фиксирует колпачок на головке и герметизирует его стык с головкой
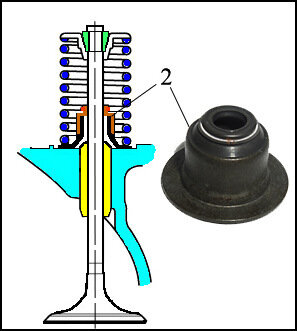
Рисунок 3
Маслосъемный колпачок с фланцем под пружину

Маслосъемные колпачки (МСК) первого типа получили доминирующее распространение ввиду простоты и дешевизны. Однако, на многих двигателях замена таких колпачков без специнструментов трудоемка из-за сложности работы в стесненном пространстве головки. Маслосъемные колпачки второго типа не контактируют с направляющей втулкой клапана и, соответственно, меньше нагреваются (температура направляющей втулки выпускного клапана всегда выше температуры головки блока). Поэтому такие колпачки более долговечны. При обслуживании двигателя, замена этих колпачков очень удобна и не требует никакого специального инструмента. Однако, цена их в разы выше традиционных. Есть и еще один недостаток, при применении колпачков второго типа длина направляющей втулки вынужденно получается более короткой, а из-за этого снижается ее износостойкость.
Применительно к волговским двигателям, МСК первого типа применяются на всех двигателях отечественной разработки. На двигателях Крайслер применяются МСК второго типа.
Функции маслосъемных колпачков противоречивы: с одной стороны, они должны препятствовать расходу масла через зазоры между направляющей втулкой и штоком клапана, а с другой стороны, они не должны полностью перекрывать поступление масла в зазор, поскольку в этом случае износ направляющей втулки и штока клапана будет чрезмерно сильным. Для улучшения условий смазки пары трения втулка-клапан внутреннюю поверхность втулки иногда выполняют с нарезкой канавок (кольцевых или в виде резьбы) В которых может аккумулироваться смазка. Другим решением проблемы смазки узла втулка-клапан является изготовление направляющих втулок из пористого материала. Таковыми являются чугуны, а также материалы, получаемые по порошковым технологиям. Чугун – материал, содержащий огромное количество микроскопических включений графита чешуйчатой или сферической формы. При механической обработке чугуна миллионы микровключений графита вскрываются режущим инструментом и становятся аккумуляторами смазки. Направляющие втулки клапанов у всех первых верхнеклапанных двигателей были исключительно чугунными. Последующий опыт эксплуатации двигателей показал, что при любой, даже самой идеальной конструкции колпачков незначительный расход масла через них, все же, всегда имеет место. Это наблюдение привело к тому, что массовое распространение стали получать направляющие втулки, изготовленные из бронзы. Бронза не уступает чугуну по антифрикционным свойствам и по износостойкости и при этом она менее хрупка, что позволяет изготавливать втулки более миниатюрными. Это очень важно для современных, высокооборотистых моторов с тонкими, легкими клапанами.
Каким же образом работают маслосъемные колпачки? Плотно надетые на направляющую втулку или прижатые к головке блока пружиной, они охватывают шток клапана манжетной частью и, таким образом, препятствует попаданию моторного масла в зазор шток-втулка. Маслосъемные колпачки изготавливают из специального масло-термостойкого каучука. Однако, с течением времени, эластичность колпачков всегда снижается и отличие качественных колпачков от плохих заключается только лишь в скорости и в степени их старения. Тем не менее, даже потерявшие эластичность МСК, долгое время сохраняют работоспособность, при условии, что зазор между направляющей втулкой и штоком клапана не превышает допустимого. При увеличенном зазоре клапан под воздействием сил от приводного механизма получает возможность качаться в направляющей втулке, отчего изнашивается и деформируется манжета маслосъемного колпачка. Встречались маслосъемные колпачки, у которых на момент ремонта двигателя внутренний диаметр манжетной части был на 0,2-0,3 мм больше диаметра штока клапана (рис 4).
Рисунок 4
Изношенные направляющая втулка клапана и маслосъемный колпачок

Этот нагар заполняет собой проходное сечение между тарелкой клапана и седлом и препятствует наполнению цилиндра (рис7).
Рисунок 7
А – проходное сечение без нагара
Б – проходное сечение, уменьшенное за счет нагара
Одной из наиболее распространенных мер в борьбе с расходом масла через направляющие втулки клапанов является замена маслосъемных колпачков. В большинстве случаев, эту процедуру выполняют без снятия головки блока с двигателя. При этом, состояние направляющих втулок и наросты нагара на клапанах остаются за пределами внимания. При больших величинах износа направляющих новые маслосъемные колпачки сразу же испытывают большие боковые нагрузки из-за перекладки клапана и интенсивно изнашиваются. Поэтому очень часто, вскоре после замены МСК, снова начинается увеличенный расход масла. Владелец авто, полагая, что состояние головки блока вне подозрений (ведь он только что заменил МСК), ищет другие причины повышенного расхода масла и начинает большой ремонт мотора. В итоге, только что перебранный двигатель продолжает расходовать масло, и … начинаются поиски виновных.
В некоторых случаях, все же, возможна замена МСК без демонтажа головки блока с двигателя. Показаниями к этому являются отсутствие масляного нагара на клапанах и уверенность в том, что износ направляющих втулок клапанов не превышает допустимого. Для осмотра клапанов необходимо демонтировать впускной коллектор (на выпускных нагара не бывает).
Величины зазоров для 402 и 406 моторов представлены в таблицах 1 и 2.
Таблица 1
ЗМЗ 406. . Зазор сборочный, мм . Зазор браковочный, мм
Направляющая втулка -впускной клапан. 0,060-0,022. 0,20
Направляющая втулка - выпускной клапан. 0,067-0,029. 0,20
Таблица 2
ЗМЗ 402. . Зазор сборочный, мм. Зазор браковочный, мм
Направляющая втулка -впускной клапан. 0,097-0,050. 0,25
Направляющая втулка - выпускной клапан. 0,117-0,050. 0,25

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
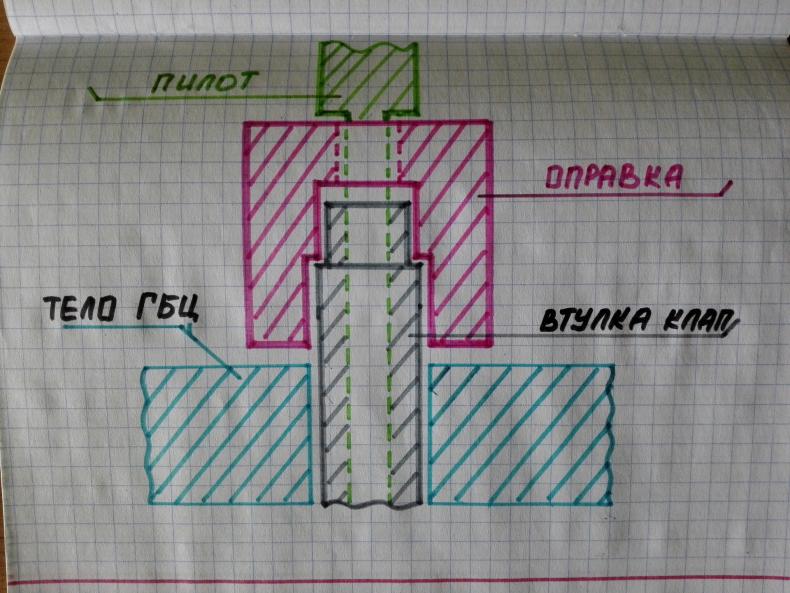
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
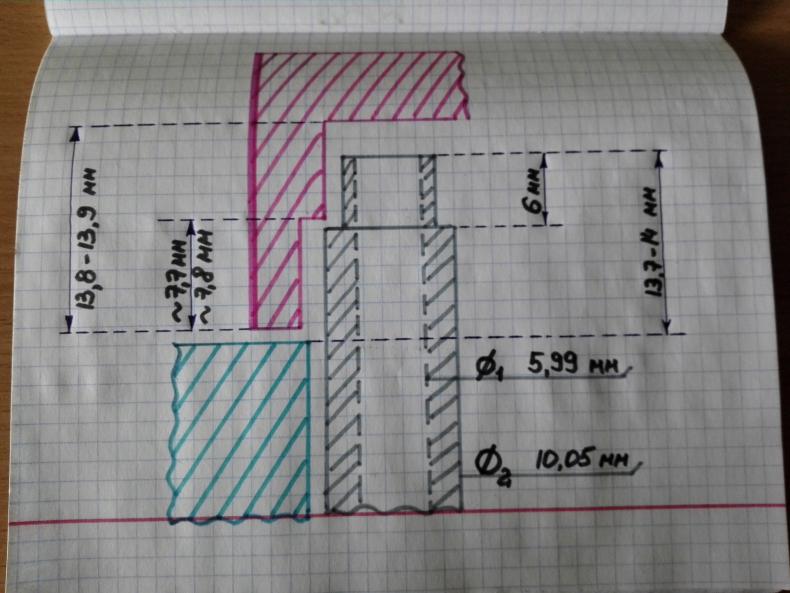
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
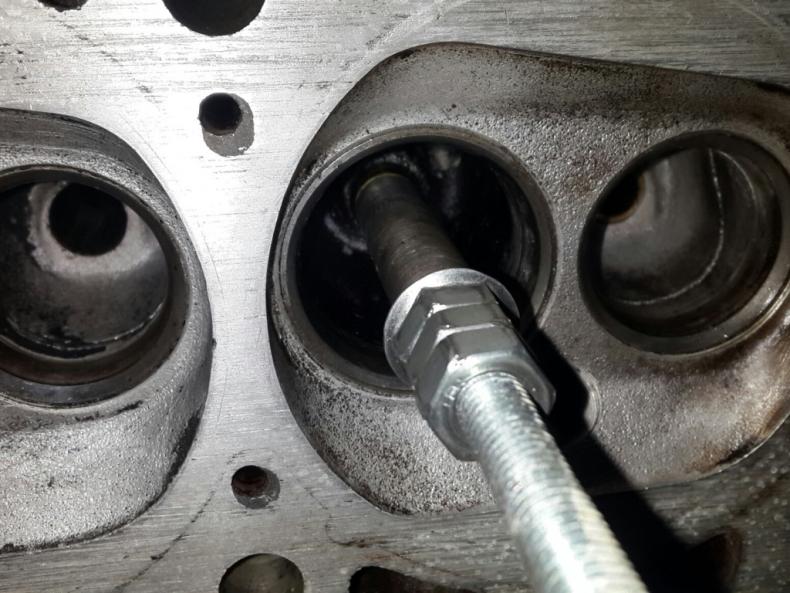
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.

Хотя для того, чтобы заменить втулки направляющих клапанов лучше обратиться к специалистам, но тем не менее имеется немалое количество автовладельцев, которые справляются с этим собственными силами.

Содержание
Назначение направляющих втулок клапанов

Конструкция детали и металл из которого она изготовлена предназначены для обеспечения еë работы на больших скоростях с регулярными температурными воздействиямии и ограниченным доступом смазочных материалов в пространство между клапаном и втулкой.

Из-за чего изнашиваются втулки клапанов
Вышеперечисленные факторы влияют на то, что с течением эксплуатационного времени направляющие клапанов подвергаются износу и их соосность с клапанным толкателем изменяются.











Это приводит к тому, что направляющую разбивает и клапан начинает болтаться и в итоге это приводит к повреждениям фаски седла. От этого можно ожидать прогарание клапана и замену их седел.

Итогом является попадание смазочного материала в цилиндры, что приводит к увеличению нагара на клапанах. Также увеличится количество вредных веществ выбрасываемых в систему выхлопа и катализатор может раньше срока выйти из строя. Соответственно замена сальников в такой ситуации никак еë не исправит.

Инструкция по диагностике направляющих клапанов
Когда производится ремонт двигателя, помимо обновления КШМ необходимо также сделать и ремонт головки блока цилиндров.
- Потому как от неë также зависит будущая компрессия в цилиндрах.
- Обычно во время ремонта ГБЦ автовладельцы делают притирку клапанов, а расшатанности втулок не придают особого значения.
- Так как, когда зазор между толкателем клапана и втулкой превышает допустимые параметры, то притирка клапанов не даст нужного результата.
Из чего изготавливаются
В производстве направляющих используются материалы с отличной износостойкостью и уровнем теплопроводности. К которым относятся: спецсплавы чугуна, бронзы, латуни, металлокерамики.

Особенности
Немалая часть деталей имеет спецбуртик с внешней стороны для их необходимой фиксации по вертикали в головке. В случае, когда втулка гладкая еë монтаж производится со специальной оправкой.

На впускных клапанах рассматриваемые детали не должны выступать во избежании увеличения аэродинамики сопротивления клапана. В выпускных втулки должны полностью скрывать стойку клапана, чтобы тот не подвергался высоким температурам и тепло от него лучше отводилось.

Замер износа
- Определение при помощи микрометра и нутромера. С их помощью можно измерить внутренний диаметр направляющих и наружный диаметр толкателя клапана. Сравнивая эти два значения и посчитав разность можно узнать насколько они соответствуют параметрам необходимым для нормальной работы. Когда производятся замеры необходимо тщательно очистить детали от грязи и нагара.
- Определение износа с помощью индикатора часового типа. С помощью этого инструмента снимаются показания диаметров и если полученое значение будет больше допустимого берется новый клапан и проводится замер. Если и в этом случае значение выходит за пределы, то данные элементы подлежат замене.







Демонтаж
Для того, чтобы демонтировать втулки из посадочных мест необходимо разогреть ГБЦ до 100 градусов Цельсия.

Это делается потому что головка имеет больший коэффицент расширения и при нагреве натяг уменьшится между втулками и ГБЦ, что даст беспрепятственно при помощи молотка или кувалды выбить их из посадочных мест.

В процессе демонтажа рекомендуется применять спецвыколотку. Она даст точность выпрессовки без перекосов. Те автолюбители, которые профессионально занимаются ремонтом приобретают пневмомолотки и специальные насадки для таких процедур.

Монтаж
Изначально, перед установкой необходимо узнать параметры фактического натяга. Для его определения необходимо измерить диаметр посадочного места и наружный диаметр втулки.
- Разность значений между ними не должна быть больше 0.03 — 0.05 миллиметра.
- Из этого следует, когда диаметр втулки имеет значительно меньшее значение в отличие от посадочного гнезда, то необходимо подобрать изделие другого размера. В обратном случае можно увеличить диаметр гнезда на сверлильном станке.
- Перед тем как установить детали в посадочное гнездо нужно разогреть ГБЦ до вышеупомянутой температуры. А перед установкой желательно остудить их в жидком азоте для уменьшения размера, что обеспечит их безпрепятственную запрессовку. Это также позволит уберечь детали от нежелательных повреждений при проведении монтажа.
- Если нет под рукой жидкого азота можно охладить детали в морозильной камере.

Помимо этого рекомендуется смазать детали маслом.






Установка деталей на место происходит также как и демонтаж. Инструмент используется тоже такой же. После, чередой ударов втулка заколачивается на свое место.

Последняя стадия установки
- Используются они по увеличению до того момента пока клапан не будет нормально входить в направляющую.
- Соответственно за размерами нужно следить после использования каждой развертки.
- Покупать развертки рекомендуется с алмазным напылением, так как обычные из стали очень быстро утрачивают свою работоспособность.

Своевременная замена позволяет сэкономить немалое количество времени и денежных средств.
Читайте также: