
Коленвалы ваз передний привод размеры
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.

Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
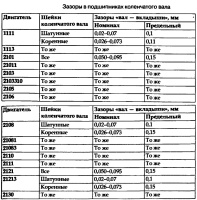
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
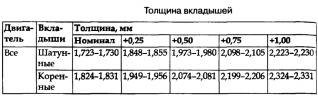
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
— Биение коренных шеек.
— Биение посадочных поверхностей под звездочку, шкивы, маховик, подшипник первичного вала коробки передач.
— Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек.
— Биение торцевой поверхности фланца.
Допуски биения шеек коленчатого вала двигателей ВАЗ.

Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
— Прилипании и проворачивании вкладышей.
— Работе с разбитым и стучащим вкладышем шатуна.
— Заклинивании поршня.
— Обрыве шатуна.
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
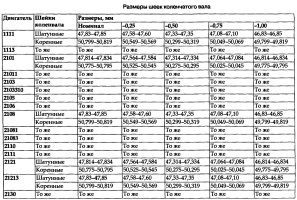
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.

Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.

Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
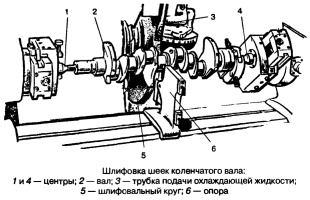
Шлифование шеек коленчатого вала двигателей ВАЗ.
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
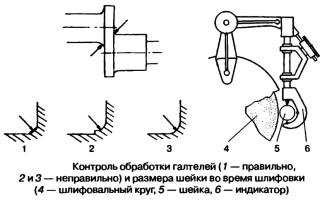
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
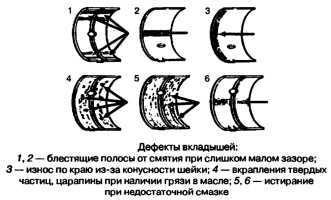
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.


Коленчатый вал – пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик.
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25, 0,5, 0,75 и 1,00 мм.
Вкладыши коренных и шатунных подшипников
Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Маховик отливается из чугуна и снабжен стальным зубчатым венцом для пуска двигателя стартером. Маховик устанавливается на коленчатый вал так, чтобы метка (конусообразная лунка около зубчатого венца) находилась против шатунной шейки 4-го цилиндра. Метка служит для определения ВМТ в первом и четвертом цилиндрах.
Очистка каналов системы смазки
1. Для очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А.94016/10, надетым на шпиндель А.94016, тщательно промойте каналы бензином и продуйте сжатым воздухом.
2. Нанесите герметик УГ-6 на поверхности гнезд заглушек. Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в 3-х точках кернером.
Проверка коренных и шатунных шеек
1. Установите коленчатый вал на две призмы (см. рис. Допустимые биения основных поверхностей коленчатого вала ) и проверьте индикатором:
биение коренных шеек (максимально допустимое 0,03 мм); биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (максимально допустимое 0,04 мм); смещение осей шатунный шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм); неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (см. рис. Допустимые биения основных поверхностей коленчатого вала ) от оси вала, не должен показывать биения более 0,025 мм.
Допустимые биения основных поверхностей коленчатого вала

2. На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
3. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
4. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.




Коленчатый вал ВАЗ 2101, 2102
Коленчатый вал – пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик.
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25, 0,5, 0,75 и 1,00 мм.
Вкладыши коренных и шатунных подшипников
Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Ремонтный размер коленчатого вала

Снимаем крышку шатуна вместе с вкладышем

Отсоединяем от коленвала остальные шатуны и сдвигаем их вверх

Вынимаем вкладыши из шатунов и их крышек.
Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленвала

Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А — сталеалюминевое, а заднее Б — металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.

Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленвал из картера двигателя. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.
Коленчатый вал и маховик – Коренные и шатунные шейки
Комплекты вкладышей подшипников ремонтных размеров и ремонтные размеры шеек коленчатого вала у двигателей мод. 331, 3317 и 3313
| Наименование комплекта | Обозначение | Толщина вкладыша, мм | Ремонтный размер шейки вала после шлифовки и полировки, мм |
| Комплект вкладышей и подшипников на один двигатель: | |||
| номинальный размер | 412 – 1000102 – 03 | 1,823 – 1,830 | 59,947 – 59,960 |
| уменьшенный на 0,25 мм | 412 – 1000102 – 13 | 1,948 – 1,955 | 59,697 – 59,710 |
| то же 0,5 мм | 412 – 1000102 – 23 | 2,073 – 2,080 | 59,447 – 59,460 |
| то же 0,75 мм | 412 – 1000102 – 33 | 2,198 – 2,205 | 59,197 – 59,210 |
| то же 1,0 мм | 412 – 1000102 – 43 | 2,323 – 2,330 | 58,947 – 58,960 |
| Комплект вкладышей шатунных подшипников на один двигатель | |||
| номинальный размер | 412 – 1000102 – 03 | 1,823 – 1,830 | 51,994 – 52,012 |
| уменьшенный на 0,25 мм | 412 – 1000104 – 13 | 1,948 – 1,955 | 51,744 – 51,762 |
| то же 0,5 мм | 412 – 1000104 – 23 | 2,073 – 2,080 | 51,494 – 51,512 |
| то же 0,75 мм | 412 – 1000104 – 33 | 2,198 – 2,205 | 51,244 – 51,262 |
| то же 1,0 мм | 412 – 1000104 – 43 | 2,823 – 2,330 | 50,994 – 51,012 |
На коренных и шатунных шейках, а также щеках коленчатого вала трещины не допускаются. Если они обнаружены, следует заменить вал.
Незначительные задиры на шейках могут быть зачищены бруском карборунда мелкой зернистости. Если риски очень глубокие или шейки имеют овальность более 0,03 мм, их шлифуют.
Коренные и шатунные шейки необходимо шлифовать, уменьшая их размеры на 0,25 мм, чтобы получить, в зависимости от степени износа, определенный ремонтный размер, приведеный в табл. Комплекты вкладышей подшипников ремонтных размеров и ремонтные размеры шеек коленчатого вала у двигателей мод. 331, 3317 и 3313.
После шлифования и последующей доводки шеек следует хорошо промыть коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промыть бензином под давлением. На первой щеке коленчатого вала необходимо указать величину уменьшения шеек (0,25; 0,50 мм и т.д.).
Для чего нужен коленвал в двигателе ВАЗ 2106
Коленчатый вал (коленвал) — важная деталь кривошипно-шатунного механизма любого двигателя. Работа узла направлена на преобразование энергии сгорающих газов в механическую энергию.
Описание коленвала ВАЗ 2106
Коленвал имеет довольно сложную конструкцию, с расположенными на одной оси шатунными шейками, которые соединяются посредством специальных щёк. Количество шатунных шеек на двигателе ВАЗ 2106 равно четырём, что соответствует числу цилиндров. Шатуны обеспечивают соединение шеек на валу с поршнями, в результате чего совершаются возвратно-поступательные движения.
Рассмотрим основные элементы коленчатого вала:

Спереди и сзади коленвала установлены уплотнители — сальники, которые предотвращают выход масла наружу. Весь механизм коленчатого вала вращается благодаря специальным подшипникам скольжения (вкладышам). Эта деталь представляет собой тонкую стальную пластину, которая покрыта материалом с низким коэффициентов трения. Чтобы вал не смещался по оси, используется упорный подшипник. В качестве материала при изготовлении коленчатого вала используется углеродистая или легированная сталь, а также модифицированный чугун, а сам процесс производства осуществляется методом литья или штамповки.
Коленвал силового агрегата имеет сложное устройство, но при этом принцип его работы довольно прост. В цилиндрах двигателя происходит воспламенение и сгорание топливно-воздушной смеси, в результате чего выделяются газы. В ходе расширения газы оказывают воздействие на поршни, что приводит к совершению поступательных движений. Механическая энергия от поршневых элементов передаётся шатунам, которые соединяются с ними через втулку и поршневой палец.
Такой элемент, как шатун, соединяется с шейкой коленвала с помощью вкладыша. Как результат, поступательное движение поршня преобразуется во вращение коленчатого вала. Когда вал совершает пол-оборота (проворачивается на 180˚), шатунная шейка движется обратно, тем самым обеспечивая возврат поршня. В дальнейшем происходит повторение циклов.

Не менее важным в работе коленвала является процесс смазывания трущихся поверхностей, к которым относятся шатунные и коренные шейки. Важно знать и помнить, что подача смазки к валу происходит под давлением, которое создаётся масляным насосом. На каждую коренную шейку масло подводится отдельно от общей системы смазки. На шейки шатунов смазывающее вещество подаётся через специальные каналы, которые расположены в коренных шейках.
Размеры шеек
Коренные и шатунные шейки по мере эксплуатации двигателя изнашиваются, что приводит к нарушению правильной работы силового агрегата. Кроме этого, износ может быть связан с разного рода неполадками двигателя. К таковым относятся:

Перечисленные нюансы приводят к повреждению поверхности шеек вала, что говорит о необходимости ремонта либо замены узла. Чтобы оценить износ шеек, необходимо знать их размеры, которые приведены в таблице.
Таблица: диаметры шеек коленвала
| Шатунные | Коренные | ||||||||
| Номинальные | Ремонтные | Номинальные | Ремонтные | ||||||
| 0,25 | 0,5 | 0,75 | 1 | 0,25 | 0,5 | 0,75 | 1 | ||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 | 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 | 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Что делать при износе шеек
Каковы действия при износе шеек коленвала на ВАЗ 2106? Сперва производится деффектовка, делают замеры при помощи микрометра, после чего выполняют шлифовку шеек коленвала на специальном оборудовании до ремонтного размера. В гаражных условиях эту процедуру сделать невозможно. Шлифовка шеек производится до самого близкого размера (исходя из приведённых таблиц). После обработки устанавливаются утолщённые вкладыши (ремонтные) в соответствии с новым размером шеек.

Если производится капитальный ремонт двигателя, совсем не лишним будет осмотреть масляный насос, продуть масляные каналы блока цилиндров, а также самого коленвала. Внимание стоит обратить на систему охлаждения. Если на элементах двигателя или его системах присутствуют следы износа либо повреждений, детали и механизмы нуждаются в ремонте или замене.
Видео: шлифовка коленвала на станке
Выбор коленвала
Необходимость в выборе коленчатого вала на ВАЗ 2106, как и на любой другой автомобиль, возникает в случае ремонта двигателя или для улучшения характеристик мотора. Независимо от поставленных задач нужно помнить, что коленчатый вал должен быть тяжёлым, с противовесами большого веса. Если деталь будет подобрана правильно, механические потери значительно снизятся, также как и другие нагрузки на механизмы.
В процессе выбора узла, даже если он новый, пристальное внимание обращают на его поверхность: никаких видимых изъянов, таких как царапины, сколы, задиры, быть не должно. Кроме этого, внимание уделяют ряду характеристик коленвала, а именно соосности, овальности, конусности и диаметру шеек. Во время сборки мотора выполняют балансировку коленчатого вала для уравновешивания всех вращающихся элементов. Для этой процедуры используется специальный стенд. По окончании балансировки закрепляют маховик и снова продолжают процесс. После монтируют корзину сцепления и другие элементы (шкивы). Необходимости в балансировке с ведомым диском сцепления, нет.
Проверка коренных и шатунных шеек
1. Установите коленчатый вал на две призмы (см. рис. Допустимые биения основных поверхностей коленчатого вала ) и проверьте индикатором:
- биение коренных шеек (максимально допустимое 0,03 мм);
- биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (максимально допустимое 0,04 мм);
- смещение осей шатунный шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм);
- неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (см. рис. Допустимые биения основных поверхностей коленчатого вала ) от оси вала, не должен показывать биения более 0,025 мм.
Допустимые биения основных поверхностей коленчатого вала

2. На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
3. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
4. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.
Шкив коленвала
Генератор и водяной насос на ВАЗ 2106 приводятся в движение посредством ремня от шкива коленвала. При проведении ремонтных работ с двигателем, внимание стоит обратить также на состояние шкива: нет ли видимых повреждений (трещины, задиры, вмятины). При обнаружении дефектов, деталь следует заменить.

В процессе монтажа, шкив на коленчатый вал должен садиться ровно, без перекосов. Несмотря на то что шкив на валу сидит довольно плотно, для защиты от проворачивания используется шпонка, которая также может быть повреждена. Деталь с дефектами подлежит замене.

Метки коленвала
Чтобы двигатель работал безукоризненно, после установки коленвала необходима правильная настройка зажигания. На шкиве коленчатого вала есть специальный отлив, а на блоке цилиндров три метки (две короткие и одна длинная), соответствующие углу опережения зажигания. Первые две обозначают угол в 5˚ и 10˚, а длинная — 0˚ (ВМТ).

Метку на шкиве коленвала располагают напротив длиной риски на блоке цилиндров. На звёздочке распредвала также есть метка, которую необходимо совместить с отливом на корпусе подшипников. Для вращения коленчатого вала используют специальный ключ соответствующей размерности. По обозначенным меткам поршень первого цилиндра находится в верхней мёртвой точке, при этом бегунок на распределителе зажигания нужно установить напротив контакта первого цилиндра.
Несмотря на то что коленвал является ответственным узлом любого двигателя, провести ремонт механизма под силу даже начинающему автомастеру, за исключением этапа шлифовки. Главное, подобрать элементы согласно размерам вала, после чего следовать пошаговым инструкциям по его сборке.



Коленчатый вал – пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик.
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25, 0,5, 0,75 и 1,00 мм.
Вкладыши коренных и шатунных подшипников
Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Маховик отливается из чугуна и снабжен стальным зубчатым венцом для пуска двигателя стартером. Маховик устанавливается на коленчатый вал так, чтобы метка (конусообразная лунка около зубчатого венца) находилась против шатунной шейки 4-го цилиндра. Метка служит для определения ВМТ в первом и четвертом цилиндрах.
Очистка каналов системы смазки
1. Для очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А.94016/10, надетым на шпиндель А.94016, тщательно промойте каналы бензином и продуйте сжатым воздухом.
2. Нанесите герметик УГ-6 на поверхности гнезд заглушек. Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в 3-х точках кернером.
Проверка коренных и шатунных шеек
1. Установите коленчатый вал на две призмы (см. рис. Допустимые биения основных поверхностей коленчатого вала ) и проверьте индикатором:
биение коренных шеек (максимально допустимое 0,03 мм); биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (максимально допустимое 0,04 мм); смещение осей шатунный шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм); неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (см. рис. Допустимые биения основных поверхностей коленчатого вала ) от оси вала, не должен показывать биения более 0,025 мм.
Допустимые биения основных поверхностей коленчатого вала

2. На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
3. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
4. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.




Порядок замены и маркировка вкладышей
Ниже приводится инструкция для самостоятельной работы. Замена вкладыша двигателя пройдёт быстрее и легче, если последовательно выполнять её.
- Поставить автомобиль на ремонтную яму. Снять защитную накладку силовой установки, если она присутствует. Поставить домкрат под одно из ведущих колёс. Обязательно слить моторное масло.
- Убрать выхлопные штаны и другие узлы, которые мешают работе снизу. Открутить также подвесы, соединяющие мотор с КПП. Ослабить цепь распредвала, демонтировать стартер, а на некоторых автомобилях — и балку.
- Вывернуть болты, гайки, шпильки масляного поддона.
- Вращая колесо, перевести шатуны в наиболее удобное положение для отвинчивания болтов. Они затянуты силой примерно в 3 кг, поэтому надо подобрать соответствующий инструмент (как правило, головка подходящего размера с удлинителем). После срывания шпилек, можно продолжать их откручивать уже рукой.
- Снять полукольца вместе с крышками шатуна, потянув вниз. Обязательно проверить состояние внутренних поверхностей полуколец.
- Вытащить коренные подшипники, используя толкатель — болт подходящего размера или заклёпку.
- Поставить новый комплект полуколец, затянуть и собрать всё в обратной последовательности.
Для быстрого монтажа полуколец, шатун полностью приподнимается вверх, убирается в сторону и опускается. Теперь работе ничего не помешает, элемент скольжения можно вставить быстрее. Затем шатун ставится на своё место.
Болты фиксаторов важно плотно затягивать, чтобы они не ослабли после длительного пробега автомобиля и не вызвали неисправность — например, проворачивание. Для этого затяжка осуществляется под конкретный момент:
Маркируются шатунные вкладыши цифрами прямо на головке. После начальной шлифовки КВ устанавливаются подшипники размером 0,25 мм. После второй — 0,5 мм, а после третьей — 0,75 мм. Самый последний размер — 1-сантиметровый. Дальше уже обрабатывать коленчатый вал не имеет смысла.

Чтобы замена вкладышей коленвала не снимая коленвал удалась, рекомендуется доверить подбор деталей специалисту. Он грамотно вычислит размер и не придётся заново переустанавливать детали.
Ремонтный размер коленчатого вала

Снимаем крышку шатуна вместе с вкладышем

Отсоединяем от коленвала остальные шатуны и сдвигаем их вверх

Вынимаем вкладыши из шатунов и их крышек.
Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленвала

Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А — сталеалюминевое, а заднее Б — металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.

Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленвал из картера двигателя. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.
Для чего нужен коленвал в двигателе ВАЗ 2106
Коленчатый вал (коленвал) — важная деталь кривошипно-шатунного механизма любого двигателя. Работа узла направлена на преобразование энергии сгорающих газов в механическую энергию.
Описание коленвала ВАЗ 2106
Коленвал имеет довольно сложную конструкцию, с расположенными на одной оси шатунными шейками, которые соединяются посредством специальных щёк. Количество шатунных шеек на двигателе ВАЗ 2106 равно четырём, что соответствует числу цилиндров. Шатуны обеспечивают соединение шеек на валу с поршнями, в результате чего совершаются возвратно-поступательные движения.
Рассмотрим основные элементы коленчатого вала:

Спереди и сзади коленвала установлены уплотнители — сальники, которые предотвращают выход масла наружу. Весь механизм коленчатого вала вращается благодаря специальным подшипникам скольжения (вкладышам). Эта деталь представляет собой тонкую стальную пластину, которая покрыта материалом с низким коэффициентов трения. Чтобы вал не смещался по оси, используется упорный подшипник. В качестве материала при изготовлении коленчатого вала используется углеродистая или легированная сталь, а также модифицированный чугун, а сам процесс производства осуществляется методом литья или штамповки.
Коленвал силового агрегата имеет сложное устройство, но при этом принцип его работы довольно прост. В цилиндрах двигателя происходит воспламенение и сгорание топливно-воздушной смеси, в результате чего выделяются газы. В ходе расширения газы оказывают воздействие на поршни, что приводит к совершению поступательных движений. Механическая энергия от поршневых элементов передаётся шатунам, которые соединяются с ними через втулку и поршневой палец.
Такой элемент, как шатун, соединяется с шейкой коленвала с помощью вкладыша. Как результат, поступательное движение поршня преобразуется во вращение коленчатого вала. Когда вал совершает пол-оборота (проворачивается на 180˚), шатунная шейка движется обратно, тем самым обеспечивая возврат поршня. В дальнейшем происходит повторение циклов.

Не менее важным в работе коленвала является процесс смазывания трущихся поверхностей, к которым относятся шатунные и коренные шейки. Важно знать и помнить, что подача смазки к валу происходит под давлением, которое создаётся масляным насосом. На каждую коренную шейку масло подводится отдельно от общей системы смазки. На шейки шатунов смазывающее вещество подаётся через специальные каналы, которые расположены в коренных шейках.
Размеры шеек
Коренные и шатунные шейки по мере эксплуатации двигателя изнашиваются, что приводит к нарушению правильной работы силового агрегата. Кроме этого, износ может быть связан с разного рода неполадками двигателя. К таковым относятся:

Перечисленные нюансы приводят к повреждению поверхности шеек вала, что говорит о необходимости ремонта либо замены узла. Чтобы оценить износ шеек, необходимо знать их размеры, которые приведены в таблице.
Таблица: диаметры шеек коленвала
| Шатунные | Коренные | ||||||||
| Номинальные | Ремонтные | Номинальные | Ремонтные | ||||||
| 0,25 | 0,5 | 0,75 | 1 | 0,25 | 0,5 | 0,75 | 1 | ||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 | 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 | 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Что делать при износе шеек
Каковы действия при износе шеек коленвала на ВАЗ 2106? Сперва производится деффектовка, делают замеры при помощи микрометра, после чего выполняют шлифовку шеек коленвала на специальном оборудовании до ремонтного размера. В гаражных условиях эту процедуру сделать невозможно. Шлифовка шеек производится до самого близкого размера (исходя из приведённых таблиц). После обработки устанавливаются утолщённые вкладыши (ремонтные) в соответствии с новым размером шеек.

Если производится капитальный ремонт двигателя, совсем не лишним будет осмотреть масляный насос, продуть масляные каналы блока цилиндров, а также самого коленвала. Внимание стоит обратить на систему охлаждения. Если на элементах двигателя или его системах присутствуют следы износа либо повреждений, детали и механизмы нуждаются в ремонте или замене.
Видео: шлифовка коленвала на станке
Выбор коленвала
Необходимость в выборе коленчатого вала на ВАЗ 2106, как и на любой другой автомобиль, возникает в случае ремонта двигателя или для улучшения характеристик мотора. Независимо от поставленных задач нужно помнить, что коленчатый вал должен быть тяжёлым, с противовесами большого веса. Если деталь будет подобрана правильно, механические потери значительно снизятся, также как и другие нагрузки на механизмы.
В процессе выбора узла, даже если он новый, пристальное внимание обращают на его поверхность: никаких видимых изъянов, таких как царапины, сколы, задиры, быть не должно. Кроме этого, внимание уделяют ряду характеристик коленвала, а именно соосности, овальности, конусности и диаметру шеек. Во время сборки мотора выполняют балансировку коленчатого вала для уравновешивания всех вращающихся элементов. Для этой процедуры используется специальный стенд. По окончании балансировки закрепляют маховик и снова продолжают процесс. После монтируют корзину сцепления и другие элементы (шкивы). Необходимости в балансировке с ведомым диском сцепления, нет.
Как заменить вкладыши, не снимая двигатель?
Чтобы замена вкладышей прошла успешно, вовсе не обязательно демонтировать мотор. Если вас уверяют, что добраться до них, без снятия и вытаскивания движка из капота нереально, срочно меняйте автосервис. Но одно условие обязательно учитывайте — коленвал (КВ) не должен быть изношен. В противном случае без извлечения движка и полной разборки не обойтись!
Без демонтажа силового агрегата легче поменять шатунные вкладыши, сложнее — коренные. Для последнего случая надо ослабить крепления и отпустить коленвал на 10-15 см. Хотя есть и другой способ, перенятый нашими дедами ещё у судовых мотористов. Выталкиваются коренные подшипники скольжения с помощью мягкой заклёпки или болта, который вставляется в нужный проход для смазки и вращается по часовой стрелке. Главное — размер алюминиевой вставки должен быть чуть меньше отверстия и не царапать коленчатый вал.
После снятия полуколец следует в обязательном порядке оценить их состояние. Если видимых задиров и повреждений нет, можно обойтись простой заменой. Однако при сильной потрёпанности, шлифовка КВ обязательна. Поэтому придётся снимать его с креплений, а для этого — вытаскивать мотор.
Подробнее про оценку состояния:
- ямки или карманы — усталостный износ;
- царапины и въевшаяся грязь — некачественное моторное масло;
- истёртая поверхность — недостаточное количество смазки;
- фаски на кромке — конусность шеек.
Шкив коленвала
Генератор и водяной насос на ВАЗ 2106 приводятся в движение посредством ремня от шкива коленвала. При проведении ремонтных работ с двигателем, внимание стоит обратить также на состояние шкива: нет ли видимых повреждений (трещины, задиры, вмятины). При обнаружении дефектов, деталь следует заменить.

В процессе монтажа, шкив на коленчатый вал должен садиться ровно, без перекосов. Несмотря на то что шкив на валу сидит довольно плотно, для защиты от проворачивания используется шпонка, которая также может быть повреждена. Деталь с дефектами подлежит замене.

Метки коленвала
Чтобы двигатель работал безукоризненно, после установки коленвала необходима правильная настройка зажигания. На шкиве коленчатого вала есть специальный отлив, а на блоке цилиндров три метки (две короткие и одна длинная), соответствующие углу опережения зажигания. Первые две обозначают угол в 5˚ и 10˚, а длинная — 0˚ (ВМТ).

Метку на шкиве коленвала располагают напротив длиной риски на блоке цилиндров. На звёздочке распредвала также есть метка, которую необходимо совместить с отливом на корпусе подшипников. Для вращения коленчатого вала используют специальный ключ соответствующей размерности. По обозначенным меткам поршень первого цилиндра находится в верхней мёртвой точке, при этом бегунок на распределителе зажигания нужно установить напротив контакта первого цилиндра.
Несмотря на то что коленвал является ответственным узлом любого двигателя, провести ремонт механизма под силу даже начинающему автомастеру, за исключением этапа шлифовки. Главное, подобрать элементы согласно размерам вала, после чего следовать пошаговым инструкциям по его сборке.
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.
Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
— Биение коренных шеек.
— Биение посадочных поверхностей под звездочку, шкивы, маховик, подшипник первичного вала коробки передач.
— Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек.
— Биение торцевой поверхности фланца.
Допуски биения шеек коленчатого вала двигателей ВАЗ.
Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
— Прилипании и проворачивании вкладышей.
— Работе с разбитым и стучащим вкладышем шатуна.
— Заклинивании поршня.
— Обрыве шатуна.
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.
Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.
Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
Шлифование шеек коленчатого вала двигателей ВАЗ.
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.
Читайте также: