
Станок для расточки блоков камаз
Отделочно-расточные станки в России

Компания ООО «Темп» приобретает отделочно-расточные станки 2Е78П и 2733П (2733) по России. Рассмотрим все прделожения! Производим самовывоз.

Продаю б/у вертикальный отделочно-расточной станок с подвижным столом 2Е78П Станок в рабочем состоянии. Подключен. Можно приехать, посмотреть в.
Вертикальный отделочно-расточной станок мод. 2E78П с подвижным столом В хорошем рабочем состоянии. В наличие на складе. Наша компания подберет и.

2Е78П - Станок отделочно-расточной вертикальный б/у Рабочее состояние местонахождение - Свердловская область звоните - отвечу на вопросы
продам отделочно расточной станок 2е78п 1990гв новый с консервации-180тр также есть хонинговальный 3к833 новый с консервации 160тр находятся в.
Отделочно-расточнойвертикальный 278. Подключен. Цена договорная.
Организация продает станки б/у. Подробности по тел. или vivalan@inbox.ru

Продам точильный станок – точило 3Б633 б/у Диаметр шлифовального круга – 300 мм. В рабочем состоянии.Подключено Продам точильный станок – точило.

продается станок для расточки цилиндров двигателей мод. 278
Продаю расточной станок 2Е78П. Цена и фото по запросу.

Предлагаю 2Е78ПН отделочно-расточный 83г.в., в отличном рабочем состояние

Продам отделочно-расточный вертикальный станок 2е78п, состояние отличное Станок отделочно-расточный 2Е78П предназначен для ремонтной расточки.

Предназначен для ремонтной тонкой расточки блоков цилиндров и гильз судовых, автотракторных и мотоциклетных двигателей, а также для сверления.
2733п Продам отделочно расточной станок мод. 2733п, 1994 года, практически без эксплуатации, в рабочем состоянии, комплектен.

2733П - Станок отделочно-расточной вертикальный Рабочее состояние местонахождение - Свердловская область звоните - отвечу на вопросы фото - вышлю

Состояние - хорошее рабочее. Габарит станка (длина, ширина, высота в мм) - 1200, 1200, 2000. Вес - 1850 кг. Основные размеры число шпинделей.

Продам отделочно-расточный вертикальный станок 2Е78П, вертикально-расточной станок 2Е78П В рабочем состоянии. Можно проверить в работе. Станок.
продам отделочно расточной станок 2е78п 1988ги комплектный демонтирован

Продается станок Отделочно-расточной вертикальный 2Е78ПН — 2 шт. - 1961, 70-х г.в В хорошем рабочем состоянии. Проверка в работе. Цена, фото по.
1. Вертикальный отделочно-расточной станок 2Е78ПН 1961 г. выпуска. 2. Вертикальный отделочно-расточной станок 2Е78ПН 80-е года выпуска. Станки.
Продаю отделочно-расточной станок 278. Цена договорная. Дополнительная информация по запросу.
Продам новый 2е78п с консервации. Цена договорная. Фото по запросу. По всем вопросам: звоните, пишите в мессенджеры.

Продам станок отделочно-расточной вертикальный 2Е78П, с подвижным столом, мало работал, станок в отличном рабочем состоянии, проверка в работе.
-
(1) (2) (1)
-
(2) (6)
-
(1) (3)
-
(2) (2)
-
(2) (1)
Отделочно-расточные станки купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
Оборудование для ремонта блоков двигателей, коленчатых валов, головок блока, ТНВД, форсунок
У нас работают только опытные специалисты: инструментальщики, слесари и др.
При ремонте и восстановлении узлов и агрегатов двигателей мы используем уникальное оборудование: стенды, станки:
-
; для шлифовки коленчатого вала двигателей; для восстановления плоскости головок двигателей; ; ; ; ; ; ; ; .
Фото ремонтно-восстановительного оборудования:
Станок расточки блоков двигателей
 |  |
| Станок расточки блоков двигателей | Станок для восстановления блоков двигателей |
Круглошлифовальный станок для шлифовки коленчатого вала двигателей
 |  |
| Станок для шлифовки коленвала двигателей | Коленчатый вал двигателя на шлифовке |
 |  |
| Станок для шлифовки коленчатых валов двигателей | Коленчатые валы двигателей |
Плоскошлифовальный станок для восстановления плоскости головок двигателей
 |  |
| Плоскошлифовальный станок для восстановления плоскости головок двигателей | Плоскошлифовальный станок для восстановления плоскости головок блока |
Стенд для расточки верхней головки шатунов двигателей
 |  |
| Стенд для расточки верхней головки шатунов двигателей | Ремонт верхней головки шатунов двигателей |
Станок для восстановления верхней головки шатунов двигателей КАМАЗ
 |  |
| Станок для восстановления верхней головки шатунов двигателей КАМАЗ | Станок для восстановления верхней головки шатунов двигателей КАМАЗ |
Станок для восстановления посадочных мест распределительных валов двигателей
Станки для расточки блоков цилиндров в Якутске
КомплектацияХодовой винт с резьбой высокой точности.Высокопрочная траверса.Опорные лапки (2 шт.).Захват.ОписаниеПредназначен для демонтажа изношенных гильз блока цилиндров дизельных двигателей легковых и грузовых транспортных средств.ПрименениеДля изношенных гильз блока.
JTC-1423. Хон для расточки цилиндра (178mm) Рабочий диапазон: 51-178 мм Размеры камней: 100 х 10 х 8 мм (3 шт.) Специальная конструкция с фиксатором предотвращает повреждение камней, упрощает ввод в цилиндр, а также защищает камень во время хранения
Применение: - для удобного выставления головки блока цилиндров в рабочем пространстве; - в собранном виде база состовляет 27см, высота - 22см Держатель блока головки цилиндров, настольный
Описание Рабочий диапазон: от 1-1/4" до 3-1/2" (32-89 мм.). Размеры камней: 50x8x5 (3 шт.). Специальная конструкция с фиксатором предотвращает повреждение камней. Упрощает ввод в цилиндр, а также защищает камень во время хранения. Габаритные размеры: 300/70/50 мм. (Д/Ш/.
Набор для позиционирования детали на фрезерном станке (Edge Finder) Proxxon , дает возможность производить самое четкое позиционирование, а как результат получать высококачественно изготовленную продукцию
178 мм.) Размер камня: 100х10х8 (3 шт.) Воротник предотвращает поломку камня. Количество в оптовой упаковке: 6 шт. и 24 шт. Габаритные размеры: 465/120/55 мм. (Д/Ш/В) Вес: 675 гр
Пpиспособление для установки поршня в цилиндр 54мм-127мм, ширина ленты 89мм
Хон для тормозных цилиндров применяется для финишной обработки рабочих поверхностей тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости. - Для цилиндров диаметром от 19 до 64 мм; - Раз.
Рабочий диапазон: от 1-1/4" до 3-1/2" (32-89 мм.). Размеры камней: 50x8x5 (3 шт.). Специальная конструкция с фиксатором предотвращает повреждение камней. Упрощает ввод в цилиндр, а также защищает камень во время хранения. Габаритные размеры: 300/70/50 мм. (Д/Ш/В) Вес: 1.
Описание Рабочий диапазон: от 1-1/4" до 3-1/2" (32-89 мм.). Размеры камней: 50x8x5 (3 шт.). Специальная конструкция с фиксатором предотвращает повреждение камней. Упрощает ввод в цилиндр, а также защищает камень во время хранения. Габаритные размеры: 300/70/50 мм. (Д/Ш/.
Хон для расточки цилиндра, с тремя камнями, 51-178мм JTC 1423
Приспособление служит для финишной обработки поверхностей цилиндров двигателей внутреннего сгорания и тормозных цилиндров. Диапазон:51
178 мм. Размер камня: 100х10х8 (3 шт
Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости
На данной странице можно изучить характеристики и отзывы на Станки для расточки блоков цилиндров, в каталоге 18 моделей продукции. Изделия продаются по цене от 770 до 29300 рублей. Для Якутска на сайте собраны лучшие предложения. Вы можете приобрести товар со скидкой, по специальной цене, с дополнительными бонусами.
Блок цилиндров: расточка или хонингование?
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
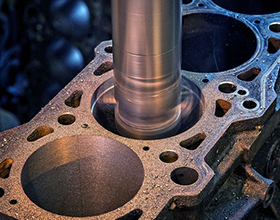
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Что такое расточка блока цилиндров и для чего она нужна

Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1
. Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
2
. Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Еще одна причина расточки
– это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |



Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
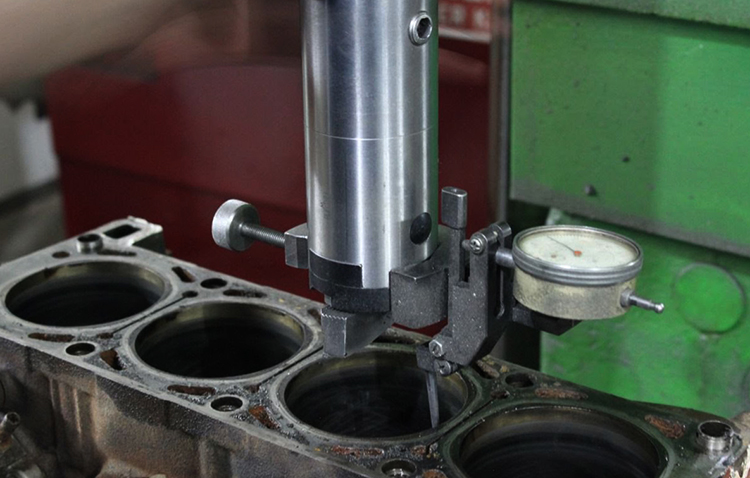
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
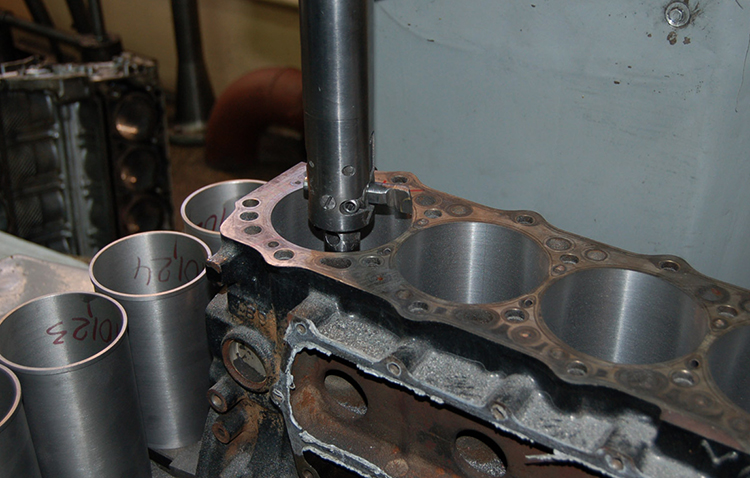
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
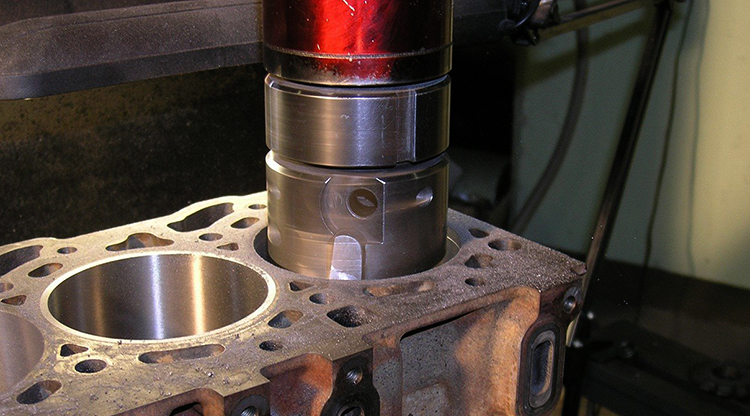
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.



Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
расточка в словаре кроссвордиста
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
Расточной станок для блоков и гильз цилиндров модели ROBBI BETA, SIRIO, MAX, SPES
Станки для расточки всех типов блоков цилиндров выпускаются итальянской фирмой ROBBI S.p.a. и продаются в США и Канаде под марками RMC и Storm Vulcan.

Недорогие высокоточные расточные станки для расточки всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую скорость вращения и подачу шпинделя с помощью частотных преобразователей и большой набор оснастки для обработки любых деталей.



Расточные станки для блоков цилиндров модификаций S, а также вертикально-расточные станки для блоков моделей SPES и OLIMPIA имеют плавно переменную подачу стола и возможность установки фрезерной головки для фрезерования. Купить расточной станок можно с окраской в любой цвет по выбору заказчика.
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
ПАРАМЕТРЫ
BETA, BETA/S
SIRIO, SIRIO/S
MAX, SPES
ORION -S
OLIMPIA -K, OLIMPIA -KS
* Для модификаций станков SIRIO S и SPES, предусматривающих возможность обработки плоскости блоков цилиндров.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
- Электрическое оборудование с системой управления низкого напряжения.
- Полный комплект оснастки, включая шпиндель, и инструмент для обработки плоскости блоков (модификации SIRIO-S, SPES).
- 2 параллели 100мм с болтами.
- 2 параллели 220мм с болтами (300мм для MAX и SPES).
- 4 фиксирующих зажима с болтами.
- Система управления процессом расточки.
- Система центрирования.
- Система управления подачей расточной головки.
- Набор гаечных ключей.
- Инструкция по эксплуатации и список запасных частей.
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
- Приспособления и инструмент для заточки резцов, включая электрический двигатель, абразивный круг, алмазный круг, зажимное приспособление.
- Расточные шпиндели различных размеров, комплекты режущего и измерительного инструментом, а также центрирующих устройств.
- Крепление для быстрого зажима блока цилиндров.
- Универсальное крепление для V-образных блоков.
- Универсальное крепление для зажима гильз.
- Крепление для зажима цилиндров мотоциклов.
- Специальный шпиндель для обработки плоскостей с конусом Морзе №3.
- Микрометрические приборы для измерения диаметра цилиндра различных диапазонов.
Ориентировочные отпускные цены (EURO, без НДС и транспорта) в стандартной комплектации без инструмента и оснастки:
SIRIO - от 30 100.00
SIRIO/S - от 34 200.00
MAX - от 41 300.00
SPES - от 47 500.00
ORION-S - от 65 900.00
OLIMPIA-KS - от 138 000.00
Подробная информация об особенностях конструкции, характеристиках и ценах расточных станков ROBBI и их дополнительного оборудования приведена в буклете, который Вы можете скачать здесь .
Информация о ценах на оборудование имеет справочный характер и не является публичной офертой, определяемой статьей 437 ГК РФ. Для более точной информации свяжитесь, пожалуйста, с представителем компании Dalcan.
Быстрый поиск по разделу
- Оборудование для ремонта коленчатых валов
Итальянская компания ROBBI является сегодня одним из самых известных в мире производителей оборудования и станков для ремонта моторных деталей.
С 2012 года Специализированный моторный центр (СМЦ) «АБ-Инжиниринг» является представителем компании ROBBI.
Расточные станки ROBBI для расточки блоков цилиндров - это недорогие, но качественные станки, которые выпускаются на основании 75-летнего опыта фирмы в производстве прецизионного оборудования для восстановления двигателей. Станки предназначены для предварительной расточки перед хонингованием всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую с помощью частотных преобразователей скорость вращения и подачу шпинделя и большой набор оснастки для обработки любых деталей.

Расточные станки для блоков цилиндров модификаций S, а также станки для расточки блоков моделей SPES и OLIMPIA имеют плавно переменную подачу стола и возможность установки фрезерной головки для фрезерования. Окраска в любой цвет по выбору заказчика.






Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ РАСТОЧНЫХ СТАНКОВ ДЛЯ РАСТОЧКИ БЛОКОВ И ЦИЛИНДРОВ:
- Исключительная жесткость и точность станка благодаря литой чугунной станине, что обеспечивает точную предварительную расточку перед хонингованием цилиндров.
- Плавная регулировка частоты вращения и вертикальной подачи шпинделя, а также подачи стола.
- Большой выбор расточных шпинделей и приспособлений для любых цилиндров.
- Быстрые снятие/установка шпинделей.
- Быстрое и точное центрирование шпинделя в цилиндре по индикатору на расточной бабке.
- Быстрая настройка верхнего и нижнего крайних положений шпинделя.
- Простое крепление V-образных и рядных блоков цилиндров.
- Быстрая установка фрезерной головки для обработки плоскости.
- Возможность установки сегментированного шлифовального круга для шлифования плоскостей
- Возможность установки хонинговальных головок для ручного хонингования отверстий после расточки (хонинговально-расточной станок).

Станина.
Чугунная литая станина обеспечивает исключительную жесткость, производительность и высокую точность обработки.

Расточная бабка.
Расточная бабка с мощным шпиндельным двигателем.

Управление столом станка.
Удобные маховики для ручной продольной и поперечной подачи и рычаг включения автоматической подачи.

Центрирование и управление подачей шпинделя.
Быстрое центрирование по индикатору на расточной бабке и легкое управление подачей шпинделя.

Регулировка мертвых точек.
Удобная регулировка стопоров наглядна и обеспечивает легкость работы и точность расточки цилиндров.

Пульт управления.
Удобный пульт управления с плавной регулировкой и цифровой индикацией скорости вращения и подачи.

Большой набор шпинделей.
Большой набор шпинделей обеспечивает расточку цилиндров в диапазоне 31-400 мм, фрезеровку плоскостей, а также их шлифование и хонингование отверстий.

Заточное приспособление для резцов.
Удобная опция для точной и долгой работы.

Крепление блоков цилиндров.
Большой выбор креплений для любых блоков, цилиндров и гильз – от мотоциклов до тяжелых грузовиков.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАСТОЧНЫХ СТАНКОВ ДЛЯ РАСТОЧКИ БЛОКОВ И ЦИЛИНДРОВ
Станок для расточки блоков камаз
г. Челябинск, ул. Новоэлеваторная, д. 51
Время работы: пн-пт 9:00-17:00, сб. 9:00-15:00
- Ремонт ГБЦ
- Проточка маховика
- Фрезеровка ГБ
- Опрессовка ГБЦ и БЦ
- Гильзование
- Шлифовка коленвала
- Расточка блока
- Мойка
- Восстановление постелей распредвала\коленвала
- Ремонт ГБЦ
Замена направляющих втулок (без стоим. Втулки, без обработки седла. При замене 1-ой втулки + 100%)
Правка седла клапана – станок Rottler SG7? Rottler SG8
Замена седла клапана
Ваз 2101-08, ЗМЗ 405, 406, 409
УМЗ 402, 4221, 274
Замена седла с изготовлением седла
Восстановление посадки седла клапана
Шлифовка клапана
Очистка от нагара
Сборка\разборка клапанного механизма
Разборка клапанного механизма
Замена маслос. колпачка
Сборка клапанного механизма
Регулировка зазоров клапанов
Изготовление направляющих втулок клапана
- Проточка маховика
- Фрезеровка ГБЦ
Фрезеровка ГБЦ
ГАЗ 402 (С 76 на 92 бензин)
От 950 (+150р/цилиндр)
Алюминиевые иномарки (4 цил.)
От 800 (+150р/цилиндр)
Алюминиевые иномарки непаралельные
От 950 (+150р/цилиндр)
Фрезеровка Блоков цилиндров
ГАЗ 402, 405, 406
- Опрессовка ГБЦ и БЦ
ГАЗ 402, 405, 406
ГАЗ 402, 405, 406
- Гильзование
- Шлифовка коленвала
ГАЗ 405, 406, 409
ГАЗ 402, 421, 427
Иномарки 4 цилиндра
Иномарки 6 цилиндров (рядный)
Иномарки 6 цилиндров (V-образный)
Иномарки 8 цилиндров (V-образный)
- Расточка блока
ВАЗ без форсунок
ВАЗ с форсунками
ГАЗ 405, 406, 421
Иномарки до 85мм чугун
Иномарки от 85мм чугун
Замена втулок 35 вала
Перепрессовка поршней ВАЗ
Перепрессовка поршней иномарка
- Мойка
-
Восстановление постелей распредвала\коленвала*
ГАЗ 406 распредвал
КАМАЗ V8 (5 шеек)
FIAT 4 цилиндра
Блоки цилиндров по диаметру шеек от
*Окончательная цена ремонта рассчитывается индивидуально
Сколько стоит расточить блок цилиндров и от чего зависит цена?
Услуга по расточке блока цилиндров в среднем по России обойдется от 1100 до 3000 рублей для владельцев отечественных автомобилей и от 4000 до 10000 рублей для обладателей авто импортного производства.
Что это
Каким бы ни был двигатель автомобиля, чугунным или алюминиевым, рано или поздно он потребует ремонта. Например, в случае, когда мотор начинает «жрать» масло и из выхлопной трубы появляется сизый дым. В таком случае обращение на СТО носит плановый характер. Также к мотористам обращаются автолюбители, которые желают тюнинговать, форсировать свой силовой агрегат.
Сама по себе процедура применяется для восстановления правильной геометрической формы цилиндра, на искривление которого влияют износ мотора, большой пробег транспортного средства или неправильная эксплуатация. Важным фактором при этом виде работ является материал, из которого изготовлен мотор.
Идеальным для расточки является чугунный силовой агрегат, ведь его стоимость невысока, а сам он очень прочный. В работе с ним мастерам нужно лишь выточить цилиндры до нужного размера, после установить подходящие поршни и ремонт будет окончен. Но есть и минусы – подверженность коррозии, плохой отвод тепла, высокий вес.
Алюминиевые моторы намного легче и практически не подвержены коррозии. Однако же, из-за мягкости металла мастера называют блоки из него «одноразовыми» и мало кто берется за их расточку. Даже после её проведения стенки придется обрабатывать специальным дорогостоящим покрытием.
Саму процедуру можно разбить на несколько основных шагов:
- Полная разборка и выемка блока цилиндров.
- Мойка и сушка детали.
- Измерения с помощью специальных приборов, чтобы спланировать работу.
- Работа на станке.
- Хонингование (уменьшение шероховатости стенок).
- Сборка силового агрегата и установка обратно на транспортное средство.
Правильное выполнение этого комплекса работ восстановит правильный зазор между поршнями и стенками цилиндра, а также:
- Позволит существенно снизить расход моторного масла.
- Обеспечит нужную компрессию.
- Увеличит ресурс деталей цилиндро-поршневой группы.
- Снизит эффект от трения колец в рабочем пространстве.
От чего зависит цена
Цена в данном случае будет зависеть от класса автомобиля, размеров его двигателя и материала, из которого последний изготовлен. Соответственно, чем больше автотранспортное средство и его силовой агрегат, тем больше сами цилиндры и тем выше будет стоимость услуги. Конструкции станков, используемых на станциях техобслуживания, как правило, не влияют на цену расточки. Учтите, что отдельно придется оплатить услугу по снятию и установке двигателя.
Виды услуг
В принципе, на этом этапе обращения к мотористам вид услуги один – расточка. Разными могут быть лишь модели станков, на которых мастер выполняет процедуру. Дальнейшие манипуляции с двигателем уже проводятся по другим обращениям автолюбителя.
Примеры цен на услугу
Первенство по ценам на расточку принадлежит Москве, в столице за услугу для отечественного авто придется отдать от 2000 рублей, а для импортного от 3500 рублей.
По областям и регионам цены варьируются в таких диапазонах (руб за цилиндр):
- Иномарки с обычным блоком – от 800.
- Иномарки с наклонным, оппозитным блоками – 1100-2000.
- Иномарки с V-образным блоком – 1500-2500.
- Блоки мотоциклетные – от 1000.
- ОКА – от 1500 за весь мотор.
- Ваз, Таврия – 2500 за весь мотор.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Да, существует соблазн залезть во «внутренности» подкапотного пространства самому, либо обратиться к кустарному мастеру, только вот шансы навредить своему железному любимцу от таких действий резко возрастают. Полный комплекс расточки занимает от одних до пяти суток, поэтому записывайтесь к выбранному специалисту заранее по телефону и договаривайтесь о встрече.
Читайте также: