
Замена седел клапанов газель 406
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
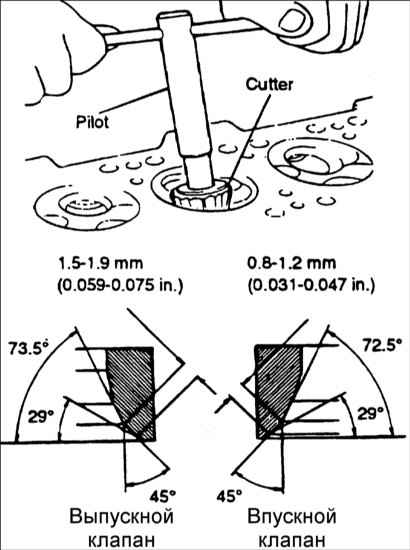
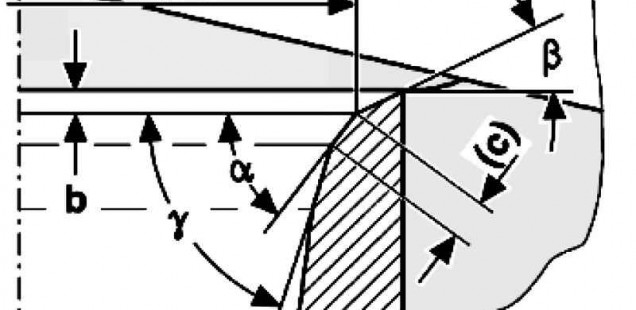
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Ремонт двигателя ЗМЗ 406 своими руками в гараже.
Специально для статьи был приобретен двигатель змз 406 с большим пробегом. По словам старого хозяина он пробежал более 600 тысяч км в разных условиях и эксплуатировался разными водителями, в том числе и пилотами, для которых капот является частью обшивки автомобиля, а не крышкой моторного отсека.
Этот двигатель тупо разобрали по болтикам без всякой диагностики неисправностей, так как пробег большой и делать надо всё. Сняв и почистив голову увидели: седла клапанов, особенно выпускных, обсевшие, т.е. это приведёт к снижению или потере компрессии. На фото видно, что клапана сидят глубже поверхности камеры сгорания. Кстати, для хозяев этих машин и начинающих мотористов, это очень серьезная неисправность для двигателя с гидрокомпенсаторами, которой необходимо уделить должное внимание. Замерами и цифрами в этой статье увлекаться не будем, она есть в соответствующей литературе, чтобы не упустить некоторых важных моментов.
Здесь тоже видно, как утоплены клапана, правда изображение некачественное.
Соответственно головку блока везем в мастерскую на замену направляющих втулок клапанов, сёдел клапанов и шлифовку, блок на расточку цилиндров под новые ремонтные поршня, а коленвал и промвал на шлифовку. Что приятно удивило - размеры шеек коленвала на несколько соток оказались ниже допуска, хоть и блок внутри был покрыт толстым слоем масляного нагара. Но в принципе тут нечего удивляться - это заводское качество.
Пока ждем результатов обработки, есть время разобраться с другими деталями.
Проверяем износ втулок верхней головки шатуна - как правило, лучше конечно замена.
Проверяем износ большой звездочки промежуточного вала со стороны их прилегания, если присутствует выработка от стопорной пластины, то её завариваем полуавтоматом и отдаем шлифовать -
чтобы получилось вот так.
Теперь выработки, как показывает практика, в этом месте никогда не будет, ввиду изменения структуры металла.
Проверяем маховик, если присутствует выработка от диска сцепления, то отдаем токарю или шлифовщику на проточку.
Привезли блок - как видно, кроме расточки, его еще шлифовали из-за небольшого коробления поверхности вовремя эксплуатации. Если исходить из практики то б/у блоки после расточки выхаживают на много больше, чем новые, так как за время работы получили многочисленные термические обработки, усадки металла и т.д.
Да, шлифовать блок надо обязательно с передней крышкой, чтобы они лежали в одной плоскости.
Теперь его следует хорошо отмыть и удалить всю стружку из масляных каналов.
После чистки блока чистим коленвал. Выкрутив пробки коленвала нередко приходится наблюдать такую картину - отверстие почти целиком забито отложениями масляного нагара. Чистим, промываем, продуваем.
Бывает, что грани пробки срезает, то тогда можно к ней приварить болт и выкрутить.
Замена седел клапанов газель 406
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки ЗМЗ-406 ГАЗ-3110».
Разборка

Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.

Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.

Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.


Отвернуть болты 1 и снять заднюю крышку 2 головки блока.


Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.


Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.


Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.

Съемником удаляем маслоотражательный колпачок
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.

Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.


Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.
Осмотр, дефектовка и ремонт ГБЦ
После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
Проверить зазоры в подшипниках распределительных валов.
Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
- вставить клапан в головку блока;
- надеть на стержень клапана приспособление для притирки клапанов;
- нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
- поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты.
Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.

Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой.
При шлифовке выдержать размеры седла, указанные на рис. Профиль седла клапана двигателя мод. 4062.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже.
Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала. Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40. 45°С, а головку блока нагреть до температуры +160. 175°С. Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны до размеров, указанных в табл. 2.1. Затем прошлифовать седла клапанов, как было указано выше.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.


Очистив привалочную плоскость головки проверяем качество прилегания головки к блоку лекальной линейкой.
При деформации свыше 0,05 мм плоскостность необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм – головка не ремонтируется.
Керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом. Устанавливаем на место заглушки масляных каналов.
Через алюминиевую проставку запрессовываем новые втулки клапанов, предварительно нагрев головку до 160–180°С и охладив втулки в “ сухом льду ” (СО 2 ).
Устанавливаем клапаны в последовательности, обратной снятию, заменив старые маслоотражательные колпачки на новые.
Притирка клапанов


Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, поворачиваем его в обе стороны примерно на 90°
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Головка цилиндров, клапанный механизм и привод распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, устранение дефектов.
При индивидуальном методе ремонта головки цилиндров, клапанного механизма и привода распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 пригодные для дальнейшей работы детали должны быть установлены на свои прежние места. Большинство деталей при их снятии с двигателя необходимо обязательно маркировать, чтобы в дальнейшем избежать ошибок при сборке.
Головка цилиндров, клапанный механизм и привод распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушение перемычек между гнездами не допускается (1). В этих случаях головку блока цилиндров надо браковать. Износ или срыв резьбы более двух ниток необходимо ремонтировать нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера, или установкой резьбовых спиральных вставок.
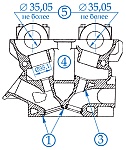
При износе диаметра отверстия в головке блока цилиндров под гидротолкатель более 35,1 мм (4), головку блока цилиндров надо браковать. При диаметров опор головки цилиндров под шейки распределительных валов более 35,05 мм (5), надо браковать головку цилиндров и крышки распределительных валов.
Клапана и привод клапанов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
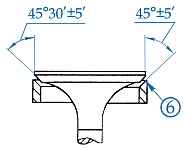
Коробление тарелки клапана и прогорание клапана и седла (6) можно ремонтировать следующим образом.
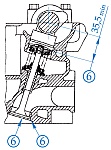
При диаметре стержня клапана менее 7,95 мм (7) его можно ремонтировать следующим образом.
Разница между диаметром втулки запрессованной в головку цилиндров : не более 8,1 мм для впускного клапана и не более 8,1 мм для выпускного клапана, и диаметром стержня клапана, должна быть не более 0,2 мм. В противном случае надо производить ремонт.
1. Клапан и втулку заменить новыми.
2. Фаски седел прошлифовать, центрируя по отверстию во втулке, выдерживая указанные размеры и обеспечивая концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм.
3. Уменьшить ширину седел клапанов : у седла впускного клапана : 2+-0,4 мм, у седла выпускного клапана : 2+-0,3 мм.

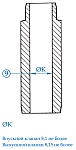
При диаметре отверстий направляющих втулок (9) : впускного клапана более 8,1 мм и выпускного клапана более 8,15 мм, их можно ремонтировать следующим образом.
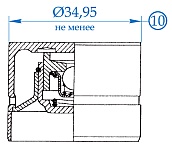
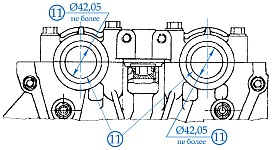
При износе диаметра гидротолкателя привода клапанов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 до размера менее 34,95 мм (10), его надо браковать. При диаметре опор головки цилиндров под переднюю шейку распределительных валов более 42,05 мм (11), необходимо браковать головку цилиндров и переднюю крышку распределительных валов.
Распределительные валы двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Наличие трещин (13) любого характера и расположения, задиры и глубокие раковины (14) на поверхности опорных шеек и кулачков распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 не допускается.
Радиальное биение средней опорной шейки распределительных валов должно быть не более 0,04 мм (13). В противном случае надо шлифовать средние опорные шейки до устранения дефекта, не выходя из поля допуска на размер опорных шеек распределительных валов : 35-0,050/-0,075 мм.

При износе диаметра (15) первой опорной шейки распределительных валов до размера менее 41,9 мм, диаметров опорных шеек до размера менее 34,9 мм, высоты кулачков менее 45,5 мм для двигателей ЗМЗ-4062, ЗМЗ-405, ЗМЗ-409 Евро-2 и ЗМЗ-409 Евро-3, и менее 44,5 мм для двигателей ЗМЗ-4061, ЗМЗ-4063 и ЗМЗ-405 Евро-3, их можно ремонтировать следующим образом.
Замена седел клапанов газель 406
Головку блока можно снять с ресивером и выпускным коллектором
Если головку блока снимают с двигателя, установленного на автомобиле, нужно предварительно выполнить операции, указанные в статье «Снятие и установка двигателя ЗМЗ-406».
Затем отсоединить приемную трубу глушителя от выпускного коллектора, отсоединить шланг от корпуса дроссельной заслонки, снять подводящую трубу радиатора, снять генератор.
Дальше порядок снятия головки блока с двигателя, снятого с автомобиля и с установленного на автомобиле, одинаковый.
Снять распределительные валы.

Ослабить затяжку хомутов 1 и снять со штуцеров корпуса дроссельной заслонки шланги 2 и 3.
Снять термостат с корпусом.
Вывернуть свечи зажигания.
Отвернуть болты 1 крепления головки блока. Вынуть болты 1 и шайбы.
Снять головку блока цилиндров и прокладку головки блока.
Нельзя забивать между головкой блока и блоком цилиндров отвертки или какой-нибудь другой инструмент, так как можно повредить поверхность головки блока, прилегающую к блоку цилиндров.

Разборка
1. Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.


Снять прокладки выпускного коллектора. Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
2. Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.


3. Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом.
Снять прокладку впускной трубы.
Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки.

Вынуть гидротолкатели 1 клапанов.
Г идротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Установить на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, вынуть сухари 2 клапана.
Затем, постепенно ослабляя нажим на ручку приспособления, полностью разжать пружины клапана.
Снять приспособление с головки блока. Вынуть тарелку 3 пружин клапана. Затем вынуть наружную и внутреннюю пружины клапана.


Снять маслоотражательный колпачок 1 клапана.
7. Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
8. Вынуть клапан со стороны камеры сгорания.
9. Таким же образом снять остальные клапаны.
Перед снятием промаркировать все клапаны, чтобы при сборке установить их на свои места.
Осмотр, дефектовка и ремонт головки блока
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
4. Проверить зазоры в подшипниках распределительных валов.
5. Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока. Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, предельно допустимый — 35,1 мм. Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
6. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом :
- вставить клапан в головку блока;
- надеть на стержень клапана приспособление для притирки клапанов;
- нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
- поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты. Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
7. Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
8. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты можно устранить шлифовкой.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже. Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
9. Проверить зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм.
Если зазор превышает указанный, заменить клапан и направляющую втулку. Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40. 45°С, а головку блока нагреть до температуры +160. 175°С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера. При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны. Затем прошлифовать седла клапанов, как было указано выше.
10. Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха. Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Сборка
Собирают головку блока в порядке, обратном разборке.
Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и гидротолкатели клапанов.
Устанавливать клапаны и гидротолкатели в соответствии с метками, нанесенными при разборке. Установить прокладку задней крышки головки блока и заднюю крышку на герметик «Гермесил» или подобный ему.
Установка

Устанавливают головку блока в порядке, обратном снятию.
Порядок затяжки болтов крепления головки блока показан на рисунке.
Болты крепления головки блока затянуть в два этапа: 1-й этап — 40–60 Нм (4,0–6,0 кгс·м); 2-й этап — 130–145 Нм (13,0–14,5 кгс·м).
Замена прокладки головки блока цилиндров Волга 31105 2004-2009
Замена прокладки головки блока цилиндров автомобиля Волга ГАЗ 31105
Инструменты:
- гаечный ключ рожковый 12 мм
- гаечный ключ рожковый 13 мм
- гаечный ключ рожковый 17 мм
- ключ шестигранный 6 мм
- ключ шестигранный 12 мм
- отвертка плоская средняя
Примечание:
Для замены прокладки нужно снять головку блока цилиндров с ресивером и выпускным коллектором. Если головку блока цилиндров снимают с двигателя, установленного на автомобиле, нужно предварительно слить охлаждающую жидкость.
1. Снимите крышку головки блока цилиндров.
2. Снимите генератор.
3. Снимите гидронатяжитель верхней цепи.
4. Снимите распределительные валы.
5. Отверните четыре гайки (одна гайка на фотографии закрыта приемной трубой) крепления приемной трубы к выпускному коллектору.
6. Отверните гайку болта крепления приемной трубы к кронштейну на коробке передач, выньте болт и отведите приемную трубу от выпускного коллектора.
7. Отсоедините колодки жгутов проводов от датчиков массового расхода воздуха.
8. Отсоедините колодки жгутов проводов от датчиков положения дроссельной заслонки.
9. Отсоедините колодки жгутов проводов от датчиков положения коленчатого вала.
10. Отсоедините колодки моторного жгута от форсунок.
11. Отверните переднюю гайку крепления ресивера и снимите со шпильки держатель 1 топливоподводящего шланга и провод 2 «массы» моторного жгута.
12. Отсоедините колодку жгута проводов от регулятора холостого хода.
13. Отверните заднюю гайку крепления ресивера и снимите со шпильки держатель 2 топливоподводящего шланга и второй «массовый» провод 1 моторного жгута.
14. Отведите в сторону моторный жгут.
15. Ослабьте гайку фиксатора троса привода дроссельной заслонки и отсоедините трос от сектора.
16. Ослабьте гайки крепления оболочки троса привода дроссельной заслонки, выньте трос из кронштейна и отведите его в сторону.
17. Ослабьте хомут крепления воздушного патрубка к дроссельному узлу.
18. Ослабьте хомут крепления воздушного патрубка к воздушному фильтру.
19. Снимите патрубок вместе с датчиком массового расхода воздуха.
20. Ослабьте хомуты шлангов на дроссельном узле и отсоедините шланги.
21. Ослабьте хомуты шланга сливной магистрали, отсоедините шланг.
22. Ослабьте хомуты топливоподающей магистрали, отсоедините шланг. Отведите шланги в сторону.
23. Снимите распределительные валы
24. Выверните болты крепления успокоителя верхней цепи и снимите успокоитель.
25. Выньте указатель уровня масла.
26. Отсоедините колодку жгута проводов от датчика температуры воздуха.
27. Отверните последнюю гайку выпускного коллектора.
28. Снимите со шпильки держатель шланга системы охлаждения.
29. Выверните болты крепления головки блока цилиндров в последовательности, обратной затяжке см. рис1.
Рисунок 1 «Последовательность затяжки болтов крепления головки блока цилиндров»
30. Снимите головку блока цилиндров.
31. Снимите прокладку.
32. Тщательно очистите от нагара, остатков старой прокладки и герметика сопрягаемые поверхности головки и блока цилиндров.
33. Новую прокладку смажьте с обеих сторон тонким слоем графитной смазки, а в месте контакта с передней крышкой блока — термостойким клеем-герметиком.
34. Уложите прокладку на блок цилиндров, проследив, чтобы установочные втулки блока вошли в соответствующие отверстия прокладки.
35. Установите головку блока в порядке, обратном снятию.
Болты крепления головки блока цилиндров затяните в два этапа:
36. 1-й – 40–60 Н·м (4,0–6,0 кгс·м);
37. 2-й – 130–145 Н·м (13,0–14,5 кгс·м).
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
- Качественных фото ремонта
Источник: https://www.automnl.com/model/gaz_volga/65/
Замена Прокладки Гбц Змз 406
Сообщества ›Volga GAS› Блог ›Задачи после замены прокладки ГБЦ 406 Zm
Привет всем, я поменял прокладку и одновременно установил график. ОМП 406 у меня есть завел машину и она потерла, я бы даже сказал парную, новые провода, установила метки на ремне ГРМ (возможно, они прыгали, пока натяжители были без масла) Я закрываю шланг с системой кондиционирования, не запускается. какие у тебя варианты? что я мог пропустить, может быть, где это утечка? Постскриптум Я видел, что газы в расширительном баке не ворчат естественным образом, но когда вы открываете крышку, при открытии возникает давление Вооотот видос, я не единственный =))
Комментарии 32
Спасибо за все расходы огромные, проблема решена, прыжок ремня ГРМ на один зуб =) все исправлено и стало как часы
Слегка открутите верхнюю крышку, снимите переднюю крышку и посмотрите, что произойдет, если истечет время, затем удалите все и установите его до последнего
да, теги были сдвинуты, уже сняты и просто с покатушек, стало лучше =)
очевидно, пусть этот автомобиль работает
Проверьте теги. Если до изменения все прошло хорошо, значит, ваш ремонтный бизнес. Соль из трубки нормальная, должно быть давление. главное, что при перезагрузке пузырьков не так много. Посмотри на разрядку, если она зависает.
READ Замена Салонного Фильтра Renault Символ
глупо как я думал о скользящей метке =))
Измерьте сжатие. Если стружка попадет под клапан, гидравлический очистит зазор, и клапан не заблокируется.
Кажется, я начинаю догонять, что мозг накапливает, у меня, похоже, залил TPS, сейчас попробую, когда уйду с работы
Измерьте сжатие. Если стружка попадет под клапан, гидравлический очистит зазор, и клапан не заблокируется.
там в комментариях к письму видос написал как он исправил этот недуг
замена Прокладки головки 406. Видео
Показывает, как поднять голову 406
двигатель в газели, заточить головку двигателя,
заменить прокладку
, право.
GT замена Прокладки ГБЦ на Газель с 405м и ЗМЗ 406м!
Искренне поздравляю всех . Если вы заинтересованы в возврате орехов самостоятельно, вы также сэкономите свой домашний бюджет.
Это было так после замены прокладки Головка цилиндров тоже собрала все. Мало того, что один цилиндр не изменился, но сразу же на хх машина ужасно качалась на поворотах, приемлемо нормально. Оказалось, что один зуб трясется на впускном распределительном валу.
Я также думаю, что даже чертовски говорю, что один цилиндр будет работать, а другой будет иногда сниматься, чтобы помочь ему =)) он равен скорости, короче говоря, я думаю, что, пока новые натяжители были без масла, инфекция прыгнула
READ Замена Сальника Коленвала Mitsubishi Lancer 9
Вы положили прокладку под впускной коллектор? Это касается и собственного двигателя европейского класса. ZMZ 406 405 409 Процесс сборки Часть 2. Замена прокладки головки блока цилиндров ZMZ 405 в домашних условиях. И вот, они положили евро 0 на евро 3, и снег тоже
Я не одна, но я с такая фигня Я боролся в течение месяца. Проверьте впуск (я потянул через головку / впуск цилиндров) и катушку стартера)) Если он застрял со знаком плюс или минус на месте. Больше dtv и jot check.
например, проверка не горит для меня, это означает, что все связано, я думаю, что ремень ГРМ потерян и есть всасывание в закрытых клапанах это базовая версия, катушки являются нормой для замены, провода нового столетия, стружка может попасть в свечи при фрезеровании, но свечи сухие, что означает, что они работают
Я не одна, но я с бороться, как фигня
на месяц. установка фаз газораспределения ZMZ 406 имеет 100% успех при замене прокладки ГБЦ на замену. Проверьте впуск (я потянул через головку / впуск цилиндров) и катушку стартера)) Если он застрял со знаком плюс или минус на месте. Больше dtv и jot check.
READ Какой Двигатель Стоит На Датсун Он До
и даже при всасывании воздуха я бы давал газ, который бы утих, так сказать, затопил бы, но не здесь, скорость отключена
Нет. мой тест тоже не горит, самодиагностика указывает на ошибки, и это по-прежнему не означает, что все подключено правильно, так как некоторые из ошибок тупо игнорируются и устанавливаются параметры по умолчанию, катушки также кажутся работает. но блин остается первым, он не работает должным образом, и отсюда это было нелепое моторное поведение

(на самом деле это в БЖ) все-таки изменилось, работает даже нормально, но пока не нагреется до ОПЕРАЦИОННОЙ температуры, дурак запускается позже. повороты тупо уменьшаются до 500 и начинается репрессия. И это определенно не сложность зажигания. может быть, это либо DTV, потому что оно выглядит как микс, либо неправильно, и ECU устанавливает их специально для них. С всасыванием тоже там работает и сразу останавливается, когда я менял прокладку, все стало нормально.
Осмотр, дефектовка и ремонт головки блока
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
4. Проверить зазоры в подшипниках распределительных валов.
5. Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока. Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, предельно допустимый — 35,1 мм. Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
6. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
— вставить клапан в головку блока;
— надеть на стержень клапана приспособление для притирки клапанов;
— нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
— поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты. Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
7. Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
8. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты можно устранить шлифовкой.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже. Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
9. Проверить зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку. Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели. Втулки перед установкой нужно охладить до –40…45°С, а головку блока нагреть до температуры +160…175°С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера. При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны. Затем прошлифовать седла клапанов, как было указано выше.
10. Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха. Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Читайте также: