
Как править диски на станке титан
Ехал в командировку в областной центр, а там дорога очень плохая, ямы объезжать невозможно, так как яма на яме и ямой погоняет. Ехал с малой скоростью, но все таки пару ям уловил. В результате погнул диска. Диски у меня на машине стоят титановые. Подскажите пожалуйста, можно ли как - то выровнять титановые диски или нет. Ведь не хочется покупать новые, они не дешевые. Обычные диски я знаю что выравнивают, а вот за титаны никогда не слышал. Оставить так колесо не могу, потому, что машину начало уводить в сторону.
Пользователь
Повреждения дисков бывают разные, и от степени повреждения зависит его ремонтопригодность. У меня на Форд Мондео был подобный случай. После попадания автомобиля в яму, диск колеса был поврежден, и корд шины был разорван. На шиномонтаже попытался отремонтировать диск путем прокатки, но диск лопнул внутри по диаметру. Трещина была около 5 см длиной. Диск заварили аргоном, и снова попытались восстановить геометрию. В общем ремонт закончился удачно, и колесо легко отбалансировалось. Установленное на заднюю ось колесо, прослужило еще пару лет до продажи автомобиля.
Dmitriy
Пользователь
Это ж в какие ямки вы должны были въехать, чтобы деформировались титановые диски? Если деформирован лишь один диск, так должна же быть запаска. Ведь, по правилам, все колеса должны иметь одинаковые диски, марку и тип резины.
Если, вы не видите явных вмятин на дисках и грыж на шинах, то скорее всего, дело не в дисках, а в нарушении развала схождения.
Попробуйте заново сделать балансировку и развал-схождение. Притом, поезжайте не в любую мастерскую шиномонтажа, а на СТО, где для диагностики используется чувствительное и точное электронное оборудование. Если не поможет, то необходимо покупать новые диски и, похоже, что и шины.
sergonol1
Продвинутый пользователь
Вариант первый - титановых дисков нет, есть легкосплавные диски на основе алюминий - магний - медного сплава. Чистый титановый диск будет стоить, как билет на полёт в космос. И второй момент "выровнять" их можно, но это называется прокатка легкосплавных дисков. Т.е. нельзя взять молоток и пытаться выровнять место деформации, как это можно сделать на железном диске. Существует много сервисов, которые восстанавливают повреждённые диски. Самому это сделать не получится. В лучшем случае ничего не получится, в худшем диск треснет.
Начну с того, что легкосплавные диски можно рихтовать, только если они чуть- чуть погнулись, только краешек. Почему- спросите вы?
Отвечаю- Маленький залом на титановых дисках исправляют на специальном станке и без нагрева.

Как только появляется разрыв в диске или большой загиб его можно восстановить ТОЛЬКО нагреть паяльной лампой или его аналогом.


(Титановый диск -это утрированная форма большинства легкосплавных дисков.)Ну у нас в деревне так говорят.
А как только начинают греть титановые диски в месте нагрева молекулярная структура метала меняется и он в том месте становится очень хрупким. И в любой момент может треснуть и развалится.(Кому то хочется из вас, что бы у него диск лопнул на скорости хотя бы 50 км. в час, а при 100?) Так вот такие диски рихтуют, красят (типо он только поцарапан был, некоторые наглые говорят что это дорогой тюнинговый диск) и стараются продать по любой цене.А то что люди пострадать могут им плевать, деньги первее.
Если будите покупать титанки с рук смотрите везде, и если они будут покрашены и внутри и снаружи лучше не покупайте. Но это вам решать это ваша жизнь и здоровье.

И ещё когда рихтуют титанки даже без нагрева, очень часто 99% края обрезают фрезой, представляете, что с балансировкой диска будет ?
А если вам предлагают хотя бы такой диск(Это ещё не страшный)

То сразу им До свидания и уходите.
Рихтовка железных дисков.
Эти диски при рихтовке можно греть, но перегревать, тоже не стоит.

Если видите балон ацетилена возле правильного станка, не пугайтесь, может он просто для железных дисков.
Железный диск рихтуют на простом станке.

Эти железяки самые простые и правленые их можно почти всегда безбоязненно ставить на машину.
Комментарии 402

Отел бы посмотреть на того монтажника который бы титан нагреть смог )))

Это как раз не проблема. В начале 20 века начали делать пластины сейфов из титана, и взломщикам это составило большие проблемы, пока случайно один из них не узнал, что титан хорошо режется заводской кислородной горелкой. Так, что нагреть его не сложно, ведь температура плавления 1670 градусов, а изменение кристалической решётки титана начинается от 600 примерно.

ИХМО инженеры с колесных заводов перестраховываются:
1. они не знают, в каких условиях и какими очумелыми руками будет ремонт. Человеку скажешь 40 капель боярки в лечебных целях, он и забухает. Так и здесь, от каких-то там ремонтов надо откреститься.
2. нужна стимуляция спроса на новое, а не как в Прибалтике — вечная и бережная экстлуатация б/ушки.
Я с этим вопросом обращался в разные компании. И все говорят одно и то же. Так что я верю опытным людям.

глупости. если мастер грамотный и ответственный, ничего с диском не будет после ремонта
Вы думаете, что вы лучше знаете чем автомобильные инженера со всего мира?
а вы думаете, что вы автомобильный инженер всего мира?))
Я нет, но все мои рекомендации, это обязательные требования по ремонту дисков которые составляют инженеры ВСЕХ компаний по производству дисков. Да и школьный предмет физики за 11 класс и сопромат в институте так же говорит.

Вот именно. В сопромате, что написано про металлы после их нагрева не по инструкции, а ? Вот именно и не нужно мне рассказывать физику 9 класса.
Сопромат и физика девятого класса имеют небольшую, можно сказать совсем маленькую разницу в подаваемом материале.
Народ и физику не знает, а пытается мне базовые функции сопромата вывернуть.
Тормозной диск остыл.
Прочти коменты и поучи физику, особенно отдел Сопромат. Тогда будешь спорить.

специально сохранил инструкцию по эксплуатации литых дисков К&К, были в коробке. Если надо, сброшу через дней 10 ее фото!
как внешне отличить алюминиевый от дюраалюминевого диски?
Внешне ни как не отличите, там идут разные составы и добавления, чистого алюминия в дисках нет, они все с добавками, может идти титан, магний и т.д.

Вы знаете, если все инженеры говорят не греть диск, я им больше верю, чем работнику шиномонтажа. Так как там люди проводили десятки тысяч испытаний при разных условиях и им виднее.
да я тоже с ними спорить не хочу, там ребята вроде всё рассчитывают, но покупать оригинальный диск сразу же после того как ты его ударил не будет никто, кроме конечно реально больных людей)) а по сути инженеры и предлагают покупать новый диск, когда можно сделать старый, пусть даже немного подогрев!
И ещё хотелось добавить по поводу инженеров — а в курсе сколько машин по ОШИБКАМ ТЕХ САМЫХ ИНЖЕНЕРОВ отзывается постоянно на протяжении всего автомобилестроения ? Так что и у инженеров бывают провалы)) и кстати летом при интенсивной езде и торможении ваш диск может разогреться практически до температуры кипения воды, вот вам и нагрев — диски на свалку как бы))
Это я знаю, что диски сильно греются, имеется опыт гонок на Нюрнберском круге. Но дружище на такие машины ставят кованные, а не литые диски. Кованные можно греть до определённых температур. На спортивные машины кованные диски идут с завода.
С ковкой согласен, но я уже не совсем про спорткары имел ввиду, спортивные машины даже на других заводах разрабатываются, чем их рядовые собраться! Ну даже имея к примеру 540-ую, можно неплохо поджарить диски и там с завода не всегда ковка ставится)

Exhaustporn/Магазин сварочного оборудования. запись закреплена
Подскажите чем пилить титан?
Какие круги на болгарку использовать?
Есть ли специальные диски на маятниковую пилу?


Я обычными пилил, искорки красивые


Вася Котов
Антон, титан не пилится обычными дисками, он его елозит сам стачивается, пилил лист 3 мм ,полоску 30 см, 7 кругов ушло

Вася Котов ответил Tim
Вася Котов ответил Tim
Вася, попробуй меньше расстояние между краями и на нескольких участках давить , а не только по центру

Вася, надо прям быстро резать, чтобы металл не успел нагреться. Опасно, конечно. Нужно и в дисках уверенным быть, и в мастерстве, и, конечно, в противопожарной безопасности.




На маленьких оборотах пили, нормально получается. И обрабатывать напильником отлично



Макс Богинский
Да обычной болгаркой он пилится но вот из за крепкости долго если есть возможность то лентопильным станком лучше пилить



Сам не пилил. Но если бы мне надо было отрезать, и именно ушмкой, погуглил бы существуют ли в природе диски по титану. Если нет - взял бы по нерже Бош/Макита. Пилю такими и нержу и чернуху. Один 125-ый диск живёт как 2,5-3 "Луги". Стоят, конечно ощутимо дороже, но работать в разы комфортнее чем "лугой" или другими дешёвыми. Другие диски больше не беру.



Вася Котов


Gena Butorin



Вася Котов





Олег Гусев
Вася Котов

Расскажу свой опыт. Если пилить простой болгаркой обычным диском-круг просто сгорает в месте распиловки и сыпется, грозит разлетом и травмой, начинает бить. Пытливый ум и жадность привели к тому, что обычным кругом он все же пилится, но вот обороты нужно убавить, экспериментально подбирал скорость на болгарке так, чтоб круг не горел и не стачивался вмиг. Как итог все распилено)
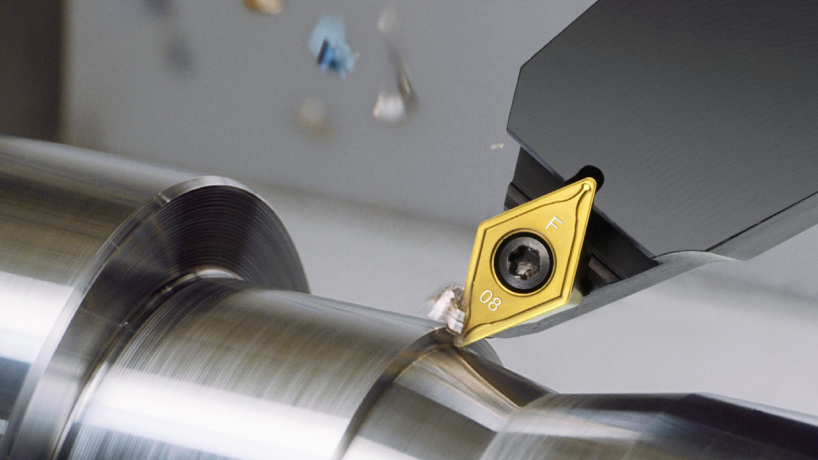
Обработка титана часто обсуждается применительно к фрезерованию, но о токарной обработке титана имеется не так много информации. Хотя большинство титановых изделий обычно обрабатывается фрезерованием, нередко этот экзотический материал подвергается токарной обработке.
Токарная обработка титана часто используется для изготовления фланцев или труб, которые будут использоваться в агрессивных средах. Он также используется для изготовления прочных, легких деталей, которые должны выдерживать нагрузку, и в деталях турбин.
В этой статье я поделюсь некоторыми советами, которые помогут вам успешно обрабатывать титан на токарном станке.
Примечание: данная статья является переводом
Совет №1: Титан двигается
Поскольку одно из наиболее типичных применений титана связано с облегчением веса, очень часто можно встретить очень тонкие титановые детали.
При обработке титана вы сразу же обнаружите одну вещь: он не сидит на месте. Очень редко удается использовать подход "грубо, чисто, грубо, чисто" при обработке всех сторон детали. Он значительно деформируется при удалении материала.
Возможно, вам уже знакомы некоторые из этих проблем, особенно если вы имели дело с тонким алюминием или нержавеющей сталью. Однако для титана следует ожидать еще большего коробления.
Тонкие титановые детали обычно необходимо зачистить с обеих сторон, затем разжать и обработать. Медленно подходите к готовым размерам, чтобы убедиться, что вы можете удерживать жесткие допуски.
На самом деле, возможно, имеет смысл попробовать провести цикл термообработки для снятия напряжения между черновой и чистовой обработкой. Это особенно удобно, если вы удаляете большое количество материала и требуется точность.
Обычно плоскостность очень сложна, если допуски жесткие. Поскольку деталь деформируется при повороте, отверстия также могут деформироваться так, что они становятся некруглыми и могут вмещать только штифты меньшего размера.
Cовет: не снимайте большое количество материала после достижения окончательных размеров; титан деформируется как сумасшедший. Сначала сделайте черновую обработку и потихоньку подбирайтесь к жестким допускам.
Совет профессионала: Использование чистового инструмента с малым радиусом носика (например, около .008″) может означать более длительный цикл чистовой обработки, но меньшее давление резания и меньший нагрев могут означать меньшее коробление при точной чистовой обработке.
Совет №2: Титан изолирует
Тепло от титана быстро не рассеивается. На самом деле, по сравнению с большинством других металлов, титан является скорее теплоизолятором, чем проводником.
Что это означает для токарной обработки?
Стружка не отводит тепло, как это происходит со сталью или алюминием.
На самом деле, если вы дадите агрессивную нагрузку, ваш резец быстро сгорит. Ваш инструмент - это то, что примет на себя большую часть тепла от резки. Ключ к успешному точению титана заключается в том, чтобы максимально снизить нагрев.
Вот как это проявляется при обработке титана:
- Используйте резцы, предназначенные для титана, которые обычно намного острее, чем те, которые вы бы использовали для стали. Такие резцы лучше режут и не выделяют столько тепла. Фрезы с отрицательным углом наклона или с закругленными режущими кромками не подходят для обработки титана;
- Используйте прореживание стружки. Если это вообще возможно, используйте вставки которые уменьшают размер стружки. Круглые вставки могут хорошо работать, как и при использовании 110-градусного угла вставки CNMG вместо 80-градусной стороны, когда это возможно;
- Хорошая подача охлаждающей жидкости имеет решающее значение! Тепло будет попадать в резак, и только охлаждающая жидкость предотвратит преждевременное выгорание твердого сплава. Мало того, что охлаждающая жидкость должна быть сильно направлена в разрез, вам, вероятно, также понадобится более концентрированная смесь, чтобы получить необходимую смазывающую способность. Это подходящее время для того, чтобы поговорить с вашим торговым представителем охлаждающей жидкости, чтобы узнать, что они рекомендуют;
- Не нажимайте на обороты. Обычный SFPM для титана обычно составляет около 150 или около того, и вы можете получить немного больше для чистовой обработки, если ваш сплав позволяет это. Иногда даже изменение скорости вращения на 10% может привести к катастрофическому отказу фрезы, которая прослужила бы целый час. Титан неумолим;
- Нагрузка стружки важна, но не так важна, как число оборотов. Вы просто не сможете оттолкнуть 6- и 9-гранники толщиной .040″, как это можно сделать со сталью, но вы можете сделать это лучше, чем многие думают. Одно исследование показало, что изменение нагрузки на стружку от .002″ до .020″ привело к изменению температуры реза на 300 градусов по Фаренгейту. Если вы пытаетесь достичь максимальной производительности, увеличивайте подачу, а не скорость.
Совет №3: Титан съедает твердый сплав заживо
Титан является абразивным материалом для резки, и твердый сплав испытывает на себе его воздействие.
К распространенным проблемам относятся сколы и износ насечек на "коже" реза. Геометрия и марка пластины могут оказать огромное влияние на срок службы инструмента и стабильность процесса. Например, рассмотрите возможность использования пластины WNMG вместо CNMG.
Представители инструментальной промышленности обычно всегда хотят продемонстрировать свои новейшие и лучшие марки твердых сплавов для титана. Я бы настоятельно рекомендовал брать все бесплатные изделия, которые они готовы раздать, чтобы проверить, действительно ли это имеет значение.
Помимо правильного выбора резцов, есть несколько методов программирования, которые помогут вам продлить срок службы ваших инструментов.
Поскольку износ насечки - явление очень распространенное, попробуйте варьировать глубину резания, чтобы распределить его. Закапывайте фрезу, пока есть запас, и уменьшайте глубину реза по мере истончения заготовки.
Инструменты также не любят, когда их зарывают в углах. Даже при точении программирование интерполяции дуги и использование инструмента с меньшим радиусом наконечника, скорее всего, увеличат срок службы инструмента, чем полное погружение инструмента на одном шаге. Это особенно важно для отделки траекторий движения инструмента.
Исследования по токарной обработке титана:
Многие производители оснастки демонстрируют свои собственные исследования о том, насколько им удалось повысить срок службы и эффективность инструмента с помощью новейших разработок. Честно говоря, трудно отделить маркетинговый ход от правды.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

Сделай сам
Когда-то давно работал на шиномонтаже, поэтому знаю все тонкости этого дела. В этой статье поделюсь не большими нюансами и хитростями, о которых водители, приезжающие на сезонную смену резины могут не знать. В основном это относится к балансировке колес. Но и при смене резины, установке другой покрышки на диск, тоже есть не большие нюансы. Например, борта старого диска, которые могут быть повреждены, лучше помазать специальным герметиком, это даст гарантию того, что бескамерная шина не будет спускать. Если в шине есть трещины, которые заклеить сложно либо не возможно, то можно установить в нее камеру и продлить срок службы.
На новых шинах есть специальные желтые точки в определенных местах, они называются балансировочными метками.
Этой точкой метится самое легкое место на шине. При установке его на диск, эта метка совмещается с соском, то есть с самым тяжелым местом на диске. Нужно это для того, что бы колесо правильнее и проще отбалансировалось. Бывало, что неопытный шиномонтажник устанавливал его не по метки, но если колесо будет правильно отбалансировано на станке, то можно на это закрыть глаза.
Что такое балансировка колес, максимально просто.
Балансировкой добиваются правильного распределения веса по высоте и ширине колеса. Есть два вида балансировки колес статическая и динамическая.

Статическая балансировка это когда колесо уравновешивают по высоте. Этим добиваются совпадения центра масс колеса с осью вращения. Динамическая балансировка помогает правильно распределить вес по ширине колеса с разных сторон.
Обычно рекомендуется их балансировать после 5 тысяч километров пробега и при каждой сезонной смене. Если этого вообще не делать либо делать, но не вовремя, то резина может изнашиваться не равномерно.

При неправильной балансировке колес на скорости выше 60 километров может появится вибрация, которая будет усиливаться с повышением скорости.
Многие не знают, но колесо которое было отбалансировано на стенде, еще нужно правильно установить на ступицу. То есть отбалонсировать его совместно со ступицей. Для этого нужно по вращать его в разные стороны и отметить мелом те места в которых оно само останавливается. Если эта метка постоянно находится в одном месте, то нужно переставить колесо на болтах, и добиться того, что бы метки были распределены по окружности колеса. Таким образом производится окончательная балансировка колеса на ступице. Ну конечно это редко кто делает.
И еще в некоторых литых дисках устанавливаются центровочные кольца, нужны они для того, что бы колесо точно стало на ступицу, то есть по центру. Бывает, что после переобувки они смещаются, деформируются либо вылетают из диска. Без них может начаться вибрация на скорости. То есть нужно за этим проследить.

Теперь о правильной балансировке.
Грузы, должны быть сделаны из свинца, на шиномонтажах можно встретить покрашенные железные грузы.

Такие грузы могут ржаветь и отрываться от диска, лучше их вообще не устанавливать, потому, что балансировка может оказаться пустой тратой денег. То есть нужно посмотреть какие грузы использует шиномонтажник.
Вот это свинцовые грузы.

И еще грамотный шиномонтажник разместит балансировочные грузы за спицами диска. Когда колесо поставят на машину их не будет видно.

Но так делают далеко не на всех шиномонтажах.
И наверное самое главное.
Если шиномонтажник идеально отбалансировал колесо, станок показывает 0 грамм, то верить этому не нужно. Потому что программу можно настроить так, что при любом дисбалансе колеса 5, 10, 15 грамм станок будет показывать 0.
Для того, что бы увидеть реальные цифры нужно всего лишь нажать определенную кнопку на станке. Обычно настраивают на 5-10 грамм. То есть колесо будет не полностью отбалансировано.

Что можно сделать, наверное, спросить у шиномонтажника, об этой настройке и если он откажется ее продемонстрировать то, нужно ехать на другой шиномонтаж. Либо вообще не обращать на это внимание.
Если вам было полезно, ставьте лайк и подписывайтесь на канал.
Можете еще прочитать: Этот двигатель хлам. Как при покупке авто профессионалы определяют состояние двигателя буквально за 3 минуты.
Читайте также: