
Как измерить ход коленвала ваз
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.

Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
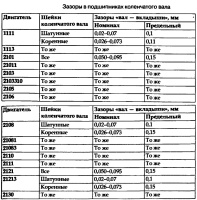
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
— Биение коренных шеек.
— Биение посадочных поверхностей под звездочку, шкивы, маховик, подшипник первичного вала коробки передач.
— Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек.
— Биение торцевой поверхности фланца.
Допуски биения шеек коленчатого вала двигателей ВАЗ.

Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
— Прилипании и проворачивании вкладышей.
— Работе с разбитым и стучащим вкладышем шатуна.
— Заклинивании поршня.
— Обрыве шатуна.
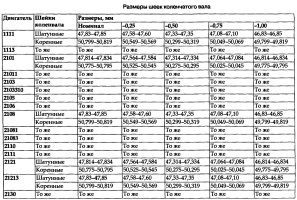
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.

Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.

Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
Шлифование шеек коленчатого вала двигателей ВАЗ.
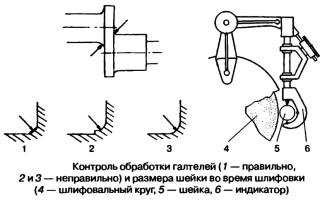
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
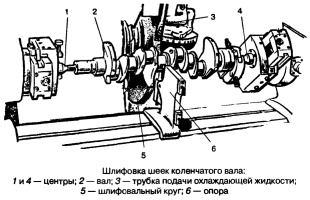
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
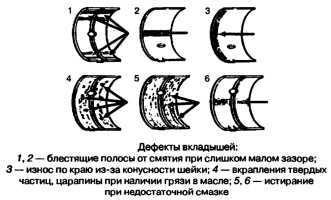
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.

После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
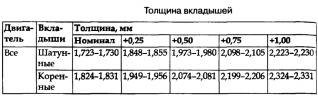
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Как померять ход коленвала.
Если вы не слышали слово коленвал, эта статья Вам не нужна. Если Вы понимаете, что придется когда-то ремонтировать мотор, а не менять мотоцикл, написанное здесь может пригодится. Если же вы собираетесь покупать запчасти в Харькове или в Одессе – читать непременно!
Теория. Коленвал это деталь, превращающая поступательные движения во вращение. На пример возьмите нитку, привяжите гаечку, покрутите. Или посмотрите старое кино с паровозом, как там вращаются колеса. Взрыв паров бензина толкает поршень, который поступательно передвигается, а через палец он связан с шатуном коленвала, который начинает вращательное движение. Я знаю, что знаете, читайте дальшее. Так вот эти движения отличаются длиной хода. (длиной нитки с гаечкой). Ведь объем двигателя зависит от диаметра поршня и хода вот этого поршня связанного с шатуном. Поэтому двигатели с одним объемом могут иметь разные коленвалы, и двигателя с одним и тем же коленвалом могут иметь разные объемы. На практике это и есть возможность форсировки моторов, вместо одного коленвала поставить иной, увеличив объем мотора, а соответственно и мощность. На китайских двигателях так делается, сплошь и рядом, есть и у японцев такое.


Практика. Промерять ход шатуна коленвала немного сложней, чем поршня. Линейку к поршню приложил, и уже есть размер. Чтобы помереть ход шатуна коленвала нам надо сделать два измерения, а потом с помощью калькулятора получить результат (отнять один результат измерений от иного). Переводим коленвал в верхнюю мертвую точку. (Шатун максимально далеко от щек). Сначала надо померить расстояние от верхней точки на шатуне под палец до ближайшей точки на щеке коленвала, как на первой фотографии. Полученный результат записываем в калькулятор. Переводим коленвал в нижнюю мертвую точку. Фото 2.(Шатун максимально близко к щекам). Для максимальной точности вставьте палец поршня, у меня его нет под рукой, поэтому можно помереть и так. Меряем теперь расстояние между теми же точками, что мерили в предыдущем замирении, то есть между верхней точки на шатуне под палец до ближайшей точки на щеке коленвала. Полученый второй результат измерений отнимаем с помощью каклькулятора и получаем ход коленвала. Чем точнее измерения, тем точнее результат. Зная все это, теперь вам не страшен никакой нечестный продавец, даже если не пригодятся эти знания, все равно теперь Вы опытней!
- классический автомобиль с ДВС в 1.6 л;
- изделие с 1.3-литровым двигателем, а также измененным карбюратором, длина хода поршней меньше на 1.4 см;
- 1.5-литровый двигатель с измененными параметрами шатунно-поршневых элементов и блока.

Популярностью пользуются все без исключения вариации, однако наиболее востребованными по-прежнему остаются модели, объем двигателя которых рассчитан на 1.5 л. Этот ВАЗ 21061 довольно неприхотлив в эксплуатации и реже других модификаций выходит из строя. В общей сложности вне зависимости от вариантов исполнения двигатель ВАЗ 21061 — 21063 включает в себя следующее:
- цилиндр и картер, внизу которого обычно устанавливается специальный поддон;
- поршень и прилегающие к нему компрессионные кольца, располагающиеся непосредственно внутри цилиндра;
- коленчатый вал, осуществляющий движение внутри подшипников картера.

Как снять коленвал не снимая двигатель?
Можно снять коленвал не снимая двигатель, но проще снять двигатель, а потом снимать коленвал.
Чтобы снять коленвал не снимая двигатель, надо снять поддон, коробку передач, маховик, заднюю крышку с сальником, переднюю крышку, снять цепь или ремень ГРМ это зависит от модели двигателя, шатунные подушки, и подушки коленвала.
Как видите, не так просто снимается коленвал, если не снимать двигатель, проще снять движок, чем снимать все то, что описано выше, и лазить под машиной.
Правила тюнинга
Основная цель, которую преследует качественный тюнинг, — это улучшенные технические характеристики двигателя. И достигаться нужный результат может следующими методами:
- форсирование движка;
- чип — тюнинг;
- замена системы зажигания на более мощную.
Сложнейшая и одна из самых затратных процедур — это увеличение диаметра цилиндров и поршневого хода. Вес автомобиля ВАЗ при этом не меняется, а вот мощность на выходе увеличивается в разы. Лучшее решение в этом случае — заменить цилиндры, установить которые будет и проще, и дешевле. Габаритные размеры комплектующих изменятся совсем незначительно и никак не будут сказываться на качестве езды. Габариты дают о себе знать лишь тогда, когда транспортное средство переполнено или неисправно.

Другой действенный способ тюнинга — это улучшение динамических показателей мотора, достигаемых следующим путем:
- уменьшается масса коленвала и шатунно-поршневой системы;
- корректировка передаточных чисел шестерен;
- регулировка электронных комплексов.
Крутящий момент автомобиля от таких действий не слишком изменится, мощность увеличится, но незначительно.
На помощь могут прийти радикальные методы, позволяющие желающим осуществить углубленный тюнинг.
Заключается он в подборе специального коленвала взамен заводской единицы. Это позволит изменить автомобиль, практически уменьшить клиренс, нарастить мощность. После того как все необходимые элементы заменены, проводится ремонт и отладка автомобиля в целом.
Чип-тюнинг — сравнительно новый метод модернизации, позволяющий менять параметры без механического вмешательства с помощью специального программного обеспечения. Сколько весит двигатель и когда он был выпущен, значения не имеет. Система справится с любым, даже самым сложным, обстоятельством.
Замена системы зажигания относится к разряду прогрессивных методик тюнинга. Лучшее решение — это блок, носящий название бесконтактного и позволяющий существенно выиграть в мощности.
Эксперименты с собственным автомобилем — это, безусловно, хорошо, однако, решаясь на очередную модицикацию, нужно подумать, не станут ли они последним, что добьет транспортное средство. Ширина спектра экспериментов велика, поэтому торопиться не нужно. Лучше хорошенько подумать и подобрать то, что действительно придется кстати.
Как можно отшлифовать шейку коленчатого вала вручную?
Был у меня один такой случай в практике, когда отшлифовал шатунную шейку в ручную без станка. Как-то приехали к моему другу родственники за 1200км. Как движок в их ВАЗ 2114 застучал уже в гостях из-за того что когда выезжали на природу ударили поддон о камень. Погнули поддон и вмятина перекрыла подачу масла в маслоприемник, масло шло, но очень слабо из-за чего и застучал второй шатун.
Притащили мне эту машину в пятницу вечером, и друг просит, Сергей я тебе буду помогать но родственникам надо обязательно уехать в воскресенье. Говорю ему, так завтра суббота и мастерская не работает по расточке коленвалов, он меня просит придумай как можно сделать без станка, говорю ему я вечером подумаю а завтра постараюсь сделать. За вечер вариантов 10 придумал, но остановился на одном, как мне показалось самым быстрым и удобном.
Чем отличается коленвал ВАЗ 21213 от ВАЗ 2103?
Высота блока цилиндров на классический автомобиль ВАЗ (от оси коленвала до плоскости прокладки головки блока цилиндров) : – 2101, 21011, 2105 = 207, 1 допуск -0, 15, – 2103, 2106, 2121, 21033 (под 76 бензин для Китая), 2130 (1, 8 литра ОПП) = 215, 9 допуск -0, 15, – 21213 (на мотре 21214 блок 21213) = 214, 58 допуск -0, 15. Толщина стенок цилиндра обычно позволяет увеличить диаметр не более чем на 2-а мм, если водяная рубашка, а точнее диаметр цилиндра смещен относительно рубашки могут возникнуть проблемы.
Ход колена 2101, 2103, 21213: ход 2101 – 66мм (в обиходе называется низким) ход 2103 – 80мм ход 21213 – 80мм (более сбалансирован за счёт более развитых противовесов, видимо в ущерб весу) ход 2130 – 82мм
Как промыть коленвал после расточки?
Промыть коленвал после расточки очень легко, наберите в насос бензин, и шлангу от насоса прижимайте к отверстиям коленвала, давите на насос и бензин под давлением будет промывать коленвал внутри. Обычно отверстия на шейках коленвала сквозные, поэтому противоположное отверстие затыкайте пальцем, и бензин будет идти по каналу в шатунную шейку и промывать весь канал.
Но не промывайте соляркой, так как она очень терпкая, и при сборке коленвала остатки солярки будут выходить из отверстий коленвала на вкладыши и его может заклинить.
Сборка двигателя ВАЗ 2101 до 2107
Продолжаем делать капитальный ремонт двигателя шестерки. Запчасти куплены, блок и коленвал расточен. Остался вроде пустяк, взять и самому дома собрать двигатель, сэкономив деньги на мотористе.
Но, очень много пришлось мне переделывать движков после самоделкиных, и бестолковых мотористов.
Поэтому постараюсь в этой статье объяснить как правильно собрать двигатель, учитывая всякие мелочи, так как, не учитывая эти мелочи, движок долго работать не будет.
Сборку двигателя начинаю с установки коленвала, здесь и надо учесть очень много мелочей.
При сборки двигателя, можно его хорошо помыть, а можно и не мыть, но главное, чтобы внутри двигателя все было чисто, а я зажрался и с наружи принципиально движок не мою, и все это знают. Единственно советую после ремонта двигателя заехать на мойку и там помыть двигатель сверху, если есть желание.
А с другой стороны, мне нравится тот момент, когда приходит хозяин забирать машину после ремонта, открывает капот и видит чумазый двигатель, кривит лицо, но после того как его заводит, расплывается в довольной улыбке.
Перед установкой коленвала, надо установить коренные вкладыши в постель блока двигателя, обязательно тряпкой протрите начисто постели вкладышей перед установкой вкладышей. Чтобы не одой соринки не было между вкладышем и постелью. На фото показано как правильно надо поставить вкладыши в блок дигателя.

Фото. Правильная установка вкладышей в блок двигателя ВАЗ.
После установки вкладышей, обязательно смажьте их маслом.

Фото. Установленные упорные полукольца (полумесяцы)
И перед самой установкой коленвала, установите в блок упорные полукольца (полумесяцы), чтобы они не падали смажьте их с маслом. Аккуратно поставьте коленвал на вкладыши и смотрите, чтобы не упали полумесяцы.
Обычно ставлю полумесяцы с латунным напылением, но если у Вас один полумесяц с латунным напылением, а другой с алюминиевым, то со стороны маховика ставьте с латунным напылением.

Фото. Проверка продольного хода коленвала.
После установки коленвала, обязательно проверти продольный ход коленвала. Обычно добиваюсь чтобы продольный ход коленвала был по нулям, или максимум одну десятую миллиметра. Проверить продольный ход коленвала можно вставляя отвертку между щечками коленвала с разных сторон. Если не учесть продольный ход коленвала, и ход будет большой то выпадут полумесяцы, коленвал будет продольно болтаться в двигателе, при нажатии на сцепление упираться в блок двигателя и грызть метал в блоке. Так как я ремонтом занимаюсь давно, то у меня целая куча рабочих и новых полумесяцев, также продаются специальные ремонтные полумесяцы, они толще стандартных. Поэтому мне легко подобрать полумесяцы чтобы не было продольного хода коленвала. Если после установки стандартных полумесяцев, в коленвале есть продольное перемещение, купите ремонтные полумесяцы, но часто бывает что на ремонтные полумесяцы не садится коленвал, тогда попробуйте поставить один рабочий полумесяц а другой ремонтный, или на точильном камне аккуратно сточите лишний метал с ремонтного полумесяца.

Фото. Проверка коленвала на зажатость.
После того как полумесяцы подобраны, вставьте вкладыши в подушки, и наживите их на коленвале, но сразу сильно не затягивайте, вставьте ключ на коленвал и начинайте затягивать по одной подушки, и после затяжки очередной подушки пробуйте прокрутить коленвал. Подробности проверки и подгонки вкладышей найдете на странице Ремонт коленвала.

Фото. Шатун с поршнем приготовлены к выбиванию пальца.
Основные размеры коленчатого вала даны на рис. 2-36.
Очистка каналов системы смазки
Для очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А.94016/10, надетым на шпиндель А.94016, тщательно промойте каналы бензином и продуйте сжатым воздухом.
Нанесите герметик УГ-6 на поверхности гнёзд заглушек.
Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в 3-х точках керном.

Рис. 2-36. Основные размеры шатунных и коренных шеек коленчатого вала их галтелей
Коренные и шатунные шейки
Проверка. Установите коленчатый вал на две призмы (рис. 2-37) и проверьте индикатором:
— биение коренных шеек; максимально допустимое 0,03 мм;
— биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач; максимально допустимое 0,04 мм;
— смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек; максимально допустимое +0,35 мм;
— неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала, индикатор, установленный сбоку, на расстоянии 34 мм (рис. 2-37) от оси вала, не должен показывать биения более 0,025 мм.
На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены — замените вал.
На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски.
Шлифование шеек. Коренные и шатунные шейки шлифуйте, уменьшая на 0,25 мм так, чтобы получить, в зависимости от степени износа, диаметры, соответствующие значениям, приведенным в табл. 2-2, 2-3 и радиусы галтелей шеек, как указано на рис. 2-36.
После шлифования и последующей доводки шеек хорошо промойте коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промойте бензином под давлением. На первой щеке коленчатого вала маркируйте величину уменьшения коренных и шатунных шеек (например К 0,25; Ш 0,50).

Рис. 2-37. Допустимые биения основных поверхностей коленчатого вала
Таблица 2-2 Диаметры шатунных шеек, мм
Таблица 2-3 Диаметры коренных шеек, мм
Овальность и конусность коренных и шатунных шеек после шлифования должны быть не более 0,007 мм.
Вкладыши коренных подшипников
На вкладышах не производите никаких подгоночных операций. При задирах, рисках или отслоениях замените вкладыши.
Зазор между шейками коленчатого вала и вкладышами можно определить расчетом, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей.
Номинальный расчетный зазор составляет 0,050-0,095 мм. Если он меньше предельного (0,15 мм), то можно снова использовать эти вкладыши. При зазоре, большем предельного, замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то замените вкладыши ремонтными (увеличенной толщины, см. табл. 2-4).
Таблица 2-4 Толщина вкладышей коренных подшипников, мм
Признаком правильности сборки и сопряжения шеек с вкладышами является свободное вращение коленчатого вала.
Цифры 0,25, 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифования.
Маховик
Проверьте состояние зубчатого венца; в случае повреждения зубьев замените маховик.
Поверхности маховика, сопрягаемые с коленчатым валом и с ведомым диском сцепления, должны быть без царапин, задиров и быть совершенно плоскими.
Если на рабочей поверхности 3 (рис. 2-38) маховика под ведомый диск сцепления имеются царапины, проточите эту поверхность, снимая слой металла толщиной не более 1 мм. Затем проточите поверхность 2, выдержав размер 0,5+0,1 мм и обеспечивая параллельность поверхностей 2 и 3 относительно поверхности /. Допуск непараллельности составляет 0,1 мм.
Рис. 2-38. Маховик: 1-поверхность крепления к фланцу коленчатого вала; 2 — поверхность крепления сцепления; 3 — опорная поверхность ведомого диска сцепления
Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность /, (рис. 2-38), проверьте биение плоскостей 3 и 2. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм.
Проверка осевого зазора коленчатого вала
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника. С передней стороны подшипника устанавливается сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое (желтого цвета). Полукольца изготавливаются нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Осевой зазор между упорными полукольцами и упорными поверхностями коленчатого вала проверяется так:
— установите индикатор на магнитной подставке и вставьте концы двух отверток, как показано на рис. 2-39;
— переместите вал отвертками и проверьте по индикатору осевой зазор, который должен быть в пределах 0,06-0,26 мм.
Если зазор превышает максимально допустимый 0,35 мм, замените упорные полукольца другими, увеличенными на 0,127 мм.

Рис. 2-39. Проверка осевого зазора коленчатого вала
Примечание. Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле, с помощью приспособления 67.8701.9510. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина осевого зазора определяется по перемещению переднего конца коленчатого вала.
Читать интересные статьи про автомобиль ВАЗ2106…
Распределительный вал и его привод
Распределительный вал двигателя 21213 отличается от 2121 другим угловым расположением кулачков, т. к. на двигателе 21213 иные фазы газораспределения.
В приводе распределительного вала имеются особенности в ремонте натяжителя цепи. У него плунжер удерживается от выпадания из корпуса не стопорным кольцом (как на двигателях 2121), а с помощью кернения корпуса в трех точках. Для разборки натяжителя следует опиливать края корпуса в местах кернения. После установки в корпус натяжителя плунжера необходимо раскернить корпус в трех точках. При этом выступы от кернения не должны касаться поверхности при движении плунжера.
В чем разница между ВАЗ-2105 и ВАЗ-2107 внешне и внутренне: характеристики
Внешние отличия
Читайте также: