
Переборка двигателя газель 402 своими руками
Собственно показаний к капитальному ремонту 2 - это повышенный расход бензина и/или масла. В принципе всё. Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ. При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Инструмент и запчасти
Давление масла у меня до капиталки было удовлетворительным, поэтому снимать коленвал не планировал. Как не планировал и менять вкладыши. Из запчастей я взял комплект клапанов:
Новые пружины клапанов. Их при капиталке менять обязательно, об этом Евгений Травников постоянно твердит, дескать уставшие пружины клапанов просаживают мощность на высоких оборотах. Похоже на правду, после 3000 мотор с новыми пружинами стал тянуть гораздо веселее.
Также планировалось перевтуливание, для чего был куплен комплект втулок.
Также был приобретён комплект прокладок для капитального ремонта ЗМЗ Золотая серия. Данный набор оказался редкостным гамном, поэтому советую купить отдельно маслосъёмные колпачки, передний сальник коленвала, пробковые прокладки картера, клапанной крышки и крышки толкателей. Для всех остальных прокладок советую купить маслобензостойкий паронит и вырезать необходимые прокладки по месту самостоятельно.
Из инструмента обязательно потребуются:
Динамометрический ключ на 1\2 и неободима головка на 17.
Приспособление для притирки клапанов:
Оправка для поршневых колец:
Не помешает оправка для напрессовки маслосъёмных колпачков:
Обязательно нужна развёртка на 9мм:
Облегчит жизнь и сохранит втулки рассухариватель клапанов:
Одна из самых затратных статей - шарошки:
Читал много страшилок про твёрдость сёдел головки 402, но у меня дак с данными шарошками никаких проблем не возникло, на одно седло уходило не более 2-3 минут. Правда, я не перевтуливал.
Снятие ГБЦ
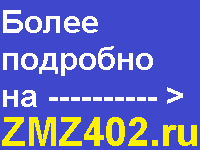
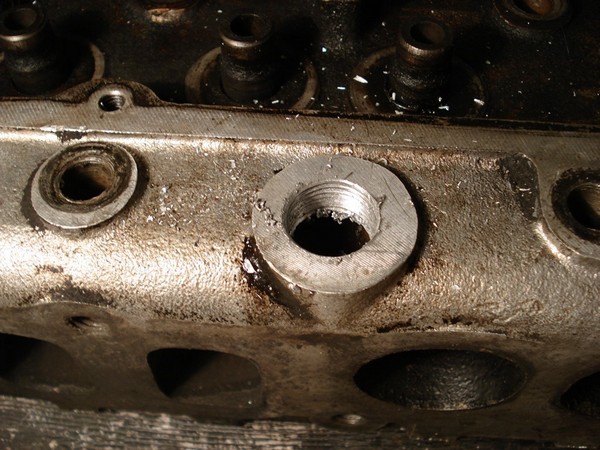
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно. Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу. То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
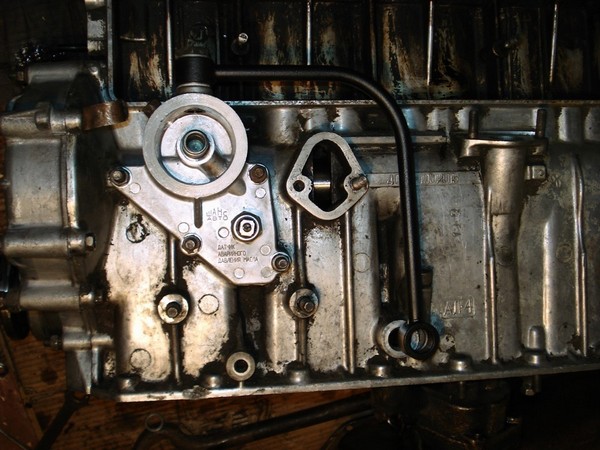
Причина судя по-всему в том, что она расположена между 3 и 4 цилиндрами и подвергается хроническому перегреву, и бонусом туда поступает ОЖ. В результате между шпилькой и ГБЦ возникает очень плотный слой окисла. Причём руками, без инструмента сдёрнуть ГБЦ не получится. Поскольку и ГБЦ и блок из алюминия, то пользоваться фомками и прочими металлическими рычагами крайне не рекомендуется, так как может быть повреждена привалочная поверхность, что может привести к течам. Я опытнвм путём пришёл к такой схеме:
Я сделал из подручных материалов, но смысл вот какой - берём металлический уголок, сверлим отверстия под шпильки крепления оси коромысел, а между шпильками оси коромысел этот уголок упирается в шпильку крепления ГБЦ, предпоследнюю со стороны водителя. Таким образом, затягивая гайки шпилек оси коромысел уголок прижимается к ГБЦ, а за счёт упирания в шпильку ГБЦ потихоньку сдергивается вверх. Таким образом мне удалось наполовину сдернуть ГБЦ, далее орудовал фомкой, но не советую этого делать. Видно, что сама шпилька условно целая, то есть окислялся преимущественно алюминий:
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая - капаем средством для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:
Ось коромысел разбираться не пожелала, я и не настаивал :) . Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал на ночь в средстве для мытья посуды. Клапанную крышку сперва изнутри скоблил строительным мастерком, отложений было реально много. Потом отмывал всё тем же средством для мытья посуды в ведре.
Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:
Самое сложное в этом деле - это найти контору, где этим занимаются. Я обзвонил с десяток сервисов, и только в одном мастер раскололся, что на шлифовку они головки возят в пожарную часть. В результате съездил туда и ГБЦ шлифанули при мне за 200 рублей. Как я понял, весь город шлифует ГБЦ там. Причём в одном из сервисов мне предлагали оставить головку у них и шлифануть за 400 :). Результат на фото:
Камера сгорания была покрыта толстым слоем нагара:
Внутри прошёлся металлической щеткой - насадкой для дрели, в труднодоступных местах (вокруг сёдел) нагар выковыривал часовой отверткой:
Кстати, после шлифовки все заусенцы, кромки в камере сгорания надо срезать, сгладить во избежание создания очагов детонации.
Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:
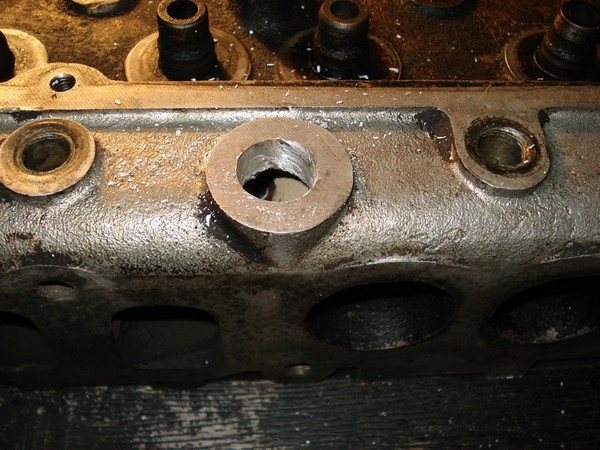
Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ - прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов - это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:
В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки. ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут :). После этого можно засухаривать клапана. Ещё раз напомню, пружины обязательно менять при капитальном ремонте. Клапана старые были грязные и сношенные - имели как потёртости на штоке, так и недостаточно выпирали над тарелкой, то есть по мере износа коромысла начнёт давить не на клапан, а на тарелку:
Сборка
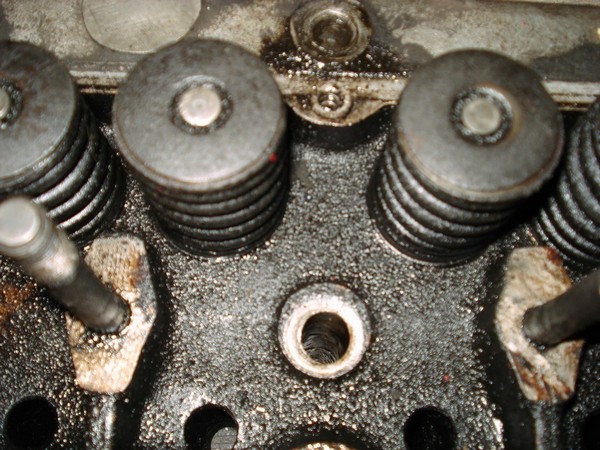
Сборку я начал с замены танчика на новый от газели, вкрутив в него штуцер на 18:
Однако самое забавное, что теплее в машине зимой не стало. Причина мне видится в росте КПД двигателя после капиталки. То есть до капиталки расход зимой был более 25 литров и даже с тонким штуцером тепла хватало, после капиталки расход упал раза в полтора, отчего и тепла стало в полтора раза меньше. Так что несмотря на увеличенный штуцер теплее в машине не стало. Однако, я так понимаю, если бы штуцер не поменял зимой было бы несколько прохладно.
В термостате напильником сточил дефекты литья, что на доли % улучшит циркуляцию ОЖ :
При откручивании крышки термостата один из болтов обломился, так что нарезал там резьбу на 10 и заменил болты:
Также слегка "раздрючил" канал подачи масла из отвестия до опоры оси коромысел (видно на фото), там были небольшие заусенцы:
Далее приступил к замене поршневых колец. Перед этим аккуратно соскоблил нагар с поршня (он, оказывается, алюминиевый):
Ощутимого износа на гильзах не было, хотя при первичной притирке, когда все поршни были в центральном положении, усилие на шарманке ощутимо возрастало, так что износ таки имел место быть и сто тыс. км не прошли бесследно для гильз. На поршнях износа не было, только мелкие потёртости, вероятно из-за попавшего нагара:
Самое забавное, что старые кольца пружинили ненамного хуже новых, но имели износ в сечении. После замены колец устанавливаем поршень обратно, не забыв про правильную ориентацию - надпись вперёд - вперёд, как ни странно, отверстие в шатуне должно писять в сторону коллекторов, пассажира:
Гайки шатунов садим на резьбовой герметик. Крышку садим как была. Перед тем, как загонять поршень, сперва обстукиваем по периметру оправку, а потом ручкой молотка аккуратно заталкиваем поршень.
Далее меняем сальниковую набивку. Я купил дешёвую за 15 рублей, поменял только в нижнем держателе, так как коленчатый вал не снимал. Несмотря на всё на это эта 15 рублёвая набивка уже год держит синтетику ТНК 5в40 при периодической раскрутке движка до 5000 об\мин. Насколько я понимаю набивка течёт при больших биениях, при сильном износе шеек и вкладышей.
Следующим этапом является установка ГБЦ на шпильки я намотал фум-ленты, по причине того, что это тефлон (фторопласт), а он чрезвычайно химически стоек и достаточно термостоек. Вообще, на все шпильки/болты, склонные к закисанию я наматываю фум-ленту, в нагруженных местах она порвётся, а полости заполнит, отчего в них не образуется ржавчина. Сама же фум-лента никуда не денется:
Прокладку я поставил с треугольными окошками. С завода стояла такая же:
Прокладки с тонкими круглыми отверстиями действительно несколько улучшают циркуляцию ОЖ в районе 3-4 цилиндров, но их я рекомендую тем, кто любит ездить на ХХ, и для кого 2500 - это запредельные обороты. Я же при езде страюсь держать движок между 2 и 3 тыс. об\мин, холостые у меня 1000 об\мин.
Также применил небольшое ноу-хау, написал на башке порядок затяжки гаек :) :
Оперативно протянул на 10 кг, течь прекратилась. Всё таки фомкой башку лучше не снимать :). Башку второй раз протянул после первого прогрева на следующий день и потом через неделю. На десерт как положено через 1000 км. После каждой протяжки, само-собой, регулируем клапана.
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масла сверху в гильзы и крутил. То есть выдалась какая пауза, я подход - 50 обротов. Особенно туго стало после замены набивки, суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я на том же масле, на котором ездил до капиталки - полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручивая более 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города, примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче - это примерно 80 км\ч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устранены и я со спокойной совестью перешёл на синтетику.
Работа над ошибками
Собственно, причина вскрытия двигателя, это очередной успешный тюнинг - Портинг и ломатинг ГБЦ. По итогу повторной обработки ГБЦ поделюсь своими наблюдениями. Отложения минералки относительно просто отмываются средством для мытья посуды. Лак от синтетики удалить по простому не удалось, но я особо и не усердствовал. При разворачивании втулок нашёл технологию их идеального разворачивания в домашних условиях - сперва любым способом разворачивается одна втулка, там по-любому будет минимальный люфт. После этого зажимаем уголками две втулки, используя первую развёрнутую как кондуктор. В итоге развёртка идёт по идеальной траеткории с минимальными отклоненями. Далее, что касается нарезки сёдел - фаску лучше делать широкую 2 - 2,5 мм, дело в том, что если фаска будет узкой - расклепается не она, а клапан. В итоге получится вогнутая фаска, плохо работающая на холодную. Кроме того, фаска должны быть по внешнему краю клапана - это улучшит наполнение цилиндров. Более подробно читайте в статье про тюнинг ГБЦ. Также не следует пренебрегать регулировкой зазора клапанов, у меня впускные довольно сильно сточились. Я думаю, причина в недостаточном зазоре. У меня установлены стальные штанги, я высчитал требуемый зазор в 0,15. Сейчас же я впускные клапана заменил и теперь зазор со стальными штангами буду выставлять 0,1 мм. Ну и при снятии ГБЦ значительные сложности вызывает сдёргивание с направляющих. При данной сборке двигателя, я покрыл дальнюю направляющуюю теплопроводящей пастой. Кировочепецкие маслосъёмные колпачки показали себя отлично, поставил новые такие же. Одна из причин уменьшения зазора от коромысла до тарелки - это расклёпывание тарелки и углубление сухарей вглубь. Поэтому все тарелки клапанов сменил.

Внутренние полости двигателя были сильно загрязнены смесью солидола с сажей, почти в сантиметр под клапанной крышкой. При вскрытии картера обнаружилась открученная гайка коренного.
Гайка хранилась в поддоне.
Процесс разборки ЗМЗ-402

Набивка порядком подношена, была установлена ёлкой по вращению, т.е. наоборот.
Выпускные клапана развальцованы грибком.

Забоины на коромыслах.


Забоины на толкателях.
Больше всех огорчил распредвал, на 4 кулачках забоины, кулачки сточены на 1 мм.

Забоины на распредвале.
На впускных клапанах в верхней части пропилы.
Для замера жесткости пружин был сделано такое приспособление.

По итогам разбора распредвал под замену, колено шлифовать, клапана под замену. Голову ЗМЗ-402 буду пилить под 92 бензин.
Пружины внутренние в допуске, внешние слабоваты (46 мм, 23-25 кг).
Поршневая в допуске, хоть что-то не менять, поменяю тока кольца.

Итак, на данный момент собрал блок. Первым делом устранил заводские ошибки при изготовлении блока, канал после помпы забит облоем и деффектами литья.

Но после использования напильника всё проходит.
Далее выкручиваем пробки масляных каналов, и прочищаем проводом и компрессором внутренности, в трёх каналах обнаружилось остатки сверловки, похоже ещё заводской.

Ровняем острые кромки на масляных каналах коленвала, чтобы они не срезали вкладыши, тут главное не сделать бугорок по кромке.

Раскручиваю коленвал, не над головой, а пробки шатунных шеек.

Должно быть вот так.

Это с коленвала набралось.
Усаживаю набивку в блок.

Ставим колено и вгоняю поршня, все сопрягаемые детали жирно мажу маслом, которое потом залью для обкатки.

Стяжка на двух хомутах и полоски жести 30*290мм


Установка распредвала ЗМЗ-402 .
Поставил переходник на жигулёвский фильтр, масляный канал рассверлил, был совсем маленький.

Переходник на жигулёвский фильтр.
Трубка не совпала

Шкив расползался пришлось сбить и прихватить.
Покрасил крышки от ЗМЗ-402 .

Всё, закрыл поддон.

Слева волговский кронштейн, справа УАЗовский, для сравнения

Вот так на данный момент.
Была подобрана корзина Fenox, ведомый любой УАЗовский под нужный вал (они тоже разные).

Для сравнения слева старая волговская, справа новая, сзади рычажная. Точно не скажу откуда она с УАЗа или ГАЗа, 6 пружин, с виду мощней чем с УАЗа. Читал по отзывам, что диафрагменная сцепа слабее рычажной, небольшой тест наступая пяткой в место прижима выжимного подшипника своим чахлым тельцем в 100 кг могу сказать, что старая волговская и рычажная прогнулись на 1-1,5 см, а новая нифига не прогнулась.

Вот три подопытных.
Читал, что маховик на ЗМЗ-402 легче чем на УАЗе (8 кг против 13 кг), ну фиг знает может у меня он от старости такой, но весит он 13 кг.
Это с ключём на 13.
А диаметр у него вот такой.

Колокол желательно что бы был универсальный, как у меня.

Обобщая, можно сказать, что бы внедрить ЗМЗ-402 с волги в УАЗ достаточно купить нажимной диск, и передние кронштейны крепления двигателя. Ну выхлоп ещё переделать, управление педалью газа… это мелочи.
Мне пришлось ещё зубчатый венец поменять, сбил старый молотком, новый положил в духовку на 10 минут под 250 градусов, ну как десять минут. Заранее смазал маховик фиксатором резьбы и надел венец. После остывания собрал.
Закрыл ещё одну полость.
Бывает убегает тосол через дыру в блоке по шпильке, вот эту

Секретная дыра с резьбой на 10.
Проверять я не стал, а просто вкрутил туда болт.

Болт, хранитель тосола.
Собрал ГБЦ. Голову шлифовал под 92 бензин срезали 3,5 мм, высота ГБЦ была 98 мм стала 94,5 мм (стандарт 94,4 мм).
Отвод на печку, так называемый танчик, в задней части ГБЦ упирается в стенку подкапотного пространства и его нужно снимать, и встаёт вопрос откуда брать отвод на печку. Хорошо если в верхней части ГБЦ стоит датчик, то вопрос отпадает, у меня же на этом месте был лишь технологический прилив алюминия. Короче дыры нет. Но нормальных пацанов отсутствие дыры не остановит, нужно сделаю, я так женился вообще. Ладно хватит демагогии ближе к делу.
ГБЦ была вот такая:

Взял сверло на 19мм (на 18мм надо было брать, но и так нормально вышло) и метчики полдюймовые для трубной резьбы, их видно на фото, и понеслась.
Сверлим и режу резьбу, всё просто места хватает.
Далее проверил масленый канал, он немного не совпадал с блоком, был подпилен напильником.
Шлифанул привалочную плоскость.


Проверил каналы входа-выхода на совпадение с пауком, подпилил.
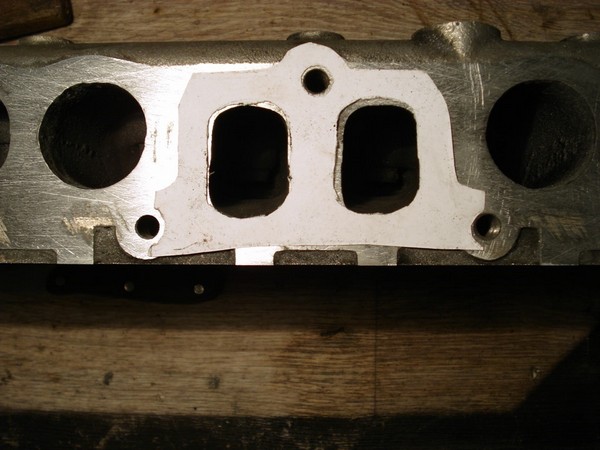

С обратной стороны.

На клапанах от покупной притирки не осталось ни царапины, хотя поясок на седле набился уже почти 2 мм, повторил с самодельной из абразива, немного пошло.

Но на остальных я так и не добился такого же эффекта, пролил растворителем, вроде не течет и засухарил.

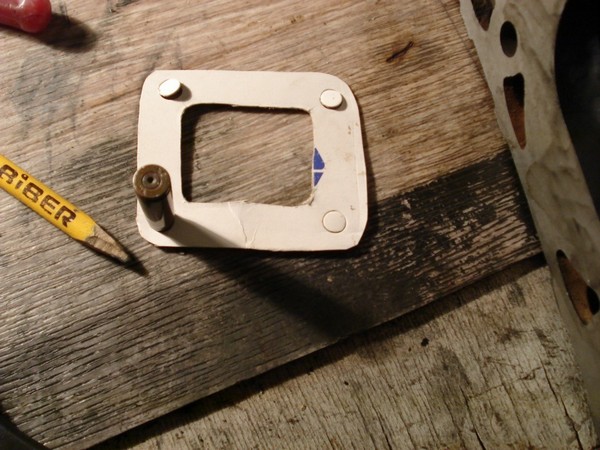
В наборе прокладок были прокладки под всё, окрамя задней заглушки ГБЦ пришлось делать самому. Дырки удобно бить гильзой 7,62,
Для набива колпачков чётко подошёл ёршик.
Ну и завершение.

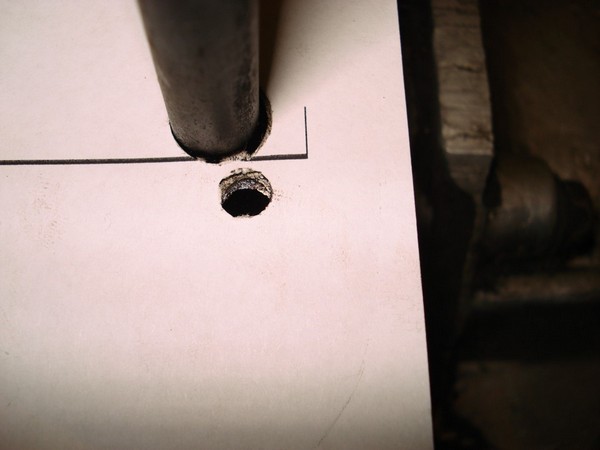
Проходной диаметр уголка на 15 примерно 14,5 мм, танчика 9,5 мм, т.е. порход в уголке больше чем в 2 раза.
Отверстия под шпильки двигателя прогнал сверлом 13 мм вычистил много грязи и удалил сплюснутый к резьбе алюминий.
В идеале бы направляющие поменять (зазор 0,5 при допуске max 0,25 мм), но дорого, а самому нет подходящего набора инструментов. В продаже развёртки плохие.
Двигатель собран и сохнет. Голова прикручена, клапана отрегулированы. Просверлил в помпе дырку под полдюймовый ёршик, чтоб отток ОЖ из печки был равен притоку.
В тройник вогнал втулку от амортизатора, чтоб уменьшить ход жидкости по малому кругу, чтобы помпа больше с печки подсасывала.



Заткнул пока отвёрткой.
Все гайки, шпильки и болты закручивал на фиксатор резьбы, где красный, где синий, что-то очень мне он в последнее время нравится.
Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.

Причины проведения капитального ремонта
Любой двигатель в процессе эксплуатации изнашивается, и это случается не только с внутренними элементами, но и снаружи. На этот показатель влияет много факторов, которые разрушают двигатель. Итак, рассмотрим, причины, по которым движку ЗМЗ 402 необходим ремонт, особенно, что касается капитального восстановления:
- Как упоминалось ранее — износ. Этот фактор и процесс не щадит даже самые совершенные силовые агрегаты. Происходит это вследствие воздействия на детали — трения, высокой температуры, попадания охлаждающей жидкости.
- Коррозия. Процесс окисления металла неизбежен, и хоть двигатель сделан с алюминия, то коррозионные повреждения внутренней и наружной части автомобиля неизбежны.
- Механические повреждения. В процессе эксплуатации двигателя возможны повреждения наружной части блока и других элементов сердца автомобиля.
- Манера езды. Еще один фактор, который повышает степень износа. Постоянная езда на высоких оборотах, а также ненадлежащая эксплуатация мотора может привести к повышенному износу.
- Несвоевременное обслуживание также может привести к скорому износу внутренних узлов. Так, накопление в силовом агрегате металлической стружки и несвоевременная замена масла может привести к быстрому износу и проведению ремонта.
- Хранение. Как и любая техника, автомобиль и его компоненты хотят быть в сухом и теплом месте. Так, двигатель, который постоит несколько дней на сильном морозе, уже нормально функционировать не сможет. Это связано со свойствами масла, которое уже не способно защищать мотор в полном объеме.
- Другие факторы, которые могут повлиять на износ, что приведет к ремонту.

Процесс капитального ремонта двигателя
Процесс проведения ремонта, в том числе и капитального, для двигателя ЗМЗ 402 и его модификаций, похожий с другими силовыми агрегатами серии. Все силовые агрегаты, произведенные и выпущенные Заволжским заводом по конструктивным характеристикам похожи, а поэтому ремонт проводится достаточно легко. Итак, рассмотрим, как отремонтировать движок ЗМЗ 402 своими руками.
Демонтаж двигателя
Ремонт двигателя ЗМЗ 402 начинается с демонтажа силового агрегата. Этот процесс достаточно простой, но рекомендуется выполнять его в четыре руки. Но, есть одно отличие, если ДВС снимается с Волги, то это одна последовательность процедур. Что касается 402-го двигателя Газель, то здесь немного технология демонтажа отличается. Чтобы не запутаться, рассмотрим классический процесс съема мотора с автомобиля Волга.
Итак, какую последовательность операций необходимо выполнить автомобилисту, что снять движок с транспортного средства:
- Сначала, демонтируется АКБ и откручивается его полка.
- Далее, необходимо снять воздушный фильтр и карбюратор.
- Отсоединяем приемную трубу от выпускного коллектора.
- Выкручиваем свечи зажигания, снимаем провода и трамблер.
- Сливаем моторное масло.
- Отсоединяем топливную систему.
- Снимаем крыльчатку вентилятора.
- Демонтируем стартер и генератор, а также проводку, связанную с ними.
- Отсоединяем сцепление от коробки передач.
- Демонтируем корпус масляного фильтра.
- Снимаем радиатор и патрубки системы охлаждения.
- Демонтируем впускной и выпускной коллектор.

Далее, когда все разобрано, снимаем полностью капот, чтобы можно быть беспрепятственно, вытянуть двигатель. Проводим демонтаж силового агрегата, зацепив его за тельфер или лебедку. Теперь, устанавливаем мотор на специальный стенд, если такого нет, то на поддоны и приступаем к его разборке. Автомобилисту необходимо разобрать свой двигатель полностью.
Для этого снимаем детали в следующей последовательности: сцепление, клапанная крышка, поддон, головка блока цилиндров, масляный и водяной насосы, поршни, бугеля, коленчатый вал. Теперь можно приступить к процедуре диагностики состояния деталей.
Диагностика неисправностей
Диагностика деталей мотора начинается с осмотра целостности блока цилиндров и коленчатого вала. При необходимости корпус может завариваться специальной сваркой. Если блок сильно подвержен разрушениям, то следует его заменить на новый.
Следующим этапом проведения диагностики становится промер цилиндров. Стандартом для ЗМЗ 402 считается размер 92 мм. Но, если есть выработка на стенках, царапины или раковины, то придется точить до следующего размера. А если промер показал, что стенки уже имеют ремонт, то нужно в обязательном порядке точить до следующего, поскольку цилиндры имеют выработку и ее необходимо устранить.
Рассмотрим, таблицу размерности ремонтов для силового агрегата 402 и его модификаций:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 92,0 мм) |
Следующим исследуемым становится коленчатый вал. Так как и с блоком цилиндров необходимо промерить шейки на размер, наличие повреждений и твердость. Если по все показателям и критериям коленвал можно точить, то определяется вид ремонта. Кстати, номер ремонта коренных и шатунных шеек могут между собой отличаться.
Рассмотрим, таблицу размерности ремонтов для коленчатого вала 402 и его модификаций:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 4 | 0,75 мм |
| 5 | 1,00 мм |
Все остальные детали диагностируются согласно руководству по эксплуатации и ремонту двигателей ЗМЗ 402.
Расточка блока
Расточка блока цилиндров проводится на специальном расточном стенде согласно предварительно определенному размеру. После проведения протоки, стенки цилиндров поддаются хонинговке, то есть доводятся до зеркального состояния.
Это делается с целью, чтобы маслосъемные кольца надлежащим образом снимали масло со стенок цилиндров. После проведения всех операций, необходимо прошлифовать поверхность блока цилиндров на 0,05 мм, а затем вымыть его от металлической стружки.

Ремонт коленчатого вала
Ремонт коленчатого вала, также, проводится на специальном станке с круглым каменным диском разной зернистости. Шейки вала шлифуются согласно ранее установленному размеру, под определенного размера вкладыша.
Ремонт головки блока
Отремонтировать головку блока цилиндров удается не всегда, поскольку многие автомобилисты используют вместо тосола воду, а это разрушает структуру детали. Так, прежде чем приступать к ремонту следует разобрать узел и определить его ремонтопригодность. Если понадобиться, то заменить корпус ГБЦ на новый.
В процессе разборки определяется, какие детали необходимо заменить. Как показывает практика, зачастую, замене подлежат: впускные и выпускные клапаны, седла, направляющие втулки, сальники клапанов и распределительного вала.

Процесс сборки
Когда все отремонтировано, можно приступить непосредственно к процессу сборки. Для этого все детали сносятся в одно место, и начинается волшебство непонятное многим. Рассмотрим последовательность действий сборки силового агрегата:
- Устанавливаем коленчатый вал и коренные вкладыши, которые фиксируются бугелями.
- Собираем воедино поршни и шатуны.
- Закрепляем нижнюю шейку шатуна к коленчатому валу, при этом, не забыв поставить шатунные вкладыши.
- Устанавливаем масляный насос и закрываем поддон.
- Ставим сцепление и проводим балансировку с коленчатым валом.
- Устанавливаем головку блока цилиндров, при этом прокладку необходимо смазать графитовой смазкой, если на ней нет герметика.
- Устанавливаем клапанную крышку.
- Все остальные детали устанавливаются в том же порядке.
После сборке силового агрегата, его необходимо установить на автомобиль. Сборка проводится о обратном порядке от разборки.
Обкатка
Обкатка движка ЗМЗ 402, если ремонт проводился самостоятельно, проводится только на горячую. Так, двигатель должен поработать в разных режимах. Рассмотрим, как обкатать двигатель после капитального ремонта:
- При помощи ручного способа проводиться накачка топливной смеси.
- Далее, непосредственно идет пуск силового агрегата.
- Сначала, обороты составляют 1000-1200 в минуту.
- Спустя 5 минут их необходимо увеличить при помощи педали акселератора до 2000 об/мин. И так мотор должен проработать около 7 минут.
- Далее, опустить обороты до 1200 в минуту и давать проработать 2-3 минуты.
- Двигатель глушиться и ему дают остыть.
- Проводиться регулировка клапанов.
- Процесс повторить.

Таким образом, двигатель будет обкатан и готов к дальнейшей эксплуатации. Если в процессе обкатки появились подтеки или стуки, стоит определить неисправности и устранить их. При этом мотор эксплуатировать нельзя.
Техническое обслуживание после проведения капитального ремонта
Техническое обслуживание после капитального ремонта 402-го кардинально не отличается от обычного ТО. Разницу составляет только время пробега. Итак, рассмотрим, когда необходимо делать техническое обслуживание, и какие процедуры проводятся:
- 1000 км: замена масла и масляного фильтра.
- 8000 км: замена масла, масляного и воздушного фильтра, свечей зажигания, высоковольтных проводов, фильтра тонкой очистки топлива.
- 17000 км: замена масла, масляного фильтра, топливного фильтра.
- 25000 км: замена масла, масляного и воздушного фильтра, свечей зажигания, высоковольтных проводов, фильтра тонкой очистки топлива, регулировка клапанов.
- 35000 км: замена масла, масляного фильтра, топливного фильтра, замена ремня ГРМ и генератора.
- 45000 км и последующие: замена масла и масляного фильтра. Каждые 20000 км меняется — топливный и воздушный фильтр, регулируются клапана. Каждые 40000 км пробега — замена ремня ГРМ.
Замена масла в двигателе
Одним из самых проводимых процессов, после проведения ремонта, является — замена моторного масла. Завод изготовитель рекомендует проводить смену смазочной жидкости на ЗМЗ 402, не позднее 10000 км пробега от предыдущей замены.

Рассмотрим, последовательность действий направленных на замену моторного масла:
- Демонтируем клемму-минус с аккумулятора.
- Снимаем нижнюю металлическую защиту двигателя.
- Подставив емкость, откручиваем сливной болт и ждем, пока вытечет масло.
- Откручиваем верхний болт крепления масляного фильтра и вынимаем фильтрующий элемент.
- Устанавливаем новый фильтр, при этом не стоит забывать, что уплотнительные резинки между корпусом и крышкой также стоит сменить.
- Закручиваем сливной болт, не забыв заменить уплотнительную прокладку.
- Через заливную горловину, заливаем 5,5 литра нового масла.
Процесс замены масла на ЗМЗ 402 достаточно простой, и проводится легче, чем на автомобилях серии ВАЗ.
Вывод
Ремонт ЗМЗ 402 — это целый комплекс операций, который необходим для восстановления двигателя до заводских норм. Так, отремонтированный силовой агрегат становиться почти новым, а ресурс пригодности составляет около 90%.
Для того чтобы провести капитальный ремонт стоит сделать многое, а именно — расточить блок цилиндров, сделать проточку коленчатого вала, перебрать головку блока, а также заменить попутные детали, такие как водяной и масляный насос.
Двигатели неприхотливые и легко ремонтируемые, в гаражных условиях.
Двигатели рядные четырехцилиндровые, оборудованы карбюраторами и бесконтактной системой зажигания.
Ниже расположены ссылки по которым можно найти статьи по ремонту и обслуживанию данного двигателя на нашем сайте
Двигатели аналогичны по конструкции, но двигатель мод. 4021 дефорсированный.
Блок цилиндров отлит из алюминиевого сплава. В него вставлены гильзы цилиндров, отлитые из износостойкого чугуна. В нижней части блока выполнены пять опор коренных подшипников.
Крышки коренных подшипников изготовлены из ковкого чугуна и крепятся к блоку двумя шпильками.
Крышки подшипников обрабатывают совместно с блоком, поэтому их нельзя менять местами.
Крышка первого подшипника обработана по торцам совместно с блоком для установки двух упорных шайб для ограничения осевого перемещения коленчатого вала.
На крышках 2-го, 3-го и 4-го подшипников выбиты их порядковые номера.
К переднему торцу блока крепится крышка распределительных шестерен, отлитая из алюминиевого сплава, в которую вставлена манжета коленчатого вала.
К заднему торцу блока крепится картер сцепления. Снизу к блоку крепится масляный картер, сверху — головка блока цилиндров. Головка блока отлита из алюминиевого сплава. В ней вертикально установлены впускные и выпускные клапаны.
Привод клапанов осуществляется от распределительного вала, расположенного в блоке цилиндров, через толкатели, штанги и коромысла.
Ось коромысел клапанов установлена в головке блока на стойках.
В головке блока с большим натягом установлены седла и направляющие втулки клапанов. В нижней части головки блока выполнены камеры сгорания.
Головки блоков двигателей мод. 402 и 4021 отличаются по объему камер сгорания и высоте.
Высота головки блока двигателя мод. 402 равна 94,4 мм, мод. 4021 — 98 мм. Сверху головка блока закрыта выштампованной из листовой стали крышкой.
Поршни отлиты из алюминиевого сплава, донышко поршня плоское.
Поршень устанавливают в цилиндр так, чтобы эта надпись была обращена к передней части двигателя. На каждом поршне установлены два компрессионных и одно маслосъемное кольца.
Верхнее компрессионное кольцо отлито из высокопрочного чугуна. Рабочая поверхность этого кольца покрыта слоем хрома для увеличения износостойкости.
Рабочая поверхность нижнего компрессионного кольца, отлитого из серого чугуна, покрыта слоем олова, что улучшает его приработку.
На внутренней поверхности этого кольца есть проточка. Кольцо должно устанавливаться этой проточкой вверх, к днищу поршня.
Маслосъемное кольцо состоит из четырех элементов: двух стальных дисков и двух расширителей, осевого и радиального. Рабочая поверхность дисков покрыта слоем хрома.
Шатуны стальные кованые, со стержнем двутаврового сечения. В верхнюю головку шатуна запрессована втулка из оловянистой бронзы.
Крышки шатунов обрабатывают совместно с шатуном, поэтому их нельзя переставлять с одного шатуна на другой. На шатунах и крышках шатунов выбиты номера цилиндров.
В стержне шатуна у нижней головки выполнено отверстие для смазывания зеркала цилиндра. Это отверстие должно быть направлено вправо в сторону, противоположную распределительному валу.
Масса поршней, собранных с шатуном, не должна отличаться более чем на 12 г для разных цилиндров. В нижнюю головку шатуна устанавливают тонкостенные шатунные вкладыши. Коленчатый вал отлит из высокопрочного чугуна.
От осевого перемещения вал удерживается упорными шайбами, установленными на передней шейке. В заднем торце вала есть гнездо для установки шарикового подшипника первичного вала коробки передач.
К заднему концу коленчатого вала четырьмя болтами крепится маховик, отлитый из серого чугуна.
Читайте также: