
Момент затяжки колес зил
Двигатель ЗИЛ-130 V-образный восьмицилиндровый четырехтактный карбюраторный с жидкостным охлаждением. Поперечный и продольный разрезы двигателя и его крепление показаны на рис. 7-9.
Блок цилиндров двигателя чугунный, со вставными мокрыми гильзами из серого чугуна, с кислотоупорной вставкой в верхней части. Уплотнение верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через асбостальную прокладку, а нижней части - двумя резиновыми кольцами.
Головка блока цилиндров из алюминиевого сплава, со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами. Отверстия в блоке цилиндров под болты цекуются.
Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанное выше число семнадцать.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головки блока увеличивается, при охлаждении - уменьшается, поэтому болты крепления головок блока должны быть затянуты на холодном двигателе; момент затяжки должен составлять 9-11 кгс-м (90- 110 Н-м), причем при температуре двигателя около 0°С момент затяжки болтов должен быть ближе к нижнему пределу (9 кгс-м или 90 Н-м), а при температуре от 20 до 25 °С - ближе к верхнему пределу (11 кгс-м или 110 Н-м). Не следует подтягивать болты крепления головки блока цилиндров при температуре двигателя ниже 0°С. В этом случае следует предварительно прогреть двигатель, а затем производить подтяжку.
Одновременно с подтяжкой болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов.
После подтягивания болтов крепления головок блока цилиндров необходимо проверить и, если нужно, произвести регулировку зазоров в клапанном механизме.
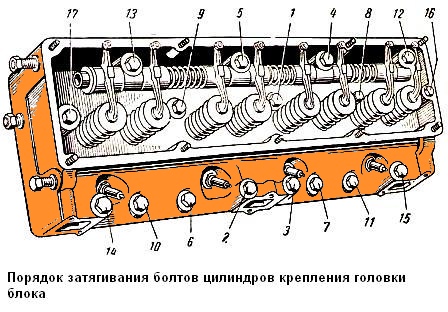
Для обеспечения полного прилегания плоскостей головок к блоку надо соблюдать последовательность затяжки болтов, указанную на рис. 10. Затягивать болты головок блока цилиндров надо равномерно в два приема. Сначала затянуть все болты, а затем дополнительно болты 1, 2, 3, 4 и 5. При смене прокладок надо очистить от нагара все водяные отверстия в головках блока и блоке цилиндров, а также камеры сгорания.
Прокладку крышки головки цилиндров следует устанавливать рифленой поверхностью к крышке головки цилиндров. Гайки крепления крышки головки нужно затягивать равномерно; момент затяжки 0,5-0,6 кгс-м (5-6 Н-м).
Поршни выполнены из алюминиевого сплава и покрыты оловом.
Поршень подбирают к гильзе, проверяя усилие, необходимое для протаскивания ленты-щупа толщиной 0,08 мм, шириной 10 мм
и длиной 200 мм между стенкой цилиндра и поршнем, перевернутым и утопленным в цилиндр. Усилие на щупе должно быть в пределах 2,0-3,5 кгс (20-35 Н).
Поршневые пальцы плавающие, фиксируются в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру.
Обозначение группы наносят краской: на поршне - на внутренней поверхности (на одной из бобышек), на шатуне - на наружной цилиндрической поверхности малой головки, на пальце - на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одноименной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна производиться только при нагреве поршня до температуры 55 СС. Нагревать поршни надо только в жидком и чистом масле.
Поршневые кольца устанавливаются по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности. Наружная поверхность нижнего компрессионного кольца коническая; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена верх, как это указано на рис. 11.
Маслосъемное кольцо составное, состоит из двух плоских стальных колец и двух расширителей - осевого и радиального.
При установке поршня в цилиндр двигателя плоские кольцевые диски 1 нужно устанавливать так, чтобы их замки были расположены под углом 180 один к другому. При этом замки осевого 2 и радиального 3 расширителей должны быть расположены под углом 120 ° к замкам колец.
Поршневые кольца в свободном состоянии имеют сложную форму, при которой обеспечивается наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца. При установке колец на поршень их стыки (замки) следует устанавливать под углом 90° один к другому.
Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном обслуживании обеспечивают работу двигателя без их замены до капитального ремонта двигателя. Преждевременная и необоснованная замена поршневых колец приводит к сокращению ресурса двигателя.
Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, устраните все внешние течи масла, промойте фильтр системы вентиляции картера, а также очистите от отложений трубку и клапан, следите за расходом масла на угар.
При определении необходимости замены поршневых колец или отправке двигателя в капитальный ремонт пользуйтесь специальным диагностическим оборудованием (компрессометр, приборы К-А и др.).
Для повышения срока службы двигателя пользуйтесь рекомендованными руководством сортами топлива и масел, своевременно промывайте фильтрующие элементы воздушного фильтра и фильтра системы вентиляции картера (сапуна), а также очищайте трубку и клапан вентиляции картера и центробежный маслоочиститель.
Шатуны стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши
В малую головку шатуна запрессована бронзовая втулка.
Вкладыши сталеалюминиевые изготовлены с большой точностью.
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень-шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров - в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 5,6-6,2 кгс-м (56-62 Н-м). Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера.
Коленчатый вал ( рис. 12) стальной с закаленными шейками, пятиопорный с каналами для смазки и центробежными ловушками для очистки масла. Ловушки закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок не менее 3 кгс-м (30 Н-м). Пробка может выступать из вала не более чем на высоту фаски.
Грязесборники следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Диаметр коренной шейки равен 74,5-0020 мм, а шатунной 65,5-0020 мм. Вкладыши коренных подшипников сталеалюминиевые толщиной ~2,5мм, взаимозаменяемые на каждой опоре, кроме задней.
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 11 -13 кгс-м (110-113 Н-м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного картера.
При износе шатунных или коренных вкладышей обязательна одновременная замена обеих половин вкладышей.
На передней коренной шейке в проточки блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений.
Коленчатый вал сбалансирован динамически в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 14-15 кгс-м (140-150 Н-м).
Маховик чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к заднему фланцу коленчатого вала шестью болтами.
При сборке маховика с коленчатым валом следует иметь в виду, что одно из отверстий крепления маховика смещено на 2°.
При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки.
Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен облегчать торец болта.
Распределительный вал стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение двумя шестернями. Распределительный вал лежит на пяти опорах, в которых установлены втулки из биметаллической ленты.
Для правильной взаимной установки шестерен нужно поставить шестерню коленчатого вала и шестерню распределительного вала так, чтобы метки находились на одной прямой, соединяющей центры этих шестерен ( рис. 13).
Клапаны верхние расположены в головках блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала при помощи штанг, толкателей и коромысел.
Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапана имеет сверление, заполненное натрием.
Выпускные клапаны для повышения срока их службы принудительно проворачиваются во время работы двигателя специальным механизмом. Механизм вращения выпускного клапана показан на рис. 14.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть 0,25-0,30 мм (для впускных и выпускных клапанов). Регулировка зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, установленным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (в.м.т.) такта сжатия. При этом отверстие на шкиве коленчатого вала должно располагаться под меткой в.м.т. на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
При любой разборке двигателя, прошедшего более 70000 км, необходимо проверять состояние пружин 10 и шариков механизма вращения выпускного клапана.
При обнаружении на витках пружины следов износа пружину необходимо повернуть изношенным участком вниз. При сборке механизма вращения клапана надо обратить внимание на правильность установки шариков и пружин. При правильной сборке пружины должны быть расположены позади шариков относительно выбранного направления вращения.
Толкатели клапанов стальные, пустотелые. Для повышения надежности пары кулачок - толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя предусмотрены отверстия для смазки.
Газопровод впускной из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен водяной рубашкой для подогрева смеси. Момент затяжки гаек крепления впускного газопровода к головке блока цилиндров должен быть в пределах 1,5-2 кгс-м (15-20 Н-м). Гайки нужно затягивать равномерно, последовательно, крест-накрест. Выпускные газопроводы чугунные, по одному с каждой стороны блока.

Иллюстрации к разделу
Рис. 7. Крепление двигателя

1- защитный колпак; 2 - болт крепления передней опоры; 3 - кронштейн передней опоры; 4 - болт крепления двигателя; 5 - передняя крышка блока; 6 - верхняя подушка передней опоры; 7 -нижняя подушка передней опоры; 8 - шайба; 9 - распорная втулка-10 - поперечина рамы; 11-картер сцепления; 12 -болт крепления двигателя; 13 - болт крепления задней опоры; 14 - крышка; 15 -кронштейн задней опоры; 16 – башмак; 17 - подушка задней опоры; 18 - регулировочная прокладка
Рис. 8. Продольный разрез двигателя
1 - масляный насос; 2 - блок цилиндров; 3- поршень; 4 - прокладка головки блока; 5 - выпускной газопровод; 6 -крышка головки блока; 7-коромысло; 8 - головка блока; 9 - штанга коромысла; 10 - фильтр центробежной очистки масла; 11 - карбюратор; 12 - привод распределителя зажигания; 13 - распределитель зажигания; 14 - впускной газопровод; 15 -указатель уровня масла; 16 - свеча; 17 - щиток свечей; 18 - толкатель; 19 - щиток стартера; 20- стартер; 21 - масляный поддон; 22-маслоприемник
Рис. 10. Последовательность затягивания болтов крепления головки блока цилиндров
Рис. 11. Поршень с шатуном

1 - кольцевой диск маслосъемного кольца; 2 - осевой расширитель; 3 - радиальный расширитель; 4 - нижнее и среднее компрессионные кольца; 5 - верхнее компрессионное кольцо; 6- стопорное кольцо; 7 - поршневой палец; 8 - стрелка на днище поршня; 9 - поршень; 10 - шатун; 11 - метка на стержне шатуна; 12 - бобышка на крышке шатуна
Рис. 12. Коленчатый вал

1 - коленчатый вал; 2 - пробка; 3 - полость для центробежной очистки масла
Рис. 13. Положение меток на шестернях при установке фаз газораспределения

1 – метки
Рис. 14. Механизм вращения выпускного клапана
1-клапан; 2- неподвижный корпус; 3 - шарик; 4 - упорная шайба; 5 - замочное кольцо; 6 -пружина клапана; 7 - тарелка пружины; 8 - сухарь; 9 - дисковая пружина; 10 - возвратная пружина; 11 - наполнитель; 12- накладка; 13 – заглушка
ЗИЛ-5301 Бычок. Моменты затяжки основных резьбовых соединений

Главная передача и полуоси
Гайка фланца ведущей шестерни 400. 550
Болты крепления стакана подшипников
ведущей шестерни. 60. 100
Болты крепления ведомой шестерни к
чашке дифференциала. 160. 200
Болты крепления крышек подшипников
дифференциала. 160.. .200
Болты крепления чашек
дифференциала. 100. 120
Передняя ось
Гайка клина стопорения шкворня. 28. 36
Гайки стремянок передних рессор 100. 110
Гайки стремянок задних рессор. 200. 220
Гайки пальцев крепления амортизаторов: передний амортизатор:
верхнее крепление. 65. 80
нижнее крепление. 44. 56
задний амортизатор. 44. 56
Гайки болтов крепления ушков передней
и задней рессор. 100. 110
Крепление стабилизаторов гайка пальца серьги переднего
стабилизатора. 44. 56
гайка пальца серьги заднего
стабилизатора. 44. 56
гайка стремянки переднего стабилизатора. 28. 36
гайка скобы заднего стабилизатора. 28. 36
Колеса, ступицы, шины
Гайки крепления колес. 360. 440
Болт клеммового соединения регулировочной гайки ступицы переднего колеса. 16. 18
Контргайка крепления подшипников ступицы заднего колеса. 220. 250
Рулевое управление
Гайка сошки. 360. 400
Контргайка регулировочного винта
вала сошки . 40. 45
Гайка клиньев карданного вала. 14. 18
Болты крепления механизма рулевого
управления к раме. 80. 100
Гайки шланга высокого давления. 24. 56
Магнитная пробка рулевого механизма. 80. 100
Болты рычагов поворотной цапфы . 180. 220
Гайки шаровых пальцев рулевых тяг. 110. 140
Гайки стяжных хомутов поперечной
рулевой тяги. 50. 62
Гайка рулевого колеса. 65. 80
Тормозные системы
Болты крепления суппортов скоб
передних тормозов. 280. 320
Гайки крепления главного тормозного цилиндра. 28. 32
Опорный палец колодок задних тормозов. 200. 250
Гайки крепления щитов задних тормозов. 110. 125
Для остальных резьбовых соединений моменты затяжки в соответствии с ОСТ 37.001.031-72 должны быть следующие: для Мб - 6. 7; для М8 - 14. 18; для М10 -28. 36; для М12 - 50. 62; для М16х1,5 - 110. 140; для М20 - 200. 280.
Запасное колесо устанавливается на автомобиль без давления в шине и без золотника в вентиле.
При сборке запасного колеса с шиной и камерой (после ремонта камеры) шина должна быть накачена до номинального давления, после чего из нее должен быть спущен воздух.
Не ожидая полного выхода воздуха из вентиля камеры запасного колеса, на вентиль должен быть, навернут колпачок.
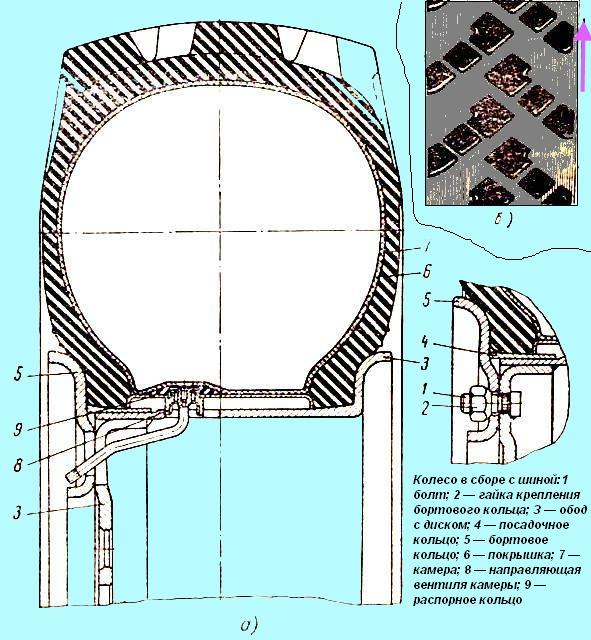
Колесо состоит из обода 3 с приваренным диском, посадочного кольца 4 и бортового колеса 5. Распорное кольцо 9 предохраняет шину от проворачивания на ободе при сниженном давлении воздуха.
Наличие конических полок на ободе требует особенно тщательной сборки и разборки колес, соблюдения всех указаний по обслуживанию и эксплуатации и применения монтажного инструмента.
Шины автомобиля имеют направленный рисунок протектора, и устанавливать колеса с шипами на автомобиль надо в строгом соответствии с направлением рисунка (см. рис. 1, б). Направление вращения колес на рисунке указано стрелкой.
Перед сборкой колеса необходимо:
а) удалить грязь, ржавчину и остатки резины с поверхности колеса, особенно с поверхностей обода бортового и посадочного колец, обращенных к шине;
б) произвести внешний осмотр колеса;
в) окрасить быстросохнущей эмалью зачищенные места деталей колеса;
г) произвести осмотр покрышки и камеры, удалить грязь, просушить их, пересыпать тальком внутреннюю поверхность покрышки; посадочная поверхность бортов покрышки не должна иметь наплывов резины.
Сборку колеса с шиной надо вести в следующем порядке:
1. Положить шину на боковую поверхность, которой она будет обращена наружу, учитывая направление рисунка протектора.
2. Открыть замок распорного кольца. Руки держать на расстоянии 150—200 мм от разреза кольца.
Вставить распорное кольцо в шину таким образом, чтобы отверстие под вентиль было направлен вниз.
4. Отцентровать распорное кольцо относительно бортов шины легкими ударами рукоятки молотка.
5. Вставить в шину обод так, чтобы направляющая вентиля на распорном кольце совпала с вентильным пазом на ободе.
6. Перевернуть шину с ободом болтами вверх и вставить посадочное кольцо между ободом и бортом шины.
7. Установить бортовое кольцо таким образом, чтобы можно было навернуть гайки и затянуть их. Момент затяжки должен быть 25—35 кГм.
Борта шины зажимаются 17 гайками 2 на болтах 1 с помощью бортового кольца 5. Гайки и болты имеют на всех колесах правую резьбу.
Гайки крепления бортового кольца нужно затягивать равномерно, поочередно подтягивая взаимно противоположные гайки.
8. Накачать шину до давления 3 кг/см 2 .
Разборку шины надо вести в следующем порядке:
1. Выпустить полностью воздух из камеры.
2. Ослабить четыре гайки, расположенные диаметрально противоположно относительно друг друга. Затем последовательно, одну за другой, ослабить остальные гайки и отвернуть их.
В последнюю очередь отвернуть ослабленные ранее четыре гайки.
Запрещается отвертывать гайки бортового кольца без предварительного выпуска воздуха из шины.
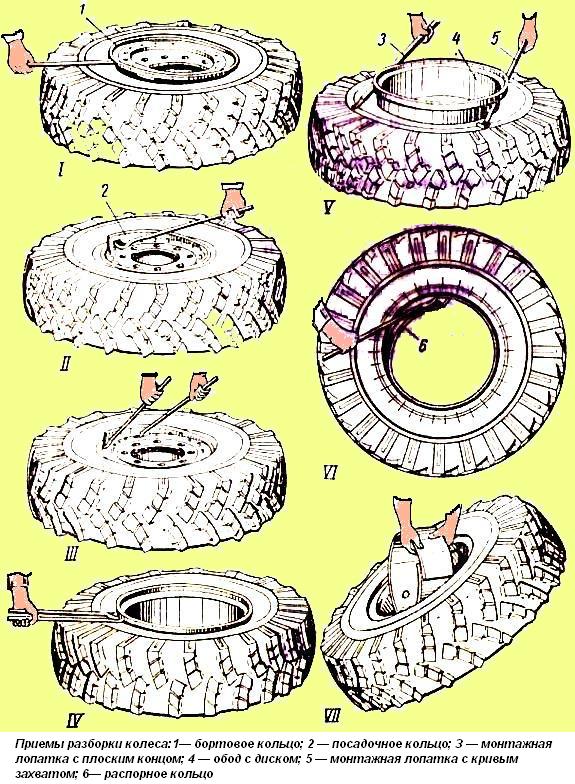
3. Снять бортовое кольцо плоским концом прямой монтажной лопатки (положение 1 на рис. 2).
4. Вынуть посадочное кольцо, для чего; вставить монтажную лопатку с кривым захватом в паз, находящийся возле разреза посадочного кольца с внутренней стороны, и отжать монтажную лопатку вниз (положение II) повторить операцию относительно остальных пазов.
Проделать этот прием несколько раз и добиться, чтобы конец посадочного кольца, на котором расположены пазы, оказался вынутым;
- вставить прямую монтажную лопатку прямым концом между торцом обода и выгнутой частью посадочного кольца, зафиксировать это положение;
- изогнутый конец монтажной лопатки с кривым захватом также поместить между торцом обода и посадочным кольцом и отжать ее вниз (положение III) действуя, таким образом, полностью снять посадочное кольцо.
5. Перевернуть колесо, вставить прямую монтажную лопатку между закраиной обода и бортом шины до упора в обод и отжать ее вниз.
В образовавшийся зазор между шиной и ободом вставить монтажную лопатку с кривым захватом.
Обе монтажные лопатки в таком зацеплении отжать вниз (положение IV).
Повторить предыдущую операцию по всей окружности до полного снятия борта шины с конической полки обода.
Если не удается вынуть обод руками, то его надо извлечь из шины приемом, показанным на рис. 1 (положение V).
6. Поставить шину вертикально, утопить вентиль в полость шины через отверстие направляющей вентиля на распорном кольце.
Открыть замок распорного кольца, пользуясь монтажной лопаткой (положение VI), затем развернуть кольцо внутри шины на 90° и полностью извлечь его (положение VII).
Колесо прикреплено к ступице на восьми шпильках. Для предотвращения самоотвинчивания гаек колес шпильки ступиц правой стороны имеют правую резьбу, шпильки ступиц левой стороны — левую резьбу.
Для обозначения левой резьбы на гайках нанесена круговая прорезь по углам граней, а на шпильках — на торце.
При надевании колес гайки крепления колес к ступицам необходимо затягивать равномерно крест-накрест, поочередно подтягивая взаимно противоположные гайки. Момент затяжки колесных гаек должен быть не менее 40 кГм.
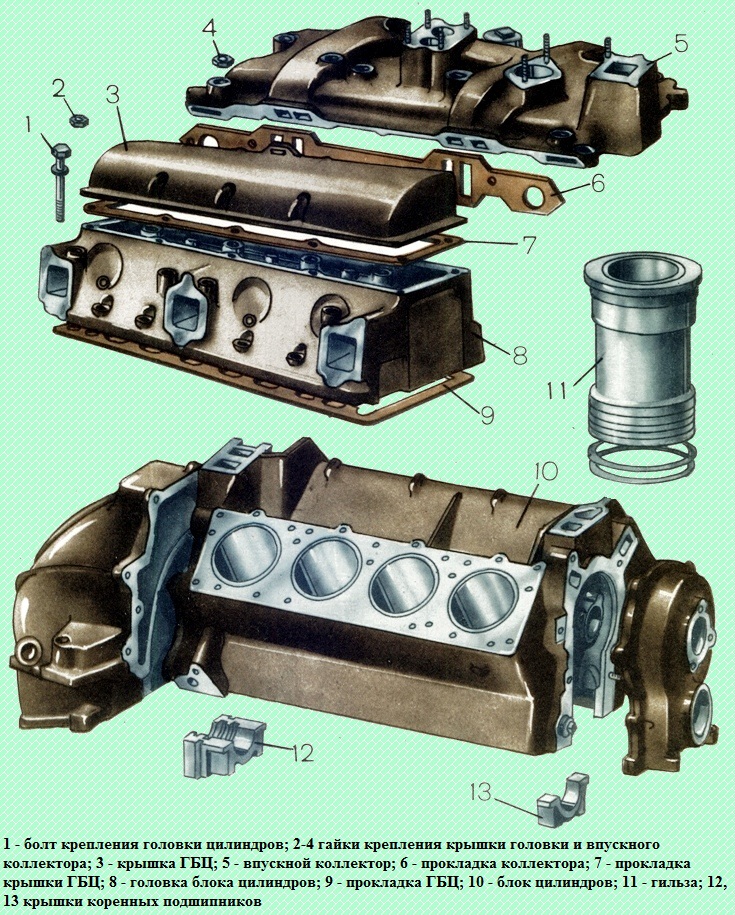
Блок цилиндров двигателя чугунный, со вставными гильзами из серого чугуна с кислоупорной вставкой в верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через асбостальную прокладку, а нижней части — двумя резиновыми кольцами
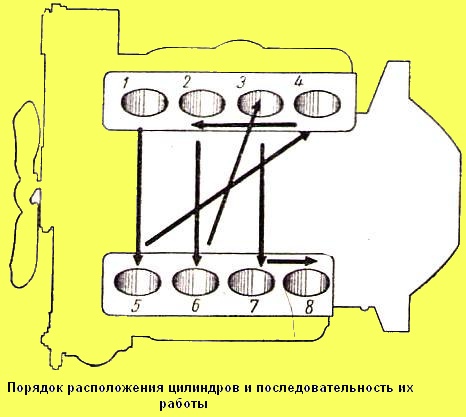
Нумерация цилиндров указана на патрубках впускной трубы двигателя.
Порядок расположения цилиндров и последовательность их работы показаны на рисунке 1.
Головка блока цилиндров изготовлена из алюминиевого сплава со вставными седлами и направляющими клапанов.
Между блоком и головками установлены прокладки из асбостального полотна.
Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами, в число которых входят четыре болта крепления оси коромысел.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент натяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее.
При прогреве двигателя затяжка головки блока увеличивается, при охлаждении — уменьшается, поэтому момент натяжки болтов головок блока должен быть на холодном двигателе 7—9 кГм
Причем при температуре двигателя ниже минус 5° С момент натяжки болтов должен быть ближе к нижнему пределу (7 кГм), а при температуре плюс 20—25° С — ближе к верхнему пределу (9 кГм).
При полном нагреве двигателя натяжка головок блока автоматически возрастает до нужного предела.
Одновременно с подтяжкой болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов, а также хомуты уплотнения составных частей газопроводов.
Для обеспечения полного прилегания плоскостей головок и блока необходимо соблюдать порядок затягивания болтов, указанный на рис. 2.
Затягивать болты головки блока цилиндров надо равномерно, в два приема.
После затягивания всех болтов нужно дополнительно затянуть болты 1, 2, 3, 4 и 5.
При смене прокладок надо прочистить все водяные отверстия в головках блока и блоке цилиндров.
Затяжку гаек крепления крышки головки нужно производить равномерно с моментом затяжки 0,5—0,6 кГм
Крутящий момент, необходимый для плавного поворота кулака, должен быть 0,5—0,8 кГм, что соответствует усилию 2—2,4 кГ, приложенному к отверстию рычага рулевой трапеции.
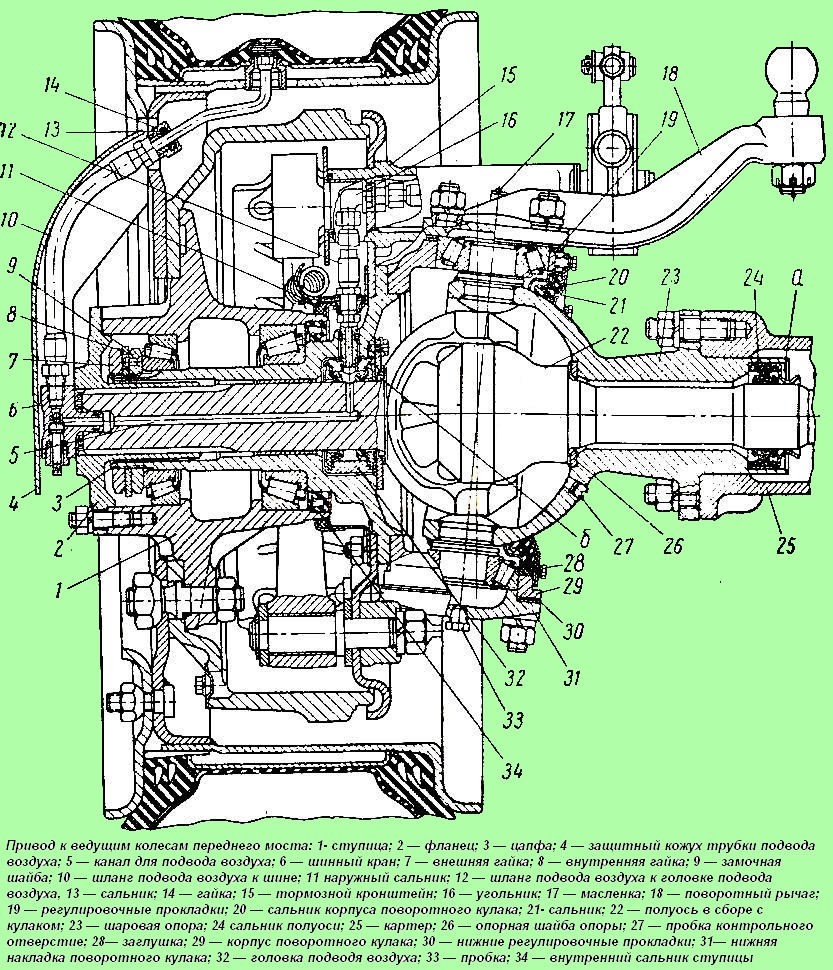
При этом подшипники должны быть смазаны смазкой, указанной в карте смазки, полуось 22 (см. рис. 1) вынута, сальник 20 корпуса поворотного кулака снят, а гайки крепления накладок корпуса поворотного кулака затянуты моментом 16—18 кГм.
Осевое перемещение подшипников не допускается.
Отсутствие осевого перемещения может быть проверено без снятия переднего ведущего моста с автомобиля.
Для этого нужно поднять передний мост на козлы, вывернуть пробку 33 в нижней накладке 31 корпуса поворотного кулака, установить на накладке индикатор, уперев его ножку в торец шкворня
И пользуясь домкратом или рычагом, попытаться сместить кверху корпус поворотного кулака, движение стрелки индикатора укажет на наличие осевого перемещения в подшипниках и необходимость их регулировки.
Для того чтобы уничтожить осевое перемещение, возникающее в результате износа подшипников, нужно удалить необходимое количество регулировочных прокладок - 30 из-под нижней накладки, так как нижний подшипник обычно бывает сильнее изношен.
Если при разборке узлов выяснилось, что износ подшипников приблизительно одинаков, нужно удалить одинаковое количество прокладок из-под верхней и нижней накладок.
При сильном износе нижнего подшипника шкворня рекомендуется поменять подшипники местами; в этом случае прокладки должны быть удалены из-под верхней накладки.
При установке новых подшипников повышенной точности, имеющих номер 27308У (см. клеймо на торце кольца подшипника), после окончательной регулировки предварительного натяга под верхнюю и нижнюю накладки должны быть установлены наборы регулировочных прокладок, которые должны иметь одинаковую толщину.
Допускается разница в толщине наборов прокладок под верхней и нижней накладками не более 0,05 мм.
При установке новых подшипников обычной точности, имеющих номер 27308, необходимо сначала замерить их монтажную высоту (размер от опорного торца наружного кольца до опорного торца внутреннего кольца).
Толщина набора прокладок, установленных со стороны подшипника, имеющего большую монтажную высоту, должна быть соответственно больше на величину разности в монтажных высотах подшипников.
Несоблюдение приведенных правил установки регулировочных прокладок приводит к потере соосности корпуса поворотного кулака и шаровой опоры.
После окончательной регулировки новых подшипников в каждый из наборов прокладок должно быть включено не менее десяти прокладок толщиной 0,1 мм, две прокладки толщиной 0,05 мм и одна прокладка толщиной 0,1 мм должны быть установлены в наборе прокладок со стороны корпуса 29 поворотного кулака, а остальные тонкие прокладки — со стороны накладки 31 (или поворотного рычага 18) для получения плотного, не протекающего соединения.
В процессе регулировки необходимо несколько раз повернуть корпус поворотного кулака, чтобы ролики подшипников заняли правильное положение между кольцами подшипников.
Регулировка подшипников ступиц колес
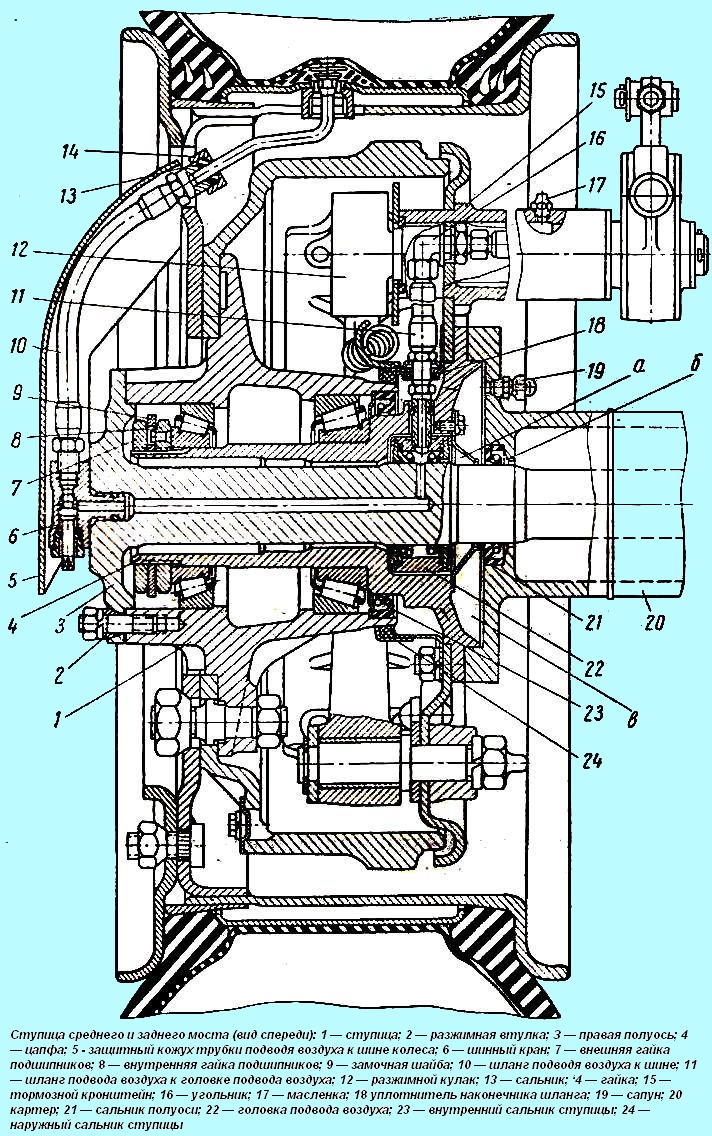
При правильно отрегулированных конических роликовых подшипниках ступицы 1 (см. рис. 2) колеса должна вращаться от руки свободно, но не иметь заметной качки.
Проверка регулировки подшипников производится:
а) для заднего и среднего мостов — при вынутой полуоси 3;
б) для переднего ведущего моста — при святом фланце 2 (рис. 1) кулака шарнира полуоси.
Для того чтобы отрегулировать подшипники ступицы колеса, нужно затянуть гайку 8 (см. рис. 2) крепления подшипника до начала торможения ступицы и затем отпустить приблизительно на ¼ оборота, до совпадения стопорного штифта гайки с ближайшим отверстием в замочной шайбе.
Момент затяжки контргайки 7 после окончания регулировки должен быть равен 12—15 кГм.
Читайте также: