
Как гнуть топливные трубки ваз
Предупреждение: В этом автомобиле используется несколько типов быстроразъемных соединений с пластиковым буртиком для подачи топлива и улавливания паров топлива.
| • | Муфты Bartholomew (1) |
| • | Q-Release (2) |
| • | "Сжать, чтобы освободить" (3) |
| • | С выдвигающимся кронштейном (4) |
| • | Универсальное соединение (5) |
| • | TI Loc (6) |
| • | Безопасный замок (7) |
Сбросить давление из топливной системы перед обслуживанием любых ее соединений. См. Понижение давления топлива .
Предупреждение: Прежде чем подсоединить топливные трубки к фитингу, всегда следует смазывать входящие окончания трубок чистым моторным маслом. Это обеспечит хороший контакт и поможет избежать утечек. Всегда заменяйте уплотнительные кольца.
Процедура установки
Предупреждение: Прежде чем подсоединить топливные трубки к фитингу, всегда следует смазывать входящие окончания трубок чистым моторным маслом. Это обеспечит хороший контакт и поможет избежать утечек. Всегда заменяйте уплотнительные кольца.
Как отремонтировать трубку топливной системы?
Как снять быстросъемный топливный штуцер
Про топливные шланги и штуцера
Пайка топливных трубок
Как легко одеть пвх трубку
Вариант ремонта обломанного штуцера бензонасоса
профессиональный ремонт отломанного штуцера бензонасоса материал РОМ — урок
Течет из защелки бензопровода.
Крепление топливо провода.
Быстросъемы и фитинги для пневмошлангов



Дальше заехал в другой магазин и докупил угловые быстросъемы по цене 42 грн.шт., в инете дешевле — detali.zp.ua/catalog/9239…py_vaz_inzhektor_uglovoj/.

На яме осмотрел, как расположены стоковые патрубки в авто, они повернуты на право, почти параллельно стенке под лобовым стеклом, только снизу.
Теперь нужно было придумать как соединить патрубок 8/6 мм. с быстросъемом, диаметр которого 8 мм., т.е. одеть 6 мм. на 8 мм. В инете полно информации о нагреве кипятком, зажигалкой, паяльником, фенами – бытовым и промышленным и т.д. Кипяток не сработал, температура в 100 градусов низковато для этой трубки. Дальше начал греть феном промышленным, есть на работе с настройкой и отображением температуры. Экспериментально нашел температуру в 210 градусов, при которой трубка на расстоянии 3-4 см. от края фена не плавится. Но, как и писали в инете – скручивается гармошкой и не налазит. Испорченные кусочки все больше и больше, трубка короче и короче, а ничего не выходит.

Понял, что нагрев идет снаружи, а внутри стенки трубки не нагреваются. Встал вопрос как это реализовать. И тут вспомнил о пайке ПВХ труб специальным паяльником. Нашел сверло на 7, мини тиски. Собрал все это дело и начал пробовать. Экспериментально получил более-мение рабочую систему, когда температура фена 400 градусов и воздух направлен на сверло и тиски. Если нагреть сильнее, пластик на трубке плавится, т.е. нагреваем до момента плавления и отводим в сторону сопло фена. Плавно без большого усилия надеваем трубку на сверло на глубину 5-7 мм. больше посадочного месса на быстросъеме, у меня это 25 мм., держим 3-5 сек., снимаем и быстро одевает с усилием на быстросъем до конца.

Как это сделать, так чтобы не повредить?
Был у кого такой опыт?

UAZ Patriot 2007 Limited (Euro-2)
CodeDaemon писал(а): Вопрос значит-ся вот какой.
Требуется изогнуть трубку топливопровода

Как это сделать, так чтобы не повредить?
Был у кого такой опыт?

Есть способ, но для начала потренироваться надо на куске медной трубки.
Значит так, вначале с одного конца трубку загерметизируй (я вкручивал крупный саморез под ключик) потом засыпь в трубку самую мелкую соль, потрамбуй, затем с другого конца загерметизируй трубку. Ну и потом в тисочки, да помаленьку ювелирненько гни всю конструкцию на нужный угол. Выгнул - выкрути саморезы и кидай в емкость с водой, чтобы быстрей растворилась можно подогреть
Я таким образом выгибал трубки для сапунов :D
А ещё можно через специальную оправку. :D Трубка ложится в ложе оправки нужного диаметра (соответствует диаметру трубки) и загибается на нужный угол. Но это ежели делать правильно. А так - да, соль. Я песок применял, мелкий. Можно трубку газовой горелкой подогреть, чтобы гнулась легче.

ledobur писал(а): А ещё можно через специальную оправку. :D Трубка ложится в ложе оправки нужного диаметра (соответствует диаметру трубки) и загибается на нужный угол. Но это ежели делать правильно. А так - да, соль. Я песок применял, мелкий. Можно трубку газовой горелкой подогреть, чтобы гнулась легче.
Соль лучше. Водой растворяется полностью, нет "зацепившихся" песчинок. Отжигать (до красного каления) в месте сгиба желательно до засыпки соли. Гнуть после остывания.
yu_yu писал(а): Отжигать (до красного каления) в месте сгиба желательно до засыпки соли. Гнуть после остывания.
Вот тут не понял, зачем гнуть после остывания? Какой смысл тогда в нагреве? Отпустить металл? так его надо отпускать после гиба по идее, чтобы небыло напряженностей
UAZ Patriot 2007 Limited (Euro-2)
CodeDaemon писал(а): Вот тут не понял, зачем гнуть после остывания? Какой смысл тогда в нагреве? Отпустить металл? так его надо отпускать после гиба по идее, чтобы небыло напряженностей
Эээ. При сгибе наружняя поверхность прутка или трубки растягивается, а внутренней наоборот приходится сжиматься. Чтобы облегчить сей процесс и получить ровный загиб, металл отжигают перед сгибанием. Сталь для отжига нагревают до желтого свечения и как можно медленнее остужают. Медь наоборот, нагревают до темно красного и быстро остужают в воде. С латунными сплавами - нагрев делается крайне осторожно из за присутствия цинка в сплаве, что дает, часто совершенно неожиданное разрушение детальки в процессе нагрева, если чуть превысить температуру. Греть до едва заметного свечения. Чтобы не ошибиться с цветом нагрева - смотреть лучше в темноте или по крайней мере при плохом освещении. Остальное так же как и с медью. После загиба медь еще раз отжигать не нужно, если не собираешься еще раз гнуть в этом же месте. Отжигать сталь - в принципе не помешает, и то лишь в том случае если при окончании загиба материал шел очень туго или потрескивал или имеет сварной или иной шов.

В память о старых хозяевах с машиной достался прогнивший/перебитый топливопровод прямо на выходе из ниши топливного бака на днище. Гениальность ремонта бывших владельцев выразилась в натягивании двух шлангов вместо не хватающих частей.

Решил заменить топливные трубки, а вместе с ними и все шланги.
Трубки оказались хреновыми, согнуты очень приблизительно и диаметр обратки в месте входа в шланг больше отверстия в шланге. Пришлось гнуть трубки по снятым старым и рассверливать два отверстия в штуцерах шлангов до 8 мм. Так же в процессе снятия бака сломал трубку вентиляции, точнее она рассыпалась в труху еще до моего вмешательства. Под рукой не было подходящей новой трубки, а городить из старой топливной не стал. Поставил пока длинный шланг и скрутил его в бараний рог возле топливного фильтра.

Позже выгну по месту медную трубку.
Заодно при установке бака натянул новый наливной патрубок.

А теперь о грустном. Находясь под машиной решил постучать снизу отверткой. Видимо отвертку я взял больше, чем нужно, поскольку после этого образовалось чрезмерно неприличное количество вентиляционных отверстий.
Средних лонжеронов нет, как до крепления балки, так и после.

Задний правый лонжерон и правая панель пола багажника осыпались на моих глазах.


Спереди слева вскрылся соединитель, тот, к которому крепится рычаг и оба лонжерона пола начали умирать в месте примыкания к полу.

Так же наковырял несколько не значительных отверстий по самому полу.

При этом пороги живые и крепкие. Хоть машина и была основательно обработана и пролита изнутри, но годы берут свое и среднестатистический 20 летний ТАЗ не может быть не гнилым.
Погрустил пару вечеров, подумал как быть дальше.
Оставить как есть — после зимы колеса отпадут сами и машину можно будет оттащить в приемку рублей по 7 за килограмм.
Продать как есть — тоже не вариант.
Запенить макрофлексом, заштукатурить и продать — совсем не вариант, это скотство.
В итоге, решил переварить и еще покататься. Для начала самое страшное — заднюю часть, спереди проще. Затарился железяками первой необходимости:
2110-5101372 лонжерон правый средний
2110-5101373 лонжерон левый средний
2110-5101331 лонжерон задний левый
2110-5101332 лонжерон задний правый
2110-5101040 панель пола правая
+ эпоксидник, шовный герметик под кисть и по мелочи.
Осталось поймать волну жгучего желания и начать ремонт, сейчас как-то вообще на это не стоит.

Так вот привозят вот такие трубки.

Предложили сделать топливопровод из медной трубки со шлангами под хомуты, предварительно вальцуем шарик на конце, чтобы хомуту было за что зацепится.

Конструкция надёжная проверено на многих автомобилях, шланги используем фирмы gates масло бензостойкие рассчитанные на рабочее давление 10 атм, хомут держит до 10 атм спокойно, а в топливной системе рабочее давление около 4 атм поэтому сомнений в надёжности предложенного варианта нету. это к тому же и быстро технология изготовления топливных трубок из меди обкатана и проверена нами на протяжении 15 лет.
Тут возникло одно но. Такое большое, НО. Они восстанавливают Porsche и хотят, чтобы было приближенно к заводскому исполнению, то есть трубка стальная, шланги опрессованные муфтами и т.д. В Москве такую услугу никто не предлагает…
Ну что ж проект интересный — делаем!
Подача топлива трубка стальная
д10 толщина стенки 1 мм, обратка д8 стенка 1мм, м-да…
стальная трубка производителя WP
стальная трубка производителя WP
В нашем ассортименте представлены трубки производителя WP,
известная польская фирма, качество высокое,
но в ассортименте нету стальной д10 мм и отсутствуют нужные нам фитинги… засада…
Ищем подходящее. Выбор пал на цельнотянутую гидравлическую трубку подходит по всем характеристикам, для топливной магистрали к тому же и оцинкованная прям идеал.
Теперь фитинги, их много и все разные. Опять двадцать пять, нету готовых, будем делать сами. Используем сталь Ст45.

Теперь вальцовка концов стальных труб.
В промышленности это называется формовка концов труб.

Пробуем самым дешёвым станком для вальцовки:
Прибор для изготовления тормозных трубок диаметром 4,75мм. 6,35мм. 5/16¨ 3/8¨ 1/2¨ 5/8¨
+ Мини резак для медных трубок +Приспособление для снятия заусенцев
Он такой грязный потому что постоянно в работе, не получается, хотя медь вальцует прекрасно, достаточно удобный. но не для стали… да ещё такого большого диаметра.
Достаём набор по солидней

Набор для развальцовки трубок с гидравлическим поршнем, кейс, 30 предметов МАСТАК 102-10031C
Прекрасный набор делает очень многое: трубки диаметром 4,75 (3/16 дюйм) — это основная трубка для тормозных магистралей. вальцует прекрасно медную и стальную трубку без проблем. Качество вальцовки заводское.
Отличный набор, качество высокое аналог Mastercool (71300) но вальцевать трубку стальную д10 не хочет, да и нужной матрицы для шлангов под опрессовку нету.
Займёмся изготовлением формовочного пресса (вальцовочный станок) и оснастки
Получился вот такой станок для вальцовкистальных труб подходящий под наши задачи.

Стальную трубку мнёт как пластилин.
Изготовили оснастку.


Чтобы развальцевать топливопровод для топливного шланга под опрессовку надо вот такая оснастка соответственно для труб двух диаметров 10мм и 8мм

Топливные магистрали делаем из трубки на 10мм: вальцуем под шланг и начинаем гнуть, та ещё работёнка, проблема не в усилии трубка достаточно пластичная, а в размерах, которые надо выдержать. Сложность в том, что трубка гнута в 3х плоскостях так сказать 3D. Надо изобретать копировальный станок, но это потом, а сейчас линейка и транспортир.


Согнули, теперь одеваем штуцер новенький и вальцуем шарик. Пол дела сделано.

Тормозные трубки изготавливаются, как правило из стальных труб диаметром от 3 до 8 мм на специализированных станках, либо проволоко-гибочных или специальных трубогибочных станках, работающих способом наматывания в бездорновом режиме.
Изготовление тормозных трубок имеет ряд специфик:
Зажим трубы
Трубки по концам заготовки имеют опрессовку с гайками, механическое повреждение которых абсолютно исключается. Встает вопрос — как и за, что зажать трубку чтобы ее можно было бы выдвигать в точку очередного гиба и поворачивать в пространстве. На стапелях это решается за счет зажима трубки множеством специальных прижимов. На проволоко-гибочных станках — за счет того, что гибочная голова вращается вокруг трубы.
На трубогибочных станках, наибольшую сложность при гибке тормозных трубок, представляет собой создание специального зажима исключающего механическое повреждение мест развальцовки, либо опрессовки. Для исключения механической деформации мест опрессовки тормозных трубок под каждый вид опрессовки создаются специальные цанговые зажимы.
Обеспечение целостности термоусадочной пленки
Тормозные трубки легковых автомобилей имеют усиление за счет термоусадочного покрытия, причем не по всей длине трубки, а только в определенных местах, что также осложняет работы по гибке тормозных трубок. Для исключения влияния термоусадочной пленки на качество гиба трубопроводов изготавливаются специальные гибочные ролики и зажимы.
Длина тормозных трубок
Тормозные трубки бывают различной длины и могут провисать под собственным весом при больших вылетах в процессе их гибки при изменении ориентации в пространстве. Для устранения влияния провисания тормозной трубки на больших вылетах могут использоваться специальные опорные столы или подставки не затрудняющие процесс гибки. Однако, на трубогибочных станках лучше гнуть тормозные трубки небольшой длины или трубки имеющие большую жесткость исключающую их провисание.
Расстояние от места опрессовки до гиба
Конструкция тормозных трубок как правило имеет короткие расстояния от начала трубы до первого гиба и от конечного гиба до конца трубы. Это устраняется за счет изготовления специальных вставок скользящего башмака, специальных роликов и зажимов, а так же цанг специальной конструкции адаптированной под конкретную тормозных трубку.
Трубогибочные станки российского производства, наиболее приспособленные к гибке тормозных трубок:
- Автоматический трубогиб трех-координатный CE-30 PARTNER.3Х
- Трубогибочный полуавтомат 3-х координатный CE-30 PARTNER
- Ручной трубогиб для тормозных трубок 3-х координатный CM-30/3 PARTNER
- Автоматический трубогиб трех-координатный CE-51 MASTER.3Х
- Полуавтоматический трубогиб 3-х координатный CE-51 MASTER
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
В процессе демонтажа деталей подкапотного пространства с целью дальнейшего его перекрашивания я столкнулся с небольшой проблемой. Почти все штуцера тормозных трубок отказывались откручиваться, что не удивительно для 18 лет их службы. Не помогло ни размачивание, ни спец ключи с обжимом, итог — половину трубок пришлось обрезать.

Где искать трубки? — подумал я 0_о…
Решение оказалось довольно простым. Достаточно было найти место где режут и завальцовывают трубки необходимой длинны с соответствующим штуцером. Не знаю как где, но у нас в ЗП я нашел такое место довольно легко.
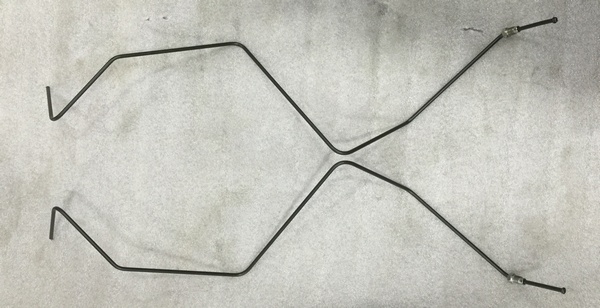
Перед этим я вымерял длину каждой. Для этого пришлось повторить профиль каждой трубки с помощью проволоки.

Далее расправляем проволоку и меряем.

Размеры получились примерно следующие:
41 см — пер.лев.
144 см — пер.прав.
98 см — задн.лев.
79 см — задн.прав.
В итоге заплатив 50 грн за метр новой трубки и 5 грн за штуцер я приобрел уже завальцованные заготовки.
Популярность медных труб при монтаже систем отопления и водоснабжения понятна — они прочны, эластичны, устойчивы к коррозии. Но планировка квартир часто вынуждает изменить форму имеющейся заготовки. В домашних условиях выполнить это не так-то легко, но несколько способов есть. Как согнуть медную трубку под нужным углом? Об этом вы узнаете из данного материала.
Специфика работы

Физические свойства материала во многом определяют особенности работы с медью. Из-за пластичности заготовка в месте сгиба может уменьшиться в диаметре или даже сломаться. Зато деформировать медную трубу можно вручную. Способы повышения прочности при сгибании будут описаны позже.
Способы гибки
Методы придания медной трубе изогнутой формы условно делят на две категории:
Под промышленной гибкой трубок понимается использование специального оборудования — трубогибов. Наиболее распространены гидравлические и механические (ручные). Первые позволяют свести к минимуму физические усилия человека, имеют сменные насадки для подбора подходящего диаметра изгиба, применяются для габаритных медных трубок. Вторые компактны, работают за счет мускульной силы человека, также имеют сменные насадки в виде полукруга.
При ремонте или монтаже трубопроводов из меди не всегда под рукой имеется трубогиб. Поэтому пользователи обходятся подручными средствами.
Бытовые методы гибки медных трубок
Данные способы отличает применимость в ограниченном пространстве, то есть обычной квартире. Габаритное оборудование не понадобится, загнуть медную заготовку получится не намного медленнее. Среди способов гибки трубок из меди выделяют:
- Пружинный. Позволяет согнуть металлическую трубу под любым углом. Используется пружина, длина которой равна длине трубы. При сгибании форм большого диаметра она помещается внутрь заготовки так, чтобы упиралась в стенки; меньшего диаметра — надевается снаружи. Если требуется деформировать малый участок изделия, пружину проталкивают к месту предполагаемого изгиба.

Как же выполняется гибка медных труб с помощью пружины? Последовательность действий такова:
- поместить пружину снаружи/внутри трубки;
- прогреть место изгиба (или всю трубу) паяльной лампой или газовой горелкой;
- когда поверхность поменяет цвет на более темный, приступать к загибанию;
- после деформирования оставить заготовку до полного остывания в естественных условиях;
- извлечь пружину.
Чтобы получить изделие нужной формы, можно использовать металлические круглые предметы как шаблоны (например, диски от автомобиля, другие трубы и т. п.).
- Песочный. Здесь вновь потребуется нагревательный элемент и чистый, просеянный, полностью сухой песок. Последовательность такова:

- один из торцов медной трубы забивается деревянной заглушкой (при этом используется деревянный или резиновый молоток!);
- полость трубы заполняется песком, при этом заготовка периодически простукивается деревянной заглушкой об поверхность (стол, пол);
- заполнив изделие полностью, надеть такую же заглушку с другого конца;
- воздействовать паяльной лампой или газовой горелкой на предполагаемое место изгиба трубы, вращая заготовку для равномерности прогрева;
- прижать один конец трубы к опоре, а другой аккуратно загнуть в нужную сторону;
- дать деформированной детали остыть (в естественных условиях или обдать водой).
Способ хорош тем, что при неровном загибе трубы ее допустимо рихтовать — простукивать молоточком место, где деформация пошла плохо. После остывания трубки с нее снимают заглушки, высыпают песок, промывают и используют по назначению.
Если сгибание выполняется зимой, допускается заполнить внутреннюю полость льдом. Однако это нежелательно — при изгибе он может расколоться, а осколки повредят внутреннюю поверхность трубки. Хотя, если к последней не предъявляются особые требования, стоит взять способ на вооружение.
Усложненная гибка медных труб
Случается, что нужно загнуть заготовку нестандартного профиля. Например, не круглого, а квадратного. Здесь неприменим пружинный способ. Остается использовать песок, киянку, заглушки и две опоры. На последние помещается труба, затем нагревается, далее место сгиба простукивается молотком до придания должной формы.
Как поступить, если необходимо согнуть трубку в спираль? Все просто — нужно лишь найти шаблон цилиндрической формы с диаметром, равным требуемому. Заготовка из меди слегка прогревается, затем изгибается. Так будет получена ровная спираль.
Несколько полезных советов
Есть несколько способов получения гнутой медной трубы. Каждый по-своему хорош, но есть моменты, которые учитывать важно всегда вне зависимости от выбранного способа деформирования.
- Главное требование к пользователю при работе — аккуратность и внимательность. Резкие движения приведут к избыточной деформации стенок трубы и полному их разрыву.
- Проще всего гнутся детали из отожженной меди, поэтому на их нагрев уходит минимум времени.
- Если изгиб выполнен не там, где нужно, можно вновь подогреть заготовку и выгнуть изделие обратно. Однако никто не гарантирует, что форма трубки будет прежней.
- При перегреве поверхности металл может просто начать плавиться. Это недопустимо. Пользователь должен внимательно следить за процессом от начала до конца.
Ручная гибка крупногабаритных труб из меди невозможна в домашних условиях — тут не обойтись без промышленных трубогибов с гидравлическим приводом. Мелкие же заготовки для монтажа отопительной системы или водоснабжения гнутся легко, причем с минимальными усилиями. Разобраться в том, как согнуть медную трубку в домашних условиях, сможет даже человек без опыта, если будет аккуратен. Вам известны другие способы работы? Поделитесь с читателями своим опытом в обсуждении материала.
Читайте также: