
Когда нужно менять поршневую на камазе
К настоящему времени по двигателям КамАЗ накоплено достаточно данных о дефектах, износах и технических ресурсах гильз цилиндров и поршней и значительно меньше – по поршневым кольцам, хотя именно кольца – наиболее слабое место любого ДВС. Ведь известно, что при капитальном ремонте двигателей часть гильз и поршней восстанавливаются и используются повторно, а поршневые кольца всегда выбраковываются полностью.
Двигатели КамАЗ в этом смысле не исключение: при их ремонте все поршневые кольца тоже меняют. Однако исследования показывают, что 100%-я выбраковка поршневых колец на двигателях КамАЗ не более чем дань сложившейся традиции. Совершенствование конструкции, материалов и технологии изготовления поршневых колец привело их в разряд ремонтопригодных и даже годных к повторному использованию.
Этот вывод – результат тщательных исследований, проведенных Научно-техническим Центром (НТЦ) АО ''КамАЗ'' в период 1990…1991 гг.
Исследования включали общую оценку состояния поршневых колец, бывших в эксплуатации, по таким параметрам, которые наиболее полно характеризуют состояние деталей. Это радикальная толщина колец, их высота, тепловой зазор в стыке в рабочем состоянии, коробление и собственная упругость. При этом исследования исходили из предпосылки, что кольца, бывшие в эксплуатации, можно считать имеющими остаточный ресурс, если они сохранили свои свойства достаточно близкими к требованиям на кольца новые. В том числе по прирабатываемости и износостойкости, геометрическим параметрам, толщине защитного слоя (хрома, молибдена) на рабочей поверхности; физико-механическим свойствам материала (собственной упругости (Q), условному модулю упругости (E), пределу прочности при изгибе).
Исследованиями установлено, что износы поршневых колец в эксплуатации зависят не только от наработки (пробега) двигателя, но и от многих других факторов: номера цилиндра, в котором кольцо работало; его место расположения на поршне; вида защитного слоя (хром, молибден) на рабочей поверхности и т. д.
Так, кольца в промежуточных (второй, третий, шестой, седьмой) цилиндрах изнашиваются меньше, чем в крайних (первый, четвертый, пятый, восьмой). Если для первого (хромированного) кольца основной выбраковочный дефект – его радиальный износ, то для второго (молибденового) – износ по высоте. Наименьшему износу, как по высоте, так и по радиальной толщине подвергается хромированное кольцо, устанавливаемое в качестве нижнего компрессионного кольца. Маслосъемные же кольца изнашиваются в основном по радиальной толщине и весьма незначительно - по высоте.
Другими словами, поршневые кольца двигателя КамАЗ вырабатывают свой ресурс крайне неравномерно.
Установлено, далее, что при оценки эксплуатационного состояния поршневых колец исключительно важную роль необходимо придавать защитному слою на их рабочей поверхности: от него на прямую зависят геометрические (радиальная толщина, тепловой зазор), триботехнические (износостойкость, прирабатываемость), физико-механические (собственная упругость) параметры.
Исходя из этого все поршневые кольца, бывшие в эксплуатации, можно разделить на три группы.
Первая: с полностью сохранившимся защитным слоем по всему периметру и высоте кольца.
Вторая: с изнашиванием второго защитного слоя до основания на части периметра кольца (прежде всего в районе теплового зазора).
Третья: с полным изнашиванием защитного слоя по всему периметру кольца и частичным изнашиванием основания.
Очевидно, что об остаточном ресурсе можно вести речь только в отношении поршневых колец первой группы. И действительно, у колец этой группы радиальная толщина, ее колебания по периметру кольца, коробление кольца по периметру, собственная его упругость находится в пределах, установленных техническими условиями чертежа для новых поршневых колец, тепловой зазор не превышает 1 мм, а предел прочности при изгибе составляет 78…150% от минимального выпускаемого для новых колец. Причем цифра 78% не должна смущать: исследование новых колец производства завода запасных частей КамАЗ показало: практически такой же (70…170% от минимально допускаемого по ТУ предела) разброс прочности характерен и для них. Это говорит о том, что отклонение предела прочности за нижний допускаемый предел не связано с эксплутационными причинами.
Средние значение остаточной толщины защитного слоя поршневых колец первой группы, измеренные в зоне теплого зазора (сечение 1,5), на спинке (сечение 3), между тепловым зазором и спинкой (сечение 2,4), приведены таблично (Таблица 2.7).
| Кольцо | Средняя остаточная толщина защитного слоя, МКМ, в сечениях | Средняя толщина защитного слоя по кольцу, МКМ | Толщина слоя на новом кольце, МКМ |
| Хромированное компрессионное | |||
| Молибденовое компрессионное | 100…300 | ||
| Маслосъемное |
Из таблицы видно, что остаточная толщина слоя на работавших кольцах первой группы остается достаточно близкой к толщине исходной. Это объясняется тем, что большое их количество (~ 65%) используется в качестве нижних компрессионных колец, которые изнашиваются меньше, чем другие по расположению на поршне кольца.
Таким образом, проведенные исследования показали, что значительная часть поршневых колец, бывших в эксплуатации, остается в работоспособном состоянии. Подтвердили это и стендовые моторные испытания двигателей КамАЗ, полностью или частично укомплектованных такими кольцами. (Например, в сочетаниях: поршневые кольца, бывшие в эксплуатации – поршни новые – гильзы цилиндров новые; поршневые кольца, бывшие в эксплуатации – поршни новые – гильзы цилиндров, бывшие в эксплуатации, восстановленные хонингованием рабочей поверхности на размер 120,1 +0,03 мм.) Во всех сочетаниях показатели двигателей были в пределах ТУ 37.001.1032-88, в том числе и такой показатель, как расход масла ''на угар'', наиболее полно характеризующий состояние ЦПГ.
Какой же показатель колец первой группы должен быть принят в качестве оценочного для прогнозирования остаточного ресурса? Как следует из всего сказанного выше, - остаточная толщина защитного слоя на их рабочих поверхностях, поскольку именно от нее зависят другие геометрические и физико-механические параметры колец, а также изнашивание ЦПГ двигателя в целом. Тем более, что такой выбор допускается ГОСТ 23.224-86.
| Кольцо | Средний пробег, тыс. км | Средняя остаточная толщина защитного слоя, мм | Толщина защитного слоя на новом кольце, мм |
| Хромированное компрессионное | 0,099 | 0,120 | |
| Молибденовое компрессионное | 0,083 | 0,200 | |
| Маслосъемное | 0,057 | 0,080 |
Остаточный ресурс, как записано в ГОСТ 27.302-86, определяют расчетом. Исходные данные для такого приближенного расчета приведены выше (Таблица 2.8). (В нее вошли минимальные из приведенных таблице 2.7 средние остаточные толщины защитного слоя. И это не случайно: именно здесь происходят, в конечном итоге, полное, до основания, изнашивание и последующая интенсификация изнашивания всей цилиндропоршневой группы.)
Результаты расчета остаточного ресурса для двух вариантов условий трения (ГОСТ 27.302-86) и варианта по ГОСТ 23.224-86 приведены ниже (Таблица 2.9).
| Кольцо | Остаточный ресурс, тыс. км пробега | |
| Первый вариант по ГОСТ 27.302-86 | Второй вариант по ГОСТ 27.302-86 | ГОСТ 23.224-86 |
| Хромированное компрессионное | ||
| Молибденовое компрессионное | ||
| Маслосъемное |
Из таблицы следует, что поршневые кольца, бывшие в эксплуатации и сохранившие защитный слой по всему периметру, обладают еще достаточным ресурсом для их повторного использования в эксплуатации. Количество таких колец составляет: верхних хромированных – 36%, нижних с молибденовым покрытием – 75%, нижних хромированных – 83% и маслосъемных – 45%.
И в заключении несколько рекомендаций.
1. Для повторного использования в эксплуатации пригодны только поршневые кольца, сохранившие защитный слой по всему периметру и высоте кольца без каких либо повреждений. При этом необходимо учесть, что компрессионные кольца по высоте изнашиваются в основном со стороны нижнего торца, в результате чего на наружной кромке нижнего торца образуется характерный выступ, и кольцо приобретает неплоскостность в радиальном направлении. Потому эти кольца нужно не только очищать от нагара и ржавчины, но и шлифовать их нижний торец на глубину до 0,05 мм (данный размер выбран в качестве предельного, исходя из того, что РКД двигателя КАМАЗ допускает повторное использование деталей ЦПГ с увеличенным торцевым зазором между компрессионными кольцами и канавками поршня на 0,05 мм).
2. Повторное использование молибденовых колец, несмотря на удовлетворительное состояние защитного слоя и наличие остаточного ресурса, весьма ограничено из-за значительного износа по высоте. Причем надо иметь ввиду, что нижние молибденовые кольца изнашиваются примерно в 2,5 раза сильнее верхних хромированных колец.
3. Поршневые кольца можно использовать повторно при двух комплектациях: с поршнями новыми, так как поршни бывшие в эксплуатации, всегда имеют значительный износ и неплоскостность торцев канавок; с гильзами цилиндров как новыми, так и бывшими в эксплуатации, но с обязательным хонингованием рабочей поверхности в размер до диаметра 120,1 мм.

Цилиндры, поршни, кольца и другие детали ЦПГ больше других страдают от колоссальных нагрузок и экстремально высоких температур во время работы двигателя.
Поршни, которые являются основным преобразователем энергии ДВС, постоянно контактируют с внутренними стенками цилиндра и испытывают негативные последствия трения. Его сила увеличивается при недостаточной смазке, слишком малых зазорах в цилиндро-поршневой паре, деформации элементов.
Если неисправности поршневой группы возникли впервые, ограничиваются, как правило, установкой нового комплекта колец. Сами поршни могут прослужить две таких замены, но в дальнейшем также потребуют обновления, вместе с восстановлением правильной геометрии цилиндров.
Рассмотрим некоторые технологические нюансы, связанные с износом и заменой поршней.
Особенности износа деталей поршневой группы
В поршне износу прежде всего подвергаются поршневые кольца, юбка, отверстия под палец.
В результате трения о внутреннюю поверхность цилиндра кольца изнашиваются по наружному диаметру, вследствие трения о торцы канавок поршней – по высоте.
Наиболее быстро изнашиваются первое поршневое кольцо и первая канавка поршня, так как это сочленение работает в самых тяжелых температурных, абразивных и нагрузочных условиях, часто при недостаточной смазке. Кольца обычно изнашиваются быстрее канавок, теряя свою упругость и разрушаясь вследствие релаксации внутренних напряжений.

В канавках поршня больше всего изнашивается нижний торец, так как эта поверхность постоянно контактирует с кольцами (исключая такт всасывания) и подвергается усиленному давлению с их стороны.
Новое поршневое кольцо, установленное в изношенном цилиндре, деформируется значительно быстрее старого. Это объясняется тем, что оно прилегает к торцу канавки и поверхности цилиндра не всей поверхностью (из-за несоответствия форм), в результате чего удельное давление кольца резко увеличивается и распределяется неравномерно. Чтобы этого избежать, изношенные канавки восстанавливают на токарном станке, используют более высокие (ремонтные) кольца.
Оба конца поршневого пальца работают внутри так называемых бобышек, а его средняя часть – в верхней головке шатуна. Для проверки износа этих элементов измеряют их диаметр, чтобы определить величину фактического зазора между ними и пальцем, вычисляют диаметр последнего в местах сопряжения с отверстиями.

Если результат одного из измерений выходит за допустимые пределы, поршень и палец нужно менять.
Из-за неравномерного износа отверстия в бобышках поршня со временем приобретают овальную форму. Если размер отверстий не превышает установленную норму, их форму исправляют разверткой – под размер ремонтного пальца большего диаметра. При этом диаметр втулки верхней головки шатуна тоже увеличивают.
При износе юбки на ней появляются многочисленные задиры, увеличивается зазор между ее нижней частью и стенками цилиндра – это приводит к увеличению шума работающего двигателя и к росту угара масла.

Пределом износа считается образование зазора, составляющего около 0,5 % диаметра цилиндра. Например, при диаметрах цилиндра 50, 70, 80 мм предельный зазор составит соответственно 0,25; 0,35; 0,4 мм.
Величину зазора измеряют в разных частях цилиндра – вначале в менее изношенной нижней, затем в более изношенной средней. Делают это с помощью щупа, отступив на 5-10 мм от нижнего края передней или задней стороны юбки поршня. Для полноты картины измерения проводят также с помощью индикаторного нутромера.
При допустимой величине зазора поршень подлежит замене, если наблюдаются:
- Царапины, трещины и другие повреждения на днище и жаровом поясе; вызваны они, как правило, нарушением процесса сгорания топливно-воздушной смеси
- Неравномерный износ и деформация канавок для поршневых колец, в результате чего кольца сильно вибрируют, вызывают повышенный расход масла и прорыв картерных газов
- Забитые дренажные отверстия в нижней канавке под кольцо, вызывающие угорание масла
Что нужно знать, приобретая новые поршни?
При подборе нового поршня обязательно проверяйте, чтобы его диаметр в верхней части (на участке рядом с кольцами) был меньше диаметра в нижней, т.е. чтобы по форме он представлял собой конус.
Степень конусности поршней для разных двигателей зависит от их теплового режима – чем он выше, тем конусность больше. Причина в том, что поршень нагревается неравномерно (больше всего на днище, меньше всего – на юбке), и под воздействием температур конус превращается в правильный цилиндр.
На днище поршня указан его диаметр в районе поршневых колец. Однако при выборе новой детали лучше ориентироваться на другую, наибольшую величину – диаметр нижней части юбки. В этом случае обкатка пройдет быстрее и безопаснее.

Зазор между нижней частью юбки поршня и стенками цилиндра должен составлять от 0,05 до 0,1 мм. Точное значение зависит от объема цилиндра и указано в мануале двигателя.
Проверить правильность зазора между поршнем и цилиндром несложно опытным путем: детали нагревают до 150 С, после чего поршень опускают в гильзу и следят за его положением: при нормальном зазоре поршень не заклинивает и не падает, а плавно опускается под тяжестью собственного веса.
Выбирая поршни, обращайте внимание на фирму и материал. Дешевые алюминиевые комплекты от неизвестных производителей вряд ли прослужат долго. Недорогие сплавы, из которых изготавливают такие поршни, не содержат кремния (а именно он придает деталям прочность) и не имеют должного теплового расширения.
Поршни из качественных износостойких материалов обеспечат отличные рабочие характеристики двигателя и позволят существенно увеличить межсервисные интервалы.

Чтобы сделать ресурс поршней максимальным, некоторые производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня подобные материалы доступны и для обычных автовладельцев.
Например, специальный состав – MODENGY Для деталей ДВС. Он подходит как для промышленного использования, так и для частных случаев нанесения.
Антифрикционное твердосмазочное покрытие (АТСП) с высокодисперсным дисульфидом молибдена и графитом предотвращает появление задиров на юбках поршня, может использоваться как для создания нового защитного слоя, так и для восстановления изношенного заводского покрытия.
Состав высыхает при комнатной температуре за 12 часов. Перед использование АТСП поверхности обязательно подготавливаются с помощью Специального очистителя-активатора MODENGY, который гарантирует отличную адгезию покрытия и долгий срок его службы.
Помимо юбок поршней антифрикционное покрытие MODENGY Для деталей ДВС применяется в на вкладышах распределительных и коленчатых валов, дроссельных заслонках, шлицевых соединениях, штоках клапанов.
Как заменить поршень самостоятельно?
Для того, чтобы проверить состояние цилиндро-поршневой группы и диагностировать возможные неисправности самостоятельно, потребуются определенные навыки и знания.
Осмотр и замену поршней можно производить без снятия двигателя с автомобиля.
- Разборку ГБЦ начните со слива имеющегося внутри масла
- После демонтажа головки и поддона тщательно проанализируйте состояние прокладки ГБЦ, если оно вызывает опасения – удалите прокладку и снимите прилипшие к блоку остатки
Обязательно снимите нагар с верхней части цилиндра (например, с помощью напильника), иначе вы не сможете вытащить поршень и определить его возможную неисправность.
- Замеряйте диаметр цилиндра при помощи нутромера; убедитесь в наличии расточек: прокручивая коленчатый вал, следите за присутствием глубоких рисочек, расположенных в вертикальном положении
- Демонтируйте весь поддон: отверните крепежи на подушках ДВС, приподнимите его, раскрутите болты на поддоне и вытащите поддон
- Слейте оставшееся масло и осмотрите дно на предмет наличия металлических обломков (колец, успокоителей цепи и пр.)
- Если на дне поддона вы не обнаружили ничего металлического, тщательно осмотрите масляной пленку – если на свету она не начинает искриться, значит, вкладыши изношены и их нужно заменить
- Аккуратно достаньте поршень в сборе с шатуном и кольцами, проверьте его состояние: если на юбке имеются глубокие задиры, наблюдается прогорание днища и поверхности в зоне верхнего компрессионного кольца, износ верхней канавки под поршневое кольцо больше допустимого – проводится замена поршня
- Чтобы отделить поршень от шатуна, выньте из отверстий в бобышках стопорные кольца, с помощью пресса достаньте поршневой палец и отделите поршень от шатуна; в случае необходимости тем же прессом снимите бронзовую втулку
Поршень, палец и бронзовая втулка верхней головки шатуна работают в тесном контакте, поэтому, как правило, подлежат замене вместе.

В целях повышения прочности и ресурса поршней многие производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня, благодаря компании "Моденжи", они доступны не только крупным предприятиям, но и всем автовладельцам.
Колоссальные нагрузки и экстремально высокие температуры в процессе работы двигателя оказывают разрушительное воздействие на основные детали цилиндро-поршневой группы – цилиндры и поршни.
В результате постоянного контакта данная пара испытывает трение, сила которого увеличивается при недостаточной смазке, слишком малых зазорах и деформационных изменениях элементов.
При первичном возникновении проблем в работе поршневой группы ограничиваются, как правило, заменой колец. Сами поршни могут прослужить намного дольше (2-3 таких замены), однако рано или поздно они также потребуют обновления. Вместе с этим обычно производится расточка цилиндров в целях восстановления их правильной геометрии.

Далее рассмотрим, какие элементы поршня больше других подвержены износу, как определить его степень и предотвратить нежелательные последствия.
Виды износа конструктивных элементов поршня
Тяжелые условия работы цилиндро-поршневой группы сказываются, прежде всего, на состоянии поршневых колец, юбки поршня и отверстия под палец.
Износ колец
Наибольшему трению о внутреннюю поверхность цилиндра подвергаются поршневые кольца, которые изнашиваются по наружному диаметру и по высоте вследствие трения о торцы канавок.
Быстрее других изнашивается первое кольцо и первая канавка поршня, так как они работают в условиях самых высоких температур и нагрузок, испытывают влияние абразивов и недостаток смазки. В результате внутренних напряжений кольца теряют свою упругость и разрушаются.

В канавках прежде всего изнашивается нижний торец, почти постоянно контактирующий с кольцами (за исключением такта всасывания) и подвергающийся усиленному давлению с их стороны.
Неравномерный износ и деформация канавок вызывает сильную вибрацию поршневых колец, повышенный расход масла и прорыв картерных газов.
Забитые дренажные отверстия в нижней канавке вызывают угорание масла.
При замене поршневых колец канавки восстанавливают на токарном станке – для улучшения прилегания элементов. Если этого не делать, новые кольца в изношенном цилиндре будут деформироваться значительно быстрее старых из-за несоответствия форм и неравномерного распределения удельного давления.
Износ юбки
Об износе юбки поршня свидетельствует появление на ней многочисленных задиров, из-за которых зазор между нижней частью юбки и стенками цилиндра увеличивается. Двигатель при этом начинает работать более шумно.
Пределом износа считается образование зазора, составляющего около 0,5 % диаметра цилиндра. То есть для цилиндров диаметрами 50, 70, 80 мм предельный зазор составляет соответственно 0,25; 0,35; 0,4 мм.
Величину зазора измеряют с помощью щупа или индикаторного нутрометра в разных частях цилиндра – сначала в нижней, менее изношенной, затем в средней.
Износ бобышек
С внутренней стороны юбки имеются приливы (бобышки), в которых просверлены отверстия для поршневого пальца. Оба его конца работают внутри бобышек, а средняя часть – в верхней головке шатуна.

Для проверки износа бобышек измеряется их диаметр. Величина фактического зазора между бобышками и пальцем, а также диаметр последнего в местах сопряжения с отверстиями должны соответствовать определенным нормам. Если допустимые пределы нарушены, поршень и палец подлежат замене.
Отверстия в бобышках из-за неравномерного износа со временем становятся овальными. Если их размер при этом не превышает установленную норму, форму исправляют разверткой.
Если при осмотре поршней на днище и жаровом поясе наблюдаются царапины, трещины и другие повреждения, вызванные чаще всего нарушением процесса сгорания топливно-воздушной смеси, поршни нуждаются в замене.
Что следует учитывать при выборе новых поршней?
При подборе новых поршней необходимо обязательно проверять их форму: диаметр верхней части (на участке рядом с кольцами) должен быть меньше диаметра нижней. При нагреве поршней, который происходит неравномерно (больше всего на днище, меньше – на юбке) конус превращается в правильный цилиндр.
Степень конусности поршней зависит от типа двигателей и их теплового режима – чем он выше, тем конусность больше.

На днище поршней указан их диаметр в районе колец. Однако при выборе новых деталей лучше ориентироваться на другую, наибольшую величину – диаметр нижней части юбки. Зазор между ней и стенками цилиндра должен составлять от 0,05 до 0,1 мм (более точные значения указаны в мануале).
Проверить правильность зазора несложно: после нагрева поршня и цилиндра до 150 °С поршень опускают в гильзу и следят за его прохождением. При нужном зазоре он плавно опускается под тяжестью собственного веса – не заклинивает и не падает.
Выбирая поршневые комплекты, следует обязательно обращать внимание на фирму-производителя и материал. Дешевые алюминиевые детали неизвестных марок вряд ли прослужат долго. Недорогие сплавы с отсутствием кремния не обладают высокой прочностью и не имеют должного теплового расширения.
Отличные рабочие характеристики двигателя и увеличение межсервисных интервалов обеспечивают только поршни из качественных износостойких материалов.
В целях повышения прочности и ресурса поршней многие производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня они доступны не только крупным предприятиям, но и всем автовладельцам. Антифрикционные твердосмазочные покрытия выпускает российская компания "Моденжи".
Для работы с двигателем в их линейке существует специальный аэрозольный состав – MODENGY Для деталей ДВС с дисульфидом молибдена и графитом. Он может использоваться как для создания нового защитного слоя на юбках поршней, так и для восстановления изношенного заводского покрытия.
После нанесения на юбки поршня связующие вещества, входящие в состав покрытия, полимеризуются, а твердые смазочные частицы равномерно распределяются по трущимся поверхностям, образуя прочную протекторную пленку. Она предотвращает появление задиров и снижает фрикционный износ поршней.
Сбалансированная аэрозольная упаковка позволяет наносить покрытие быстро и равномерно. При комнатной температуре состав высыхает за 12 часов, при нагреве до +170 °C – за 20 минут.
MODENGY Для деталей ДВС может использоваться не только на юбках поршней, но и в дроссельных заслонках, вкладышах распределительных и коленчатых валов, шлицевых соединениях, штоках клапанов.
Перед использование покрытия обязательна предварительная подготовка поверхностей. Отличную адгезию и долгий срок службы покрытия гарантирует Специальный очиститель‑активатор MODENGY. Он выпускается как отдельно, так и в наборе с покрытием, что позволяет не только добиться наилучшего результата, но и сэкономить.

Как поменять поршни самостоятельно?
Проверить состояние цилиндро-поршневой группы и диагностировать возможные неисправности можно самостоятельно, без снятия двигателя. Однако для этого потребуются определенные знания и навыки.
- Для начала слейте имеющееся внутри ГБЦ масло. После демонтажа головки проанализируйте состояние прокладки, если оно вызывает опасения – удалите ее полностью
- Обязательно снимите нагар с верхней части цилиндра, в противном случае вытащить поршень и оценить его исправность будет проблематично
- Замеряйте диаметр цилиндра при помощи нутромера. Прокручивая коленвал, убедитесь, что на гильзе имеются расточки – глубокие риски, расположенные в вертикальном положении
- Демонтируйте поддон, слейте остатки масла и осмотрите дно на предмет наличия металлических обломков (колец, успокоителей цепи и пр.). Тщательно осмотрите масляной пленку – если на свету она не искрится – вкладыши изношены и требуют замены
- Аккуратно достаньте поршень вместе с шатуном и кольцами, проверьте их состояние. Если на юбке имеются глубокие задиры, наблюдается прогорание днища и поверхности в зоне первого компрессионного кольца, износ верхней канавки больше допустимого – необходимы дальнейшие действия по разборке поршня, а также его замене вместе с пальцем и бронзовой втулкой верхней головки шатуна
- Чтобы отделить поршень от шатуна, удалите из отверстий в бобышках стопорные кольца, с помощью пресса достаньте поршневой палец и шатун. В случае необходимости тем же прессом снимите бронзовую втулку
- Перед сборкой комплекта "поршень-палец-шатун" убедитесь, что маркировка на этих элементах выполнена краской одного цвета – то есть они имеют одинаковые диаметры отверстий
- Соедините поршень с шатуном, проверив параллельность осей с помощью контрольного приспособления с индикаторными головками
- Запрессуйте палец в отверстия бобышек поршня и верхней головки шатуна, затем вставьте в канавки бобышек стопорные кольца
- В качестве заключительного шага установите поршни с шатунами в гильзы цилиндров.
Как ремонтировать шатунно-поршневую группу КАМАЗ-740?
Наша задача освоить приемы разборочно-сборочных работ и основы комплектации деталей при замене изношенного гильзо-поршневого комплекта.
Содержание работы:
1 Выполнение необходимых разборочных работ применительно к деталям гильзо-поршневого комплекта.
2. Комплектование деталей гильзо-поршневой группы с учетом требований ТУ на сборку.
3. Выполнение сборочных работ при установке гильзо-поршневого комплекта на двигатель.
Замена поршневых колец
своими руками.
Как узнать, что надо
менять поршневые кольца?

Комплект гильз цилиндров и деталей шатунно-поршневой группы на двигателе КамАЗ-740 заменяют в условиях автомастерской без снятия двигателя с автомобиля в объеме работ текущего ремонта.
Перед началом разборочно-сборочных работ должны быть опорожнены системы охлаждения двигателя и системы смазывания.
1) Жидкость из системы охлаждения сливают через три краника (5320-8105010, 5320-1305010), открыв крышку расширительного бачка (5320-1304010).
2) Для слива масла необходимо вывернуть сливную пробку из поддона картера (870886). После слива ввернуть ее на место вместе с прокладкой (870625). Масло сливать только из прогретого двигателя!

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому
После проведения разборочных работ на рабочем месте для повторного использования остаются следующие сборочные единицы и детали (при условии годности для дальнейшей эксплуатации):
- коллекторы выпускные в сборе (740.1008020);
- фильтр тонкой очистки топлива (740.1117010);
- компрессор пневматического тормоза в сборе (5320-3509015);
- коллектор впускной правый в сборе (740.1115012) с расширительным бачком и трубками (5320-1311010);
- коллектор впускной левый в сборе (740.1115014);
- стойки коромысел с коромыслами в сборе (740.1007091-10, 740.1007140);
- штанги толкателей в сборе (740.1007176);
- болты головок цилиндров (740.1003016-02);
- головки цилиндров с клапанами в сборе (740.1003010-11);
- крышки головок цилиндров (740.1003264-21);
- форсунки в сборе (33.1112010);
- скобы крепления форсунок (740.1009010);
- картер масляный в сборе. (740.1009010);
- картер масляный в сборе с шестерней ведомой привода насоса масляного (740.10110101-02), трубкой всасывающей (740.1011398) и трубкой подводной клапана системы смазывания (740.1011538).
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали, непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке двигателя, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разработке нормали (болты, гайки, шайбы и др.) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждение более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические или электрические). При недостаточном крутящем моменте гайковерта для трогания с места (или нормированного момента затяжки) болта, гайки следует применять динамометрический ключ с торцовыми головками.
Последовательность проведения работ
по капитальному ремонту двигателя
своими руками
Для проведения сборочных работ дополнительно к повторно используемым рабочее место должно быть обеспечено следующими сборочными единицами и деталями:
- гильза цилиндра (740.1002021) - 8 шт.;
- кольцо уплотнительное гильзы (740.1002024) - 16 шт.;
- кольцо уплотнительное верхнее гильзы (740.1002031) - 8 шт.;
- поршень с шатуном и кольцами в сборе (740.1004010-10) - 8 шт.;
- вкладыш нижней головки шатуна (740 1004058 «или 740.1004058Р)- 16 шт.;
- прокладка заднего фланца трубки клапана (740.1011091) - 1 шт.;
- прокладка (740Л 009040) - 1 шт.;
- прокладка головки цилиндра (740.1003213) - 8 шт.;
- прокладка уплотнительная головки цилиндра(740Л003213-11) -8 шт.;
- прокладка крышки головки цилиндра (740.1003270-10) - 8 шт.;
- прокладка фланца водяной трубы (740.1303268) - 8 шт.;
- прокладка впускного коллектора (740.1115026) - 8 шт.;
- прокладка соединительного патрубка (740 1115036-01) - 2 шт.;
- прокладка корпуса компрессора (740.3509403-10) - 1 шт.;
- прокладка патрубка (740.1008050) - 8 шт.;
- прокладка (864420) - 2 шт.
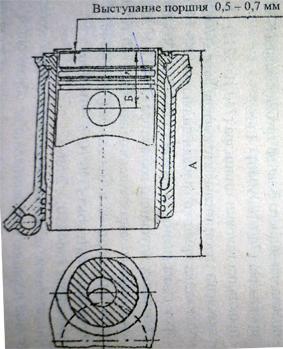
При установке поршней в гильзы цилиндров необходимо проверить соответствие поршня по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндра (индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы). Поршни с индексом 10 можно устанавливать в любые гильзы (КЭ 20).
После проведения сборочных работ регулируют зазоры между клапанами и коромыслами, заправляют двигатель свежим моторным маслом, охлаждающей жидкостью и обеспечивают поступление топлива к форсункам. Производят запуск двигателя.
Двигатель должен работать устойчиво, без перебоев, стуков и посторонних шумов. После прогрева двигателя проверяют герметичность соединений. В соединениях не должно быть следов подтекания охлаждающей жидкости, моторного масла и топлива. Прорыва газа через прокладки не допускается.
1 - съемник, 2 - опора, 3 - гильза цилиндра.
![]()
Обработку деталей под ремонтный размер
проводят во время
капитального ремонтаа двигателя
1. Стенд лабораторный для крепления двигателя КамАЗ-740.
2. Верстак слесарный с тисками слесарными ГОСТ 4045-75.
3. Линейка измерительная с пределом измерения 300 мм (линейка - 300 ГОСТ 427-75).
4. Штангенциркуль ШЦ-П-250-0,05 ГОСТ 166-89.
5. Микрометр МК-125-1 ГОСТ 6507-78
6. Щуп № 2 ГОСТ 882-75.
7. Ключ динамометрический с предельным крутящим моментом 240Н*м.
9. Отвертка 175x0,7 ГОСТ 24437-80.
10. Плоскогубцы ГОСТ 7236-86.
11. Ломик для поворота коленчатого вала.
12. Приспособление специальное инерционное для снятия крышки шатуна.
13. Съемник специальный для снятия гильз.
14. Приспособление специальное для запрессовывания гильз цилиндров.
15. Обойма для установки поршня в гильзу цилиндра.
Порядок выполнения работы по замене гильз цилиндров и шатунно-поршневой группы двигателя КАМАЗ-740

Комплектование деталей для
ремонта головки блока цилиндров.
Как ремонтировать головку блока
цилиндров самому.
1. Повторить все разборочные операции по ремонту головки блока цилиндров.
2. Вывернуть 22 болта крепления картера масляного к блоку и шесть гаек. Снять болты, гайки и 28 шайб пружинных. Снять масляный картер (740 1009010) и прокладку (740.1009040).
3. Вывернуть болт крепления трубки всасывающей масляного насоса, два болта крепления к блоку трубки подводной клапана системы смазки, три болта крепления масляного насоса к блоку. Снять болты с пружинными шайбами. Снять масляный насос в сборе с ведомой шестерней привода масляного насоса (740.10110101-02) всасывающей трубкой (740.1011398) и подводной трубкой клапана системы смазывания (740.1011538), прокладкой заднего фланца трубки клапана (740.1011091). Уложить на верстак, предохранив от попадания пыли и грязи.
4. Установить 1-ю шатунную шейку коленчатого вала в нижнее крайнее положение. Отвернуть четыре гайки болтов крепления крышек шатунов 1-го и 5-го цилиндров, снять крышки с вкладышами (740.1004055, 740.1004058)7 вынуть вкладыши, уложить крышки на верстак.
Вытолкнуть поршни с шатунами в сборе из 1-го и 5-го цилиндров. Установить соответственно крышки 1-го и 5-го шатунов на шатуны (разукомплектование шатунов и крышек не допускается). Убедиться в правильности постановки клейм спаренности на шатуне и его крышке. Совместить обе части шатуна по клеймам, установить болты и навернуть гайки без затяжки. Уложить поршни с шатунами и кольцами в сборе на верстак.

Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой
6. Произвести комплектацию новых и восстановленных деталей для обеспечения установки гильзо-поршневого комплекта на двигатель:
- гильза цилиндра (740.1002021) - 8 шт.;
- кольцо уплотнительное гильзы (740.1002024) - 16 шт.;
- кольцо уплотнительное гильзы верхнее (740.1002031) - 8 шт.,
- поршень с шатуном и кольцами в сборе (740.1004010-10) - 8 шт.,
- вкладыш нижней головки шатуна (740.1004058 или 740.1004058Р)
7. Зачистить от забоин и ржавчины и протереть посадочные пояски в блоке цилиндров Смазать посадочные пояски в блоке и у гильзы моторным маслом, применяемым для смазывания двигателя. Установить в кольцевые проточки блока два уплотнительных кольца (740 1002024); и под бурт гильзы - уплотнительное верхнее кольцо (740.1002031) При установке колец не допускать их скручивания. Запрессовать последовательно восемь гильз в блок цилиндров.
8. Установить 1-ю шатунную шейку коленчатого вала в нижнее крайнее положение. Протереть и смазать моторным маслом гильзы 1-го и 5-го цилиндров и 1-ю шатунную шейку коленчатого вала.
Отвернуть гайки, крепящие крышки шатунов 1-го и 5-го цилиндров, снять крышки. Установить вкладыши нижней головки шатуна (740.1004058 или 740.1004058Р) в постели крышки и стержня шатуна. Обеспечить соответствие размеров вкладышей размерам шатунных шеек коленчатого вала.
9. Установить смежные поршневые кольца на поршнях 1-го и 5-го цилиндров замками в противоположные стороны. Вставить последовательно поршень 1-го и 5-го цилиндров в сборе с шатуном и кольцами в гильзы соответствующего цилиндра (выточки под клапаны на днище поршня должны быть смещены в сторону развала блока цилиндров). Выбить на днище поршня и на торце гильзы соответствующие номера цилиндров (КЭ 40).
10. Установить нижние головки 1-го и 5-го шатунов на 1-ю шатунную шейку коленчатого вала. Установить соответствующие крышки шатунов (клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми) на болты шатунов и навернуть гайки. Окончательную затяжку гаек произвести динамометрическим ключом, момент затяжки 120-130 Н*м, что соответствует удлинению стержня болта на 0,25-0,27 мм. Контролировать удлинение. Контролировать зазор между торцами нижних головок шатунов и щеками коленчатого вала Суммарная величина должна быть не менее 0,15 мм.
Проверить свободу проворачивания коленчатого вала.
11. Обеспечить комплектацию новых и работоспособных деталей для обеспечения установки масляного насоса и масляного картера в сборе на двигатель:
- насос масляный с шестерней в сборе (740.1011010-02) - 1 шт.;
- трубка всасывающая масляного насоса (740.1011398) - 1 шт.;
- трубка подводная клапана системы смазывания (740.1011538) -1 шт.
- прокладка заднего фланца трубки клапана (740.1011091) - 1 ш
- картер масляный в сборе (740.1009010) - 1 шт.;
- прокладка (740 1009040) - 1 шт.
13. Нанести на поверхность прокладки масляного картера (740.1009040) тонкий слой уплотнительной пасты, установив прокладку нашесть шпилек. Установить масляный картер (740.1009010), навернуть шесть гаек и ввернуть 22 болта, предварительно надеть на болты и шпильки пружинные шайбы. Окончательную затяжку болтов и гаек произвести динамометрическим ключом с моментом 15-17 Н*м.
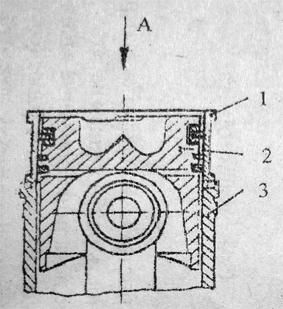
1 - обойма, 2 - поршень, 3 - гильза цилиндра.
14. Повторить комплектацию и сборочные операции по замене головки цилиндра (работа 1).
Цилиндры, поршни, кольца и другие детали ЦПГ больше других страдают от колоссальных нагрузок и экстремально высоких температур во время работы двигателя.
Поршни, которые являются основным преобразователем энергии ДВС, постоянно контактируют с внутренними стенками цилиндра и испытывают негативные последствия трения. Его сила увеличивается при недостаточной смазке, слишком малых зазорах в цилиндро-поршневой паре, деформации элементов.
Если неисправности поршневой группы возникли впервые, ограничиваются, как правило, установкой нового комплекта колец. Сами поршни могут прослужить две таких замены, но в дальнейшем также потребуют обновления, вместе с восстановлением правильной геометрии цилиндров.
Рассмотрим некоторые технологические нюансы, связанные с износом и заменой поршней.
Особенности износа деталей поршневой группы
В поршне износу прежде всего подвергаются поршневые кольца, юбка, отверстия под палец.
В результате трения о внутреннюю поверхность цилиндра кольца изнашиваются по наружному диаметру, вследствие трения о торцы канавок поршней – по высоте.
Наиболее быстро изнашиваются первое поршневое кольцо и первая канавка поршня, так как это сочленение работает в самых тяжелых температурных, абразивных и нагрузочных условиях, часто при недостаточной смазке. Кольца обычно изнашиваются быстрее канавок, теряя свою упругость и разрушаясь вследствие релаксации внутренних напряжений.
В канавках поршня больше всего изнашивается нижний торец, так как эта поверхность постоянно контактирует с кольцами (исключая такт всасывания) и подвергается усиленному давлению с их стороны.
Новое поршневое кольцо, установленное в изношенном цилиндре, деформируется значительно быстрее старого. Это объясняется тем, что оно прилегает к торцу канавки и поверхности цилиндра не всей поверхностью (из-за несоответствия форм), в результате чего удельное давление кольца резко увеличивается и распределяется неравномерно. Чтобы этого избежать, изношенные канавки восстанавливают на токарном станке, используют более высокие (ремонтные) кольца.
Оба конца поршневого пальца работают внутри так называемых бобышек, а его средняя часть – в верхней головке шатуна. Для проверки износа этих элементов измеряют их диаметр, чтобы определить величину фактического зазора между ними и пальцем, вычисляют диаметр последнего в местах сопряжения с отверстиями.
Если результат одного из измерений выходит за допустимые пределы, поршень и палец нужно менять.
Из-за неравномерного износа отверстия в бобышках поршня со временем приобретают овальную форму. Если размер отверстий не превышает установленную норму, их форму исправляют разверткой – под размер ремонтного пальца большего диаметра. При этом диаметр втулки верхней головки шатуна тоже увеличивают.
При износе юбки на ней появляются многочисленные задиры, увеличивается зазор между ее нижней частью и стенками цилиндра – это приводит к увеличению шума работающего двигателя и к росту угара масла.
Пределом износа считается образование зазора, составляющего около 0,5 % диаметра цилиндра. Например, при диаметрах цилиндра 50, 70, 80 мм предельный зазор составит соответственно 0,25; 0,35; 0,4 мм.
Величину зазора измеряют в разных частях цилиндра – вначале в менее изношенной нижней, затем в более изношенной средней. Делают это с помощью щупа, отступив на 5-10 мм от нижнего края передней или задней стороны юбки поршня. Для полноты картины измерения проводят также с помощью индикаторного нутромера.
При допустимой величине зазора поршень подлежит замене, если наблюдаются:
- Царапины, трещины и другие повреждения на днище и жаровом поясе; вызваны они, как правило, нарушением процесса сгорания топливно-воздушной смеси
- Неравномерный износ и деформация канавок для поршневых колец, в результате чего кольца сильно вибрируют, вызывают повышенный расход масла и прорыв картерных газов
- Забитые дренажные отверстия в нижней канавке под кольцо, вызывающие угорание масла
Что нужно знать, приобретая новые поршни?
При подборе нового поршня обязательно проверяйте, чтобы его диаметр в верхней части (на участке рядом с кольцами) был меньше диаметра в нижней, т.е. чтобы по форме он представлял собой конус.
Степень конусности поршней для разных двигателей зависит от их теплового режима – чем он выше, тем конусность больше. Причина в том, что поршень нагревается неравномерно (больше всего на днище, меньше всего – на юбке), и под воздействием температур конус превращается в правильный цилиндр.
На днище поршня указан его диаметр в районе поршневых колец. Однако при выборе новой детали лучше ориентироваться на другую, наибольшую величину – диаметр нижней части юбки. В этом случае обкатка пройдет быстрее и безопаснее.
Зазор между нижней частью юбки поршня и стенками цилиндра должен составлять от 0,05 до 0,1 мм. Точное значение зависит от объема цилиндра и указано в мануале двигателя.
Проверить правильность зазора между поршнем и цилиндром несложно опытным путем: детали нагревают до 150 С, после чего поршень опускают в гильзу и следят за его положением: при нормальном зазоре поршень не заклинивает и не падает, а плавно опускается под тяжестью собственного веса.
Выбирая поршни, обращайте внимание на фирму и материал. Дешевые алюминиевые комплекты от неизвестных производителей вряд ли прослужат долго. Недорогие сплавы, из которых изготавливают такие поршни, не содержат кремния (а именно он придает деталям прочность) и не имеют должного теплового расширения.
Поршни из качественных износостойких материалов обеспечат отличные рабочие характеристики двигателя и позволят существенно увеличить межсервисные интервалы.
Чтобы сделать ресурс поршней максимальным, некоторые производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня подобные материалы доступны и для обычных автовладельцев.
Например, специальный состав – MODENGY Для деталей ДВС. Он подходит как для промышленного использования, так и для частных случаев нанесения.
Антифрикционное твердосмазочное покрытие (АТСП) с высокодисперсным дисульфидом молибдена и графитом предотвращает появление задиров на юбках поршня, может использоваться как для создания нового защитного слоя, так и для восстановления изношенного заводского покрытия.
Состав высыхает при комнатной температуре за 12 часов. Перед использование АТСП поверхности обязательно подготавливаются с помощью Специального очистителя-активатора MODENGY, который гарантирует отличную адгезию покрытия и долгий срок его службы.
Помимо юбок поршней антифрикционное покрытие MODENGY Для деталей ДВС применяется в на вкладышах распределительных и коленчатых валов, дроссельных заслонках, шлицевых соединениях, штоках клапанов.
Как заменить поршень самостоятельно?
Для того, чтобы проверить состояние цилиндро-поршневой группы и диагностировать возможные неисправности самостоятельно, потребуются определенные навыки и знания.
Осмотр и замену поршней можно производить без снятия двигателя с автомобиля.
- Разборку ГБЦ начните со слива имеющегося внутри масла
- После демонтажа головки и поддона тщательно проанализируйте состояние прокладки ГБЦ, если оно вызывает опасения – удалите прокладку и снимите прилипшие к блоку остатки
Обязательно снимите нагар с верхней части цилиндра (например, с помощью напильника), иначе вы не сможете вытащить поршень и определить его возможную неисправность.
- Замеряйте диаметр цилиндра при помощи нутромера; убедитесь в наличии расточек: прокручивая коленчатый вал, следите за присутствием глубоких рисочек, расположенных в вертикальном положении
- Демонтируйте весь поддон: отверните крепежи на подушках ДВС, приподнимите его, раскрутите болты на поддоне и вытащите поддон
- Слейте оставшееся масло и осмотрите дно на предмет наличия металлических обломков (колец, успокоителей цепи и пр.)
- Если на дне поддона вы не обнаружили ничего металлического, тщательно осмотрите масляной пленку – если на свету она не начинает искриться, значит, вкладыши изношены и их нужно заменить
- Аккуратно достаньте поршень в сборе с шатуном и кольцами, проверьте его состояние: если на юбке имеются глубокие задиры, наблюдается прогорание днища и поверхности в зоне верхнего компрессионного кольца, износ верхней канавки под поршневое кольцо больше допустимого – проводится замена поршня
- Чтобы отделить поршень от шатуна, выньте из отверстий в бобышках стопорные кольца, с помощью пресса достаньте поршневой палец и отделите поршень от шатуна; в случае необходимости тем же прессом снимите бронзовую втулку
Поршень, палец и бронзовая втулка верхней головки шатуна работают в тесном контакте, поэтому, как правило, подлежат замене вместе.
Читайте также: