
Протяжка гбц ваз 2110 16 клапанов
Порядок и момент затяжки ГБЦ на ВАЗ-2112 с 16-ю клапанами: затяжка болтов головки блока цилиндров

Дальше на видео показано, как ГБЦ устанавливают за 5 минут:
Порядок монтажа и демонтажа
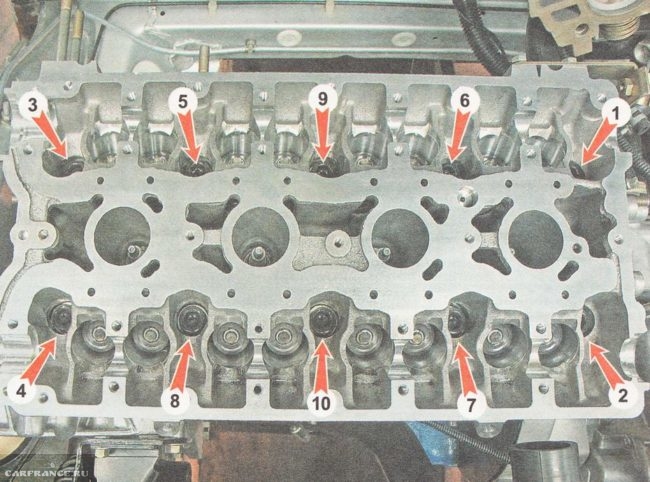
Последовательность отворачивания (1-10)
Стандартная длина винтов – 93 мм. Если винт был вытянут хотя бы до 95 мм, его заменяют новым (требование АвтоВАЗа).
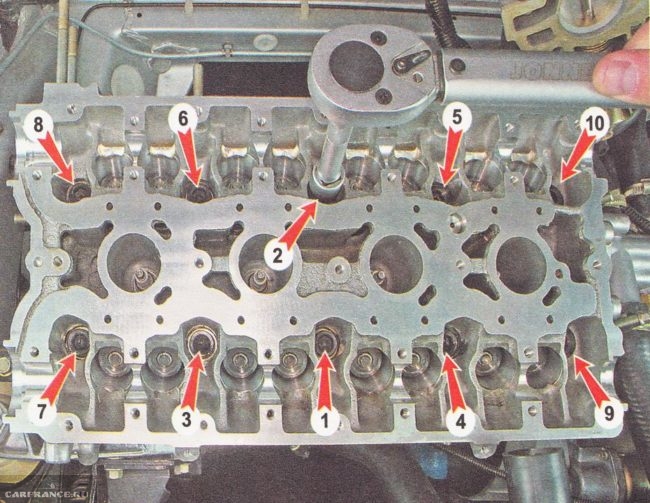
Порядок затяжки головки обозначен на этом фото
Момент затяжки болтов ГБЦ крышки
Для ВАЗ-2112 момент затяжки ГБЦ нормирован:
- Первый проход – усилие составляет 20 Н*м;
- Каждый винт доворачивают на 90 градусов вправо;
- Ждут 20 минут, затем винты доворачивают ещё на 90 градусов.
Зачем нужны направляющие втулки
Перед монтажом ГБЦ выполняют действия: очищают резьбовые отверстия, а также все отверстия под втулки (фото 1). Каждую втулку устанавливают на место, и только затем сверху укладывают прокладку.

Всё готово к установке ГБЦ
Металлические детали, прилегающие к прокладке, должны быть обезжирены. Схему затяжки ГБЦ мы рассмотрели, но саму ГБЦ нужно устанавливать правильно:
- Размещаем ГБЦ на блоке цилиндров;
- Сдвигая деталь в разные стороны, добиваемся, чтобы втулки вошли в углубления.
Герметик
Никаких герметизирующих составов при установке прокладки не используют! Солидол, ЦИАТИМ и другие смазки не нужны тем более. Главное – металл надо обезжирить. А прокладка ГБЦ должна быть новой.
Крышка ГБЦ и порядок затяжки её болтов
Металлическая крышка, устанавливаемая на ГБЦ, не должна пропускать воздух. В точках соприкосновения с другими деталями герметичность должна сохраняться тоже. Поэтому на кромку крышки наносят герметик. Пример показан на фото.

Крышка ГБЦ перед монтажом
Рекомендуемый момент затяжки винтов
Рекомендуемый момент затяжки винтов – всего 3-4 Н*м. Не удивляйтесь: своё дело сделает герметик. Надо только дать ему высохнуть после установки крышки на место.
Откручивать винты можно в любом порядке. Их количество равно 15 или 14. При монтаже лучше соблюдать последовательность, показанную у нас ниже.

Порядок затяжки крышки отмечен цифрами и стрелочками
Заменять винты обычно не требуется – нагрузка слишком мала. Желаем успеха.
Типичные заблуждения
Протяжка болтов гбц ваз 2110 16 клапанов

Предстоит замена прокладки ГБЦ.
по мануалу все правильно. главное не усилие на ключе а те самые 0.6575 мм на которые должна сжаться прокладка. один оборот болта на 1,25 мм его утапливает. но все это работает когда плоскости идеальные.
Разницу в болтах M10 и М12 улавливаешь?
Разницу в болтах M10 и М12 улавливаешь?
затянул на глаз, хз что дальше будет.

Кстати, свою ГБЦ я затягивал именно этим ключом по мурзилке. Всё прошло идеально.
Кстати, свою ГБЦ я затягивал именно этим ключом по мурзилке. Всё прошло идеально.
надо делать так как написано в мурзилке. я сам перепутал и затянул по принципу ваз 2110,а у меня 2112. теперь сифонит мало масло из под прокладки. хотя гбц новое было,,затянул так что аж болты уперлись и мы в двоем не могли дальше крытить динамометрическим ключем,,большое усиле получилосЬ
Так вот у ваз 2112 отсутствует второй прием (69,4-85,7Нм), что вполне существенный момент.
Как правильно затягивать ГБЦ и с каким усилием

Ряд ремонтных работ силового агрегата автомобиля связан со снятием головки блока. Демонтаж ГБЦ особых трудностей не вызывает, а вот посадка узла на место при сборке мотора требует полного соблюдения технологии установки, в частности затяжки крепежных элементов.
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, поскольку от этого напрямую зависит работоспособность мотора. ГБЦ выполняет роль крышки цилиндров, и любые нарушения в ее посадке сказываются на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка головки приводит к падению компрессии из-за потери герметичности в месте стыка ГБЦ с блоком цилиндров, прогоранию прокладки, прорыву рабочих газов из цилиндров и попадание их в каналы систем смазки или охлаждения, проникновению в камеры сгорания технических жидкостей, что в свою очередь негативно сказывается на функционировании силового агрегата и может стать причиной очень серьезных поломок.
Чрезмерная затяжка тоже ничего хорошего не несет, в этом случае нередко происходит повреждение головки — появляются трещины, или разрушаются крепежи – разрыв болтов, срыв резьбы т.д.
Неравномерная или неправильная затяжка зачастую становиться причиной коробления головки, из-за которого в местах стыка ее с блоком появляются зазоры, что приводит к тем же последствиям, что и недостаточное затягивание.
Особенности детали
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.
Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун.
Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Условия затяжки болтов
При установке головки блока важно соблюдение технологии затяжки, которая включает в себя ряд критериев:
- Порядок затягивания;
- Усилие;
- Состояние крепежей (к примеру, шпилек с гайками);
У каждого двигателя свой порядок затягивания, который необходимо соблюдать, чтобы обеспечить равномерное притягивание головки к блоку и исключить возникновение напряжений на каких-либо участках поверхности. К примеру, на ВАЗ 2105 это выглядит так.
Усилие – еще один немаловажный фактор для правильного крепления данного элемента двигателя. Притягивание плиты осуществляется в несколько подходов (на разных моторах количество их отличается), каждый из которых выполняется со своим усилием.
Крепежи головки блока затягиваются с достаточно большим усилием, что приводит к их вытягиванию. Поэтому на множестве двигателей не допускается повторное использование болтов, они в обязательном порядке заменяются. Но есть и моторы, у которых замена крепежей не нужна и возможна их повторная установка.
Вся информация относительно технологии затяжки ГБЦ указывается в тех. документации к авто, также нередко ее указывают на упаковках прокладки головки и крепежей.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия.
Общий алгоритм работ такой:
- Изучаем документацию (порядок затяжки и усилие);
- Подготавливаем инструмент;
- Осматриваем и протираем поверхности блока и головки, прочищаем крепежные отверстия (ветошью или сжатым воздухом);
- Укладываем прокладку;
- Садим на место головку блока (правильное размещение прокладки и головки обеспечивается направляющими втулками);
- Смазываем резьбу крепежных элементов;
- Устанавливаем последние в отверстия и затягиваем их от руки;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указывается в документации);
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно маркером пометить болты согласно порядку). На фото ВАЗ 2103;
- Осуществляем все последующие подходы.
На некоторых автомобилях дополнительно требуется повторная дотяжка крепежей после определенного периода эксплуатации автомобиля. Эта информация обязательно указывается в технической документации.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
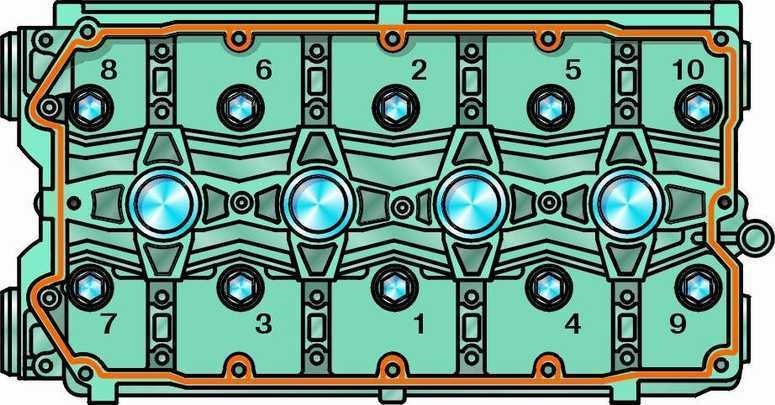
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Выполнение операции без динамометрического ключа
Поскольку на всех указанных автомобилях усилие точно указано, то без динамометрического ключа при посадке ГБЦ не обойтись. Но на некоторых авто вполне можно обойтись без него и использовать для затягивания обычные ключи и удлиняющей насадкой.
Одним из вариантов затяжки без динамометрического ключа является двойное доворачивание крепежей после выполнения 2-го подхода.
Поэтому перед ремонтом двигателя, связанным со снятием головки блока следует запастись специальным инструментом, тем более что лишним он не будет и применение ему найдется всегда.

Произошла беда =( Долго понять не мог в чем причина ( куда то уходил тосол )
Всё что можно посмотрел… Не где не чё не течет…
Заметил густой белый дым из выхлопа…
Из выхлопа капал конденсат. Да да… Я попробовал его на язык, вердикт был ( тосол )
Короче.
Заехал в гараж выкрутил свечи и тут мне стало всё понятно… В первом цилиндре свеча чёрная… Со шматками нагара. Свечу в цилиндр, поршня влажная. Видно было одблиски влаги.
Пугался чем тока мог… На форумах писали Трещина в гбц, трещина в блоке ууу… Страшно было гадать.
Финансы ограничены… ДА и самому интересно… Вообщем было решено разобрать самому …
Это моя первая разборка ГБЦ! Просьба сильно меня не пинать если где то ошибусь.

Любителям терять болты ( разрезаем баклашку и туды всё кидаем ) =) И ничего не потеряется)
Я начал разбирать с Газа Распределительного Механизма

Ставим машину на 1 скорость и срываем болты со шкивов распредвалов.

Демонтируем ремень генератора и шкив ремня генератора.
КАК СНЯТЬ ШКИВ ГЕНЕРАТОРА ? ( Да да этот способ не очень хорош для стартера, но всё так и я им пользуюсь. ) Можно фиксировать, зажимать и т д. А можно взять вороток с головкой, вставляем ключ ( вороток ) в болт шкива генератора, операем его в рычаг и помощника просим крутануть стартером 1 секунду. ( Если не уверены в помощнике снимите фишку с блока зажигания ) Болт срывается и мы радуемся =)
Пока вы далеко не уползли сливаем антифриз ( тосол ) с двигателя. Смотрим на масляный щуп… Видите его? Отлично долго на него не смотрите, просто снимайте =)
Так вот а рядом с колодцем куда щуп вставляется, откручиваем пробку в блоке цилиндров. Антифриз ( тосол )уверенной струей рванет в радиатор. Будьте готовы к этому.
Если кто не знает, демонтируем натяжной ролик ГРМ, снимаем ремень. Трындец меткам =)
Снимаем шкивы… Не снимаются ? =) Качаем шкив влево — вправо и тянем на себя.
ВНИМАНИЕ! Шпонка! Снимая шкив ловите шпонку. Это такая маленькая железная гадость =) которая любит теряться или куда то выпадать.

Снимаем ВВ провода ( пронумеруйте кто не уверен что поставит правильно )
Снимаем блок зажигания.
Отсоединяем гофру от ресивера, сапун, снимаем фишку ДМРВ.
Снимаем все шланги с ресивера ( шланги охлаждения фиксируем в самой высокой точке, можно засунуть за распорку ) Отсоединяем фишки РХХ и датчика положения ДЗ, снимаем тросик газа. Так же снимаем шланги с ресивера ( Вакуумник, регулятор топлива и т д ) Откручиваем ресивер от подушек. Скручиваем 4 хомута с патрубков впуска. Снимаем ресивер.
Откручиваем термостат полностью!
Выше термостата незабываем про 2 массы.
Снимаем выхлоп ( открутить его скорее всего получится только со штанами… )
Откручиваем бензопровод ( сделайте пометку на одном из шлангов ( можно ножиком поцарапать штуцер ) Там будут колечки ( резиновые ) под замену.

Хотелось бы обратить ваше внимание! Перед тем как открутить крышку! КУПИТЕ НОВУЮ ГОЛОВКУ! Затяжка может быть очень сильной. ПОНАДОБИТСЯ УДЛИНИТЕЛЬ.
Не совсем правильно будет срывать и сразу откручивать по одному болту…
По началу просто срываем все болты
Затем ослабляем все болты
Потом можно откручивать в произвольном порядке.
Так вы никогда не деформируете деталь.
Все знают что гбц в произвольном порядке закручивать не стоит.
Правильная закрутка по схеме 1.2.3.4.5.6.7.8.9.10
РАСКРУЧИВАЕТСЯ ОНА В ОБРАТНОМ ПОРЯДКЕ!
То есть 10.9.8.7.6.5.4.3.2.1
ПОЧЕМУ? объясню когда будем собирать.
По порядку болты не откручиваются! По порядку они срываются! сорвали 10.9.8.7.6.5.4.3.2.1? Расслабили ? Откручивайте дальше хоть как =)

Всё открутили ? =)
Вытаскиваем головку. Остальное можно сделать дома, или если тепло в более свободном пространстве.
Теперь осталось найти причину поломки =)
Чё я там обнаружил ?) Об этом я вам расскажу завтра =)))))
Есть вопросы?) Жду =)))
Ряд ремонтных работ силового агрегата автомобиля связан со снятием головки блока. Демонтаж ГБЦ особых трудностей не вызывает, а вот посадка узла на место при сборке мотора требует полного соблюдения технологии установки, в частности затяжки крепежных элементов.
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, поскольку от этого напрямую зависит работоспособность мотора. ГБЦ выполняет роль крышки цилиндров, и любые нарушения в ее посадке сказываются на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка головки приводит к падению компрессии из-за потери герметичности в месте стыка ГБЦ с блоком цилиндров, прогоранию прокладки, прорыву рабочих газов из цилиндров и попадание их в каналы систем смазки или охлаждения, проникновению в камеры сгорания технических жидкостей, что в свою очередь негативно сказывается на функционировании силового агрегата и может стать причиной очень серьезных поломок.
Чрезмерная затяжка тоже ничего хорошего не несет, в этом случае нередко происходит повреждение головки — появляются трещины, или разрушаются крепежи – разрыв болтов, срыв резьбы т.д.
Неравномерная или неправильная затяжка зачастую становиться причиной коробления головки, из-за которого в местах стыка ее с блоком появляются зазоры, что приводит к тем же последствиям, что и недостаточное затягивание.
Особенности детали
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.
Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун.
Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Условия затяжки болтов
При установке головки блока важно соблюдение технологии затяжки, которая включает в себя ряд критериев:
- Порядок затягивания;
- Усилие;
- Состояние крепежей (к примеру, шпилек с гайками);
У каждого двигателя свой порядок затягивания, который необходимо соблюдать, чтобы обеспечить равномерное притягивание головки к блоку и исключить возникновение напряжений на каких-либо участках поверхности. К примеру, на ВАЗ 2105 это выглядит так.
Усилие – еще один немаловажный фактор для правильного крепления данного элемента двигателя. Притягивание плиты осуществляется в несколько подходов (на разных моторах количество их отличается), каждый из которых выполняется со своим усилием.
Крепежи головки блока затягиваются с достаточно большим усилием, что приводит к их вытягиванию. Поэтому на множестве двигателей не допускается повторное использование болтов, они в обязательном порядке заменяются. Но есть и моторы, у которых замена крепежей не нужна и возможна их повторная установка.
Вся информация относительно технологии затяжки ГБЦ указывается в тех. документации к авто, также нередко ее указывают на упаковках прокладки головки и крепежей.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия.
Общий алгоритм работ такой:
- Изучаем документацию (порядок затяжки и усилие);
- Подготавливаем инструмент;
- Осматриваем и протираем поверхности блока и головки, прочищаем крепежные отверстия (ветошью или сжатым воздухом);
- Укладываем прокладку;
- Садим на место головку блока (правильное размещение прокладки и головки обеспечивается направляющими втулками);
- Смазываем резьбу крепежных элементов;
- Устанавливаем последние в отверстия и затягиваем их от руки;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указывается в документации);
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно маркером пометить болты согласно порядку). На фото ВАЗ 2103;
- Осуществляем все последующие подходы.
На некоторых автомобилях дополнительно требуется повторная дотяжка крепежей после определенного периода эксплуатации автомобиля. Эта информация обязательно указывается в технической документации.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
- 4,0-4,3 кг/м;
- 7,5 кг/м;
- 11,0 кг/м;
- 14,3-14,5 кг/м.
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Выполнение операции без динамометрического ключа
Поскольку на всех указанных автомобилях усилие точно указано, то без динамометрического ключа при посадке ГБЦ не обойтись. Но на некоторых авто вполне можно обойтись без него и использовать для затягивания обычные ключи и удлиняющей насадкой.
Одним из вариантов затяжки без динамометрического ключа является двойное доворачивание крепежей после выполнения 2-го подхода.
Поэтому перед ремонтом двигателя, связанным со снятием головки блока следует запастись специальным инструментом, тем более что лишним он не будет и применение ему найдется всегда.
Дальше на видео показано, как ГБЦ устанавливают за 5 минут:
Порядок монтажа и демонтажа
Последовательность отворачивания (1-10)
Стандартная длина винтов – 93 мм. Если винт был вытянут хотя бы до 95 мм, его заменяют новым (требование АвтоВАЗа).
Порядок затяжки головки обозначен на этом фото
Момент затяжки болтов ГБЦ крышки
Для ВАЗ-2112 момент затяжки ГБЦ нормирован:
- Первый проход – усилие составляет 20 Н*м;
- Каждый винт доворачивают на 90 градусов вправо;
- Ждут 20 минут, затем винты доворачивают ещё на 90 градусов.
Зачем нужны направляющие втулки
Перед монтажом ГБЦ выполняют действия: очищают резьбовые отверстия, а также все отверстия под втулки (фото 1). Каждую втулку устанавливают на место, и только затем сверху укладывают прокладку.
Всё готово к установке ГБЦ
Металлические детали, прилегающие к прокладке, должны быть обезжирены. Схему затяжки ГБЦ мы рассмотрели, но саму ГБЦ нужно устанавливать правильно:
- Размещаем ГБЦ на блоке цилиндров;
- Сдвигая деталь в разные стороны, добиваемся, чтобы втулки вошли в углубления.
Герметик
Никаких герметизирующих составов при установке прокладки не используют! Солидол, ЦИАТИМ и другие смазки не нужны тем более. Главное – металл надо обезжирить. А прокладка ГБЦ должна быть новой.
Крышка ГБЦ и порядок затяжки её болтов
Металлическая крышка, устанавливаемая на ГБЦ, не должна пропускать воздух. В точках соприкосновения с другими деталями герметичность должна сохраняться тоже. Поэтому на кромку крышки наносят герметик. Пример показан на фото.
Крышка ГБЦ перед монтажом
Рекомендуемый момент затяжки винтов
Рекомендуемый момент затяжки винтов – всего 3-4 Н*м. Не удивляйтесь: своё дело сделает герметик. Надо только дать ему высохнуть после установки крышки на место.
Откручивать винты можно в любом порядке. Их количество равно 15 или 14. При монтаже лучше соблюдать последовательность, показанную у нас ниже.
Порядок затяжки крышки отмечен цифрами и стрелочками
Заменять винты обычно не требуется – нагрузка слишком мала. Желаем успеха.
Типичные заблуждения
Читайте также: