
Маркировка вкладышей коленвала уаз
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в табл. 2. Допуски основных деталей двигателя УАЗ-3151
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020–0,049 мм и 0,020–0,066 мм соответственно.
Перешлифовку шеек производите с допуском 0,013 мм.
Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленчатого вала не пригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы.
Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (Ж122 мм) вала и крепите к нему болтами.
При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий.
Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек.
Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8–1,2 мм.
Делайте это с помощью наждачного камня с углом при вершине 60–90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов.
Радиус перехода к боковой поверхности выдерживайте 3,5 мм.
Шлифовку производите с обильным охлаждением эмульсией.
В процессе перешлифовки выдерживайте:
1. Расстояние между осями коренных и шатунных шеек 46±0,05 мм.
2. Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм.
3. Угловое расположение шатунных шеек ±0°10'.
4. Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки.
5. Биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений.
Пробки грязеуловителей при этом выверните.
После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания.
Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда коленчатый вал вынимаете из блока.
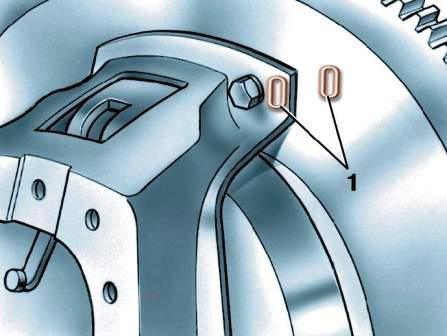
Рис. 1. Установка сцепления по меткам: 1 – метки
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта.
Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке.
Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки.
Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм.
Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс – не более 70 гссм.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в табл. 2. Допуски основных деталей двигателя УАЗ-3151
Вкладыши ремонтных размеров отличаются от вкладышей номинального размера внутренним диаметром, уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм.
Вкладыши коренных и шатунных подшипников заменяйте без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей применяйте вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьшенные на 0,05 мм).
Вкладыши второго и последующих ремонтных размеров устанавливайте в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то соберите двигатель с новым валом.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно 0,020–0,049 мм и 0,020–0,066 мм.
Проверку величины радиальных зазоров производите с помощью набора контрольных щупов, выполненных из медной фольги толщиной 0,025; 0,05; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6–7 мм и длиной немного меньше ширины вкладыша.
Кромки щупов должны быть зачищены для исключения порчи поверхности вкладыша.
Проверку радиального зазора производите в следующем порядке:
1. Снимите с проверяемой шейки крышку с вкладышем и положите поперек вкладыша предварительно смазанный маслом контрольный щуп толщиной 0,025 мм.
2. Установите на место крышку с вкладышем и затяните болтами, при этом болты остальных крышек должны быть отпущены.
3. Проверните коленчатый вал рукой на угол не более чем на 60–90°, во избежание повреждения поверхности вкладыша щупом.
Если вал проворачивается слишком легко, значит зазор больше 0,025 мм. В этом случае повторите проверку щупами 0,05; 0,075 мм и т.д. до тех пор, пока провернуть коленчатый вал станет невозможно.
Толщина щупа, при которой вал проворачивается с ощутимым усилием, считается равной фактической величине зазора между вкладышем и шейкой коленчатого вала.
При замене вкладышей соблюдайте следующее:
1. Вкладыши заменяйте без подгоночных операций.
2. Следите, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях вала.
3. Одновременно с заменой вкладышей очистите грязеуловители в шатунных шейках.
Замену шатунных вкладышей можно производить, не снимая двигатель с шасси автомобиля.
Замену коренных вкладышей производите на двигателе, снятом с шасси автомобиля.
Если же при замене вкладышей двигатель не снимался с автомобиля, то на протяжении первой 1000 км пробега скорость не должна превышать 50 км/ч.
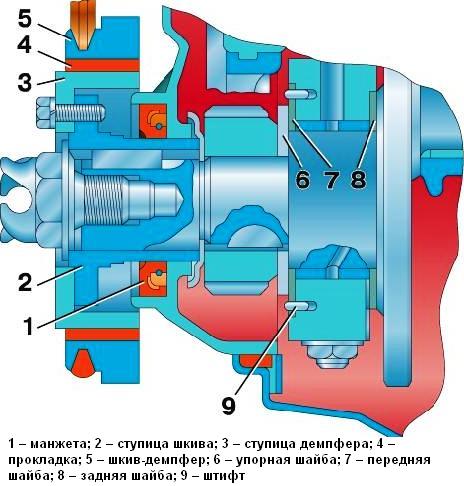
Рис. 2. Передний конец коленчатого вала
Одновременно с заменой вкладышей проверяйте осевой зазор в упорном подшипнике коленчатого вала, который должен быть 0,075–0,175 мм.
Если осевой зазор более 0,175 мм, замените шайбы 7 (рис. 2) и 8 новыми.
Передняя шайба изготавливается четырех размеров по толщине:
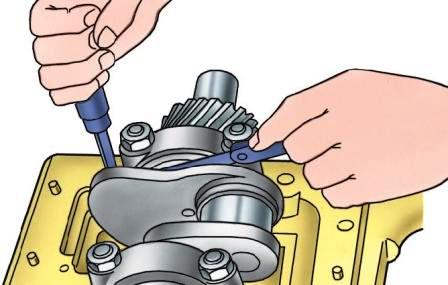
Рис. 3. Проверка осевого зазора коленчатого вала
Для проверки зазора в упорном подшипнике заложите отвертку (рис. 3) между первым кривошипом вала и передней стенкой блока и отожмите вал к заднему концу двигателя.
Затем щупом определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Перед установкой вкладышей проверьте соосность коренных шеек коленчатого вала (стрелу прогиба).
Для этого установите коленчатый вал в центры и проверьте положение осей коренных шеек по показаниям индикатора.
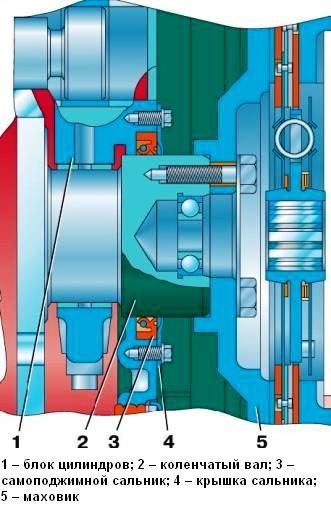
Рис. 4. Задний конец коленчатого вала
Передний и задний концы коленчатого вала уплотняются сальниками (рис. 2 и 4).
Для осмотра извлеките вкладыши подшипников из своих постелей в блоке двигателя/нижних головках шатунов и коренных/шатунных крышках и разложите их в порядке установки на чистой рабочей поверхности. Организованность размещения вкладышей позволит привязать характер выявленных дефектов к состоянию соответствующих шеек вала.
Грязь и посторонние частицы попадают в двигатель различными путями. Они могут быть оставлены внутри блока в процессе сборки агрегата, либо проникнуть через фильтры или систему вентиляции картера. Все частицы, попадающие в двигательное масло, в конечном итоге, рано или поздно, оказываются в подшипниках. Часто в мягкий материал вкладышей внедряются металлические опилки, образующиеся в процессе нормального срабатывания внутренних компонентов двигателя. Велика вероятность присутствия в подшипниках следов абразива, в особенности, когда не было уделено должное внимание чистке блока после завершения восстановительного ремонта двигателя. Вне зависимости от способа, которым посторонние частицы попадают в двигатель, в результате они с высокой степенью вероятности оказываются внедренными в мягкую поверхность вкладышей подшипников коленчатого вала и легко выявляются при визуальном осмотре последних. Крупные частицы обычно не задерживаются во вкладышах, но оставляют на их поверхности и поверхности шеек вала заметные следы в виде царапин, каверн и задиров. Наилучшей гарантией от такого рода неприятностей является ответственное отношение к чистке компонентов после завершения капитального ремонта двигателя и тщательности соблюдения чистоты при сборке. Частая регулярная смена двигательного масла также позволяет существенно продлить срок службы подшипников.
Масляное голодание может являться следствием нескольких различных, но часто взаимосвязанных явлений. Так, перегрев двигателя ведет к разжижению моторного масла и вытеснению его из рабочих зазоров подшипников. Недостаток смазки подшипников может объясняться чрезмерной величиной рабочих зазоров, а также обычными утечками (внутренними или наружными). Часто встречающейся причиной вытеснения масла из зазоров подшипников является постоянное превышение оборотов двигателя. Нарушение проходимости маслотоков (обычно связанное с неправильным совмещением отверстий при установке компонентов) также ведет к сокращению подачи смазки к подшипникам. Типичным результатом масляного голодания является полное или локальное вытирание/выщербливание поверхностного слоя вкладышей с металлической подложки. При этом рабочая температура может подниматься до такого уровня, что подложка в результате перегрева приобретает голубоватый оттенок.
Существенное влияние на срок службы подшипников оказывает также свойственная владельцу автомобиля манера вождения. Движение с малой скоростью на повышенной передаче приводит к значительным перегрузкам подшипников, сопровождающимся вытеснением масляной пленки из их рабочих зазоров. Такого рода перегрузки приводят к повышению пластичности вкладышей и возникновению трещин в поверхностном слое (усталостная деформация). При этом поверхностный материал начинает крошиться и отделяться от стальной подложки. Эксплуатация автомобиля в городском цикле (частые поездки на короткие расстояния) ведет к развитию коррозии подшипников вследствие того, что недостаточный разогрев двигателя влечет за собой выпадение конденсата и выделение химически агрессивных газов. Данные продукты скапливаются в двигательном масле, формируя шлаки и кислоты. При попадании такого масла в подшипники агрессивные вещества способствуют развитию коррозии вкладышей.
Неправильная установка вкладышей в процессе сборки двигателя также может явиться причиной быстрого их разрушения. Слишком тугая посадка не обеспечивает требуемую величину рабочего зазора подшипников, что приводит к их масляному голоданию. Результатом попадания под вкладыши (в процессе их установки) посторонних частиц является образование возвышений, поверхностный слой с которых быстро вытирается.
Подбор вкладышей
В случае износа или повреждения вкладышей коренных подшипников, а также, когда не удается добиться правильной величины рабочего зазора (см. Раздел Установка коленчатого вала и проверка рабочих зазоров коренных подшипников или Установка шатунно-поршневых сборок и проверка величины рабочих зазоров в шатунных подшипниках коленчатого вала), ситуация может быть исправлена описанным ниже способом, путем подбора и установки новых вкладышей. Если коленчатый вал подвергался проточке, он должен быть укомплектован вкладышами соответствующих ремонтных (с принижением) размеров (в этом случае приведенная ниже процедура производиться не должна). Обычно подбор вкладышей осуществляют специалисты, производившие проточку шеек вала. Вне зависимости от методики определения требуемого размера вкладышей рабочие зазоры подшипников должны быть затем проверены с применением измерительного набора Plastigage (см. ниже).
1. При подборе новых вкладышей СТАНДАРТНОГО размера ориентируйтесь на цветовую маркировку снимаемых с автомобиля компонентов.
2. В случае утраты цветового кода на старых вкладышах, отыщите маркировку на нижних головках шатунов. Метка в виде цифры характеризует размерный класс шатунного подшипника (не следует путать ее с номером цилиндра).
3. Проверьте также литерные метки собственно на валу, определяющие размер соответствующих шатунных шеек (см. сопроводительную иллюстрацию).
Помните, что окончательным параметром, определяющим правильность подбора вкладышей, является результат измерения рабочих зазоров в подшипниках. С любыми вопросами смело обращайтесь к представителям фирменных сервис-центров компании Honda.
3. Снимите масляный насос.
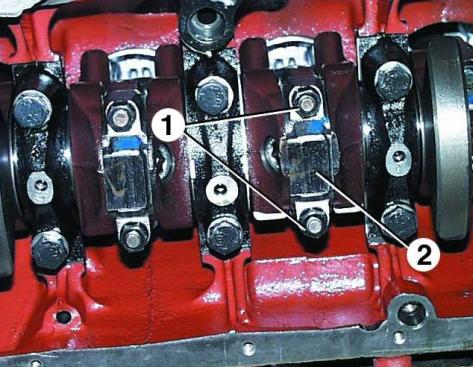
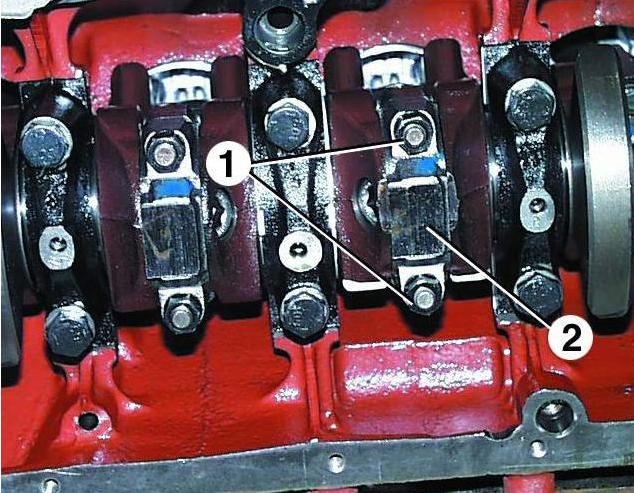
4.Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверьте метки на шатуне и его крышке. Если метки не видны, пометьте шатун и крышку номером цилиндра
6. Выньте остальные поршни с шатунами.
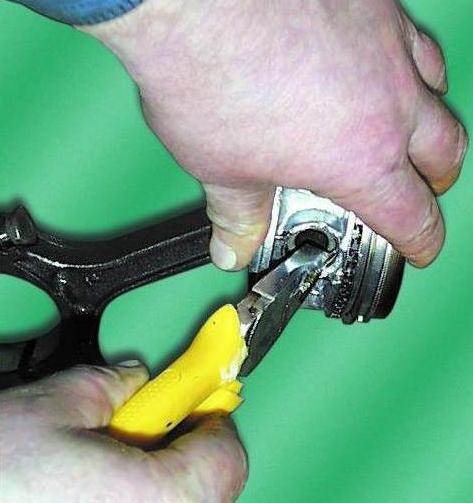
7. Съемником снимите поршневые кольца или, при его отсутствии, осторожно разогните кольца у замков.
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.

8. Снимите стопорные кольца с двух сторон поршня.
9. Выпрессуйте специальным приспособлением поршневые пальцы.
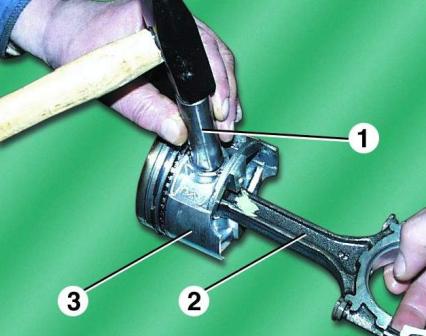
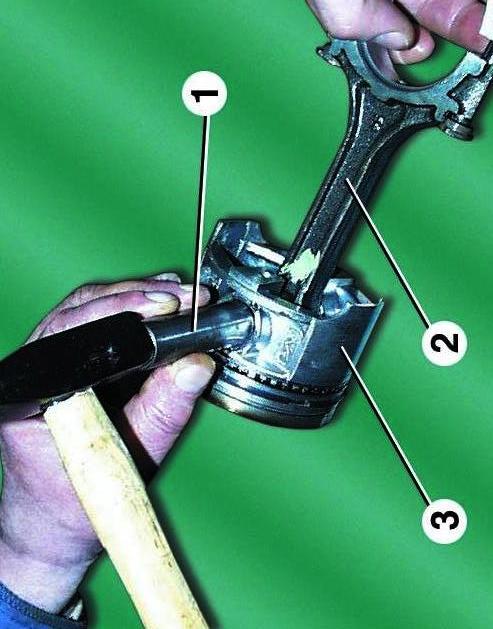
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1 .
Это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3 .
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара.
Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни.
Измерьте диаметр поршня.
Если он меньше 95,4 мм, замените поршень. диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,036—0,060 мм.
Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д.
Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром 0,25 мм.
Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра.
В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром.

13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,060—0,096 мм для компрессионных колец и 0,115—0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные значения, нужно заменить кольца или поршни.

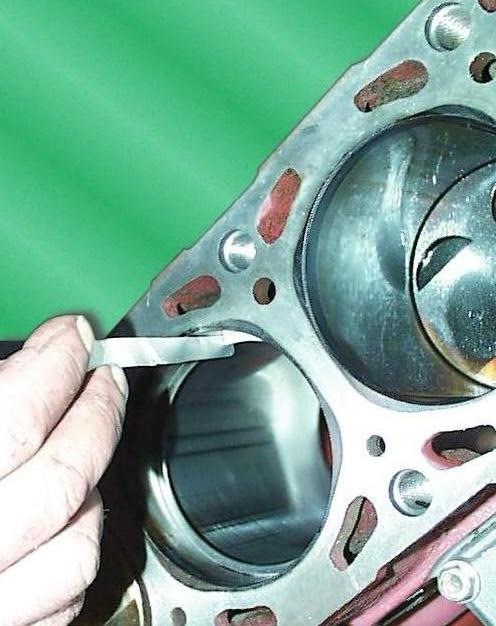
14. Измерьте зазоры в замках поршневых колец. для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерьте щупом зазор в замке (разъеме) кольца, он должен быть в пределах 0,3—0,6 мм для компрессионных колец и 0,5—1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски, перемещая кольцо по напильнику вверх-вниз.
15. Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045—0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской.
Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна.
Палец должен входить в головку от усилия руки ровно, без заеданий.
Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения.
В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе.
Разница по массе для одного двигателя должна быть не больше 10г.
17. Осмотрите шатунные вкладыши.
Если на них есть задиры, выкрашивания и другие повреждения, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60 + 0,019 мм, предельно допустимый —60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой.
Измерьте диаметр отверстия во втулке верхней головки шатуна.
Номинальный диаметр отверстия 22 +0,007 —0,003 мм, предельно допустимый — 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун.
Размеры шатунно-поршневой группы приведены в таблице ниже
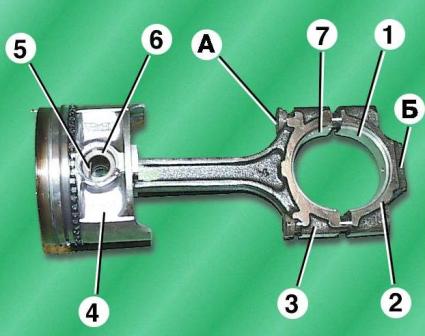
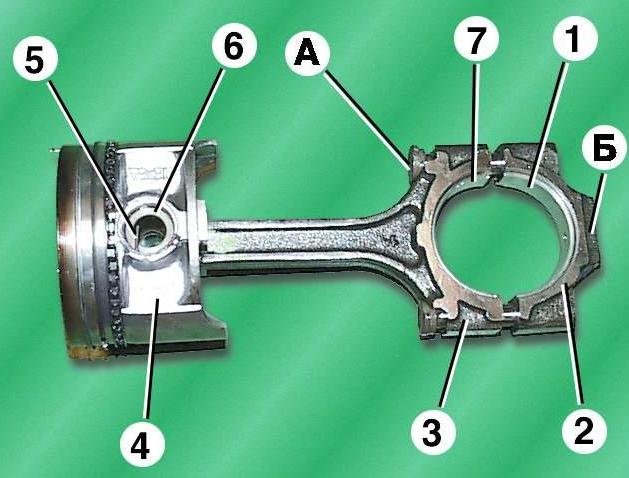
19. Соберите поршень 4 с шатуном З . Предварительно нагрейте поршень до температуры 60—80 °С.
Установите стопорные кольца 5.
Наденьте с помощью съемника поршневые кольца на поршень.
На нижнем компрессионном кольце с внутренней стороны выполнена проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.

Смажьте цилиндр, поршень 4 , шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом.
Сориентируйте поршневые кольца так, чтобы замки компрессионных колец были расположены под углом 180° друг к другу, замки дисков маслосъемного кольца — также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца — под углом 45° к замку одного из дисков маслосъемного кольца.
Поверните коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливают поршень, находилась в НМТ.
Для того чтобы не повредить зеркало цилиндра, рекомендуем надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе можно сломать поршневые кольца.
Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снимите с шатунных болтов обрезки шлангов.
20. Заверните гайки шатунных болтов и затяните их моментом 68—75 Нм (6,8—7,5 кгсм).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Размерные группы поршней, шатунов и пальцев двигателей модели ЗМЗ-409.10
Снимите масляный картер двигателя и прокладку картера.
Снимите масляный насос.
Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка.
Выньте из крышки вкладыш.
Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверьте метки на шатуне и его крышке.
Если метки не видны, пометьте шатун и крышку номером цилиндра
Выньте остальные поршни с шатунами.
Съемником снимите поршневые кольца или, при его отсутствии, осторожно разогните кольца у замков.
Предупреждение
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.
Снимите стопорные кольца с двух сторон поршня.
Выпрессуйте специальным приспособлением поршневые пальцы.
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1 . Это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3 .
Снимите остальные поршни с шатунов.
Промойте все детали в бензине. Очистите поршни от нагара.
Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,036—0,060 мм.
Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром 0,25 мм.
Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра.
В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром.

Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,060—0,096 мм для компрессионных колец и 0,115—0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные значения, нужно заменить кольца или поршни.
Измерьте зазоры в замках поршневых колец. для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерьте щупом зазор в замке (разъеме) кольца, он должен быть в пределах 0,3—0,6 мм для компрессионных колец и 0,5—1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски, перемещая кольцо по напильнику вверх-вниз.
Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045—0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской.
Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна.
Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения.
В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе.
Разница по массе для одного двигателя должна быть не больше 10г.
Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и другие повреждения, замените вкладыши.
Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый —60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой.
Измерьте диаметр отверстия во втулке верхней головки шатуна.
Номинальный диаметр отверстия 22+0,007 —0,003 мм, предельно допустимый — 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун.
Размеры шатунно-поршневой группы приведены в таблице.
Соберите поршень 4 с шатуном З . Предварительно нагрейте поршень до температуры 60—80 °С.
На нижнем компрессионном кольце с внутренней стороны выполнена проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.

Сориентируйте поршневые кольца так, чтобы замки компрессионных колец были расположены под углом 180° друг к другу, замки дисков маслосъемного кольца — также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца — под углом 45° к замку одного из дисков маслосъемного кольца.
Поверните коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливают поршень, находилась в НМТ.
Полезный совет
Для того чтобы не повредить зеркало цилиндра, рекомендуем надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе можно сломать поршневые кольца. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снимите с шатунных болтов обрезки шлангов.
Заверните гайки шатунных болтов и затяните их моментом 68—75 Нм (6,8—7,5 кгсм).
Аналогично установите остальные поршни с шатунами.
Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
Установите масляный насос, масляный картер и головку блока цилиндров.
Размерные группы поршней, шатунов и пальцев двигателей модели ЗМЗ-409.10
Читайте также: