
Притирка клапанов на матизе
-
Проверьте наружный диаметр оси коромысел микрометром.
- Проверьте наружный диаметр штока клапана микрометром.
- Впуск: 5,465 - 5,480 мм (0,2152 - 0,2157 дюйма)
- Выпуск: 5,440 - 5,455 мм (0,2142 - 0 ,2148 дюйма)
- Впуск: 5,500 - 5,512 мм (0,2165 - 0,2170 дюйма)
- Выпуск: 5,500 - 5,512 мм (0,2165 - 0,2170 дюйма)
- Впуск: 0,020 - 0,047 мм (0,0008 - 0,0019 дюйма)
- Выпуск: 0,0045 - 0,072 мм (0,0018 - 0,0028 дюйма)
- Впуск: 0,14 мм (0,0055 дюйма)
- Выпуск: 0,18 мм (0,0071 дюйма)
- Проверьте клапан. См. раздел, касающийся проверки клапанов, в данном разделе.
- Проверьте, как истерся клапан или шток, нет ли на них выжженных мест или прогиба, и пр необходимости их замените.
- Истирание краев клапана.
- Проверьте, как истерлись края каждого клапана. Некоторая неравномерность истирания по краям возможна из-за контакта с коромыслом на этой поверхности во время работы. При необходимости отремонтируйте этот участок соблюдая предел в 0,05 мм (0,002 дюйма) или замените клапан, если помимо этого требуется дополнительное изменение.
- Впуск: 1,46 - 1,66 мм (0,0575 - 0,0654 дюйма)
- Выпуск: 1,46 - 1,66 мм (0,0575 - 0 ,0654 дюйма)
Важно: При резке проявляйте осторожность в отношении ширины контакта. Резка завершается путем постепенного снижения усилия до метки, не требующей резки на поверхности.
-
Проделайте отверстие для направляющей клапана с помощью воротка 09916-38210. Перед установкой новой направляющей клапана в головку цилиндров расширьте отверстие направляющей воротком на 11 мм, удалив грат. Добейтесь того, чтобы отверстие для направляющей образовало конус с полной закругленностью.
Внимание! Равномерно нагрейте головку цилиндров при температуре 80-100° (176-212°F), не деформируя головки, и полностью задвиньте новую направляющую клапана в отверстие приспособлением для установки направляющей клапана 09917-88220.
Важно: После разборки не используйте направляющую клапана повторно, а заменяйте ее на новую направляющую клапана увеличенного размера.
- Увеличение размера направляющей клапана: 0,03 мм (0,0012 дюйма)
- Выступ направляющей клапана: 14 мм (0,5512 дюйма)
Важно: Повторно не используйте снятый сальник - заменяйте его на новый. При его установке подстукивайте или подбивайте инструмент молотком или чем-либо подобным. Установите прокладку в направляющую, только нажимая на специальный инструмент руками. Инструмент для обстукивания или подбивания может повредить прокладку.
Важно: Перед его установкой обмажьте моторным маслом сальник штока, полость направляющей клапана и шток клапана.
Примечание: При установке распределительного вала проявляйте крайнюю осторожность, не допуская оцарапывания, выбоин или других повреждений.

По мере вытаскивания клапанов выяснилось, что некоторые сухие, а некоторые имеют маслянистый нагар. Ну и клапана первого цилиндра мокрые в антифризе. Первые два фото это выпускные, они чистые, один клапан влажный.
А на головке стоят впускные (побольше). Там два клапана в маслице.
Так что маслосъемные колпачки точно буду менять.



Фаски имеют небольшие темные пятнышки.


Отмыл головку. Заодно выяснил, что боковое (пятое) окно впускного "коллектора" имеет следы от антифриза, убегающего наружу. Там был дефект заводской прокладки. На современных инжекторных авто это окно заглушено пластиковым коллектором, а в карбюраторную эпоху там проходила ОЖ на подогрев впускного коллектора, скорее всего. Голова то не менялась. Поменялся принцип подачи смеси.




Подобрал отрезок резиновой трубки, чтобы плотно одевался на клапан.
Пасту наносил на клапан. Притирал шуруповертом за шланг, секунд по 20.
Там по звуку слышно и клапан начинает как бы прилипать к седлу, застревать, и шланг сползает с него.
Автоматика. )))
Ну и фото фасок до и после.







Завернул свечи. Налил керосин. за 10 минут появилась только небольшие влажные следы под клапанами.
Считаю достаточным.
Потом по компрессии посмотрим.

Запчасти
Daewoo Matiz 2011, двигатель бензиновый 1.0 л., 70 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 5

Так вон зачем это окошко то


У меня после смены прокладки и МСК непонятно, всё равно сзади дымищща как у паровоза ((

Варианты:
1. Поршневые кольца, можно проверить компрессию манометром — косвенный показатель износа.
2. Криво стоит прокладка (или недотянута/перетянута)
3. Попадает антифриз в масло (возможно из-за п.2)
По п.2 затягивал динамометром на одинаковое значение. Правда потом ещё дотягивал 2 ослабших болта с 80 до 60 чего-то там (кН или подобные единицы силы).
У самого сейчас светло-голубой дымок бывает из выхлопной трубы. Грешу на маслосъемные, но манометром еще не проверял.
При ремонте коробки Макс механик обратил внимание, что у меня залит G12 антифриз, а нужен G11. И что стоит поменять по причине высокой проникающей способности G12. Другими словами, G12 может проникать сквозь прокладку в масло, если она стоит неровно. Но это в моей машине, я действительно мог накосячить при установки прокладки.
Надеюсь, эта информация может быть тебе полезной. Я купил себе новый антифриз, по весне буду заново менять прокладки и заливать другой антифриз и масло.
Рис. 5.10. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.10).
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у него в боковой стенке выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.

По истечении срока действия авторских прав, в России этот срок равен 50-ти годам, произведение переходит в общественное достояние. Это обстоятельство позволяет свободно использовать произведение, соблюдая при этом личные неимущественные права — право авторства, право на имя, право на защиту от всякого искажения и право на защиту репутации автора — так как, эти права охраняются бессрочно.
© Автомануалы. Вся информация представленная на данном сайте является собственностью проекта, либо иных, указанных авторов.
Все детали головки блока цилиндров следует проверить на износ. Следует тщательно очистить привалочную поверхность головки блока цилиндров (иногда остаются прикипевшие фрагменты прокладки). Контроль состояния головки блока цилиндров проводится согласно приведенным ниже указаниям.
Для надлежащей проверки состоянии клапанных пружин необходим специальный тестер пружин. Если его нет в вашем распоряжении, то можно провести простое сравнение старой и новой клапанных пружин. С этой целью взять старую и новую клапанные пружины и зажать их в тиски. Медленно сжимая губки тисков, наблюдать за степенью сжатия обеих пружин. Если они сжимаются одинаково, то это свидетельствует о хорошем состоянии старой пружины. Но если у работавшей пружины большая степень сжатия (выглядит короче новой), то это явный признак усталостного износа — такую пружину следует заменить. Пружины клапанов заменяют полным комплектом.
Подготовленные к установке пружины выставляют на ровной и гладкой поверхности (на стекле) таким образом, чтобы плотно сомкнутые витки находились снизу. Сверху на пружины кладется металлический уголок и проверяется зазор между верхним витком пружины и плоскостью уголка. Этот зазор не должен превышать 2,0 мм. В противном случае пружины подлежат замене.
Направляющие втулки клапанов, выполненные из чугуна, имеют разные диаметры для впускных и выпускных клапанов. Направляющие втулки выпускных клапанов имеют больший внутренний диаметр и короче, благодаря чему их легко рассортировать. Протягивая через втулки смоченную в бензине ветошь, проведите чистку втулок. Стержни клапанов лучше всего чистить вращающейся металлической щеткой, закрепленной в электродрель.
Контроль износа направляющих втулок проводится с помощью калиброванной оправки. Если выбраковочный калибр оправки свободно входит в направляющую втулку, то такую втулку следует заменить новой. Для демонтажа втулок следует пользоваться специальной оправкой с уступом. Если есть возможность использования направляющих втулок 1-го стандартного размера, то для их монтажа используют специальную оправку, с помощью которой направляющую втулку запрессовывают в посадочное гнездо до тех пор, пока стопорное кольцо не войдет в паз на головке блока цилиндров. При установке направляющих втулок ремонтных размерных групп посадочные гнезда необходимо предварительно обработать ручными протяжными развертками. Так как направляющие втулки перед запрессовкой должны охлаждаться сухим льдом, рекомендуем передать головку блока цилиндров на СТО для установки новых направляющих втулок.
Перед заменой направляющих втулок клапанов сначала проверяют общее состояние головки блока цилиндров. После запрессовки втулки растачивают до требуемых размеров: 8,00–8,015 мм для впускных клапанов и 9,00–9,015 для выпускных клапанов. Направляющие втулки выпускных клапанов имеют большую длину.
Шлифование клапанных седел проводится только после замены направляющих втулок клапанов. Если вдруг выяснится, что седла больше невозможно растачивать, то направляющие втулки менять не следует.
Рис. 37. Основные размеры седел клапанов: D — наружный диаметр седла клапана; D1 — внутренний диаметр седла клапана; D2 — посадочное гнездо под клапанное седло в головке блока цилиндров; Н — высота клапанного седла; Т — расстояние между плоскостью головки блока цилиндров и верхней кромкой клапанного седла; Н=6,97—7,00 мм — для всех клапанов; Т=2,37—2,25 мм — для впускных клапанов; Т=2,44—2,25 мм — для выпускных клапанов
Если подшипники распределительного вала сильно изношены, то в этом случае нет необходимости растачивать клапанные седла, а следует заменить головку блока цилиндров в сборе. Седла клапанов проверяются на износ или образование раковин. Следы небольшого износа можно устранить фрезеровкой с помощью 45-градусной конической фрезы. Если клапанное седло из-за большой выработки стало очень широким, то такие седла подлежат замене. Клапанные седла запрессовывают в головку блока цилиндров, и снимать их лучше всего путем высверливания либо выкручивания с помощью специальных расточек. При этом следует быть очень осторожным, чтобы не повредить головку блока цилиндров. Замерить диаметр базового отверстия D1 (рис. 37) и в случае необходимости расточить до следующего ремонтного размера. Клапанные седла с ремонтными припусками могут растачиваться до тех пор, пока ни будет обеспечиваться предписанное перекрытие 0,068–0,10 мм. Седла впускных клапанов имеют больший диаметр.
Головку блока цилиндров нагреть на водяной бане до 90° С, а клапанное седло остудить на сухом льду, после чего его можно будет запрессовать специальной оправкой в посадочное гнездо. Данную операцию рекомендуется проводить на СТО.
Обработать клапанное седло соответствующим зенкером и шлифовальным кругом на клапанной шлифовальной машинке. С использованием клапана замерить максимальное расстояние А, как показано на нижней части рис. 38. При установке новых клапана и клапанного седла расстояние А должно составлять 0,1–0,5 мм. Предел износа составляет 1,0 мм.
После обработки измерьте ширину уплотнительного пояса клапанного седла. Если ширина уплотнительного пояса седла впускного клапана отличается от значения 2,5 мм, а седла выпускного клапана — от значения 3,5 мм, то такие седла необходимо обработать 15-градусной фрезой в верхней части и 60-градусной фрезой в нижней части. Фрезерование прекращается, как только ширина уплотнительного пояса клапанного седла входит в указанные выше пределы. После фрезерования необходимо выполнить притирку клапанных седел. Для этого на седло клапана наносится небольшое количество шлифовальной пасты. Сверху на головку клапана крепится присоска, с помощью которой клапану сообщаются вращательные движения то в одну, то в другую сторону (рис. 39). Время от времени необходимо поворачивать клапан на четверть оборота, а затем снова притирать вращательными движениями. При необходимости надо добавить шлифовальную пасту на седло клапана. После притирки удалить остатки пасты с клапана и седла и проконтролировать посадку клапана на седле и головке. На обеих частях должен отчетливо просматриваться образовавшийся матовый поясок, который и определяет ширину уплотняющего пояса клапанного седла.
Карандашом нанесите несколько черточек на получившемся матовом пояске с интервалом 1 мм по его периметру. После этого опустить клапан в седло и провернуть его на 90° вокруг стержня, слегка прижимая клапан к седлу.
Выньте клапан из седла и проверьте, чтобы исчезли метки карандаша. Если ширина уплотнительных поясов клапанных седел находится в предписанных пределах, то головку блока цилиндров можно устанавливать на двигатель. В противном случае необходимо продолжать обработку и притирку седел либо заменить головку блока цилиндров.

Рис. 40. Основные размеры клапанов: D — диаметр тарелки (головки) клапана; D1 — диаметр стержня клапана; L — длина клапана; 1 — толкатель; 2 — конические сухари; 3 — тарелка клапанной пружины; 4 — клапанная пружина; 5 — нижняя опорная тарелка клапанной пружины; 6 — маслоотражательный колпачок; 7 — клапан
На данных типах двигателей используются клапаны без натриевого заполнения, как это имело место на других типах двигателей фирмы Mercedes-Benz. На рис. 40 приведены размеры клапанов. Клапаны, размеры которых не соответствуют указанным размерам, должны быть заменены новыми.
При оформлении заказа на клапаны необходимо всегда указывать их назначение (впускные либо выпускные), а также то, что эти клапаны предназначены для дизельного двигателя.
Точно так же необходимо проверять высоту выступающей части форкамер для впрыска дизельного топлива (601-й двигатель). Кромка форкамер должна выступать на 7,6–8,1 мм.
На СТО предписанный размер выступающей части форкамер может быть выставлен с помощью набора уплотнительных прокладок различной толщины, устанавливаемых под форкамеры. Эта работа должна обязательно выполняться на СТО, так как для этого необходим специальный инструмент для выпрессовки и запрессовки форкамер.
Нижеприведенный текст описывает работы, связанные с проверкой и контролем состояния распределительного вала. Конструктивное описание распределительного вала см. разд. 2.12.6. Распределительный вал установить на призмы, подставленные под крайние опорные шейки, либо зажать между центрами токарного станка, как показано на рис. 41, а к средней опорной шейке подвести щуп измерительного индикатора. Затем, медленно проворачивая распределительный вал, надо следить за показаниями стрелки. Если стрелка отклонится за деление 0,01 мм, то это будет означать, что вал деформирован и подлежит замене.
Рис. 42. Форма маслоотражательных колпачков, надеваемых на стержни клапанов: слева — для выпускных; справа — для впускных клапанов
Маслоотражательные колпачки можно найти в ремонтном комплекте. В состав ремонтного комплекта входят защитные втулки, которые при монтаже надевают на стержни впускных клапанов. Маслоотражательные колпачки для впускных и выпускных клапанов отличаются друг от друга как своими диаметрами, так и формой, поэтому перепутать их невозможно (рис. 42).
Для установки колпачков обычно используется специальный инструмент. Если его нет под рукой, то можно воспользоваться тонкой трубкой, но очень осторожно, чтобы не повредить уплотнительные манжеты и стяжные пружинки колпачков. При установке маслоотражательных колпачков на стержни клапанов, у последних должны быть сняты сухари и клапанные пружины. Для исключения падения клапана в цилиндр необходимо, чтобы поршень этого цилиндра находился в ВМТ. На четырехцилиндровых двигателях эта операция существенно облегчается благодаря тому, что всякий раз два поршня находятся в ВМТ. На пятицилиндровых двигателях выполнять эту работу немного сложнее, так как каждый раз необходимо проворачивать коленчатый вал двигателя на определенный угол, устанавливая поршень очередного цилиндра в ВМТ. Замену маслоотражательных колпачков необходимо выполнять следующим образом (рекомендуем поручить выполнить эту работу опытному специалисту).
Удалить сухари клапанов первого цилиндра, как описано в подразд. 2.4.2. На четырехцилиндровом двигателе можно одновременно удалить сухари и снять клапанные пружины с клапанов четвертого цилиндра.
Аккуратно, чтобы не повредить при этом стержни клапанов и отверстия толкателей, сдернуть щипцами старые маслоотражательные колпачки.
Новые маслоотражательные колпачки смазать маслом и аккуратно протолкнуть вниз по стержням клапанов. Не забывайте надевать на стержни впускных клапанов защитные втулки. Плотно насадить маслоотражательные колпачки на направляющие втулки клапанов.
Установить клапанные пружины цветной маркировкой вниз и установить сухари клапана, следя за тем, чтобы сухари хорошо сели в пазы и конические углубления верхних опорных тарелок клапанных пружин.
Слегка приподнять звездочку привода распределительного вала для того, чтобы цепь не вышла из зацепления, и провернуть коленчатый вал четырехцилиндрового двигателя на пол-оборота. После этого можно аналогичным образом поменять маслоотражательные колпачки на клапанах второго и третьего цилиндров. При работе на пятицилиндровом двигателе коленчатый вал необходимо поворачивать до тех пор, пока поршень следующего цилиндра не достигнет ВМТ. Чередование последующих цилиндров, поршень которых проходит ВМТ: 2–4–5–3. Как уже отмечалось выше, проведение этой работы требует особой тщательности.
Приспособление для сжатия клапанных пружин следует зажимать очень медленно, так как сухари некоторых клапанов зависают в пазах. Избегайте ситуаций, когда вследствие быстрого зажатия приспособления клапан упирается своей тарелкой в поршень. Приспособление должно воздействовать только на клапанную пружину, сжимая и перемещая ее вниз.
-
Измерить прогиб распределительного вала с помощью циферблатного индикатора и заменить его, если измеренное значение превышает заданный предел.
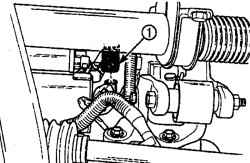
- Измерить наружный диаметр каждой шейки в 4 различных местах (1).
- С помощью калибра измерить внутренний диаметр головки цилиндров в 4 местах (зазор в шейке определяется по разнице между наружным диаметром шейки распределительного вала и внутренним диаметром детали шейки (2) головки цилиндров.
- Замените распределительный вал (или головку цилиндров, если это необходимо), при замере которого значение выходит за установленные пределы.
- Измерить степень прогиба оси коромысел с помощью подкладки с V-образным вырезом и циферблатного индикатора.
- Заменить ось коромысел, степень прогиба которой превышает предел.
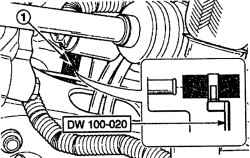
- Измерить наружный диаметр оси коромысел микрометром (1).
- Измерить внутренний диаметр коромысла калибром (2).
- Заменить ось или коромысло (или и то и другое, если это необходимо), если разница превышает предельное значение между наружным диаметром и внутренним диаметром.
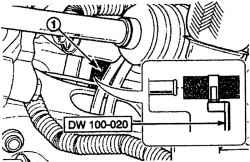
- Измерить наружный диаметр штока клапана микрометром (1).
- Измерить внутренний диаметр направляющей клапана калибром (хотя бы в 1 месте по длине клапана) (2).
- Измерить зазор между штоком клапана и направляющей клапана.
- Полностью снять нагар с клапана.
- Проверьте, как истерся клапан или шток, нет ли на них выжженных мест или прогиба, и пр необходимости их замените.
- Истирание краев клапана.
- Проверьте, как истерлись края каждого клапана. Некоторая неравномерность истирания по краям возможна из-за контакта с коромыслом на этой поверхности во время работы. При необходимости отремонтировать этот участок соблюдая предел в 0,05 мм (0,002 дюйма) или заменить клапан, если помимо этого требуется дополнительное изменение (1).
- Медленно вращая клапан, измерьте отклонение в сторону вращения циферблатным индикатором и подкладкой с V-образным вырезом.
- Если измеренное значение превышает предел, замените клапан.
- Очистите клапан и седло клапана и нанесите тонкий слой красных чернил для печати на контактную поверхность седла клапана. Проверьте, как будет сидеть клапан после установки.
- Хороший показатель - ширина равномерного контакта в пределах указанного.
- Отремонтируйте седло клапана шлифовкой и обрезанием, а также притрите его, если оно неравномерно контактирует по всей ширине или не соответствует заданным пределам.
- Сначала используйте резец с меньшим углом, и увеличивайте угол приложения резца настолько, чтобы выполнить незначительное и окончательное изменение контактной поверхности. Завершите обработку контактной поверхности и места его расположения при угле резца 45 градусов.
Важно: При резке проявляйте осторожность в отношении ширины контакта. Резка завершается путем постепенного снижения усилия до метки, не требующей резки на поверхности.
- Разделите притирку на два этапа: сначала выполняется обычная притирка, затем точная для обеих сторон.
- а. Сторона впуска.
- б. Сторона выпуска.
- Полностью удалить нагар из камеры сгорания.
- Оцарапать обязательно необходимо и впускные с выпускными каналами головки цилиндров, и камеру сгорания и поверхность тарелки вместе с седлами клапанов.
- Планшетность головки цилиндров (1).
- Измерить планшетность в 6 различных местах с помощью прямой линейки и толщиномера. Если при измерении величина превышает допуски, деформированный участок необходимо проверить, установив его на плоскую плиту, и откорректировать, используя тонкие абразивы. Заменить головку цилиндров, ремонт которой невозможен.
Примечание: Деформация поверхности головки цилиндров может вызвать снижение мощности в связи с утечкой при сжатии.
Читайте также: