
Расточка цилиндров иж юпитер своими руками
Ах да, самое главное, те кто будут писать зачем вкидывать столько денег и времени в ИЖ, он останется ИЖем. Конечно он останется ИЖем, только таким который радует прохожих и заставляет их оборачиваться когда тот срывается со светофора. Почему-то большинство людей склонены к езде на всем готовом и из доработок в голове появляется только ветровик Puig и труба Akrapovic. Я не осуждаю таких людей, но и не осуждайте меня. Если я что-то делаю значит я живу, а не существую и доработка этого проэкта может длится долгое время, главное удовольствие!
Вот каким он был перед доводкой.Все сток, менялись только расходники.
Экспериментировать над стоковым мотором я не хотел, так как хотелось иметь возможность все вернуть обратно, а в форсировке это почти не реально. Было решено достать с старых запасов бу мотор ИЖ Юпитер5.
О моторе. Картера в нормальном состоянии, валы ИЖ Юпитер3 с НГШ 29 на втулках без шата, коробка Ю3 СССР новая, ЦПГ с поршнями Almot после обкатки, (это даже очень хорошо что я не ставил новую поршневую так как при настройке 2 карбов легко запороть горшки бедной смесью), корзина узкая диски Atlant, подшипники ЯП.сальники Erics. Одним словом самое дорогое в моторе были расходники, остальное для пробы были обычные запчасти.
Вот может кому понадобится:
Диски Atlant — отличное качество, сцепление на этих дисах мягкое, легко настраивается, диски не ссыпятся, не обламываются.
Сальники Erics:
Подшипники SKF:
Цилиндры остались в стоке, продувку не трогал, только покрашены в черную термостойкую краску, (по поводу того что черные цилиндры будут перегреваться сразу показываю отрывок из книги Григорьева).
Очень важно!
При установке лепестковых клапанов нужно увеличить фазу впуска, я же сделал ее постоянной как на фото. (фото не мое, найду свои поршня скину, но отверстия идентичны)
Вот кстати уже в все в моторе можно через окна впуска увидеть.
Головки были осажены немного для поднятия степени сжатия.
Вот мотор собран и ожидается установка на раму.
Вот мотор на раме, тут начинается самое интересное.
Главная трудность в установке 2 карбюраторов как по мне это регулировка. И не просто что бы ездил, а что бы работал ровно, без провалов и с нагаром на свечах коричневым- Вот это я называю настроенная система питания! К счастью Павел Приходько создатель Protolab написал подробную статью по регулировке карбюраторов, за что огромное ему спасибо.
Вот она: Регулировка карбюраторов
Карбюраторы я поставил Jicov, жиклеры сверлил сам с помощью очень полезной таблице которая думаю кому-то понадобиться.
По поводу фильтров использовал Минские бумажные фильтра и патрубки мотоцикла Урал.
Свечи я рекомендую NGK BP6HS их калильное число равно тому которое советует производитель мотора ИЖ, к тому же свечи первый показатель и индикатор качества смеси. Если свеча серая или белая смесь бедная, если черная богатая, если коричневая все отлично!
Настройка была мучительно долгой, поэтому кто с этим столкнется наберитесь терпения;)
Спустя время вот я смог настроить карбюраторы, без провалов с правильной работой мотора.
Кстати сразу же заказал Резонаторы на свой мотор под обороты 5500 у Ткаченко Анатолия.
После настройки карбюраторов мотоцикл побежал как новенький. Динамика улучшилась я уже обрадовался НО.
1 Проблема:
Я ездил 3 года ка КСЗ (контактная система зажигания) проблем у меня не было, так как я всегда следил за мотором и подшипники всегда в отличном состоянии. Но после установки 2 карбов и резонаторов я начал крутить мотор свыше 5000 а ксз на этих оборотах начинают некорректно работать, а именно происходил пропуск искры, несмотря на их отличное состояние.
Это все можно было ожидать поэтому через пару дней я уже установил БСЗ с ФУОЗ (АЗ и отсечка 4000об)+купил электронный тахометр. По поводу места покупки пишите в лс.
Где-то недельку отгонял я на радостях. Крутил мотор выше 5000 на легке.
И тут появилась новая проблема.
2 Проблема:
Так как клапана у меня китай без неприятных моментов не обошлось. На Советских пластик крепче и клапана не пропускают.
И хоть я делал отверстия для разгрузки лепестков как на фото ниже (фото не мое) особо это не помогало.
Со временем лепестки начинали плохо прилегать в следствии мотор работал не корректно.
Тут есть 3 способа решения проблемы:
1. Искать СССР ЛК, но в Украине это почти не реально.
2. Ставить ЛК с иномарок тут выбор огромный, Honda NSR, Yamaha RD и так далее. НО тут что цена клапанов кусается что переделывать полностью переходники нужно.
3.Делать ЛК по размерам совы но не из пластика, а с другого более прочного материала.
Лично я решил попробовать вылить из алюминия корпус для ЛК. В этом мне помог хороший человек как его найти пишите в лс
Вот как они выглядят.
ЛК без ограничителей отгоняли уже год на моем моторе и ничего не обламывало, лепестки всегда плотно прилягают, корпус не ведет.
Опять все собрано отрегулировано и опять покатушки.

Мотоцикл начал работать совсем по другому и мне это понравилось, но карбюраторы Jicov не нравились мне по некоторым причинам. В эксплуатации не удобны, очень капризные при регулировке, крепление на манифольдах слабое. В общем я решил опробовать к68Д Пекар.
Сразу же результат оправдал надежды тем что отзывается на настройку легче чем явовские карбюраторы.
Так как для начала я пробовал гтж 260 его переливало и толком он не ехал. Я вкрутил гтж 190 с мотоцикла Урал.
Мотору явно было мало смесь бедная.Думал вкрутить 200 с мотоцикла Сова, но найти их тяжело так как совецких нет уже нигде, а в новодельных ремкомплектах на жиклерах только цифры правильно набиты, а в реале отверстие не сходится с обозначением по проливной способности. К примеру купил я гтж 200 на сову а когда их пролили вышло 270.
Решил просверлить 190 сверлом 1.1 чтоб примерно получились 225гтж. В итоге все вышло и вышло не плохо!
Свечи еле коричневые и мотор начал ехать уверенно!
Мотор работал хорошо, но на иковах с низов брал лучше и я решил каким то образом это сделать и у себя на К68Д.
Как улучшить низа на к68Д
Первым делом решил аккуратно сточить иглы, эта процедура требует нервов и точности, так как каждый раз обратно ставить пробовать, разбирать это много времени. ИНФО о Карбюраторах
Пошарился в интернете увидел такую приспособу как Power Wing
ФОТО
Читал статьи, искал в книгах о нем все что нарыл это вот такие подробности. Инструкция по изготовлению от меня
Какие изменения произошли:
1.После установки PW настройка карбюраторов сбилась полностью.
2.После настройки карбюраторов заметил что стал держать ниже хх, более устойчив на малых оборотах, резче стартует с места.
Ставили и на стоковый Юпитер эти же + никаких -. Поэтому я советую, все же не зря на микуни цена Powerwing 120$.
Со временем свечи начинали белеть и я решил сделать жиклеры большей пропускной способности. Но сверла такого я не нашел и мне помог очень хороший человек, отличный мастер по 2т ДВС Лукьяненко Анатолий. Анатолий сделал мне на заказ 2 жиклера 240. Которые до сих пор стоят на моих карбюраторах.
Вот настраиваю карбюраторы у себя на иже и заодно помогаю племяннику с его Хондой)
Еще расскажу об такой доработке как звезда колвала с Планеты на Юпитер.
Много кто делал, пытался ну а я просто расскажу как она на самом деле и мои впечатления. Большинство фото возьму своего друга Дробота Вовчика он так же это делал и у него остались фото.
Так вот я дошел до того что мне 4 скорости мало даже со звездой на 21 зуб. 5ти ступенчатая КППП на ИЖ не вариант, а повысить передаточное число как-то хотелось. Поэтому я решил сделать это с помощью звезды колвала ИЖ ПЛанеты. На юпитере эта звезда на 21 зуб, у планеты на 24. Таким способом я решил удлинить скоростя.
К сожалению звезды не идентичны, поэтому кое какие изменения имеются:
1.
Звезда осажена на 4мм, не изменяя конусность! Работа сделана токарем! Торец посадочного места надо срезать на 4мм иначе будет упираться в подшипник и не сядет толком на вал!
2.Огромной проблемой является размер цепи! Родной мало, а добавлять нужно 1.5 звена. Не 2 звена — это много, и не 1 — это мало! Подбирать цепь с москвича тоже смысла нет!
Вот на фото хорошо видно как способом моего друга можно справится с проблемой.
В итоге цепь не провисает и корзина свободно крутится.
Теперь перейдем к действительности.
Я проехал на такой звезде 1 день потому что боялся за конструкцию цепи. Скоростя стали действительно длиннее, по местности я 3 скорость временами включал а до 4 вообще не доходило. На трассе 4 стала плавнее и длиннее.В общем вышло дело вкуса. Кто часто ездит в дальняк и не по горам а ровной дороге этот вариант отличный. Но я же привык к агрессивной манере езды, кручу мотор до придела и поэтому особо как вышло не нуждаюсь в такой звезде.
Вот по сути в такой комплектации я отгонял целый сезон до зимы пока ЦПГ совсем не износилась и в компресометре ели набирала цифру 6.
Ездил я и по 100км. от дома все было отлично мотоцикл не подводил, а только радовал при каждом отрытии газа.
Ну и наконец-то самое главное, выводы и итоги к которым я пришел.
1. Динамика улучшилась на всех диапазонах.
2. Тяга с низов значительно улучшила подрыв и старт, к тому же в любую горку даже с пассажиром и звездой на 21 мотоцикл выезжал уверенно.
3. Разгон улучшился из за 2 карбюраторов, не замерял сколько но Тазы 1.6 V 16 со старта и до скорости 100км. в час я разрываю.
4. В диапазоне работы резонаторов появился характерное для 2т второе дыхание. Ну и звук конечно же заставляет людей оборачиваться мне в след)
5. Мотор из за БСЗ работает мягче и настраивается легче.
В общем описывать все + долго, легче просто опробовать и все станет ясно.
Одним словом я доволен своей работой и считаю я не зря провел много времени в гараже.
Это + теперь о -.
1. С таким мотором стоковые тормоза кажутся очень слабыми. (Не зря великие форсировщики говорят что тюнинг и форсировку нужно начинать с тормозов)!
2. Подвеска сток ИЖа и так не очень, а с этим мотором так вообще.
3. Мотор стал мощнее, а значит менее вынослив, поэтому хочется усилить некоторые узлы в моторе.
4. Из за маховика до 3кг. кажется малая скорость набора оборотов.
Думаю все эти минусы я смогу за зиму решить и собрать новый мотор.

Ответы на часто задаваемые вопросы.
1. Сколько едит?
-Конечно же у половины школьников ИЖ идет 170 а Ява 180 но я все же отвечу.
По спидометру все 160, но GPS показывает 135-140, в следующем сезоне постараюсь доказать это приложив видео.
2.Сколько до 100?
-Не замерял но быстрее той же Приоры!
3.Сколько вкинул денег?
— Не говорю никому.
4.Тяжело настраивать карбюраторы?
-ДА
5. Сколько Жрет (это наверно самый постоянный вопрос)
— Расход 6-7.5 литров на 100, все оооочень сильно зависит от манеры езды!
6.Яву теперь рвет?
— Яву и стоковый ИЖ может перегнать так как не вижу особых отличий в моторе, мощности и другим показателям между этими 2 мотоциклами.
Собственно и все. Данный мотор уже разобран и собран совсем новый мотор с убраными косяками и минусами которые были раньше.Об этом в следующем посте.

Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой - это износ цилиндра. Тут поступают всячески - либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за "косяки" и дефекты, полученные при попытке повтора содержимого этой статьи - автор ответственности не несет.
- Если вам менее 16 лет - работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях - процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты - тем лучше. У меня 550 об/мин.

Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет - то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий - он же "фреза"(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. "Подмоткой" наждачной бумаги на этот вал даст нам определенный "захват" стачивания металла. То есть чем длиннее полотно, тем больше у нас "съедает" цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление "фрезы"
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги "10" , "6" , "5" и "0"(на тканной основе - на бумажной не подойдут). Сразу несколько оговорок - шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти "черновую" и вывести "на чистую воду" , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем - замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:


Наметим примерно, где у нас имеется "больше мяса", и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше - и скалываем лишнее "мясо". Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:


Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель - затягивайте до скрипа в зубах - раскручиваться будет на ура. Посильнее затянешь - не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав "на газ" у дрели. Делайте чаще технологические перерывы. В перерывах - затягивайте все гайки. Если открутится - результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.


Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него "защелку", то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь - ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать - в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели - она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:


Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
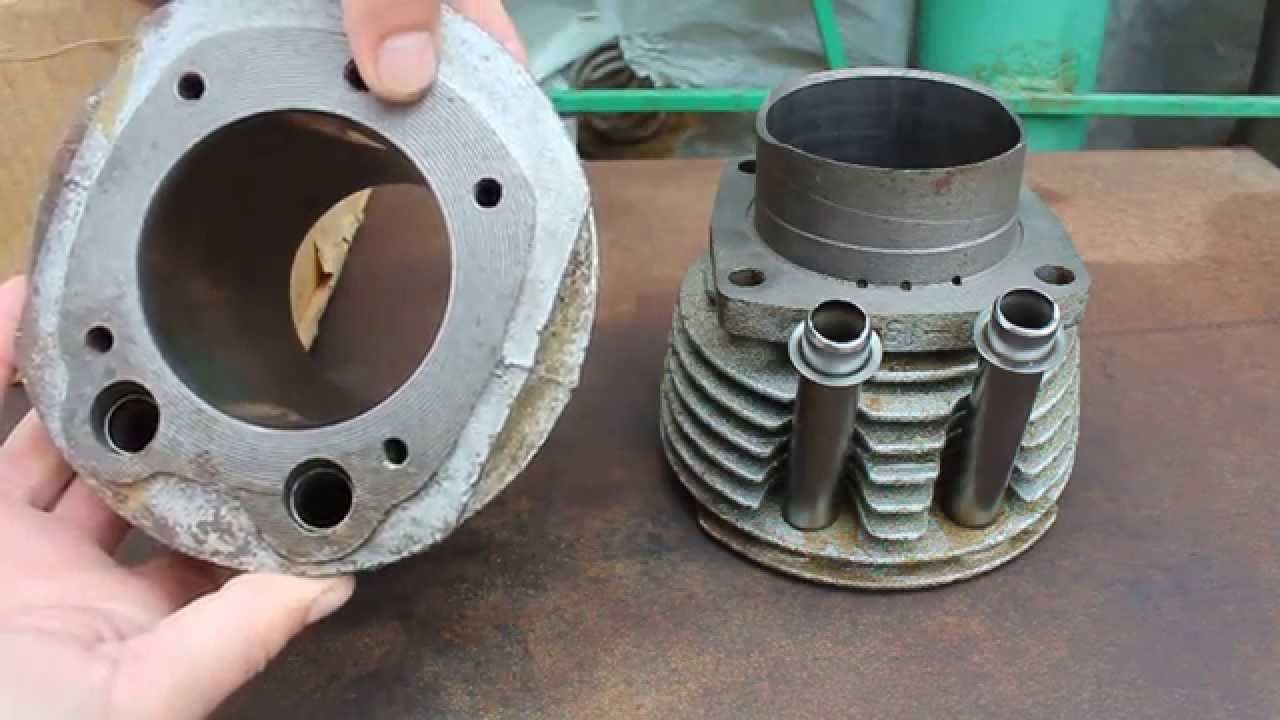
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).



Пихаем разными сторонами, чтобы понять - где и что мешает. Если цилиндр работал в рисковых режимах - значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
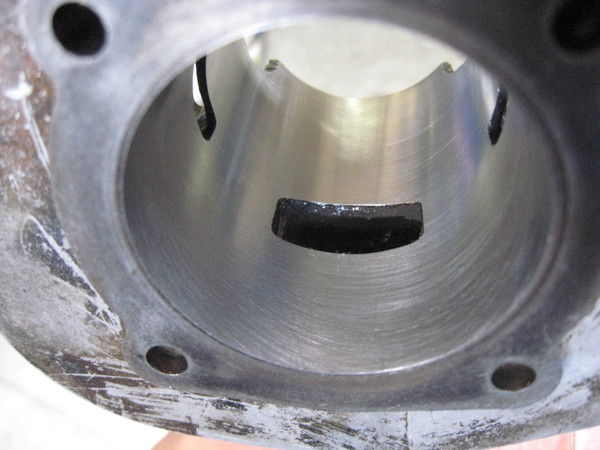
Зеркало цилиндра - отличное, но вот выработка:

То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.


Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял - что точит надо совсем немного. Если поршень совсем не лезет - тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий "газ" на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина - это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с "10" зерна.


Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты - тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения "вперед" только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:


Затем обязательно нужно цилиндр промыть в бензине. А после - смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье - можно и у машины блок расточить. Только кому это нужно будет - я не знаю.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.

Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.

Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!

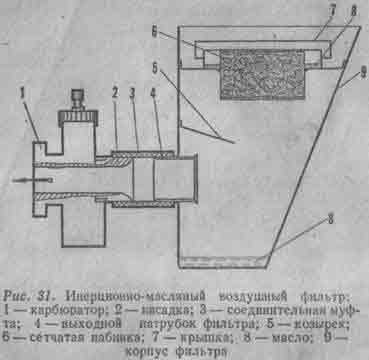
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование - иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка-не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф - объем фильтра; Vц -объем цилиндра. На мотоциклах классов 250-750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
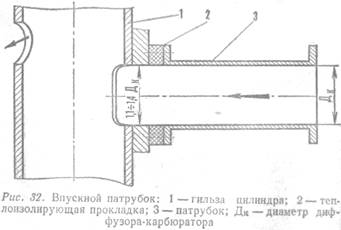
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий - лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°. Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).

Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую ,(5 - 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна. В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
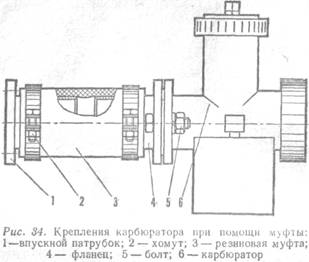
Разрыв между патрубком и вставкой 5-10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200-350 мм. Суммарная длина впускного тракта состоит: ? Lвп =? + L1 + Lk + L2 где ? - длина тракта в цилиндре; L1 - длина впускного патрубка; Lk -длина карбюратора; L2- длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле: ? Lвп = Где n - число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a - cкорость звука (20,1Т м/сек) Т вп = 273+t0вч С t0вч С - температура смеси после карбюратора.

При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца - ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).




Материал заготовки сталь 40X. Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм. 3. Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм 4. На токарном станке нарезать заготовки высотой 3,4- 0,1 мм. 5. Произвести закалку и отпуск до НRс = 43-11 в термофиксаторе. 6. Плоское шлифование размер 3-0.05 мм каждого кольца. 7. Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане O62,25. 8. В специальных приспособлениях (оправках): а) расточить кольца до 0 57+0,05 б) обточить до O61,б-0,02 в) снять острые кромки с углов R=0.3мм 9. Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм. 10. На оправке под хромирование шлифовать до O61,45-0,02 мм 11. Хромировать. Толщина хрома не менее 0,17 мм на сторону. 12. Снова шлифовать на этой же оправке до O61,75+0,03 13. Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо

14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)

При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.

Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4-5 мм вполне достаточна для двигателей классов 125-175 см3 и 5-6 мм для самых мощных двигателей классов 250-500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.

Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.


Палец нижней головки шатуна делается полым с одной стороны (отверстие O6мм), и по центру беговой дорожки роликов сверлится одно отверстие O1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64-63 ед.

Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна - роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125-175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94-4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250-350-500 см3 обычно диаметр роликов 3-4 мм, диаметр пальца 20-25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5-2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3-3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35-40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5-2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).
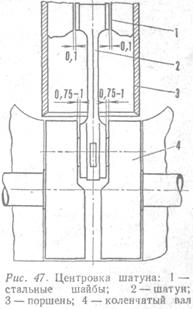

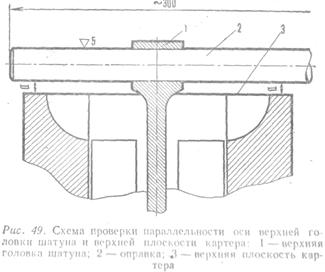
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. Балансировка коленчатого вала. Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле: Х = А(0,45 ? 0,6) + В(0,45?0,6) - В, Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника; В - 0,336 от веса головки шатуна (рис. 50).

Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например: Вес поршня =140 г Вес пальца = 30 г Вес колец =5 г; Вес стопорных колец =1 г; В = 168 : 0,336 = 50 г; X = 176 • 0,5 + 50 • 0,5 - 50 = 53 г. Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз к головке шатуна (рис. 51).
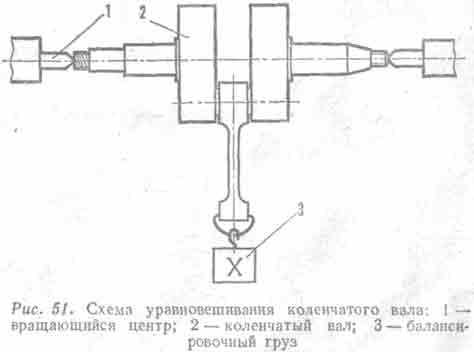
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45?0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000-6500 об/мин этот коэффициент берется равным 0,5. Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 - 0,57). Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала. Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
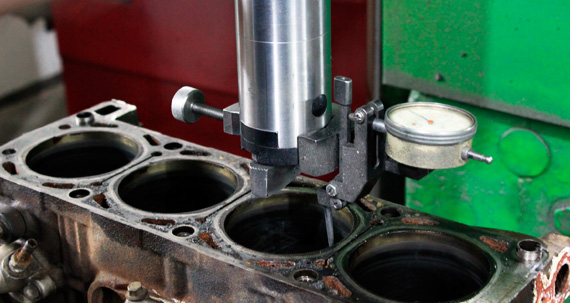
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра

Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.

Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Читайте также: