
Замена направляющих втулок клапанов приора
После запила каналов ГБЦ было принято решение заменить направляющие клапанов на впуске . Причиной послужило то что направляющие стали короче после запила новая направляющяя 39 мм после запила 32 мм итог минус 7 мм что есть 20 % от общей длинны . Хотя люди не меняют ставит и со спиленными . Но если даже смирится с тем фактором что они стали короче есть еще один немаловажный фактор . это то что после того как направляющие спилены край направляйки не ровный и нарезать нормальную фаску на седлах невозможно в силу того что идет перекос .
Для выпресовки был выточен выпресовщик по принципу как у Евгения Травникова тока со своими размерами
Всякие варварские методы выбивания были откинуты дабы не повредить ГБЦ
Для выпресовки ГБЦ по любому греть я грел в духовке до той температуры когда смог сорвать первую направляющюю температура составила порядка 250 градусов в самой духовке . какая при этом была температура ГБЦ неизвестно .
После нагрева ГБЦ выпресовщик вставлялся на место предварительно подложив под него прокладку из под пружины клапанов и двумя ключиками на 24 все это выпресовывалось . Сначала идет небольшой натяг усилия потом щелочек и тянем до момента пока идет . Некоторые направляющие выходили за один подход некоторые приходилось подогревать ГБЦ т.к в какой то момент усилие резко возрастало т.к ГБЦ слишком быстро остывает буквально за минуты 3 если не успел значит придется опять греть . Самое геморройное это то что за один нагрев не получается больше 2 направляющих вытянуть . в силу того что коэффициент расширения у алюминия больше чем у латуни . но если долго греть остальные направляющие тоже расширялись и их сильно зажимало в ГБЦ .
Удивило то что при общей длине направляющей 39 мм в ГБЦ запрессована она не по всей длине а всего 20 мм остальные 19 со стороны камеры сгорания просто в воздухе этот факт отчетливо видно на фото .
Сам выпресовщик был изготовлен с минимальными затратами из подручных материалов .
Подшипник для выпресовщика был куплен на рынке от колес тачки с которыми бабушки ездят за картошкой с внутренним диаметром 17 мм . Болт М6 под шестигранник длинной 45 мм . нужен именно с круглой шляпкой и черного цвета т.к серые с квадратной будут головкой портить канал направляющей и они слабые его просто порвет и все .
Т.к диаметр внутренний направляйки 7 мм а болта 6 мм в самой старой направляющей было проточен маленький потай для центровки
После выпресовки в итоге все отверстия под направляющие получились 12,00 — 12,02
отверстие под направляющие мерял направляющей мерником дабы не покупать нутромер по цене 110 евро
взял одну направляйку и стачивал ее по 1 сотке до тех пор пока не начала залазить в отверстие, потом ее замерял микрометром .
Ремонтные втулки имеют следующие артикулы
21120-1007032-20 Втулка направляющая +0,02 мм.
21120-1007032-22 Втулка направляющая +0,22 мм.
Размеры натяга для новых направляющих процитирую от известного автора рекомендации Хрулева ( дядька пишит книги по ремонту двигателей ) по поводу натяга втулок
В то же время для направляющих втулок клапанов и сталебронзовых втулок верхней головки шатуна (ВГШ) вполне достаточно натяга 0,03-0,05 мм.
Внутренний диаметр направляющих втулок равен 7+0,015мм, а наружный (для втулок, поставляемых в запасные части) — 12,079-12,090 и 12,279-12,290мм (втулка увеличенная на 0,2мм)
Диаметр стержня впускного клапана равен 6,975±0,007мм, а выпускного -6,965±0,007мм
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 своими руками

Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
-
Демонтируем «клемму-минус» с АКБ.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
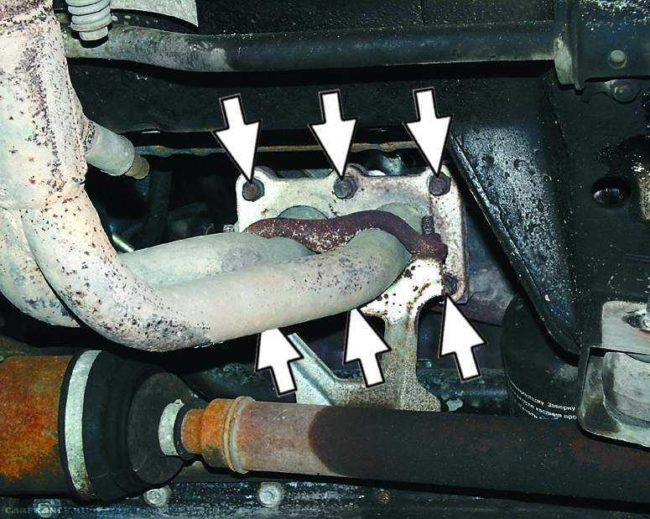
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
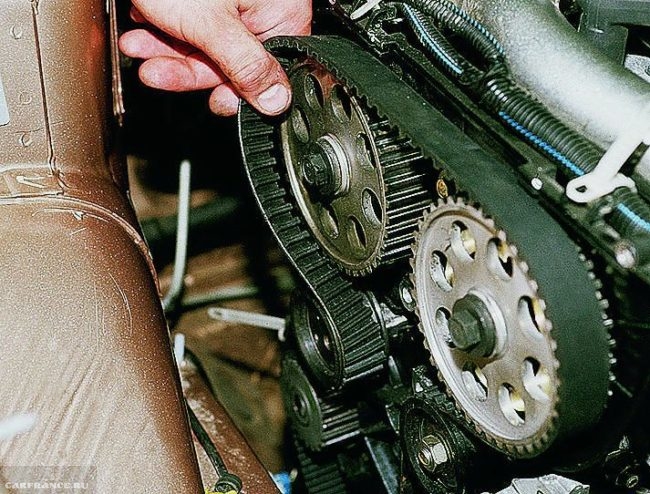
Снимаем ремень ГРМ

Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения
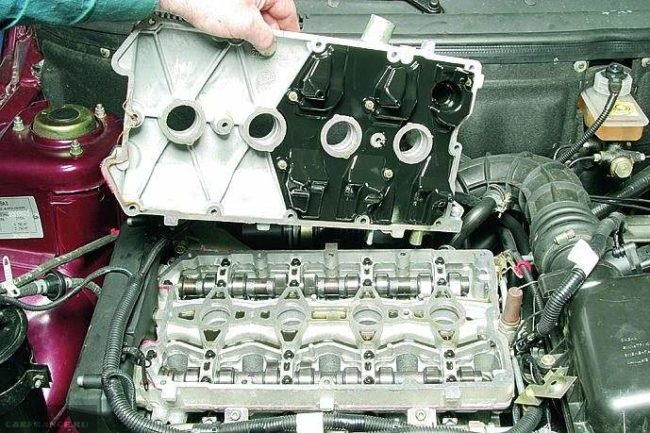
Выкрутив болты снимаем клапанную крышку
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
Демонтируем распределительные валы.
Снимаем распределительные валы с головка

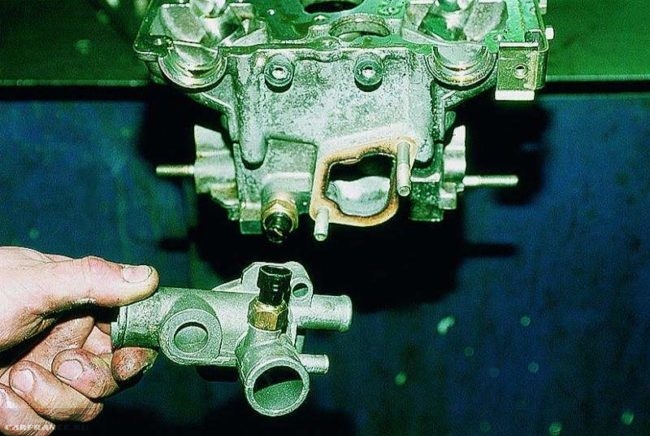
Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.

Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой

Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Видео о замене и снятии прокладки ГБЦ
Видео по снятию головки блока цилиндров, в котором пишется о процессе, нюансах и рекомендациях.
Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис. Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками.
Попалась втулка с деформацией, не знал, как быть, если бы не запасная. Обратился в сервис, так как направляющая отслужила уже порядка 230000 км, что для неё много. Никому не советую задерживать с этим, чтоб не встать посреди дороги
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 своими руками
Газораспределительный механизм, да и вся головка блока цилиндра в целом, в любом автомобиле настоятельно требуют к себе бдительного отношения и постоянного контроля за техническим состоянием. Надо ли говорить, что от состояния ГРМ зависят практически все характеристики двигателя. Причем абсолютно любого типа и вида — начиная от дизелей КамАЗ и заканчивая безродными Шевроле Лачетти. А мелочей в головке блока просто нет и быть не должно. Каждый зазор, каждая движущаяся и сопрягаемая деталь должны иметь строго выверенные нормативные параметры, иначе сбоев в работе мотора просто не избежать.
Признаки неисправности направляющих гильз
Износ направляющих втулок клапанов легко и быстро определяется владельцем транспортного средства. Основной симптом этой неисправности — увеличение расхода моторного масла.
Первое, что стоит проверить при увеличении расхода моторного масла, это клапаны двигателя автомобиля. Ещё одним признаком неисправности может стать характерный шум мотора в области головок. Самый лёгкий способ проверить это — открыть капот автомобиля, запустить двигатель и внимательно прислушаться. Если на фоне работы мотора будет заметен странный и необычный шум, то стоит провести диагностику клапанов и направляющих втулок.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.

Схема головки блока цилиндров ВАЗ 2106
Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Специфика выполнения работ
Существует категория водителей, которые стремятся все работы по обслуживанию и ремонту своего автомобиля делать самостоятельно.
Особенно это свойственно для владельцев отечественных машин, и это похвально.
Но таким водителям нужно осознать, что ряд работ, особенно, которые касаются регулировок, требуют не только теоритических знаний и опыта, но и своеобразной «чуйки», которая приходит со временем, путем проб и ошибок.
Особенно к таким работам относятся все регулировки, проводимые на карбюраторе, а также регулировка клапанов и еще ряд других регулировок.
Поэтому, если Вы это делаете в первый раз, то позовите человека, который, как минимум 3-5 раз проделывал такие работы на своем автомобиле, и желательно на такой же модели, как и у Вас.
Также перед проведением работ проверьте натяжение ремня ГРМ
Если Вы только приехали в гараж и хотите в этот же день проводить регулировку клапанов, то нужно около 5-6 часов, чтобы двигатель остыл.
Можно сразу приступить к снятию крышки клапанов и других деталей, это позволит сократить время остывания двигателя до 1-2 часов, так как увеличиться теплообмен между горячим мотором и окружающей средой.
А лучше исходить из принципа: вечером приехал – утром проводи работы.
Кстати, не забудьте про прокладку под крышкой клапанов, в 90 % случаев ее приходится менять, поэтому новая прокладка должна быть у Вас под рукой.
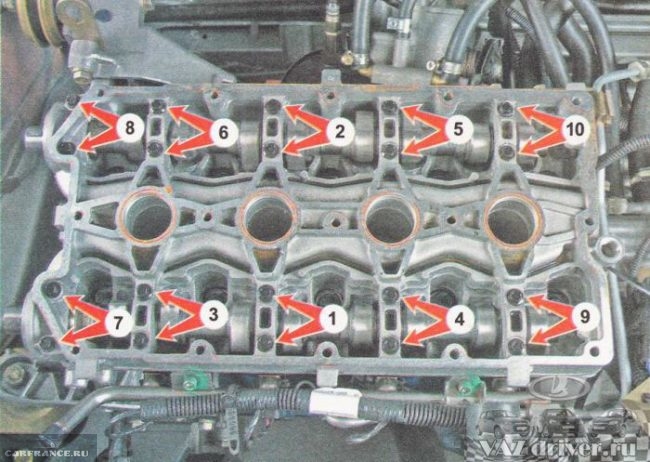
Отсчет цилиндров и клапанов.
Отсчет клапанов ведется следующим образом. Встаньте слева от автомобиля по ходу его движения, возле двигателя. Повернитесь лицом к двигателю.
Отсчет цилиндров и клапанов ведется слева на право от цепи ГРМ.
Последними будут 4-й цилиндр и 7,8 клапана, но регулировка начинается с клапанов № 6 и 8.

Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).

Изношенные втулки клапанов ВАЗ 2106
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок

Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Освобождаем рабочее пространство
Нужно понимать, что сразу крышку клапанов Вы не снимете, нужно до нее добраться.
Используя ключ на 8 откручиваем три болта и снимает крышку воздушного фильтра, а затем извлекаем фильтрующий элемент.

Отсоединяем все шланги, которые идут к воздушному фильтру.

Откручиваем ключем на 8 четыре болта крепления корпуса воздушного фильтра к карбюратору и окончательно демонтируем воздушный фильтр.

Используя тот же ключ на 8, отсоединяем трос подсоса.

Отсоединяем пружину шайбы, а затем непосредственно тягу педали газа.

Затем снимаем крышку трамблера и отводим жгуты высоковольтных проводов в сторону, так, чтобы было удобно работать.

Вынимаем масляной щуп, при этом вставив в отверстие чистую ветошь, чтобы не попала грязь.

Теперь мы можем свободно проводить нужные нам регулировки.
Как заменить клапанные втулки на ВАЗ 2106
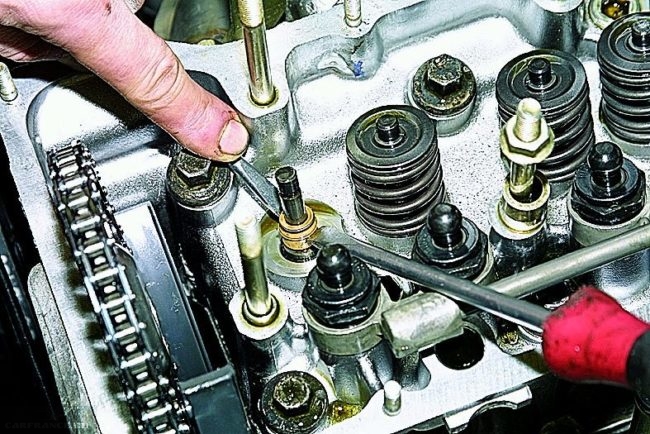
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.
- Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ.
- Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна.
- По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается.
Порядок выполнения работы
Теперь в работу вступает широкий щуп до 0,15 мм. Его нужно вставить так, как показано на фото.

Не маловажным является усилие проникновения щупа. Здесь многие допускают ошибку, что приводит к не правильному результату.
Щуп должен заходить между распредвалом и рокером с определенным усилием, что указывает на правильную регулировку клапанов.
В этом и заключается отличие между опытным мастером, который чувствует нужное усилие, и новичком, который может ошибиться.
Для этого с помощью ключа на 17 ослабляется гайка, как показано на фото ниже.

С помощью рожкового ключа на 13, в зависимости от ситуации, путем его вращения в нужную сторону, выставляется правильный зазор.
Контр гайкой фиксируется выставленный показатель регулировки, но затем делается контрольная его проверка, так как при затягивании контр гайки зазор может сбиться.
Убедившись, что все нормально, переходим к 6-му клапану. Все действия повторяются.
Когда зазоры клапанов № 6,8 отрегулированы, приступаем к регулировки зазоров клапанов № 4 и 7, № 1 и 3, № 5 и 2.
Для получения верного результата необходимо проворачивать коленвал на определенный градус, смотрите рисунок ниже.
Так как крышка трамблера снята, то Вы можете заметить, что его бегунок проворачивается. Этот момент тоже можно использовать для правильной регулировки клапанов.
После поворота бегунка на каждый 90 градусов проводится регулировка следующей пары клапанов.
Для удобства можно сделать метки на корпусе через каждые ? оборота бегунка.

После регулировки 5 и 2 клапанов можно считать, что работы закончены, осталось только вернуть все на свои штатные места и проверить работу двигателя.
Заведите машину, посмотрите, как работает двигатель на холостых оборотах, затем нужно проехать пару километров и сравнить приемистость мотора с той, которая была до проведения работ.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.

Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.

Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Замена направляющих втулок клапанов ВАЗ 2109
Выполнять замену клапанной направляющей втулки 2109 своими руками можно только в том случае, если есть целый набор необходимых инструментов и приспособлений, а самое главное, опыт или хотя бы теоретическая подготовка. Инструменты простые, но они должны быть:
- Микрометр.
- Нутромер.
- Запрессовщик.
- Оправка для выпрессовки или съемник.
- Развертка 8,03 мм.
- Опционально — охлаждающая жидкость.
Однако, есть шанс, что можно обойтись без выпрессовки втулок. для этого потребуется произвести точные замеры при помощи микрометра и нутромера. Дело в том, что если втулка изношена равномерно по диаметру отверстия, можно подобрать ремонтные клапаны. По крайней мере, такая теоретическая возможность существует. Если этого сделать не удастся, тогда необходимо заменить втулки на ремонтные. Если придется купить новые втулки, можно столкнуться со сложностью выбора, поскольку производителей втулок для девятки есть несколько, и у каждого комплекта своя цена. Так, втулки SM продадут за 600 рублей, а бронзовые или латунные втулки для моторов с высокими нагрузками от АвтоВАЗ будут стоить уже в пределах 1200 рублей. В пределах 400 рублей будут стоить стальные ВАЗовские и Zolex.
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
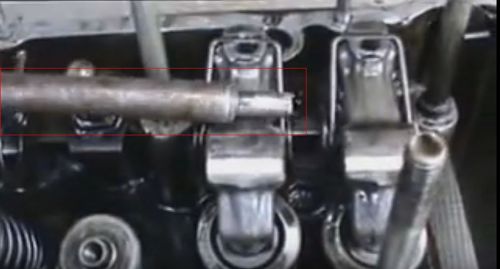
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Читайте также: