
Осевой люфт коленвала нива
Двигатель ВАЗ-21214 Евро 3 на автомобиле Лада 4х4 бензиновый, четырехтактный, четырехцилиндровый, восьмиклапанный, рядный. С верхним расположением распределительного вала. Порядок работы цилиндров: 1—3—4—2. Отсчет от шкива привода вспомогательных агрегатов.
Двигатель ВАЗ-21214 Евро 3 на Лада 4х4, блок цилиндров, головка блока, коленчатый вал, привод клапанов, устройство, ремонтные размеры и зазоры деталей.
Тип системы питания двигателя ВАЗ-21214 Евро 3 — распределенный впрыск топлива. Управление двигателем осуществляет контроллер BOSCH МЕ17.9.7 (нормы токсичности Евро 3). В системе выпуска отработавших газов установлен каталитический нейтрализатор.
Справа на двигателе ВАЗ-21214 Евро 3 (по направлению движения автомобиля) расположены:
— Ресивер с дроссельным узлом.
— Впускная труба и выпускной коллектор.
— Топливная рампа с форсунками.
— Датчики детонации и температуры охлаждающей жидкости системы управления двигателем.
— Термостат.
— Генератор.
— Насос охлаждающей жидкости.
— Стартер (закреплен на картере сцепления).


Слева на двигателе ВАЗ-21214 Евро 3 расположены:
— Насос гидроусилителя рулевого управления.
— Свечи зажигания и провода высокого напряжения.
— Катушка зажигания.
— Измерительный щуп уровня масла.
— Масляный фильтр.
— Датчики указателя температуры охлаждающей жидкости (в комбинации приборов) и недостаточного давления масла.


Спереди — приводы вспомогательных агрегатов и насоса гидроусилителя руля (клиновыми ремнями), датчик положения коленчатого вала и датчик фаз. Двигатель ВАЗ-21214 Евро 3 с коробкой передач и сцеплением образуют силовой агрегат, закрепленный на трех эластичных резинометаллических опорах. Воздушный фильтр с датчиком массового расхода воздуха закреплен в моторном отсеке справа от двигателя.
Блок цилиндров двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Блок цилиндров двигателя ВАЗ-21214 Евро 3 отлит из специального низколегированного чугуна. Цилиндры расточены непосредственно в блоке.
— Номинальный диаметр цилиндра — 82,00 мм.
— Допуск на обработку +0,05 мм.
— Расчетный минимальный зазор между поршнем и цилиндром (для новых деталей) должен быть равен 0,025—0,045 мм.
Он определяется как разность размеров минимального диаметра цилиндра и максимального диаметра поршня и обеспечивается установкой в цилиндр поршня того же класса, что и цилиндр. Для этого цилиндры и поршни в зависимости от размеров, полученных при механической обработке, разбивают на пять классов через 0,01 мм.
Класс цилиндра в соответствии с его диаметром маркируется латинскими буквами на нижней плоскости блока цилиндров:
А — 82,00-82,01 мм.
В — 82,01-82,02 мм.
С — 82,02-82,03 мм.
D — 82,03-82,04 мм.
Е — 82,04-82,05 мм.
При ремонте диаметр цилиндра может быть увеличен расточкой на 0,4 или 0,8 мм под поршни увеличенного размера. Максимально допустимый износ цилиндра 0,15 мм на диаметр. В нижней части блока цилиндров расположены пять опор коренных подшипников коленчатого вала со съемными крышками, которые крепятся к блоку специальными болтами.
Отверстия в блоке цилиндров под подшипники обрабатываются при установленных крышках. Поэтому крышки не взаимозаменяемы и для отличия маркированы рисками на наружной поверхности. На торцевых поверхностях задней опоры имеются гнезда для упорных полуколец, препятствующих осевому перемещению коленчатого вала.
Спереди устанавливается сталеалюминиевое полукольцо (белого цвета), а сзади — металлокерамическое (желтое). При этом пазы на них должны быть обращены к коленчатому валу. Полукольца поставляются номинального и увеличенного по толщине на 0,127 мм размеров. Если осевой зазор (люфт) коленчатого вала выходит за пределы 0,06—0,26 мм, то необходимо заменить одно или оба полукольца. Максимально допустимый осевой зазор коленчатого вала в эксплуатации — 0,35 мм.
Вкладыши коренных и шатунных подшипников коленчатого вала — тонкостенные сталеалюминиевые. Верхние вкладыши коренных подшипников первой, второй, четвертой и пятой опор с проточкой на внутренней поверхности, а верхний вкладыш третьей опоры и нижние вкладыши, устанавливаемые в крышки, без проточки.
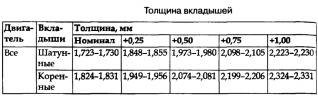
Ремонтные вкладыши коренных и шатунных подшипников выпускаются под шейки коленчатого вала, уменьшенные по диаметру на:
— 0,25 мм
— 0,5 мм
— 0,75 мм
— 1,00 мм.
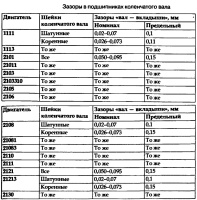
Номинальный расчетный диаметральный зазор между шейками коленчатого вала и вкладышами подшипников должен составлять:
— Для коренных подшипников — 0,026-0,073 мм (максимально допустимый зазор — 0,15 мм).
— Для шатунных подшипников — 0,02—0,07 мм (максимально допустимый зазор — 0,1 мм).
Коленчатый вал двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Коленчатый вал — из высокопрочного чугуна. Имеет пять коренных и четыре шатунные шейки. Вал снабжен восемью противовесами, отлитыми за одно целое с валом (полнопротивовесный). Для подачи масла от коренных шеек к шатунным в нем просверлены каналы, закрытые запрессованными и зачеканенными заглушками.
Эти каналы служат также для очистки масла. Под действием центробежной силы твердые частицы и смолы, прошедшие через фильтр, отбрасываются к заглушкам. Поэтому при ремонте вала и балансировке необходимо очищать каналы от скопившихся отложений. Заглушки повторно использовать нельзя — их заменяют новыми.
На переднем конце (носке) коленчатого вала установлены:
— Звездочка на сегментной шпонке, приводящая газораспределительный механизм (ГРМ).
— Шкив привода вспомогательных агрегатов (генератора и насоса охлаждающей жидкости). Он также является демпфером крутильных колебаний коленчатого вала.
К шкиву привода вспомогательных агрегатов гайкой коленчатого вала присоединен шкив насоса гидроусилителя руля. На шкиве привода вспомогательных агрегатов выполнен зубчатый венец для считывания информации датчиком положения коленчатого вала. Венец имеет 58 зубьев. Окружность венца разбита на 60 зубьев, но два отсутствуют, образуя впадину. Это необходимо для получения импульса синхронизации при каждом обороте коленчатого вала.
По наружной цилиндрической поверхности шкива работает передний сальник коленчатого вала, установленный в крышке привода ГРМ, отлитой из алюминиевого сплава. Крышка привода ГРМ имеет прилив с отверстием под датчик положения коленчатого вала. Задний сальник запрессован в отлитый из алюминиевого сплава держатель, который крепится к заднему торцу блока цилиндров. Сальник работает по поверхности фланца коленчатого вала.
В задний торец коленчатого вала запрессован передний подшипник первичного вала коробки передач. К фланцу коленчатого вала шестью болтами через общую шайбу крепится маховик. Он отлит из чугуна и имеет напрессованный стальной зубчатый венец для пуска двигателя стартером. Маховик устанавливают так, чтобы конусообразная лунка около его венца находилась напротив шатунной шейки 4-го цилиндра. Это необходимо для определения ВМТ после сборки двигателя.
Шатуны двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Шатуны — стальные, двутаврового сечения, обрабатываются вместе с крышками. Чтобы при сборке не перепутать крышки, на них, как и на шатунах, клеймится номер цилиндра. Он должен находиться по одну сторону шатуна и крышки. В отверстия нижней головки шатуна запрессованы специальные болты. При разборке их нельзя выбивать из головки.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру ее отверстия под поршневой палец шатуны подразделяются на три класса с шагом 0,004 мм (так же, как и поршни). Номер класса клеймится на верхней головке шатуна.
Шатуны также подразделяются на 9 классов по массе, которые маркируются краской разных цветов на стержнях шатунов. Все шатуны двигателя должны быть одного класса по массе, то есть помечены краской одного цвета.
Поршневой палец.
Поршневой палец — стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и в головке шатуна), от выпадения зафиксирован двумя стопорными пружинными кольцами, расположенными в проточках бобышек поршня.
По наружному диаметру различают три класса пальцев (через 0,004 мм), которые маркируются краской:
Поршень двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Поршень — литой из алюминиевого сплава. Юбка поршня имеет сложную форму. В продольном сечении она бочкообразная, а в поперечном — овальная. В верхней части поршня проточены три канавки под поршневые кольца. Канавка маслосъемного кольца имеет сверления для подвода масла, собранного кольцом со стенок цилиндра, к поршневому пальцу.
Отверстие под поршневой палец смещено на 1,2 мм от диаметральной плоскости поршня. Поэтому при установке поршня необходимо ориентироваться по выбитой стрелке на его днище. Она должна быть направлена в сторону шкива коленчатого вала.
По наружному диаметру (номинальный размер) поршни двигателя ВАЗ-21214 Евро 3 разбивают на 5 классов:
А — 81,965-81,975 мм.
В — 81,975-81,985 мм.
С — 81,985-81,995 мм.
D — 81,995-82,005 мм.
Е — 82,005-82,015 мм.
Класс поршня клеймится буквой на его днище. На днище поршней ремонтных размеров выбивается треугольник (увеличение диаметра на 0,4 мм) или квадрат (увеличение диаметра на 0,8 мм). В запасные части поставляют поршни трех классов — А, С и Е (номинального и ремонтных размеров), что вполне достаточно для подбора поршня к цилиндру.
По диаметру отверстия под поршневой палец поршни двигателя ВАЗ-21214 Евро 3 подразделяются на 3 класса:
1 — 21,982-21,986 мм.
2 — 21,986-21,990 мм.
3 — 21,990-21,994 мм.
Номер класса также выбивается на днище поршня. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. Поршни двигателя ВАЗ-21214 Евро 3 выпускаются одного класса по массе, поэтому отдельно подбирать их не требуется.
Поршневые кольца.
Поршневые кольца чугунные, расположены в канавках поршня. Два верхних кольца — компрессионные. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо — скребкового типа. Они препятствуют прорыву газов в картер двигателя и отводят тепло от поршня к цилиндру. Нижнее поршневое кольцо — маслосъемное.
Номинальный зазор по высоте между поршневыми кольцами и канавками в поршне (измеряется набором щупов) должен составлять:
— Для верхнего компрессионного кольца — 0,04—0,07 мм.
— Для нижнего — 0,03—0,06 мм.
— Маслосъемного — 0,02—0,05 мм.
— Предельно допустимые зазоры при износе — 0,15 мм.
— Зазор в замке для всех поршневых колец должен составлять 0,25—0,45 мм.
Зазор измеряют набором щупов, вставив кольцо в специальный калибр или в цилиндр двигателя и выровняв его днищем поршня.
Головка блока цилиндров двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Головка блока цилиндров двигателя ВАЗ-21214 Евро 3 — из алюминиевого сплава, общая для всех четырех цилиндров. Она центрируется на блоке цилиндров двумя втулками и крепится одиннадцатью болтами. Если длина стержня болта превышает 117 мм, то его следует заменить новым. Между блоком и головкой устанавливается безусадочная металлоармированная прокладка. Повторное использование прокладки не допускается.
В верхней части головки блока цилиндров на девяти шпильках закреплен алюминиевый корпус подшипников распределительного вала. Он центрируется на двух втулках, надетых на крайние шпильки. Зазор между шейками распределительного вала и опорами корпуса не должен превышать 0,2 мм.
Распределительный вал двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Распределительный вал двигателя ВАЗ-21214 Евро 3 — литой чугунный, с отбеленными кулачками, пятиопорный. Приводится во вращение однорядной роликовой цепью от звездочки коленчатого вала. Осевое перемещение ограничено упорным фланцем, входящим в проточку передней опорной шейки вала.
Для правильной установки фаз газораспределения на звездочках имеются метки. При этом метка на звездочке коленчатого вала должна совпасть с выступом на блоке цилиндров, а метка на звездочке распределительного вала совместиться с выступом на корпусе подшипников.
Звездочка распределительного вала устанавливается на вал только в одном положении и затягивается болтом с опорной и фиксирующей шайбами. Усик последней входит в отверстие в звездочке, а боковая часть отгибается на грань головки болта. К звездочке приклепан металлический элемент — задатчик датчика фаз.
Клапана и привод клапанов двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Седла и направляющие втулки клапанов двигателя ВАЗ-21214 Евро 3 — чугунные, запрессованы в головку блока цилиндров. В запасные части поставляются ремонтные втулки с увеличенным на 0,2 мм наружным диаметром. Отверстия во втулках окончательно обрабатываются разверткой после запрессовки.
Диаметр отверстия втулок:
— Впускных клапанов — 8,022—8,040 мм.
— Выпускных клапанов — 8,029—8,047 мм.
На внутренней поверхности втулки нарезаны канавки для смазки. У втулки впускного клапана — на всю длину, у выпускного — до половины длины отверстия. Сверху на втулки надеты металлорезиновые маслоотражательные колпачки (сальники клапанов) с браслетной стальной пружиной.
Зазоры между новыми направляющими втулками и стержнями клапанов должны находиться в пределах:
— 0,022—0,055 мм для впускных клапанов.
— 0,029—0,062 мм для выпускных клапанов.
— Предельный зазор при износе в процессе эксплуатации составляет 0,3 мм).
Клапаны двигателя ВАЗ-21214 Евро 3 — стальные. Выпускные — с головками из жаропрочной стали, с наплавленными фасками. Клапаны расположены в ряд, наклонно к плоскости, проходящей через оси цилиндров. Диаметр тарелки впускного клапана (37 мм) больше, чем выпускного (31,5 мм). Клапаны приводятся от кулачков распределительного вала через рычаги (рокеры).
Зазоры в приводе клапанов не регулируются. Одним концом рычаг опирается на сферическую головку гидроопоры (гидрокомпенсатора зазора), а другим — воздействует на торец стержня клапана. На двигателе двигателя ВАЗ-21214 Евро 3 установлены гидроопоры фирмы INA, которые по конструкции отличаются от гидроопор, применявшихся ранее.
Элементы гидроопор рычагов клапанов.

В головку блока цилиндров сначала вворачивают стальную втулку (корпус), а уже в нее на скользящей посадке вставляют опору. При таком способе сборки исключается возможность деформации прецезионной пары гидроопоры.
Для подвода моторного масла под давлением к гидроопорам между корпусами гидроопор и головкой блока цилиндров установлены четыре алюминиевые проставки. Одна проставка для гидроопор двух клапанов каждого цилиндра. По каналам блока цилиндров и головки блока масло поступает к корпусу подшипников распределительного вала, а затем по трубчатой стальной рампе — к проставкам гидроопор клапанов. Соединения трубок рампы с проставками уплотнены резиновыми втулками.
Использование гидроопор фирмы INA повлекло за собой применение новых рычагов клапанов, у которых уменьшился диаметр опорной сферы — с 12 мм (у прежних рычагов) до 11 мм. Клапан закрывается под действием двух пружин с противоположной навивкой, установленных коаксиально (соосно). Нижними концами они опираются на опорные шайбы, а верхними — на тарелку, которая фиксируется двумя конусными сухарями, входящими в проточку на конце стержня клапана.
Привод газораспределительного механизма двигателя ВАЗ-21214 Евро 3 на автомобиле Лада 4х4.
Для уменьшения колебаний цепи привода газораспределительного механизма на ее левой ветви между звездочкой валика привода масляного насоса и звездочкой распределительного вала на двух болтах установлен пластмассовый успокоитель. Правая ветвь цепи натягивается пружинно-гидравлическим натяжителем, установленным в головке блока цилиндров.
Предварительное натяжение цепи (на неработающем двигателе) обеспечивается пружиной. Рабочее (после пуска двигателя) — подпором масла под давлением. Масло в гидронатяжитель подается по стальной цельнотянутой трубке диаметром 6 мм с наконечниками. Начинается эта магистраль от резьбового отверстия на левой стенке блока цилиндров, в которое ввернут штуцер датчика недостаточного давления масла.
Рампа подвода масла к гидроопорам рычагов клапанов.

Правильно подобранная изгибная жесткость трубки позволила ослабить ее колебания, к тому же используются металлические держатели с резиновыми вставками, подавляющими вибрацию. Наконечник трубки крепится к корпусу натяжителя с помощью болта-штуцера, который применяется для крепления шланга переднего тормозного механизма задне и полноприводных автомобилей семейства ВАЗ.
Магистраль подвода масла к гидронатяжителю цепи привода ГРМ.

Плунжер натяжителя давит на башмак, изготовленный, как и успокоитель цепи, из износостойкой пластмассы. Башмак натяжителя поворачивается на оси, расположенной в нижней части блока цилиндров, справа от звездочки коленчатого вала.
От цепи газораспределительного механизма приводится и валик привода масляного насоса. Крепление его звездочки (30 зубьев) аналогично креплению звездочки распределительного вала (38 зубьев). Валик вращается во втулках, расположенных в блоке цилиндров, и от осевых перемещений удерживается упорным фланцем, входящим в проточку на его передней шейке.
Зубчатый венец валика входит в зацепление с шестерней привода масляного насоса, установленной вертикально во втулке блока цилиндров. В шестерне выполнено продольное отверстие со шлицами, в которое снизу входит шлицевый хвостовик валика масляного насоса.
Никогда не бойся делать то, что не умеешь. Помни, Ковчег был построен любителем. Профессионалы построили "Титаник".
При износе упорных полуколец увеличивается осевой люфт коленвала, что приводит к ускоренному износу шатунных вкладышей, а также к неправильной работе сцепления (неполный выжим).
Если ремонтный размер не выбирает зазор, то менять коленвал.
Спасибо, а можно в догонку два вопроса?
1. Чем такая ситуация грозит при езде и сколько можно кататься если при замене сцепления был обнаружен небольшой люфт.
2. Человеку в сервисе сказали, что если ремонтное кольцо зазор невыберет, то замена блока, он и я это правда что-ли?
Заранее спасибо за ответ.
Никогда не бойся делать то, что не умеешь. Помни, Ковчег был построен любителем. Профессионалы построили "Титаник".
1. Не помню допустимый люфт. Надо в мануале посмотреть.
2. Вообще то если не выбирается зазор ремонтным полукольцом, то меняется не блок, а коленвал.
Полностью разбирать не надо. Достаточно снять поддон. Что в принципе тоже трудоемко
Вот отдал своего МЕДВЕЖИКА на ремонт по замене полуколец коленвала.
Обзвонил 5 саервисов, цены от 3000 до 1000, из них: в Подольском КЭМПе назвали 2500 (не взялись - много машин); на Вавилова 1800 (сказали подождать до среды); на Октяборьском поле уже неработали (было 16:15); на ул.Москворечье назвали 3000 (свободно); на удивление цену в 1000 руб. назвали в сервисе на ул.Красная сосна.
Очень проблемно было добраться, по пробкам, с Баррикадной до ул.Красная сосна с тяжело включающимися передачами и проктически глохнущей машиной при выжимании сцепления.
Завтра посмотрим что они там натворили. В понедельник отпишу результаты.
А они поняли, что имеют дело с Нивой? Что РПМ надо снимать, движок вынимать или хотя бы поднимать лебедкой, все от него отсоединив?
Алексей aka ALER.
Только что прибыл из сервиса:
Утром около 10 позвонил мастер сказал что все собирают и спросил "надо ли менять пыльнику шрусов..", на что я ответил отрицательно, я сказал пусть лучше поменяют масло в РПМе и прокладку нижней крышки.
В 12 позвонил мастер и сказал что можно забирать, назвав сумму в 4000 р. . я ему сказал что обговаривалась сумма в 1000 р., он ответил что мне сказали сумму по классическим автомобилям, я сказал что приеду.
На эту "хорошую" новость мой брат возмутился больше меня, назвав это лоховским разводом.
Подъехав к сервису я остался сидеть в машине, брательник пошел на разбор (мы близнецы и я думаю они даже не заметили разницы) и через 10-15 минут выехал из сервиса отдав 2500 руб. (замена полуколец распредвала, масла и прокладки нижней крышки в РПМе).
Осмотр показал: что снимали поддон (по гайкам) и откручивали РПМ (по гайкам), проверили ход шкива, его практически нет (на ощупь при выжимании сцепления).
Беда осталась та-же: при выжиме сцепления обороты по прежнему падают, теперь грешу на выжимной.
Подскажите как точно проверить что это?
Сервисом я остался не доволен, уж больно у них цены большие, а сумму они говорят только по окончанию работы и это уже второй раз. В первый раз при замере РПМа сумма поднялась на 800 руб. выше оговоренного.
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.

Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
— Биение коренных шеек.
— Биение посадочных поверхностей под звездочку, шкивы, маховик, подшипник первичного вала коробки передач.
— Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек.
— Биение торцевой поверхности фланца.
Допуски биения шеек коленчатого вала двигателей ВАЗ.

Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
— Прилипании и проворачивании вкладышей.
— Работе с разбитым и стучащим вкладышем шатуна.
— Заклинивании поршня.
— Обрыве шатуна.
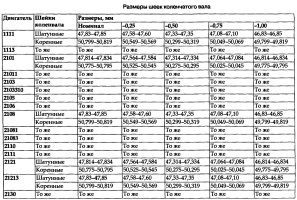
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.

Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.

Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
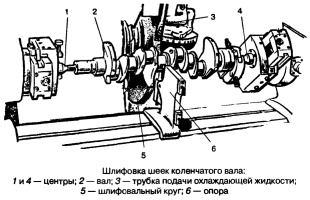
Шлифование шеек коленчатого вала двигателей ВАЗ.
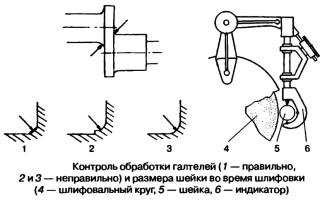
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
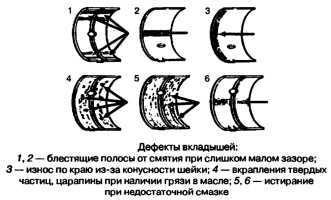
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.

Где и зачем?
Упорные полукольца находятся по бокам крышки опоры третьего коренного подшипника, т.е. проще говоря, полукольца установлены между опорой блока и щеками коленвала.Полукольца удерживают коленвал от осевого перемещения, люфта.
Почему их нужно менять?
Со временем полукольца, истончаюся и люфт увеличивается, но это не самое опасное, со временем кольца могут стереться до такой степени, что перестанут держаться и одно или оба выпадут в поддон картера… Что происходит в этом случае? Когда между коленвалом и крышкой блока ничего не оказывается, коленвал начинает шлифовать крышку опоры.


Вся неприятность возникшей ситуации заключается в том, что крышка опоры подшипника блока для повышения точности отливается вместе с блоком. Проще говоря, если вовремя не заметить люфт коленвала можно опасть на замену блока и самого коленвала… Кроме того, увеличенный люфт коленвала приводит к постоянному выдавливанию заднего сальника коленвала и течи масла, задний сальник находится за маховиком, и чтобы его заменить придется выполнить огромный объем работы.
Как определить?
Да очень просто. Берем в руки монтажку, уираемся ей с одной стороны в кузов, а другой надавливаем на шкив генератора на коленвале, осевой зазор коленчатого вала не должен превышать максимально допустимый — 0,35 мм. Также попросите кого-нибудь выжать сцепление, а сами понаблюдайте за коленвалом. Если вы заметили сильный люфт, необходимо срочно заменить полукольца, поскольку, если полукольцо выпало, коленвал сточит канавку на крышке подшибника и новое полукольцо просто не будет держаться. Проверять люфт рекомедую после 120000 пробега
Как заменить?
Довольно просто. Для начала нужно купить: сами полукольца, прокладку маслянного поддона, герметик. Поскольку необходимо будет слить масло с двигателя, работу по замене полуколец можно объединить с заменой масла, также можно почистить поддон и маслоприемник. В продаже полукольца бывают трех размеров: стандартный 2,31; первый ремонтный 2,437; второй ремонтный 2,56, производства ЗМЗ. Примечтельно что на заводе полукольца устанавливают разные — с передней стороны подшипника(Со стороны привода ГРМ) устанавливается стале-алюминиевое полукольцо, а с задней стороны — металло-керамическое (желтого цвета).

В продаже полукольца одинаковые, оба металокерамические, с одной стороны стальные, с другой с анфрикционным слоем. Встречаются также неоригинальные, с обеих сторон металлокерамические.



Замена производится в такой последовательности:
1. Снимаем защиту двигателя
2. Сливаем полностью моторное масло
3. Откручиваем все 16 болтов крепления поддона картера и снимаем поддон
4. Откручиваем два болта крепления средней крышки коренного подшипника и снимаем ее
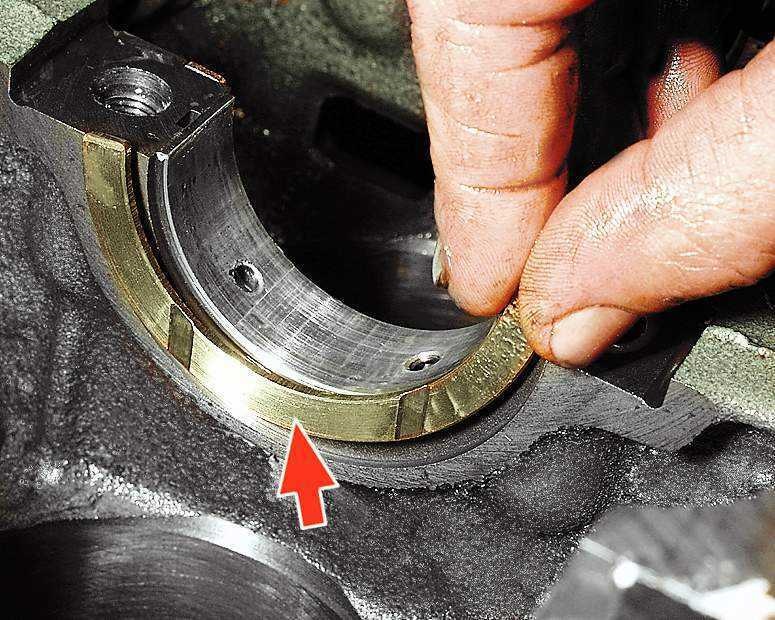
5. Устанавливаем новые полукольца канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесён антифрикационный слой). Перемещая вал вправо-влево например отвёртками оцениваем осевое перемещение. Оно должно быть в пределах 0.06-0.26мм.
На фото видно как установить полукольца.
Читайте также: