
Замена грм на уаз 469
Какими должны быть зазоры клапанов и как их выставлять?
На 2,4 и на 2,9 л двигателе зазоры между клапанами и коромыслами должны быть
- у выпускных клапанов первого и четвертого цилиндров 0,30-0,35 мм (это крайние клапаны, они находятся ближе остальных к водяной рубашке двигателя и поэтому меньше греются, а следовательно, меньше расширяются - зазор выставляют меньше);
- у всех остальных клапанов 0,35-0,40 мм.
Установка зазоров (только на холодном двигателе!):
- Повернуть коленвал до совпадения метки В.М.Т. на шкиве с выступом на крышке шестерен (если метки две, то В.М.Т. - "вторая", приходит позже). Снять крышку трамблера и убедиться, что бегунок смотрит на контакт первого цилиндра ("к двигателю"). Если нет, повернуть коленвал еще на один оборот.
- В этом положении выставить зазоры обоих клапанов первого цилиндра, выпускного клапана второго цилиндра и впускного клапана третьего цилиндра. Примечание. Определить впускной и выпускной клапан можно в зависимости от того, "подводится" к нему впускная труба или выпускной коллектором соответственно. Лучше крутить регулировочные болты не отверткой, а ключом за шляпку.
- Повернуть коленвал на один оборот, установить по метке.
- Выставить зазоры обоих клапанов четвертого цилиндра, впускного клапана второго цилиндра и выпускного клапана третьего цилиндра.
Критерий - "ОЩУТИМОЕ УСИЛИЕ" протяжки щупа. Это значит, что если зазор больше толщины щупа, то он протягивается БЕЗ УСИЛИЯ, а как только ты ощущаешь НЕБОЛЬШОЕ (т.е. ОЩУТИМОЕ) усилие, значит - попал. Но нужно учитывать, что при затяжке контргайки зазор несколько УВЕЛИЧИВАЕТСЯ, поэтому и УСИЛИЕ протяжки надо немного, чуть-чуть увеличить. Это достигается только практикой, почаще регулируй, после 3-4 раз будешь делать это в полной темноте.
1. Щуп должен быть сухой - т.е. протерт в бензине (особенно существенно при наборе нужной толщины из нескольких пластин).
2. Пластины плотно сжать перед измерениями.
3. Руки должны быть в перчатках во избежание нагрева средства измерения.
По правилам проведения измерений это так. Нужно ли в реалии - судите сами.
Несколько раз регулировал, все зазоры сделал как нужно - а по звуку как будто один клапан подстукивает, не могу найти - что делать?
Тут дело В ИЗНОСЕ поверхностей: торец стебля-коромысло. Там образуется некая неровеость, а щуп - немного шире этой зоны, и получается, что регулируешь по неизношенному металлу, а РЕАЛЬНЫЙ зазор- БОЛЬШЕ на величину ИЗНОСА. Вот клапан и "стучит". Я в этом сл. просто выставляю на нем 0.25 - главное определить"КАКОЙ".
Сделать это проще всего и НАВЕРНЯКА, - снять вал коромысел и посмотреть на торцы клапанов и соотв. места коромысел. Обычно клапаны изнашиваются меньше, а коромысла - БОЛЬШЕ. Трогать клапана - не надо, достаточно ПРОШЛИФОВАТЬ выработки на коромыслах - это просто, сначала мелким напильником, потом - оселком. Если масла в вал поступает ДОСТАТОЧНО, избавишься от этого надолго, тыс на 20-30.
Волговский распредвал (распределительный вал) на УАЗ
Сам ставил на УАЗ распредвал от 31 Волги. Расход стал чуть больше, а мощность увеличилась вдвое, в итоге остался очень доволен. Сейчас имею новую буханку, буду делать то же самое: вал от Волги 31, карбюратор от Нивы с сухим "горшком" и подбор жиклеров. В итоге - расход 14 литров, на хорошей трассе 110 км/ч, по грязи без проблем.
Вал коромысел - на что смотреть при покупке
Купил я вал коромысел, в сборе. Лежал, он, значит, ждал своего часа. Весь, ес-но, в ГУСТОМ слое смазки. Что-что, а мазать у нас умеют, любят это дело и на соответствующую смазку не скупятся. Технологию там, или допуски, - это не обязательно, а вот смазать деталь перед отправкой в торговую сеть - БЕЗ ЭТОГО У НАС НУ НИКАК НЕЛЬЗЯ, наверное, специально для того, чтобы огрехи и БРАК меньше заметно было.
Ладно, начинаю ОТМЫВАТЬ эту смазку. Дело ответственное - не вымоешь ее из тонких канальцев или из самого вала - хана всему механизму. Ну, мою, а попутно - глаза-то открыты - смотрю на детали. И вижу УЖАСНОЕ: заусенцы, по 2-3 мм - это пустяки! Масляные отверстия в коромыслах ПРОСВЕРЛЕНЫ не по середине высоты резьбы под регулировочные болты, а у самого верхнего края! Т. е. резьба болтов их СРАЗУ ПЕРЕКРОЕТ - и привет! А сами болты - совсем АТАС. Кольцевой проточки вокруг радиальных отверстий - либо НЕТ СОВСЕМ, либо есть некоторый намек на таковые. Опять же - МАСЛО НЕ ПОЙДЕТ!
Думал - с утра поеду, поменяю, а потом - раздумал. Ну что зря мучиться? Дырки в коромыслах подправил сверлом - сложно, но получилось. А проточки на болтах сделал, используя болгарку как точило, закрепив ее к столу и держа болт в руках. Тоже получилось. А сам вал еще с вечера положил в бензин, сейчас пойду на него смотреть, кабы не сдох! И буду это все собирать.
Осевой люфт распределительного вала
Двигатель М-21, стоит на ГАЗ-21. Разбирать стал, когда кроме масла из-под лобовины потекла еще и вода из-под помпы. Снял текстолитовую шестерню, обнаружил задиры и значительный износ металлической поверхности ступицы шестерни, обращенной к блоку цилиндров. Сопрягаемая поверхность упорной шайбы также имеет следы сильного износа в виде глубоких круглых канавок. Другая сторона упорной шайбы совершенно нормальная, и создается впечатление, что при работе распредвал очень сильно тянет назад, к маховику, фрезеруя ступицей упорную шайбу. Есть также подозрение, что не хватает длины распорной втулки, и упомянутый натяг, приводящий к фрезерованию, появляется уже при монтаже шестерни. При выполненном на скорую руку измерении штангенциркулем толщина распорной втулки на паспортные 0.1-0.2 мм превышает толщину упорной шайбы, но смущает посадка самого распредвала. Он установлен не заподлицо с блоком (имеется в виду поверхность, соприкасающаяся с упорной шайбой), а как бы утоплен на 0.5-1.0 мм. Попытки подергать распредвал руками показали его полную неподвижность. Что происходит? Кто виноват? и Что делать?
На переднем торце первой опоры РВ есть отверстие, соединенное с смазочной канавкой. Оно предназначено ДЛЯ СМАЗКИ упомянутого Вами узла упорного фланца. При засорении этого отверстия ИЗНОС в этом месте идет очень бысторо. Прочистить отверстие, заменить шестерню и фланец. Только не забудьте, что пары фланец-втулка бывают двух типоразмеров по толщине. Не промахнитесь, лучше купите в комплекте.
Рецепты "термоядерных" смесей для раскоксовывания колец
Покупаешь масло и фильтр, либо просто приурочиваешь раскоксовку к очередной замене масла.
Меряешь компрессию.
Вечерком, будучи в лирическом настроении, выворачиваешь свечи и заливаешь в каждое из отверстий примерно по ~50 мл cмеси из 1/4 масла и 3/4 ацетона. По некоторым слухам, вместо ацетона пригодны также керосин и десятиминутная промывка для масляной системы. Желательно при заливании не насыпать в цилиндры песка. Медленно, не стартером, проворачивешь коленвал на три-пять оборотов. Ставишь поршни приблизительно в среднее положение. Доливаешь еще по ~50 мл. Прикрываешь мотор от пыли, закрываешь капот, идешь домой слушать медленную музыку. Полдела сделано.
На следующий день снова медленно проворачиваешь коленвал и ради интереса смотришь, из всех ли свечных отверстий выливается растворитель. Отключаешь датчик Холла. При вывернутых свечах прокручиваешь мотор стартером, предварительно позаботившись о подходящей тряпке на пути вылетающей из горшков гадости. Восстанавливаешь систему зажигания. Заводишь движок, не удивляясь, если он не хочет сразу заводиться. Все-таки заводишь движок и полчаса, а лучше целый час обалдело смотришь на сизый выхлоп при ХХ. Дождавшись выхлопа более или менее прозрачного, либо полностью потеряв терпение, НЕ НАГРУЖАЯ ДВИЖОК, едешь на яму и меняешь масло и фильтр.
Меряешь компрессию. Если повысилась и подравнялась, то покупаешь Кока-Колу и катаешься, довольный собой. Если осталась прежняя, покупаешь то, что обычно пьешь с горя - значит деньги и усилия потрачены зря и обычная раскоксовка здесь не лечит, а светит, скорее всего, смена колец и переборка головки.
На ходу в карбюратор через толстую медицинскую иглу самотеком вливается 0.5 литра чистой воды. Вроде бы перегретый водяной пар снимает нагар. Ребята писали, что после этого мотор однозначно перестает дымить.
Только желательно после этого сменить масло (с промывкой естественно) и пробежаться по трассе 300-400 км.
Правильная шестерня распредвала. Установка по меткам
По моим данным, сейчас существует три типа текстолитовых и пластмассовых шестерен распредвала, с метками на разных местах (удивительно, но - факт!) И люди часто не знают, какую из них выбрать. На рисунке - "правильная" шестерня РВ.
Как определить внешне или с помощью подручных средств материал распредвала (чугун или сталь)
Напильником и руками. Графит из чугуна, особенно отбеленного, пылит и пачкается. И стружка характерная. Можно сравнить пилением сковородки.






г. Москва, ул. Полярная 34, тел: 8 495 123 45 67 с: 10:00 - 20:00
© 1997 - 2022 УАЗ Сервис - авто ремонт, тюнинг, техническое обслуживание отечественных внедорожных автомобилей УАЗ
Как устроен газораспределительный механизм (ГРМ ) УАЗ-469? Впускные и выпускные клапаны газораспределительного механизма двигателя располагаются в головке цилиндров вертикально в ряд. Привод клапанов происходит от распределительного вала посредством толкателей, штанги толкателей и коромысла. Распределительный вал выполнен из стали, имеет пять опорных шеек, кулачки привода клапанов, эксцентрик привода топливного насоса, шестерню привода масляного насоса и распределителя зажигания. Опорные шейки вала размещаются в блоке цилиндров на подшипниках скольжения. Подшипниках скольжения - стальные втулки, залитые антифрикционным сплавом. Кулачки по ширине шлифованы на конус для придания вращения толкателям. Привод распредвала идет от коленвала парой шестерен с косыми зубьями. Шестерня на коленчатом валу чугунная, а на распределительном валу — текстолитовая с чугунной ступицей. Обе шестерни имеют по два резьбовых отверстия для съемника.

Привод клапанов УАЗ-469, запчасти: 1 - распределительный вал, 2 - толкатель, 3 - штанга, 4 - седло клапана, 5 - клапан, 6 - направляющая клапана, 7 - стопорное кольцо, 8 - шайба, 9 - пружина, 10 - резиновый колпачок, 11 - пружина колпачка, 12 - тарелка пружины, 13 — сухарики, 14 — коромысло, 15 — регулировочный винт, 16 — гайка, 17 — ось коромысел, 18 — стойка, 19 — головка блока цилиндров.
Осевое перемещение распредвала ограничивается стальным упорным фланцем 2, находящимся между торцом шейки распределительного вала и ступицей шестерни. Рабочий зазор 0,1. 0,2 мм между ступицей шестерни и упорным фланцем обеспечивается тем, что распорное кольцо 3, находящееся плотно между шестерней и шейкой распределительного вала, чуть толще упорного фланца.

Упорный фланец распределительного вала УАЗ-469, запчасти: 1 — шестерня; 2 — упорный фланец; 8 — распорное кольцо; 4 — распределительный вал.

Установочные метки на распределительных шестернях УАЗ-469.
Коромысла клапанов стальные, одинаковые для всех клапанов. Коромысла качаются на оси, закрепленной в четырех стойках на головке цилиндров. Длинное плечо коромысла завершает термически обработанная цилиндрическая поверхность, опирающаяся на торец стержня клапана. Короткое плечо заканчивается резьбовым отверстием, в которое ввертывают регулировочный винт.
Впускные клапаны изготовлены из хромистой стали, а выпускные — из жаростойкой стали.
Как производить ТО ГРМ УАЗ-469? Техническое обслуживание газораспределительного механизма УАЗ-469 заключается в периодической проверке зазора между клапанами и толкателями, в очистке клапанов от нагара и их притирке. Что бывает при увеличенных зазорах? Обычно затруднен пуск двигателя, работа сопровождается стуками в клапанах и падением мощности. При уменьшенных зазорах двигатель теряет компрессию и не развивает максимальной мощности. Каков основной признак недостаточности зазора у впускных клапанов? Это прежде всего "чихание" в карбюраторе, у выпускных клапанов хлопки в глушителе. Регулировку зазоров нужно производить на холодном двигателе при ТО-2 и при появлении признаков нарушения зазоров.
Зазоры регулируют в следующем порядке:
— нужно снять трубку вакуумного регулятора;
— далее осторожно снять крышку коромысел, избегая повреждения ее прокладки;
— затем установить поршень первого цилиндра по метке на шкиве коленчатого вала в В.М.Т. (верхняя мертвая точка) при такте сжатия и щупом проверьте зазор между коромыслами и клапанами 1-го цилиндра.

Определение верхней мертвой точки УАЗ-469. 1 — штифт на крышке распределительных шестерен; 2 — метка на шкиве коленчатого вала.
При неправильном зазоре отверните контргайку регулировочного винта и, поворачивая отверткой регулировочный винт, установите зазор по щупу, после чего, поддерживая отверткой регулировочный винт, затяните контргайку и проверьте правильность зазоров; проворачивая каждый раз коленчатый вал на пол-оборота, после регулировки зазоров очередного цилиндра отрегулируйте зазоры остальных цилиндров согласно порядку их работы 1—2—4—3.

Регулировка зазора между коромыслом и клапаном УАЗ-469, запчасти. 1 — тарелка пружины; 2 — клапан; 3 — коромысло; 4 — регулировочный винт; 5 — гайка.
Все поверхности трения в отверстиях блока цилиндров УАЗ-469, УАЗ-31512, 31514, кроме направляющих отверстий толкателей, снабжены сменными втулками: сменные гильзы цилиндров, сменные вкладыши коренных подшипников коленчатого вала, сменные втулки опор распределительного вала.
Такая конструкция блока цилиндра УАЗ-469, УАЗ-31512, 31514 делает его практически не изнашиваемым, а его ремонт в основном сводится к перешлифовке или замене гильз цилиндров, замене изношенных втулок подшипников распределительного вала полуобработанными с последующей их обработкой под требуемые размеры, ремонту направляющих толкателей и замене вкладышей коренных подшипников коленчатого вала.
Расточка и замена гильз блока цилиндров автомобилей УАЗ-469, УАЗ-31512, 31514
При износе гильз блока цилиндров УАЗ-469, УАЗ-31512, 31514 на 0,30 мм их вынимают из блока цилиндров и растачивают до ближайшего ремонтного размера с допуском на обработку + 0,06 мм.
Шероховатость поверхности зеркала после обработки не должна превышать 0,32 мкм. Достигают этого тонкой расточкой или шлифовкой с последующим хонингованием.
Овальность и конусность допускаются до 0,02 мм, причем большее основание конуса должно располагаться в нижней части гильзы. Бочкообразность (корсетность) допускается не более 0,01 мм. Зеркало обрабатывают концентрично установочным пояскам. Биение этих поясков относительно зеркала не должно быть более 0,01 мм.
После установки гильз в блок цилиндров УАЗ-469, УАЗ-31512, 31514 необходимо проверить величину выступания верхнего торца гильзы над верхней плоскостью блока, которая должка быть 0,005—0,055 мм.
При проверке величины выступания торца гильзы над блоком следует снять с гильзы резиновое уплотнительное кольцо. Изношенные гильзы блока заменяют новыми: номинального (92 мм) или ремонтного размеров (92,5; 93,0 и 93,5 мм).
Замена втулок подшипников распредвала УАЗ-469, УАЗ-31512, 31514
При увеличении зазора в подшипниках распределительного вала более 0,15 мм его восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Полуобработанные втулки подшипников распределительного вала УАЗ-469, УАЗ-31512, 31514, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому их запрессовывают в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины баббитового слоя величина ремонтного уменьшения диаметров всех втулок должна быть одинаковой. При запрессовке втулок необходимо следить за совпадением их боковых отверстий с масляными каналами в блоке.
Втулки растачивают, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведут с допуском -0,025 мм, с тем, чтобы зазоры в подшипниках после установки вала были в пределах 0,025—0,070 мм.
При растачивании втулок необходимо выдерживать расстояние между осями отверстий под коленчатый и распределительный валы в пределах 118±0,025 мм. Этот размер проверяют у переднего торца блока.
Отклонение от соосности отверстий вовтулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов — в пределах 0,04 мм на длине блока.
Ремонт и замена толкателей в блоке цилиндров УАЗ-469, УАЗ-31512, 31514
Направляющие толкателей изнашиваются незначительно, поэтому нормальный зазор в этом сопряжении чаще всего восстанавливают при капитальном ремонте двигателя за счет замены изношенных толкателей новыми.
В запасные части выпускают толкатели только номинального размера. Если же заменой толкателей не удается получить необходимые зазоры между их стержнями и направляющими в блоке, то направляющие отверстия растачивают до диаметра 30+0-033 мм, запрессовывают в них ремонтные втулки и затем растачивают их до диаметра 25+0-025 мм. Шероховатость поверхности не должна быть более 0,63 мкм.
Ремонтные втулки блока цилиндров УАЗ-469, УАЗ-31512, 31514 изготавливают из алюминиевого сплава Д1 (ГОСТ 4784—65). При этом втулка должна иметь наружный диаметр 30 +0,145, внутренний — 24 и длину 41 мм. Толкатели клапана подбирают к отверстиям с зазором 0,040—0,015 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной массой в гнездо блока цилиндра и легко проворачиваться в нем. Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, заменяют новыми.
Замена вкладышей коренных и шатунных подшипников коленчатого вала УАЗ-469, УАЗ-31512, 31514
Вкладыши коренных и шатунных подшипников заменяют без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей необходимо применять вкладыши номинального или в крайнем случае первого ремонтного размера, уменьшенные на 0,05 мм.
Вкладыши второго и последующих ремонтных размеров устанавливают в двигатель УАЗ-469, УАЗ-31512, 31514 только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то необходимо собрать двигатель с новым валом.
Для такого случая в запасные части поставляют комплект, состоящий из коленвала УАЗ-469, УАЗ-31512, 31514 и комплектов коренных и шатунных вкладышей номинального размера.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно в пределах 0,026—0,077 и 0,026—0,083 мм.
При нормальных зазорах в коренных подшипниках коленчатый вал УАЗ-469, УАЗ-31512, 31514 при полностью затянутых крышках, без шатунов, должен проворачиваться вручную за два колена без заметного усилия.
При проверке коренные и шатунные шейки смазывают маслом, заливаемым в картер двигателя. При замене вкладышей необходимо соблюдать следующее.
Вкладыши заменять без каких-либо подгоночных операций и только попарно. Половинки вкладышей коренных подшипников коленвала УАЗ-469, УАЗ-31512, 31514, имеющие посредине отверстия для подвода масла, ставят в постели блока, а половинки без отверстий — в крышки.
Следить, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях. Одновременно с заменой вкладышей очистить грязеуловители в шатунных шейках.
Шатунные вкладыши можно заменять, не снимая двигателя с автомобиля. Замена коренных вкладышей более трудоемка и поэтому лучше производить ее на двигателе, снятом с автомобиля.
Одновременно с заменой вкладышей необходимо проверить осевой зазор в упорном подшипнике коленвала УАЗ-469, УАЗ-31512, 31514, который должен быть в пределах 0,075—0,175 мм.
В случае если осевой зазор окажется чрезмерным (более 0,175 мм), необходимо заменить упорные шайбы новыми. Шайбы выпускают четырех размеров по толщине: 2,350—2,375; 2,375-2,400; 2,400—2,425; 2,425—2,450 мм.
Зазоры в упорном подшипнике проверяют следующим образом. Закладывают отвертку между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал к заднему концу двигателя.
При помощи щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Ремонт головки блока цилиндров УАЗ-469, УАЗ-31512, 31514
К основным неисправностям головки блока цилиндров УАЗ-469, УАЗ-31512, 31514, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку, износ седел и направляющих втулок клапанов.
Не прямолинейность плоскости головки цилиндров УАЗ-469, УАЗ-31512, 31514, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) рекомендуется устранять шабровкой плоскости по краске.
Герметичность клапанов восстанавливают притиркой рабочих фасок клапанов к их седлам. При наличии же на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, фаски клапанов и седел подвергают шлифовке с последующей притиркой клапанов к седлам.
Клапаны двигателя УАЗ-469, УАЗ-31512, 31514 с покоробленными головками заменяют новыми. Клапаны притирают при помощи пневматической или электрической дрели.
Во всех случаях притирку ведут возвратно-вращательными движениями, при которых клапан поворачивают в одну сторону несколько больше, чем в другую.
На время притирки под клапан устанавливают технологическую пружину с малой упругостью, которая несколько приподнимает клапан над седлом. Внутренний диаметр пружины около 10 мм. Связь инструмента с клапаном осуществляется резиновой присоской.
При шлифовании с головки блока УАЗ-469, УАЗ-31512, 31514 клапана снимают минимальное количество металла, необходимое для вывода изъянов.
Перешлифовывать стержни клапана на меньший размер нецелесообразно, так как возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин.
ГРМ двигателей УАЗ-469, УАЗ-31512, 31514
Привод клапанов газораспределительного механизма ГРМ УАЗ-469 осуществляется от распределительного вала, через толкатели, штанги толкателей и коромысла (рис.1).
Рис.1. Привод клапанов ГРМ УАЗ-469, УАЗ-31512, 31514
1 — распределительный вал; 2 — толкатель; 3 —штанга; 4 — седло клапана; 5—клапан; 6 — направляющая втулка клапана; 7 — стопорное кольцо; 8 — шайба; 9 — пружина клапана; 10— резиновый колпачок; 11 — тарелка пружины; 12 — втулка тарелки; 13 — сухарики; 14 — коромысло; 15 — регулировочный болт; 16 — гайка
Распредвал УАЗ-469, УАЗ-31512, 31514 —стальной, кованый, имеет пять опорных шеек, кулачки привода клапанов, шестерню привода масляного насоса и эксцентрик привода топливного насоса. Профили впускных и выпускных кулачков одинаковые.
Кулачки распределительного вала УАЗ-469, УАЗ-31512, 31514 имеют конусность в пределах 10—15. Это сделано для обеспечения вращения толкателей. Так как наружная поверхность донышка толкателя выполнена сферической, а кулачок по ширине конусный, то точка касания толкателя с кулачком несколько смещена относительно оси толкателя.
Такое смещение и приводит к постоянному вращению толкателей при работе двигателя (см. рис.1), чем достигается равномерный износ толкателей.

Рис.2. Установка упорного фланца на распредвалу УАЗ-469, УАЗ-31512, 31514
1 — шестерня; 2 — упорный фланец; 3 — распорное кольцо; 4 — распределительный вал
Осевое перемещение распределительного вала ограничивается упорным стальным фланцем 2 (рис.2), находящимся между торцом шейки распределительного вала и ступицей шестерни.
Ремонт распредвала УАЗ-469, УАЗ-31512, 31514
Характерными неисправностями распределительного вала УАЗ-469, УАЗ-31512, 31514, появляющимися в процессе работы двигателя, являются: износ опорных шеек вала, износ и задиры кулачков и прогиб вала.
Указанные неисправности распредвала вызывают стуки в клапанном механизме, а увеличение зазоров в подшипниках, кроме того, приводят к падению давления масла в системе смазки.
Необходимые зазоры во втулках распределительного вала восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Перед перешлифовкой шеек распредвала УАЗ-469, УАЗ-31512, 31514 углубляют канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек было обеспечено поступление смазки к распределительным шестерням и к оси коромысел.
Шлифование шеек выполняют в центрах с допуском — 0,02 мм. После шлифовки шейки полируют. Выпрессовывать и запрессовывать втулки удобнее при помощи резьбовых шпилек (соответствующей длины) с гайками и подкладных шайб.
Кулачки распредвала УАЗ-469, УАЗ-31512, 31514 при незначительных износах и задирах зачищают наждачной бумагой: сначала крупнозернистой, а затем полируют мелкозернистой.
При этом наждачная бумага должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износах кулачков распредвала УАЗ-469, УАЗ-31512, 31514 по высоте более чем на 0,5 мм распределительный вал заменяют новым. Погнутость распределительного вала проверяют индикатором по затылкам впускных и выпускных кулачков второго и третьего цилиндров.
Вал при этом устанавливают в центрах. Если биение вала, замеренное таким образом, превышает 0,03 мм, то вал правят.

Рис.3. Установочные метки на распределительных шестернях УАЗ-469, УАЗ-31512, 31514
Толкатели клапана УАЗ-469, УАЗ-31512, 31514 (см. рис.1) — стальные, выполнены в форме цилиндрического стаканчика с наружным диаметром 25 мм. На торец толкателя, опирающийся на кулачок, наплавлен специальный отбеленный чугун и обработан по сфере радиусом 750 мм.
Устанавливаются толкатели в направляющие отверстия, выполненные непосредственно в блоке, с зазором 0,015—0,040 мм.
Штанги толкателей клапанов УАЗ-469, УАЗ-31512, 31514 (см. рис.1) выполнены из дюралюминиевого прутка и имеют напрессованные на оба конца стальные наконечники, сферические поверхности которых термически обработаны.
Коромысла клапанов (см. рис.1) — стальные, кованые, одинаковые для всех клапанов. Длинное плечо коромысла заканчивается термически обработанной цилиндрической поверхностью, опирающейся на торец стержня клапана, а короткое плечо — резьбовым отверстием, в который ввертывается регулировочный болт 15. Оба плеча имеют Т-образное сечение.
Клапаны УАЗ-469, УАЗ-31512, 31514 (см. рис.1) — верхние, расположены в головке цилиндров. Впускные клапаны изготовлены из хромистой стали 4Х9С2, а выпускные — из жаропрочной стали ЭП-303.
Диаметр стержня впускных и выпускных клапанов одинаков и равен 9 мм. Торцы стержней клапанов, на которые действуют при работе двигателя коромысла, закалены. Пружина 9 клапана (см. рис.1) изготовлена из пружинной стали. Шаг пружины постоянный.
Направляющие втулки 6 клапанов УАЗ-469, УАЗ-31512, 31514 (см. рис.1) —металлокерамические. На направляющей втулке имеется выточка, в которую устанавливается стопорное кольцо, удерживающее втулку от осевого перемещения в головке.
Зазоры между клапанами и коромыслами следует проверять и регулировать на холодном двигателе через 12—15 тыс. км и по мере необходимости при появлении признаков нарушения зазоров (стук клапанов, уменьшение мощности двигателя, вспышки в карбюраторе, хлопки в глушителе).
Для регулировки зазоров клапанов двигателя УАЗ-469, УАЗ-31512, 31514 необходимо:
- снять крышку коромысел;
- установить поршень первого цилиндра по метке на шкиве коленчатого вала в в. м. т. при такте сжатия и щупом проверить зазор между коромыслами и клапанами первого цилиндра.
При неправильном зазоре отвернуть контргайку регулировочного болта и, поворачивая отверткой регулировочный болт, установить зазор по щупу. После этого, поддерживая отверткой регулировочный болт, затянуть контргайку и проверить правильность зазоров;
- проворачивая каждый раз коленвал на пол-оборота, после регулировки зазоров очередного цилиндра, отрегулировать зазоры для остальных цилиндров согласно порядку их работы.
Зазоры должны быть: для выпускных клапанов УАЗ-469 первого и четвертого цилиндров 0,30-0,35 мм., для остальных клапанов 0,35—0,40 мм.
Ремонт седел и направляющих втулок клапанов УАЗ-469, УАЗ-31512, 31514
Фаски седел клапанов УАЗ-469, УАЗ-31512, 31514 шлифуют под углом 45° соосно отверстию во втулке. Ширина фаски должна быть в пределах 1,6—2,4 мм. Изношенные седла заменяют новыми.
Выпускаемые в запасные части седла клапанов УАЗ-469, УАЗ-31512, 31514 имеют увеличенный на 0,25 мм наружный диаметр по сравнению с диаметром седел, устанавливаемых на заводе. Изношенные седла вырезают из головки при помощи зенкера, изготовленного из твердого сплава.
После удаления седла гнездо в головке блока УАЗ-469, УАЗ-31512, 31514 растачивают до диаметров 38,75+0'05 мм для выпускного и 47,25+0'025 мм для впускного клапанов. Перед запрессовкой седел головку нагревают до температуры 170° С, а седла охлаждают в сухом льду.
После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их зачеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливают только после замены клапана и его втулки.
В запасные части клапаны УАЗ-469, УАЗ-31512, 31514 выпускают только номинальных размеров, а направляющие втулки с уменьшенным на 0,3 мм внутренним диаметром для развертывания их под окончательный размер после запрессовки в головку цилиндров.
Новую втулку запрессовывают со стороны коромысел при помощи выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку рекомендуется нагреть до температуры 170° С, а втулку охладить сухим льдом.
После замены втулок клапанов УАЗ-469, УАЗ-31512, 31514 седла шлифуют (базируясь на отверстия во втулках) и затем притирают к ним клапаны. После окончательной обработки и промывки втулки пропитывают маслом.
Замену клапанных пружин выполняют в том случае, если они разрушились или уменьшилась их упругость. Упругость клапанных пружин проверяют при разборке клапанного механизма.
Усилие, необходимое для сжатия новой клапанной пружины до длины 46 мм, должно находиться в пределах 28—33, а до длины 37 мм —в пределах 63 —70 кгс. Если усилие сжатия пружины до длины 46 мм менее 24 кгс, то такую пружину следует заменить новой.

Надо было сделать так чтоб кто то снимал камерой и при этом все попутно рассказывать и показывать самому, и ещё я слышал что коленвал стопорится и крутится маховиком, там вроде даже лючок есть для этого.




Герметик под лобовиной заводской, такой дерьмовый и набухший. Хотелось бы, чтобы подробнее рассказал бы по ремню грм )




Двигатель с авео f14d4 те же яйца только впрофиль! Вопрос к вам как к специалисту, пробило катушку насквозь, замена на оригинал, все вроде хорошо но НО, теперь иногда на холодную фальшстарт бывает, мигает чек ошибка пропуски зажигания, свечи меняны три раза, не влияет на цикл данной проблемы, куда смотреть Подскажи.
Мне друг сказал на уаз и без ремня грм много чем руки занять )) Делал себе 3zz метки выставил крутил крутил мотор походу надо его оборотов 40-50 сделать чтобы метки сново сошлись так что ребята эта техника серьёзная с метками лучше быть внимательно. )
Ну вы даете! Хватит ломать и царапать машины. ) Столько гемору с этим ключом храповика! Ослабьте гайку цепи, ставьте 5-тую передачу и толкайте машину вперед! Вот так ставится метка и натягивается цепь без перетяжки! И после затягиваете болт цепи. ВСЕ, готово. Вот так работали наши деды в СССР когда ничего небыло под рукой! Мы не поднимаем прогресс а деградируем!
У коллеги с работы и без ремня грм на 469 много чего поломалось, конечно был изношенным,т к ремень установленный фиговый и ролики левые
шкив отлично снимается китайским 3-лапым съемником на 100мм за 150рублей. а монтажку лучше для других целей приберечь)
Ну вы блин даёте. нахрена вам там 2 калосана. (вы термостат поменяйте. и радиатор промойте. да и охлаждайку поменяйте.) вот и все проблемы. а по поводу датчика на верхнем шланге радиатора так это вообще жесть. (вам надо не температуру радиатора контролировать, а головку движка..(у лады.. этот вопрос с температурой решон правильно). да и подогревать зимой надо не блок движка, а масло(тэн надо ставить в подон) одним словом советы сделали не авто а ведро с гайками.
Все права защищены. При перепечатке материала, активная ссылка обязательна.
© Чем официалы, лучше сам! Обратная связь

Доброго времени суток.
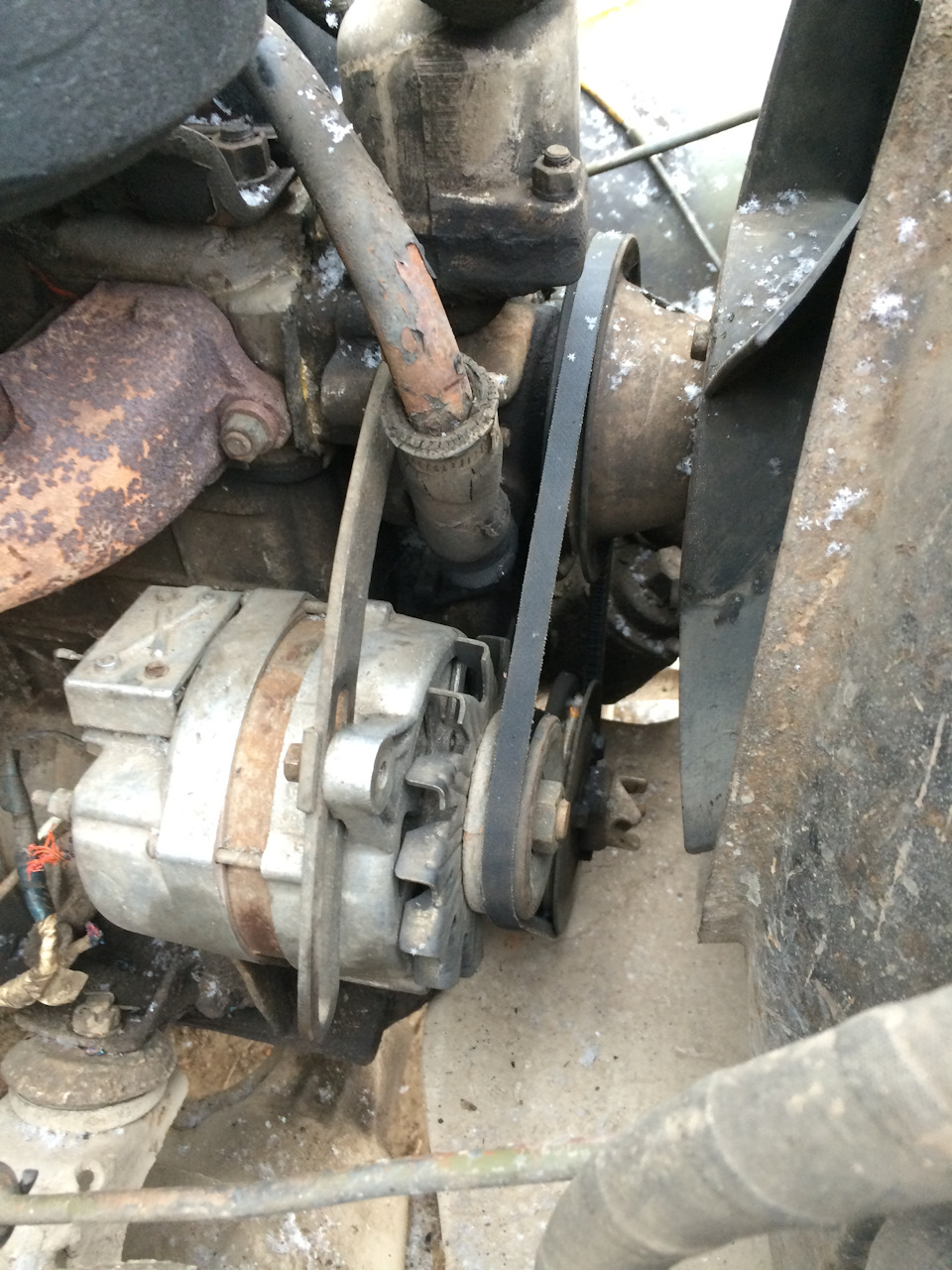
Решил поменять ремень генератора — внешне он не очень, какие то микротрещины, и не понятно сколько предыдущий владелец на нем отъездил. Короче — от греха подальше.
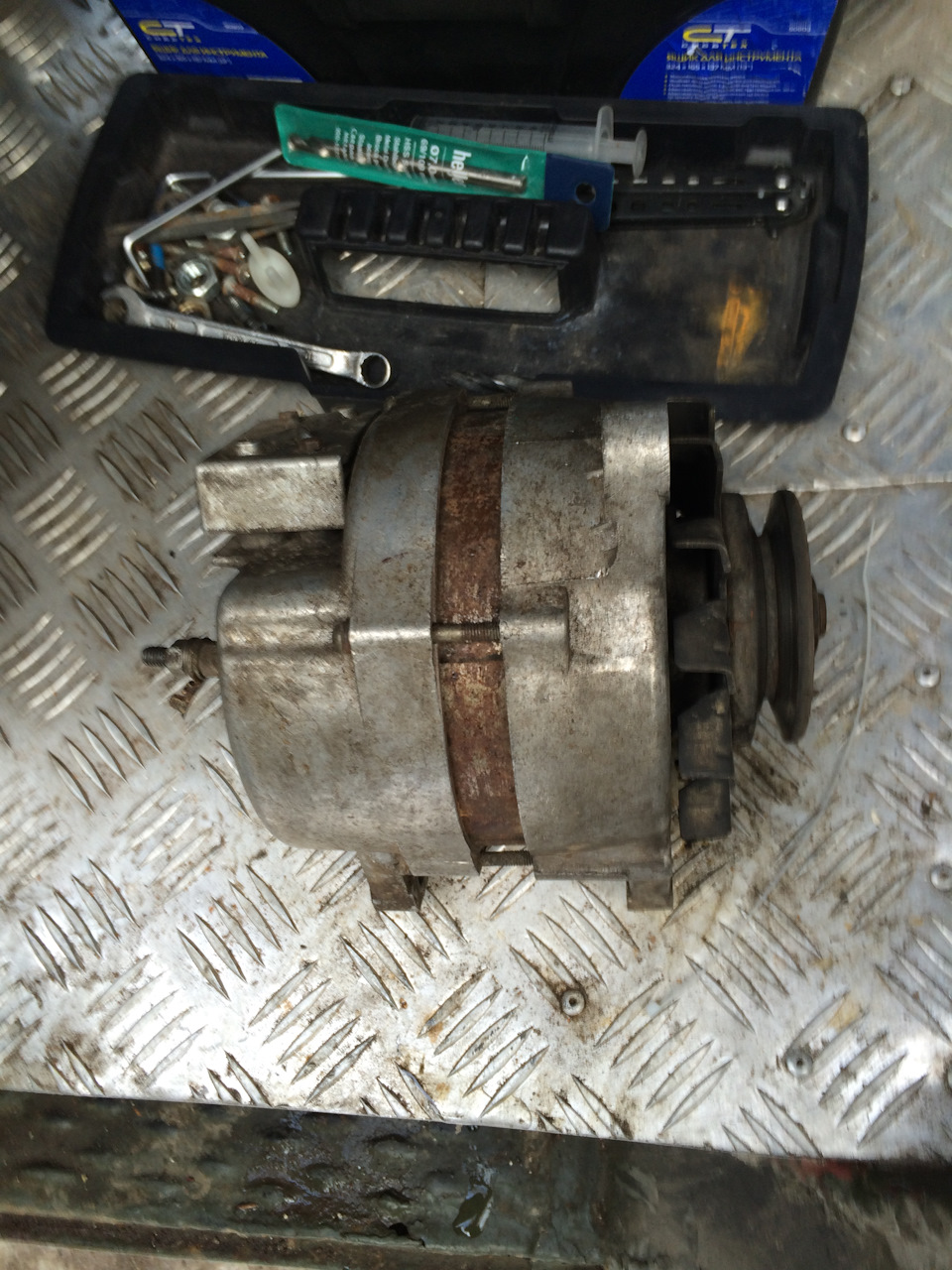
Первая неприятность — откручивал генератор — обломился от старости провод…

Но ладно — продолжаем замену ремня. Крепления генератора ослаблено — ремень снят.

Как и думал, ремень оказался в плохом состоянии. И новый заметно пошире, миллиметра на 2.

Установил новый ремень, закрепил генератор.
Сделал клемму обломанного провода, завел и услышал легкий свист, нарастающий вместе с кол-вом оборотов.
Пригляделся и понял, что шкивы коленвала, помпы и генератора не в одной плоскости — старый ремень притерся — и поэтому свиста раньше не было!
Начал выставлять шкив генератора в плоскость с коленвалом. Для этого пришлось снять генератор.
Не хватило мне после десятка примерок генератора стандартных овальных отверстий на кранштейнах крепления.

Сняв первый кранштейн, я решил его немного доработать, так как "отверстия" на нем под болты примерно одинаковы по диапазону параллельного смещения, но из за разного положения болтов сдвигая кранштейн в лево по фото, он так и пытается развернуться вокруг верхнего болта, из за того, что по нижнему он упирается, а по верхнему еще есть регулировка. Поэтому решил немного доработать кронштейн, увеличить овал и снять немного металла.


В общем после долгих примерок таки удалось выставить шкив генератора и коленвала в одну плоскость.



Но хорошо видно, что шкив помпы не в плоскости, свиста впринципе нет, но на душе осадок)))
Может кто посоветует, как совместить и шкив помпы в той же плоскости?
Заранее спасибо!
Читайте также: