
Зазор при расточке блока ваз
Лада 2115 Samara 2 Sport › Бортжурнал › Расточка блока цилиндров
Перед тем как растачивать блок, было прочитано не мало информации по технологии расточки блоков и вдобавок я плотно общался с опытными в этом деле людьми. Так как сам я по образованию инженер-технолог в машиностроении, то сверх нового из всей добытой информации я не нашел. Самым главным условием для меня в этой операции, явилось то, что расточку цилиндров необходимо выполнить так, что бы оси цилиндров, были перпендикулярны оси вращения коленчатого вала, настолько точно, на сколько это возможно выполнить в моих условиях.
В большинстве статей, упоминается универсальная "скалка", на которой базируется блок цилиндров по коренным шейкам коленчатого вала, и производиться расточка блока. Так же в этой статье было сказано, что иные методы расточки подобным способом (базирования по коренным шейкам) никаким образом не дадут высокой точности. Но я вам скажу одно, не бывает единственной технологии изготовления изделий, для того и учат инженеров-технологов, что бы они разрабатывали технологические процессы обработки, и применяли наивыгоднейший из множества возможных. Но у меня здесь не завод с серийным производством или какая нибудь мастерская по расточке блоков, для которой нужна только лишь прибыль, а индивидуальная работа, которую нужно выполнить с максимальной точностью, любыми возможными путями.
Возможности изготовления данной "скалки" у меня не было, да и для одного раза изготавливать довольно точное приспособление не рационально, поэтому я пошел другим путём.
Выставив на своем станке блок, базируя его по плоскости прилегания ГБЦ, с помощью измерительного индикатора я выявил непараллельность пастели коленчатого вала относительно плоскости установки масляного поддона (именно на него базируют блок при расточке на заводе и на СТО) равную 0,08 мм. Это недопустимый показатель для высокофорсированного мотора! В итоге, с помощью некоторых манипуляций, мне удалось выставить блок на шлифовальном станке, так, что пастель коленчатого вала лежала ровно в плоскости горизонта, и при этом установе выровнять все остальные плоскости блока (плоскость прилегания ГБЦ, плоскость установки поддона картера). После проверки, допуск непараллельности плоскостей составил не более 0,01 мм. Это достаточно точный допуск. После этого, я спокойно установил блок на обрабатывающий центр по плоскости установки масляного поддона, и приступил к расточке цилиндров.
К этому времени был приобретён комплект поршней СТИ модели 219.09М.
Минимальный зазор поршень-цилиндр для данных поршней составляет 0,06 мм. После расточки, я планировал отдать блок на хонинговку, так как сам данную операция выполнить не мог. Договорился с хорошими знакомыми, которые в этом деле не первый десяток лет. И что вы думаете?! Мне испортили блок! После хонинговки форма цилиндра имела "седлообразную" поверхность. Скажем так, верх — зазор 0,06 мм., середина — зазор 0,04 мм., низ — зазор 0,06 мм. Поршень мог бы спокойно заклинить в середине цилиндра.
Тут было два варианта, первое — это новый блок, но как известно старые блоки менее подвержены деформации в последующей эксплуатации, так как металл уже прошел цикл естественного старения, а покупать старый с разборки не особо то хотелось, тем более нужно было бы переделывать документы по смене агрегата. Второе — это новый комплект поршней, самой последней группы, что конечно же повлияет на величину зазора в замке поршневых колец. В итоге был принят второй вариант. Часть затрат мне компенсировали на этой самой бракодельной СТО, которые ещё и смеялись надомной, утверждая, что расточка цилиндров в строгой перпендикулярности оси коленчатого вала это вообще не на что не влияет. Я не спорил, просто молчал и всё, оставаясь при своем мнении.
После того как пришел новый комплект поршней, я расточил блок заново сразу в размер, и провались она пропадом эта хонинговка. В моём городе качественно её никто не сможет выполнить. Зато я получил "идеальную" геометрию цилиндра, без эллипса, "бочкообразности" и "седлообразности"!
Замечу ещё один не маловажный на мой взгляд момент. При правке блока на шлифовальном станке, и последующей расточки, я использовал имитатор КПП. Стальная плита, толщиной около 10 мм. прикрученная четырьмя болтами, с необходимым моментом, к местам крепления КПП на блоке цилиндров. По некоторым утверждениям, она создаёт напряжения в блоке цилиндров, из-за которых после расточки без неё, якобы "вытягивается" четвертый цилиндр, и приобретает форму эллипса, из-за этого пропадает компрессия, отмечается повышенный расход масла и т.д. Проверим, думаю вреда она не принесёт.
Расточка цилиндров – что важно знать?
Поршневая группа имеет определенный ресурс, по достижении которого необходим капитальный ремонт, либо ее замена.
Срок службы сильно зависит от используемых горюче – смазочных материалов, условий эксплуатации, стиля езды. Суррогатное масло способно убить мотор за 10 000 км.
И напротив, бензиновый двигатель при должном обращении может пройти до 300 000 километров без капитального ремонта.
Расточка требуется в двух случаях:
- Форсирование мотора.
- Ремонт блока, при котором требуется восстановить геометрию цилиндров, либо устранить задиры на его стенках.
Повысить мощность можно разными способами. Для этого увеличивают степень сжатия, устанавливают турбокомпрессор, повышают максимальные обороты.
Если эти меры не обеспечивают достаточного повышения мощности, увеличивают рабочий объем. Для этого прибегают к расточке.
По мере износа цилиндр вместо правильной формы приобретает вид овала. Зазор между стенками цилиндров и поршневыми кольцами становятся неравномерным по ходу поршня.
Вылечить такую «болезнь» можно расточкой, если позволяет толщина стенок и материал, из которого изготовлен блок. В противном случае необходима замена двигателя.
До недавнего времени подавляющее большинство моторов имело чугунный блок. Чугун прочен, термостоек, блоки из него отличаются ремонтопригодностью.
Технический прогресс, направленный на уменьшение массы двигателей, привел к массовому применению алюминия. Этот материал не обладает прочностью чугуна.
Для повышения износостойкости на стенки цилиндров напыляют кремний, или другой материал. Блоки с тонким слоем такого покрытия, как правило, расточке не подлежат. Толщина стенок не позволяет установить гильзы – вставки в цилиндр , изготовленные из материалов с высокой прочностью.
Последовательность действий при расточке такова:
- Тщательно отмытый от масла и отложений блок устанавливается на станину фрезерного станка.
Процедура расточки проста, но требует высокой квалификации исполнителя. Необходимо тщательное соблюдение всех зазоров допусков, качественная финишная обработка поверхности.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.

Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Моторист-конструктор» или как правильно собрать двигатель? ч. 2
В прошлом номере журнала мы познакомили читателей с сервисным опытом немецкой фирмы Kolbenschmidt. Речь шла о технологии сборки коленчатого вала и подшипников двигателя. На очереди - сборка шатунно-поршневой группы.
Установить поршни с кольцами и шатунами в блок цилиндров - работа не сложная, времени занимает немного - час, от силы два. Однако простота такой работы только кажущаяся.
Не проверишь - не поедешь
Лакмусовой бумажкой, позволяющей отличить моториста-профессионала от дилетанта, является отношение к контрольно-измерительным операциям при сборке узла. И дело не только в том, что измерение геометрии каждой детали требует терпения и скрупулезности. Необходимо понимать смысл этих операций, а для этого моторист должен четко знать технологию ремонтных операций, не входящих непосредственно в процесс сборки двигателя, например, как шлифуют коленчатый вал или растачивают и хонингуют блок цилиндров.
Зачем, спросите? Ведь расточник по размеру поршней может сам определить диаметр цилиндров, а после обработки блока проконтролировать результат.
Действительно, может. Только ответственность за сборку, а значит, и за работу двигателя после ремонта несет моторист-механик. Так что делайте выводы, стоит ли тратить время на контрольные замеры, или ими можно пренебречь.
Это должен знать каждый
Как правило, специалист начинает сборку шатунно-поршневой группы с проверки блока цилиндров. И не случайно: блок цилиндров - основа всего двигателя. На него монтируется большинство моторных деталей и узлов. Брак, допущенный при ремонте цилиндров, может существенно затормозить процесс сборки двигателя.
Как известно, изношенные цилиндры растачивают и хонингуют в увеличенный (ремонтный) размер. При этом, помимо необходимой точности размеров, обязательным являются определенная микроструктура и рельеф поверхности цилиндров. Об этом нередко забывают, а зря. Идеальный с точки зрения геометрии цилиндр склонен к ускоренному износу при нарушении технологии хонингования или использовании несоответствующего инструмента. Та же участь уготована и другим деталям ЦПГ - в первую очередь поршневым кольцам.
Растачивание цилиндров обычно выполняют на вертикально-расточном станке. При этом необходимо обеспечить перпендикулярность поверхности цилиндра к оси постелей коленчатого вала. Особое внимание уделяется окончательному размеру после расточки. Величина припуска под хонингование должна быть не менее 0,0,08 мм. Дело в том, что при растачивании резец деформирует поверхность металла, завальцовывая графитовые зерна, содержащиеся в чугуне (графит, выходящий на поверхность, обеспечивает низкое трение поршневых колец и, соответственно, малый износ колец и самих цилиндров). Если припуск окажется слишком малым, то после хонингования графитовые зерна не вскроются.
Препятствовать открытию зерен графита могут и неправильно выбранные режимы хонингования, условия подачи смазки в зону хонингования, тип смазывающего материала.
Хонингование цилиндров выполняют на вертикально-хонинговальных станках. Суть этой операции вовсе не в заглаживании рисок от резца, как ошибочно полагают некоторые механики. При хонинговании за счет вращения и возвратно-поступательного движения головки с абразивными брусками на поверхности цилиндров намеренно создается шероховатость в виде сетки рисок определенной глубины, способных удерживать масло и тем самым смазывать поршневые кольца и поршни.
Очень важен угол хонингования - угол между рисками, образованными при поступательном движении головки. Оптимальные значения угла хонингования - 80o, что обеспечивается правильным подбором соотношения частоты вращения и скорости возвратно-поступательного движения хонголовки. При малом угле не удается добиться нужного профиля поверхности, что ведет к полусухому трению и возрастанию износа деталей. Большие углы обычно дают увеличение расхода масла.
Для получения необходимого микропрофиля поверхности, а именно сравнительно глубоких впадин и сглаженных выступов, хонингование выполняется в несколько операций (переходов). Черновое хонингование выполняют абразивными брусками с зернистостью 150, съем металла составляет около 0,06 мм. Далее следует чистовое хонингование брусками с зернистостью 280 (съем приблизительно 0,02 мм). И, наконец, отделочное хонингование брусками зернистостью 600 со съемом менее 0,005 мм (так называемое платохонингование).
Именно такая технология обеспечивает сглаживание выступов, фактически приближая профиль поверхности к той, какая будет после приработки деталей. В последние годы финишные операции хонингования стали заменять обработкой поверхности с помощью специальных абразивных щеток, дополнительно заглаживающих заусеницы на краях впадин (рисок).
Как проверить блок цилиндров?
Качество ремонта поверхности цилиндров (например, микропрофиль поверхности и выход графита на ней) в условиях авторемонтного предприятия проверить проблематично - для этого требуется специальное дорогостоящее оборудование (включая специальный прибор для определения шероховатости и микропрофиля поверхности). Поэтому ремонт цилиндров обычно осуществляется в специализированных мастерских, располагающих соответствующим оборудованием. А задача автосервиса - проверить размеры цилиндров на соответствие нормативным требованиям.
Начиная сборку шатунно-поршневой группы, моторист обязан проверить геометрические размеры - диаметр цилиндра в трех поясах (верхней, средней и нижней части цилиндров), причем в двух направлениях - продольном (вдоль оси коленвала) и поперечном. Измерения проводятся при помощи нутрометра. Все погрешности, включая любые отклонения формы, должны укладываться в допуск 0,0,018 мм в зависимости от величины диаметра цилиндра.
Для блоков с установленными в нем гильзами требуется еще ряд проверок. Верхняя плоскость бурта гильз должна выступать над плоскостью блока на 0,0,1 мм для «мокрых» и 0,1 мм для «сухих» гильз. Кроме того, опорные поверхности бурта на гильзе и выточки в блоке должны быть плоскопараллельны, а фаска на выточке должна быть больше, чем радиус перехода от бурта к цилиндрической части на гильзе (в противном случае гильза может треснуть). «Мокрые» гильзы, помимо этого, должны легко вставляться в свои гнезда на блоке (поверхность гнезд необходимо предварительно хорошо очистить). «Сухие» гильзы, напротив, запрессовываются в блок с натягом около 0,05 мм, причем поверхности сопряжения гильзы и блока должны быть гладкими, чтобы обеспечить хороший тепловой контакт и герметичность.
Верхний край цилиндров после ремонта может быть острым, что затрудняет установку поршней с кольцами и даже может спровоцировать поломку колец. Поэтому этот край следует обязательно притупить, сделав с помощью шабера небольшую фаску.
После всех проверок следует убедиться, что блок чистый, а на поверхности цилиндров не осталось грязи и абразивных частиц. Последние особенно опасны - плохо промытый после хонингования блок цилиндров не «проедет» и половины своего ресурса. Эффективные способы мойки цилиндров - ультразвук, керосин, масло, содовые растворы и специальные моющие средства. Бензин применять нельзя - абразив он не удаляет, зато весьма пожароопасен.
Как проверить поршень и шатун?
При сборке требуется правильно измерить размер юбки поршня, чтобы определить рабочий зазор поршня в цилиндре. Для этого используют микрометр или более точный прибор - измерительную скобу.
У подавляющего большинства поршней иностранного производства (поставляемых производителями комплектующих для двигателей) размер поршня выбит на днище, причем нередко указывается и минимально допустимый зазор поршня в цилиндре. Так что задача моториста - проверить, насколько замеры соответствуют нормативам (проверка обязательна, поскольку иногда встречаются отклонения). Отечественные поршни требуется проверять «с пристрастием» - разброс размеров в одном комплекте может оказаться весьма значительным.
Разница между диаметром цилиндра и размером поршня составляет искомый зазор: практика показала, что оптимальной является величина зазора, превышающая минимально допустимое значение на 0,0,02 мм.
Иная ситуация с поршнями, имеющими антифрикционное графитовое покрытие юбки (оно имеет характерный черный цвет). Если у поршня покрытие сплошное, то истинный размер юбки будет меньше измеренного на толщину слоя покрытия 0,0,02 мм. Поршни с покрытием, нанесенным трафаретным способом, замеряются в специальных точках, где графитовый слой отсутствует.
Сборка поршней с шатунами выполняется различными способами в зависимости от того, какой тип пальцев используется. «Плавающий» палец входит в отверстие бобышки поршня «от руки». Важно только не перепутать направление установки деталей и не забыть смазать палец маслом. Далее следует установить в канавки новые стопорные кольца, причем их стыки должны быть ориентированы в направлении движения поршней, иначе кольцо может выскочить из канавки при работе двигателя. По этой же причине нельзя использовать стопорные кольца, бывшие в употреблении.
У некоторых старых отечественных двигателей посадка пальца в поршне может быть слишком плотной. Использовать молоток для «заколачивания» пальцев нельзя, достаточно прогреть поршни до 80oС, и пальцы войдут «от руки».
В конструкциях с фиксированным пальцем сборка сложнее. Во-первых, необходима оправка, обеспечивающая точную установку пальца по середине поршня. Кроме того, шатун следует нагреть в муфельной печи или в крайнем случае на электроплите до 320oС, чтобы палец свободно вошел в отверстие его верхней головки. Ни в коем случае нельзя использовать открытое пламя для нагрева шатуна, а также «забивать» палец молотком, что иногда практикуется в некоторых мастерских.
Проверка поршневых колец
Бывает, что производители поставляют поршни без поршневых колец. Учитывая большое количество модификаций, которые имеют некоторые двигатели, желательно проверить высоту и радиальную ширину поршневых колец на предмет их соответствия канавкам поршней.
Зазор между торцами кольца и канавки можно определить различными способами, но проще всего установить кольцо в канавку и воспользоваться набором щупов. Торцевой зазор должен составлять в среднем 0,0,1 мм. Если зазор оказывается свыше 0,12 мм, то это означает, что кольцо или канавка поршня имеют недопустимые отклонения размеров.
Не менее важно проверить зазор в замках колец, для чего кольца поочередно устанавливают в верхнюю часть цилиндра. Зазор в замке замеряют с помощью набора щупов. Он составляет в среднем 0,0,6 мм.
Установка колец на поршень
Это простая, но ответственная операция - неаккуратность может привести к поломке кольца (чаще всего ломаются средние кольца) или значительному росту расхода масла у отремонтированного двигателя (если нарушить ориентировку колец).
На верхних кольцах направление сборки обычно обозначается словом ТОР (вершина). Стороной с этой надписью кольцо должно быть обращено к днищу поршня. Средние кольца скребкового типа монтируются скребком вниз. У колец с фаской на внутренней поверхности фаска чаще всего обращена вверх.
При установке колец особое внимание следует обращать на наборные маслосъемные кольца с двухфункциональным пружинным расширителем - важно, чтобы при монтаже дисков кольца звенья расширителя у стыка не встали внахлест.
Среднее и верхнее кольца устанавливают на поршень после монтажа маслосъемного. Для того чтобы не сломать и не деформировать кольца, желательно пользоваться специальными клещами. После установки колец необходимо проверять легкость их вращения в канавках.
Установка поршней в блок цилиндров
Прежде чем начинать этот этап сборки, следует установить кольца так, чтобы их замки располагались под углом 120o. При этом стык пружины коробчатого маслосъемного кольца должен быть развернут на 180o относительно замка самого кольца, а стык расширителя - на 120o относительно замков дисков наборного кольца.
Поверхность цилиндра, юбки поршней, кольца и шатунные вкладыши смазывают маслом, после чего кольца обжимают с помощью специальной оправки - ленточной или конической. Устанавливая поршни с шатунами в цилиндр, следует проверить направление сборки (обычно на поршнях иностранного производства ставится стрелка, указывающая на передний носок коленвала). Далее поршни проталкиваются в цилиндр легкими ударами рукоятки молотка. При этом надо следить, чтобы поршень продвигался без усилий, иначе можно сломать кольца (чаще всего ошибки на этой операции приводят к поломке коробчатого маслосъемного кольца или недопустимой деформации дисков наборного кольца).
После затягивания болтов крышек шатунов обязательно контролируется величина выступания днища поршней над верхней плоскостью блока (при положении поршней в ВМТ). Это значение определяется заводом-изготовителем двигателя. Если таких данных нет, то, с учетом толщины прокладки, зазор между поршнем и головкой блока не должен быть меньше 1 мм.
На этом сборка шатунно-поршневой группы закончена. Однако деталям ЦПГ еще предстоит обкатка на пониженных оборотах и нагрузках. При этом детали взаимно прирабатываются, загрязняя масло частицами износа, вследствие чего первую замену масла и масляного фильтра проводят не позднее, чем через 500 км пробега после ремонта.
Допуски на диаметр цилиндра
Хонингование цилиндров - один из самых ответственных этапов ремонта блока цилиндров
Чтобы не повредить кольца, на краю цилиндров надо сделать небольшую фаску
Измерение диаметра цилиндров (а) и поршней (б) - операции обязательные и выполняются перед сборкой двигателя
Для установки колец на поршень лучше всего пользоваться специальными клещами
Попадание звеньев расширителя внахлест - типичная ошибка начинающего моториста
Вставлять поршни в сборе с кольцами и шатунами в цилиндр удобно с помощью ленточной оправки
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
Что такое расточка блока цилиндров и для чего она необходима?

Во время работы двигателя, несмотря на кажущуюся легкость работы, он и все его детали, такие как цилиндры, поршни, коленвал, распредвал и клапана, испытывают невероятные нагрузки. Особенно тяжелые нагрузки двигатель получает во время работы в сложных условиях (высокая температура воздуха, большой груз, движение под горку).
Поршни двигателя трутся о стенки цилиндров, из-за чего происходит постоянный износ деталей. Следует отметить тот факт, что износ не всегда равномерный, в итоге цилиндр постепенно теряет первоначальную форму. Визуально этого не видно, однако технические изменения, а также изменения производительности — сложно не заметить. Чтобы подтвердить или опровергнуть предположение о деформации цилиндров или поршней необходимы специальные измерительные приборы.
Многие ошибочно полагают, что поршень движется по идеально ровной траектории, однако на самом деле это не так. От степени отклонения от этой траектории зависит степень износа цилиндров и поршней. Нарушение траектории движения поршней происходит по нескольким причинам, одной из главных является проблема так называемой соосности, а также неперпендикулярности положения сопряженных деталей. Кроме того, преждевременный износ поршней и цилиндров происходит из-за через чур больших допусков в размерах, за счет чего поршень имеет возможность двигаться не только по оси цилиндра, но и с отклонением по горизонтали. Все это в итоге приводит к неравномерному износу цилиндра, он теряет форму, а его профиль из идеально круглого превращается в эллипсовидный.
Что такое расточка блока цилиндров и для чего она нужна?

Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра.
- Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
- Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра.
То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы "попрут" из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе "двигатель жрет масло". В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель.
Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Как растачивается блок цилиндров?
Расточка двигателя или восстановление необходимого зазора между поршнями и стенками цилиндра сложная операция, однако не настолько как может показаться на первый взгляд. Зазор образуется сам собой, после того как выполняется проточка на вертикально-расточном станке, качество работы и правильность расточки напрямую зависят от оборудования и мастерства того, кто выполняет эту работу. С технологической точки зрения это не сложная операция.
Другое дело — восстановление правильной формы цилиндра, это более сложная операция. Это объясняется тем, что выработка внутренней части цилиндра может произойти где угодно. Перед расточкой выполняется ряд измерений с использованием микрометрических стрелочных приборов. С их помощью мастер делает заключение о необходимых работах, сложности и целесообразности протачивания цилиндра(ов).
Посредством расточки двигателя убирается не только "эллипс", но и конусность цилиндров. Нормой считается значение не превышающее 0,01 мм. по всей длине цилиндра. Выполнение такого рода операций требует высокой точности, что предусматривает использование исключительно специальных высокоточных расточных станков, у которых точность составляет чуть меньше 0,01 мм. Не меньше требований во время проточки предъявляют к чистоте рабочих поверхностей, чем чище поверхность будет обработана во время расточки, тем меньше потребуется времени на притирку новых деталей друг к другу. Недостаток чистоты приведет к возникновению проблем с преждевременным износом поршневых колец, увеличению расхода топлива и масла. Кроме того, из-за увеличения трения, в сущности при обкатке двигателя после капремонта и расточки блока, в масле образуется большая концентрация металлической пыли и стружки, которая также крайне вредна и нежелательна.
Расточка блока цилиндров видео:
https://vaz-remont.ru/
Когда необходима расточка блока цилиндров
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Для чего нужна расточка блока цилиндров?

Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.

Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Как выполняется расточка блока цилиндров?

Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Нужна ли расточка блока? , задиры на цилиндрах и поршнях (ВАЗ-2115)
Вот фото цилиндров по порядку 1-2-3-4:
C другой стороны:


а для чего разбирал? пробег то маловат еще
Тише едешь - дальше будешь, от того места куда едешь.
Crazy City Driver
думаю из-за расточки на ничего страшного не произойдет. либо как вариант - восстановление "зеркала" цилиндров. хонинговка помочь может, если царапины на самом деле не очень глубокие.. вот тока х.з. где это сделают нормально.
Crazy City Driver
не вижу смысла ставить НОВУЮ поршневую, на задранные цилиндры..если уж очень хочется чтоб все было как на новье, то купить блок новый. ну или тащить в соседние города и искать фирмы которые смогут поменять гильзы.
iverost, В принципе, не вижу смысла разбирать двигатель. Ну если уж разобрал проверь нутромером на цилиндричность. Если цилиндричность будет нормальной, но ты всё же захочешь вывести задиры, думаю что растачивать даже не понадобиться. Можно применить хонингование.
Что-то сразу не подумал, блок ведь все равно надо будет снимать, чтобы замерить цилиндры, т.к. гараж у меня не отапливаемый, а замерять ведь надо при +20 град.
Всё в этой жизни временно
Вставь компрессионное кольцо, проталкивая его поршнем замерь зазор в нём в 3 положениях щупом.
Задиры - от перегрева. От перегрева и кольца "отпустило"
Поршень расширяется сильнее блока. Поршень то как? Наверняка на юбке тоже задиры. Причём поршень сильнее задран должен был быть - там металл мягче.
Думаешь при -10 блок геометрию не сохраняет? Если конусность есть её и при -20 будет видно.
Главное в поршне - не разбиты ли канавки компрессионных колец. Кольца в поршне не болтаются?
Раз разобрал - кольца однозначно меняй и вкладыши, и вообще, всё что меняется, раз стронул.
Если хонинговать не будешь - вертикальные риски всё равно надо постараться хотя бы шкуркой "порезать" горизонтально.
Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
Перед началом ремонта блока цилиндров двигателей ВАЗ, первым делом нужно тщательно вымыть блок. Продуть и просушить его сжатым воздухом, особенно масляные каналы. Если в опорах или в других местах блока имеются трещины, он подлежит замене.
Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
Привалочная плоскость блока цилиндров двигателей ВАЗ может быть деформирована. Поэтому следует проверить ее с помощью линейки и набора щупов. Линейку необходимо устанавливать по диагоналям и осям плоскости. Если плоскость искривлена более чем на 0,1 мм, блок цилиндров нужно заменить.
Контролируемые размеры блока цилиндров двигателей ВАЗ.

Если было замечено попадание охлаждающей жидкости в картер, необходимо проверить герметичность блока цилиндров. Заглушив отверстия охлаждающей рубашки блока, нужно нагнетать в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение 2 минут не должно наблюдаться утечки воды из блока.
Если отмечалось попадание моторного масла в охлаждающую жидкость, следует проверить блок на наличие трещин в зонах масляных каналов. Это можно делать на автомобиле:
В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, блок цилиндров придется заменить.
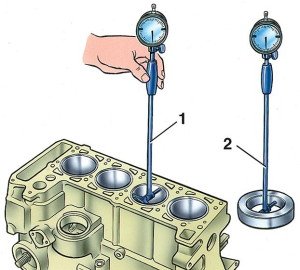
Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
Диаметр цилиндра блока цилиндров двигателей ВАЗ измеряют нутромером в четырех поясах как в продольном, так и в поперечном направлении. В зоне верхнего пояса цилиндры не изнашиваются. Разность размеров в верхнем и остальных поясах показывает величину износа цилиндров. При износе цилиндров до 0,15 мм их рекомендуют только хонинговать.
Измерение цилиндра нутромером.

Если величина износа более 0,15 мм, следует расточить цилиндры до ближайшего ремонтного размера поршней, увеличенного на 0,4 или 0,8 мм от номинала. Оставив припуск 0,03 мм на диаметр для хонингования.
Виды износа цилиндров блока цилиндров двигателей ВАЗ.
Встречаются цилиндры с овальным и бочкообразным износом. Мелкие частые риски на поверхности цилиндра по всей высоте движения первого компрессионного кольца означают, что скалывавшиеся частицы хромового покрытия царапали цилиндр. Соответственно, качество хромирования этого кольца низкое. Если зеркало цилиндра матовое, значит, это явно абразивный износ из-за пыли, попадавшей через негерметичный корпус воздушного фильтра.
Цилиндры блока цилиндров двигателей ВАЗ по диаметру разбиты на пять классов: А, В, С, D, Е, их размеры различаются на 0,01 мм. Класс цилиндра отмечен на нижней плоскости блока. Там же, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек к данному блоку.
Маркировка блока цилиндров двигателей ВАЗ.

После выяснения износа необходимо определить ремонтный размер, приобрести поршни нужного размера и провести обработку цилиндров под каждый из них индивидуально. Днища поршней следует пометить номерами цилиндров.
Расточка и хонингование блока цилиндров двигателей ВАЗ.
Если мастерская, куда вы намереваетесь отдать блок для расточки цилиндров, примет его в работу без поршней, заберите его скорее и ищите другую мастерскую. На блоке, принятом в ремонт, должен быть выбит номер квитанции мастерской. Это привязка на случай претензий по качеству.
Расточку обычно проводят твердосплавными резцами при частоте вращения шпинделя около 315 об/мин с подачей 0,05-0,08 мм/об. Припуск на чистовое растачивание — не более 0,15 мм. Получаемая шероховатость поверхности Ra — 1,25 мкм. До хонингования допускается небольшая чернота шириной до 10 мм и глубиной не более 0,03 мм. Оставляемый припуск на хонингование — 0,04-0,08 мм.
Окончательная обработка цилиндров — хонингование до достижения нужного размера и шероховатости Ra = 0,32 мкм, овальности и конусности в пределах 0,02 мм. Хонингуют цилиндр в два приема. Припуск на предварительную доводку составляет 0,03-0,08 мм. На окончательную — 0,01-0,03 мм. Частота вращения хона (хонинговальной головки) около 284 об/мин. Скорость возвратно-поступательного движения — 22 м/мин при предварительной обработке и 14 м/мин при окончательной.
Хонинговальная головка, абразивные бруски которой прижимаются пружинами к стенкам цилиндра, выполняет вращательное движение вокруг своей оси и возвратно-поступательное — вдоль оси. Хонингование происходит при непрерывной подаче охлаждающей жидкости. Чаще всего керосина или керосина с 10-20 % машинного масла. В результате обработки, помимо снятия металла для доводки диаметра до нужного размера, на зеркале цилиндра образуются риски глубиной до 0,05 мм под углом 50-60 градусов друг к другу.
Цилиндр после хонингования и проверка зазора.

В этих микроуглублениях задерживается масло, необходимое для смазки колец и поршней. Точность размеров обработанного цилиндра составляет 0,005-0,010 мм. Овальность и конусность — не более 0,03 мм.
После расточки и хонингования цилиндров замеряют зазоры между стенками цилиндра и соответствующим поршнем согласно меткам на днищах поршней. Вставив поршень в цилиндр на нужную глубину и ведя замер поперек блока. При замерах необходимо следить за температурой деталей, так как при обработке цилиндр нагревается.
Контролируемые размеры цилиндров и поршней по классам.

Зазоры в паре «поршень — цилиндр» выдерживаются с высокой точностью (допуск — 0,02 мм). Так как для нормальной смазки трущихся деталей необходимо наличие между ними заданного зазора. Толщина слоя горячего масла на вертикальной металлической поверхности равна примерно 0,02 мм, а зазор должен быть вдвое больше. Отсутствие зазора не дает возможности удержать масляную пленку, и последствия этого известны: заедание, задиры и заклинивание деталей.
Контрольные величины зазоров поршневой группы блока цилиндров двигателей ВАЗ.

Зазор контролируют по перемещению поршня в цилиндре. Чистый поршень в чистом цилиндре при одинаковой температуре поршня и цилиндра не должен падать. А лишь медленно опускаться под действием собственного веса или при легком нажатии пальцем.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.
Читайте также: