
Установка гбц ваз 2112 16 клапанов
Ремонт головки блока цилиндров (ГБЦ) на 16-ти клапанной ВАЗ-2112 своими руками

Автомобили семейства ВАЗ-2112 выпускались с одним из двух 16-клапанных двигателей – 21124 и 21120. Рабочий объём у этих моторов разный, а деталь под названием «ГБЦ» используется одна – её обозначают цифрами 2112-1003011. Ходят слухи, что головка блока цилиндров от мотора 21120 не подходит к 24-му двигателю, а вот обратная замена возможна. Однако в каталоге запчастей есть только один артикул, и он подходит для двух моторов сразу. Дальше рассматривается, какие действия по ремонту ГБЦ ВАЗ-2112 можно выполнить самим. Будем говорить только о 16-клапанниках.
Пример с выполнением демонтажа у нас показан на видео. Смотрим.
Демонтаж ГБЦ
Прежде всего, чтобы добраться до головки блока цилиндров, нужно снять крышку ГБЦ. Для разных 16-клапанников эта операция отличается, и артикулы крышки тоже выглядят по-разному: 2112-1003260 (-10) и 21124-1003260.

Крышка от ДВС ВАЗ-21124 (1,6 л)
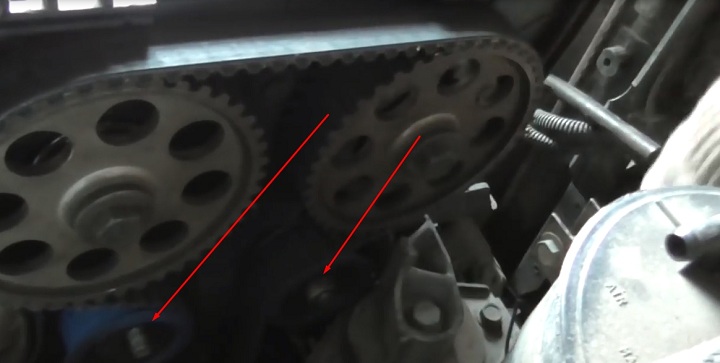
Снять нужно будет и ремень ГРМ – тут отличий у разных моторов не наблюдается.
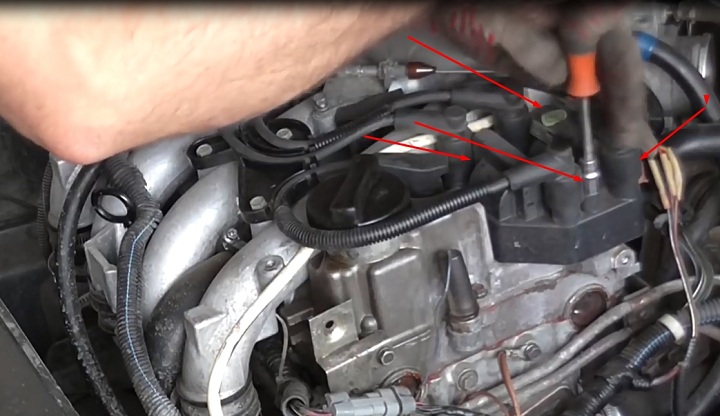
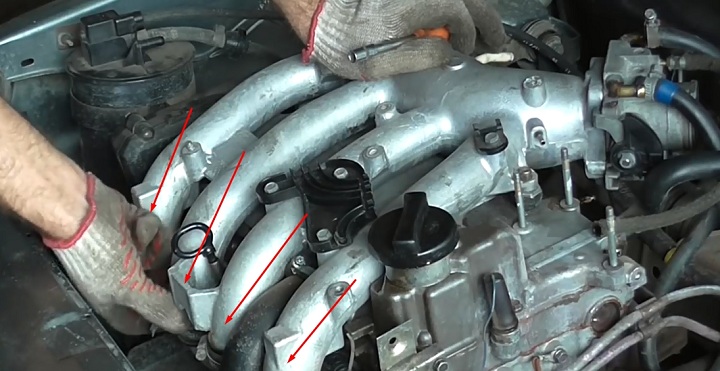
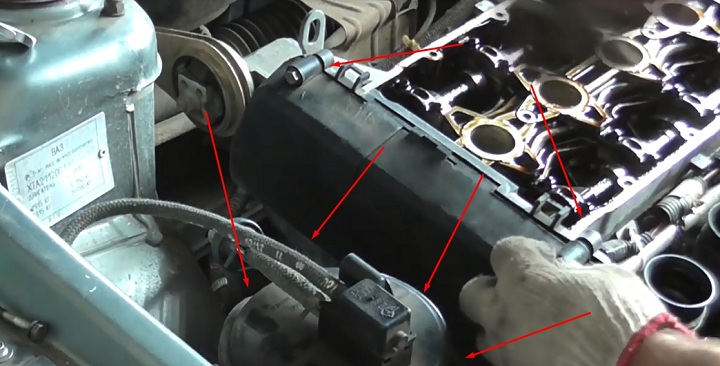
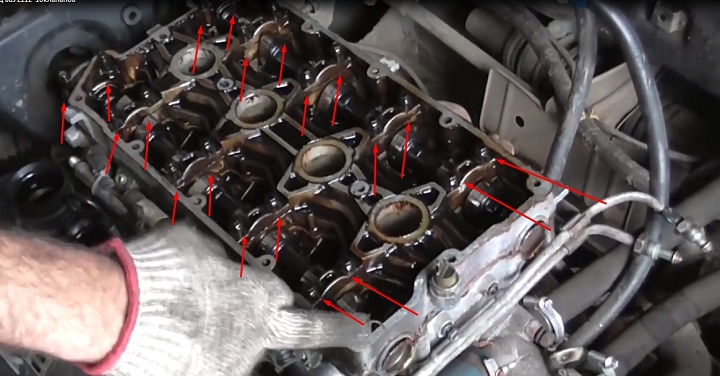
Рассмотрим, как от ГБЦ можно открепить выхлопной коллектор. На двигателе 21120:
-
: отворачивают две гайки 1 (ключ «на 13»), удаляют прижимную планку, откручивают шесть гаек 2 (ключ «на 14») и выполняют демонтаж, не забыв отключить кислородный датчик. На фото показаны три гайки из шести.

Элементы приёмной трубы

Всё важное находится под экраном
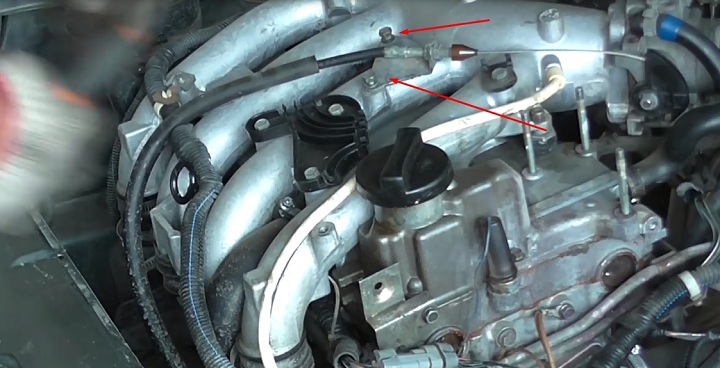
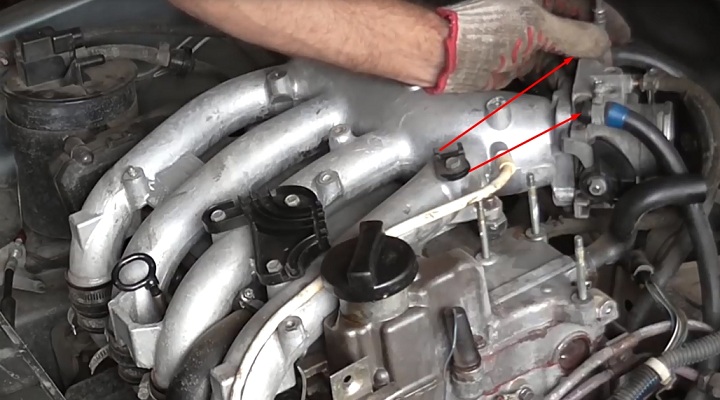
Теперь речь пойдёт о двигателе 21124:
-
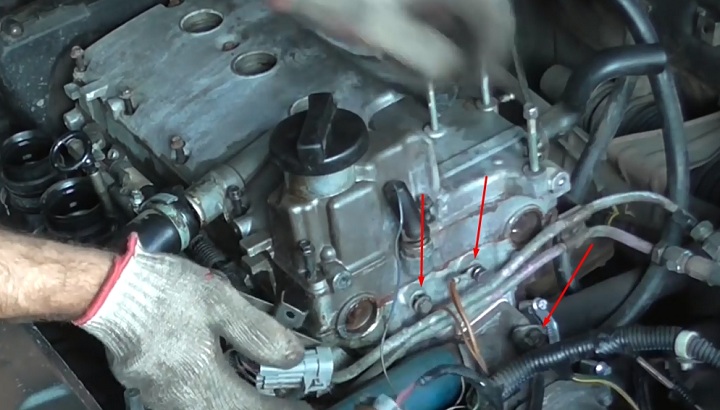
Отключаем оба датчика кислорода. Откручиваем три гайки крепления защитного экрана (ключ «на 10») и разбираем кронштейн, отвернув четыре гайки ключом «на 13».

Как разобрать крепёжный кронштейн

Операция с дополнительным глушителем
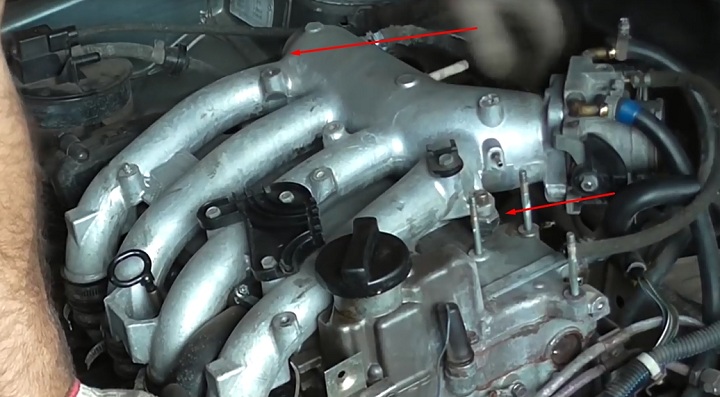
Здесь мы считали, что от модуля впуска был отсоединён шланг ВУТ. В финале на любом из двигателей откручивают свечи (трубчатый ключ «на 16»).
Моменты затяжки крепёжных винтов приводятся в другом тексте. Вообще же на хэтчбеках ВАЗ-2112 ремонт ГБЦ начинают с того, что заменяют «вытянутые» винты новыми. Длина должна составлять 95 мм или меньше.
Проверка геометрии и ремонт ГБЦ
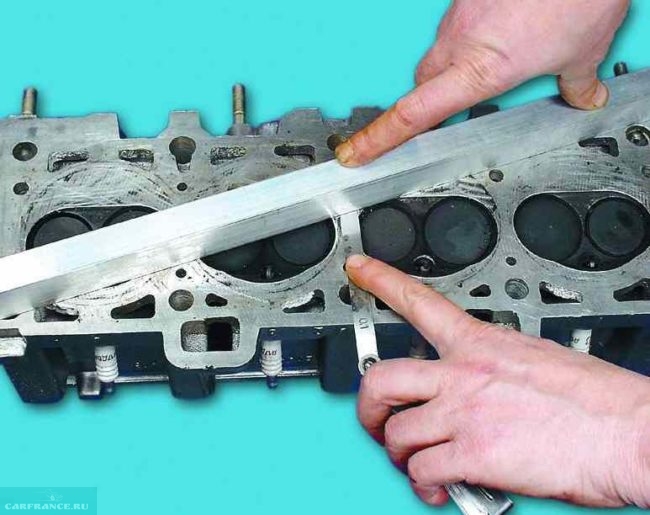
Взяв широкую стальную линейку, выполняют проверку:
-
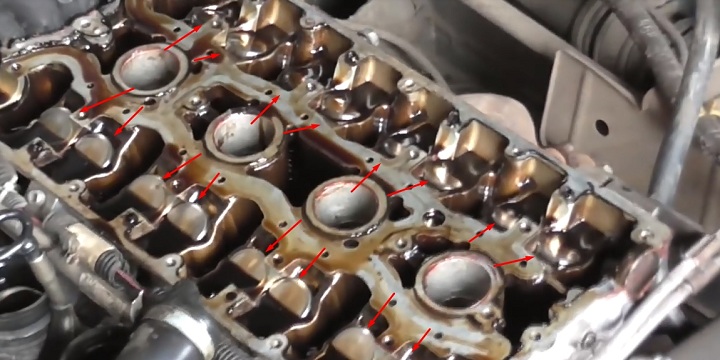
Линейку прижимают к привалочной плоскости ГБЦ (см. фото);

Замеры проводят вдоль каждой из диагоналей. Используйте набор щупов.
Очистка клапанных каналов
Чтобы снять любой клапан, потребуется удалить распредвал. Все винты на корпусе подшипников надо отворачивать равномерно, а затягивают их с усилием 10 Н*м. Гидрокомпенсатор можно будет удалить магнитом, а затем клапан рассухаривают, сжав пружину съёмником (см. фото).

Как удалить клапан
В каналах клапанов может находиться нагар. Его счищают:
- Плоской отвёрткой;
- Шлифовальным войлоком.
Притирку проводят так: на клапан одевают патрубок из резины, наносят пасту с алмазной крошкой (одну каплю), затем клапан вдавливают в канал и прокручивают. Можно будет поменять и маслосъёмные колпачки (2112-1007026). Тут не обойтись без специального съёмника.

Съёмник для колпачков
На любом авто, в том числе на ВАЗ-2112, ремонт ГБЦ сводится к чистке и проверке, а также к исправлению дефектов геометрии. В последнем случае речь идёт о фрезеровке. Наличие трещин и сколов – повод для замены, а не для ремонта.
Небольшой фотоотчёт
Прогоревший клапан видно сразу.
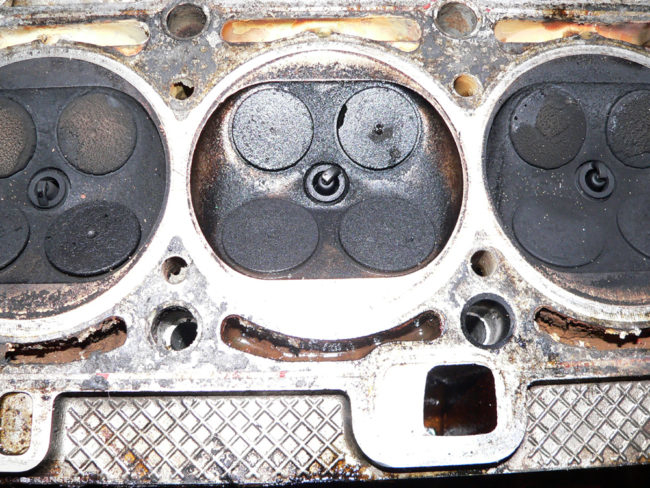
Прогорел один клапан в цилиндре 2
В каждом клапанном канале обнаружился нагар.

Слой нагара в каналах ГБЦ
Ремонт: чистка всех каналов, замена клапана с выполнением притирки.
Непосредственное выполнение ремонта ГБЦ ВАЗ 2112 потребует несколько операций, в которых необходимо некоторое специальное оборудование. Конечно, в домашних условиях нет такой возможности, и автолюбители просто проводят замену изношенных деталей. Далее, рассмотрим процесс ремонта головки блока, а также некоторые нюансы, связанные с этой работой.
Этапы ремонта головки блока
Прежде чем, приступить непосредственно к процессу ремонта ГБЦ стоит отметить, что головка должна быть полностью разобрана и куплены все необходимые запасные части. Рассмотрим процесс полного капитального ремонта головка блока цилиндров.
Мойка и опрессовка

Процесс мойки автомобильных запасных частей горячим керосином
Для того чтобы помыть головку, она должна быть полностью разобрана, то есть демонтированы все детали, которые можно легко снять. Для полноценной мойки необходимо 12 литров горячего керосина. На автосервисах это делают при помощи распылителя, который подает жидкость под давлением. Так, смывается вся грязь и остатки металличесской стружки. Мойка проводится до тех пор, пока ГБЦ не станет полностью чистой.

Процесс опрессовки головки блока цилиндров
Опрессовка – это процесс, при котором проверяется целостность детали. Опрессовку можно проводить двумя способами, которые в принципе похожи. Первый – закрытие всех щелей и наполнение водой деталь. Есть, где-то проступит или потечет вода, то нарушена целостность и необходим ремонт. Второй способ – закрываются все щели, и головка погружается в водный раствор. Сразу будет видно, где имеет место разгерметизации детали. В случае, если целостность головки нарушена, то необходимо реставрировать ее.
Демонтаж седел
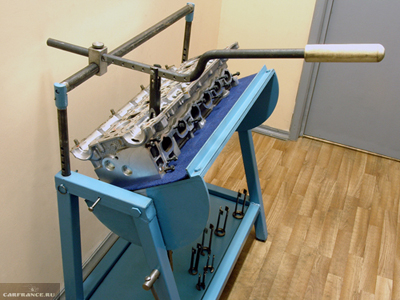
Прежде чем перейти к остальным этапам капитального ремонта, необходимо снять седла клапанов. В лучшем случае, они легко выбьются с посадочного места, а если нет, то придется применить русскую смекалку.

Клапан приваривается к седлу и выбивается из посадочного места
Итак, что же делать если седла клапанов не выбиваются? Решение простое. Необходимо приварить к ним трубку, чтобы рабочий конец проходил через канал направляющей втулки и выбивать, пока седло не соскочит с посадочного крепления. Конечно, на кольце места крепления седла могут образоваться трещины или отколоться кусочек. После совершения процедуры необходимо осмотреть место и при необходимости заварить аргоновой сваркой.
Проверка на деформации
Зачастую, ремонт головки блока цилиндров не обходится без проверки плоскости. Это можно совершить, обратившись на автосервис, который имеет проверочный стенд, или попросить у соседа по гаражу специальную линейку для промера плоскости ГБЦ.
Замер плоскости ГБЦ на деформацию при помощи металической линейки и щупа
Важно! Рекомендуется отдавать такие головки блоков именно на автосервис с надлежащим оборудованием, поскольку только там смогут и промерять плоскость и прошлифовать ее до нужного размера.
Итак, если на головке блока имеется деформация или плоскость имеет прогиб, то необходимо ее отшлифовать. Делается эта операция на специальном плоскошлифовальном станке. Обычно, автомастера рекомендуют не убирать более 10 мм толщины. Рассмотрим возможные варианты шлифовки ГБЦ по размерности:
- Ремонт 1 – 1-2,5 мм;
- Ремонт 2 – 2,5-5 мм;
- Ремонт 3 – 5-7,5 мм;
- Ремонт 4 – 10 мм – максимально допустимое значение для шлифовки ГБУ ВАЗ 2112.

Процесс шлифовки поверхности ГБЦ
Примечание! Если убрать толщину плоскости более 10 мм, то это может привести к неверной работе механизма ГРМ, потери мощности и увеличению расхода ГСМ.
Аргонная сварка
Аргонная сварка – это сварочные работы, которые проводятся по алюминию. Для этого используется специальный газ – аргон. Так, для устранения трещин и заваривания дефектов посадочных мест седел клапанов требуется их заварить, а после этого провести фрезерные работы на специальном оборудовании.

Процесс восстановления трещин в ГБЦ при помощи аргонной сварки
Шлифовка
После того, как проведенные работы по сварке и фрезерованию необходимо довести поверхность до готовности. Для этого головку блока цилиндров размещают на специальном стенде, где проводится полировка поверхность при помощи специальной пасты производства АБРО или ее аналогов. Это необходимо для того, чтобы поверхность не имела шероховатостей. Когда эта процедура закончена, необходимо еще раз провести мойку детали от металлической стружки и остатков рабочего материала.
Сборка
Сборку ГБЦ лучше всего проводить на специальном стенде
Когда головка блока обработана и помыта можно приступить непосредственно к ее сборке. Но, перед этим нужно провести приготовительные работы. Рассмотрим все этапы сборки последовательно:
- Корпус ГБЦ устанавливается в специальную печь для нагревания.
- Тем временем проводятся замеры посадочного места клапана к седлу, разворачиваются направляющие втулки.
- Когда ГБЦ нагрелась, ее достают с печи. На горячую, устанавливают седла клапанов.

Установка седел клапанов

На специальном стенде проходит обработка фаски клапана
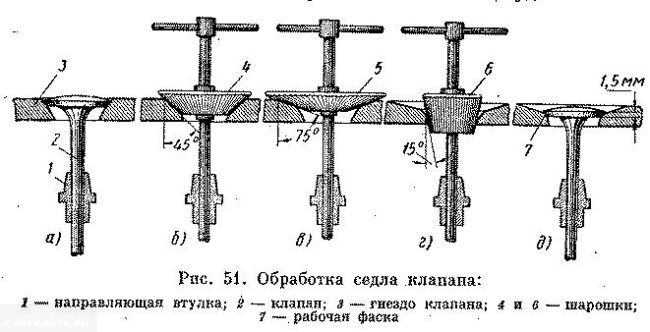
Этапы процесса шорошки седла клапана

Процесс притирки клапанов
Вывод
Таким образом, проводится капитальный ремонт головки блока цилиндров 16-клапанного двигателя ВАЗ 2112. Этот процесс на автосервисе займет 1-2 дня, а вот у себя в гараже автолюбитель может потратить времени намного больше, поскольку скажется нехватка инструмента. Так, рекомендуется проводить ремонт ГБЦ на автосервисах, где все сделает намного быстрее и качественнее. Конечно, это ударит по карману, поскольку качественный и капитальный ремонт этот детали будет стоить в среднем около 7000-10000 руб. вместе с запасными частями.
Видео с выполнением ремонта ГБЦ (мотор 1,5 л)
Помню как я помучился с ремонтом головки блоков цилиндров. Короче разобрать получилось вроде быстро, а вот собрать это уже посложнее.
У меня в автосервисе больше запросили за ремонт головки почти 20000. Наверно придется разбирать самому. Статья очень подробная, чувствуется что писал профи. Попробую! Из инструментов есть почти все, кроме сварки.
Как снять ГБЦ ВАЗ-2112 16 клапанов — фото, видео

Замечание. Головку блока цилиндров двигателя можно снять в сборе или после частичной разборки (снять распределительные валы). Оба варианта показаны на двигателе 21124 (1,6i). На двигателе 2112 (1,5i) работа выполняется аналогично (особенности см. в тексте).
Когда пора менять?
Прокладка служит для уплотнения соединения головки с блоком цилиндров. Существует несколько ее видов:
- Асбестовые. Главное преимущество: минимальная усадка и отличная восстанавливаемость.
- Металлические. Это одни самых надежных и качественных расходных материалов.

Новая металлическая прокладка ГБЦ
Регламент замены прокладки ГБЦ на ВАЗ 2112 16 клапанов указан в мануале, но это не является основной причиной. Существует ряд признаков, по которым определяется необходимость замены:
- протечка моторного масла или тосола в области соединения;
- белый пар, присутствующий в выхлопных газах, говорит о попадании тосола в цилиндры;
- при попадании отработанных газов в охлаждающую систему появляется пена на горловине расширительного бака;
- присутствие масляных пятен в охлаждающей жидкости (ОЖ), говорит о негерметичности соединения;
- наличие белого налета на масляном щупе свидетельствует, что в моторном масле присутствует тосол, причиной этого может быть испорченная прокладка.
Установка
1. Промываем головку блока цилиндров от грязи и отложений керосином или дизельным топливом.
2. Удаляем из резьбовых отверстий блока цилиндров (под болты крепления головки блока) остатки масла и охлаждающей жидкости.
3. Очищаем привалочные плоскости головки и блока цилиндров от остатков старой прокладки, обезжириваем плоскости растворителем.
Предупреждение! При установке головки блока цилиндров всегда используйте новую прокладку. Попадание масла на поверхность прокладки недопустимо
4. Устанавливаем направляющие втулки головки в посадочные места блока цилиндров. Укладываем на блок цилиндров прокладку, при этом направляющие втулки должны войти в соответствующие отверстия прокладки.
5. Устанавливаем на блок цилиндров головку. Слегка перемещая головку из стороны в сторону, добиваемся того, чтобы направляющие втулки вошли в соответствующие углубления головки.
Предупреждение! Повторное использование болтов крепления головки блока цилиндров допускается только в том случае, если их длина не превышает 100 мм
6. Штангенциркулем или слесарной линейкой измеряем длину болтов. Болты длиной более 100 мм заменяем.
7. Перед установкой окунаем резьбовую часть болтов в моторное масло, и даем маслу стечь, выждав около получаса.
Последовательность затяжки болтов крепления головки
Дальнейшую сборку двигателя выполняем в обратной последовательности.
Выбор запчасти
Пошаговый процесс замены
- Откройте капот и выкрутите четыре болта крепления декоративной накладки двигателя. Болты под головку на восемь.
- Нажмите на фиксатор и отсоедините разъем питания на ДМРВ.
- Головкой на восемь ослабьте два хомута и снимите подходящий патрубок от корпуса фильтра к дроссельной заслонке.





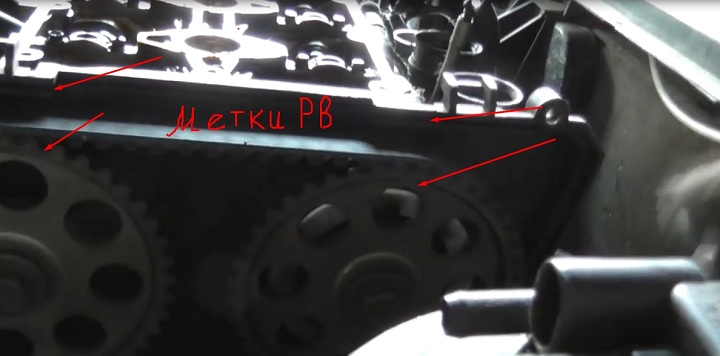
Болт крепления звезды левого РВ откручиваем по аналогии, только переставляем стопорную головку вниз.
Будьте внимательны и следите за тем, чтобы не потерять шпонки.

Отодвинуть коллектор в сторону может мешать тепловой экран. При необходимости открутите три болта крепежа теплового экрана и снимите его.

Выполните необходимый ремонт и произведите обратную сборку. При сборке рекомендуем обратить внимание на следующие нюансы:
- Проверьте плоскости блока цилиндров и головки.
- Измерьте длину болтов крепления ГБЦ, если она превышает 95 мм, то их следует поменять.
- При установке ГБЦ удостоверьтесь, что она села на направляющие.
- Перед установкой прокладки плоскость блока цилиндров и головки нужно обезжирить.
- Болты ГБЦ нужно затягивать по схеме представленной выше в три подхода. Сначала затянуть болты с усилием 20 Нм, затем довернуть все болты на 90 градусов и подождать 20 минут. Далее третьим подходом довернуть все болты еще на 90 градусов.
- Болты крепления шестерен распределительных валов закручиваются с усилием 70 Нм.
- Не перепутайте местами распределительные валы, они отличаться по кулачкам. Также при необходимости замените сальники.
- Перед установкой верхней плиты распределительных валов нанесите герметик как показано на ниже.

Наглядно процесс замены ГБЦ на 16-клапанных ВАЗ 2110, 2111, 2112 в этом видео:
Инструменты для работы:
- Вороток с трещоткой;
- Силовой вороток;
- Головка на восемь, десять, тринадцать;
- Два рожковых ключа на семнадцать;
- Накидной ключ на пятнадцать;
- Мощный магнит;
- Герметик;
- Динамометрический ключ;
- Таз для сбора жидкости;
- Шлицевая и крестовая отвертки;
Видео «Проверка прокладки ГБЦ на ВАЗ 2112»
В этом видео рассказывается, как проверить необходимость замены прокладки головки блока цилиндров.
Резюмируем
При наличии инструмента и небольшого опыта в обслуживании автомобилей вполне реально самостоятельно произвести замену прокладки ГБЦ на 16-клапанной ВАЗ 2112. На станциях технического обслуживания такая работа стоит от 2,5 до 4 тыс. рублей.
Момент затяжки гбц на ваз 2112 16 клапанов
Собрал ниже информацию по затяжки ГБЦ к блоку, постели и крышки распредвалов.
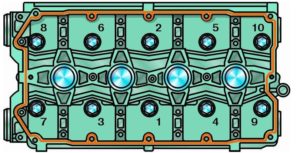
Порядок затяжки болтов крепления головки блока цилиндров ГБЦ
При снятии, демонтаже откручиваем строго в обратной последовательности начиная с цифры 10, равномерно.
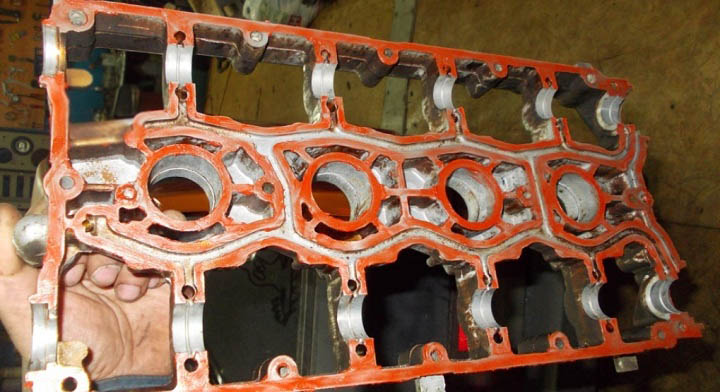
Перед установкой головки блока цилиндров удаляем нагар с поверхностей камер сгорания и очищаем привалочные поверхности головки и блока цилиндров от загрязнений и масла. Удаляем из резьбовых отверстий (под винты крепления головки) блока цилиндров масло и охлаждающую жидкость.
Не наносите на привалочные плоскости корпуса подшипников много герметика. При затягивании болтов крепления герметик, выдавленный во внутренние полости двигателя, может засорить масляные каналы.
На привалочную поверхность корпуса подшипников валов, сопрягающуюся с головкой блока цилиндров, наносим фланцевый герметик типа Локтайт № 574 жгутиком толщиной около 2 мм.
При снятии, демонтаже откручиваем строго в обратной последовательности, равномерно.
Крышка ГБЦ и порядок затяжки её болтов
Схема момента затяжки ГБЦ ВАЗ-2112 16 клапанов
Модели ВАЗ семейства 2112 производились с парой 16-клапанников объемом 1,5 или 1,6 л, редко – 1,8. Такие двигатели отличаются впускными отверстия головки блока, потому момент затяжки ГБЦ у автомобиля ВАЗ-2112 с движком на 16 клапанов будет таким же, как и у других 16-клапанных ДВС. Происходит данная процедура в три этапа.
Что собой представляет ГБЦ
Для того чтобы проводить какие-то манипуляции с этим узлом, необходимо понимать предназначение и принцип работы устройства. Головка блока цилиндров на рассматриваемой нами модели ВАЗ-2112 выполняется из двух вариантов: чугун, алюминий. По сути, сухо говоря, это крышка движка.
Один из самых важных узлов транспортного средства, который отвечает за:
- сгорание бензина в движке;
- отвод отработанных газов во время процесса сгорания топлива.
Второстепенные функции, выполняемые ГБЦ:
- функциональная опция осуществляется благодаря работе опорных шайб, втулок клапанов и прочих деталей, расположенных в головке;
- благодаря отверстию в нем, устанавливается цепной натяжитель и привода шкивного распределителя.
Аббревиатура ГБЦ используется чаще в терминологии автомобильных узлов, так как выговаривать длинные и сложные названия не всегда есть время. Но понятно, что необходимо знать все расшифровки. Особенно если это ДВС (двигатель внутреннего сгорания) и ГБЦ (головка блока цилиндров).
Поэтому момент натяжения всегда должен быть настроен и не спустя рукава, а правильно, иначе нарушится его функционал.
В первую очередь это необходимо во избежание скопления влаги в месте соединения компонентов в блоке и местах их соединений. Благодаря такой защите, конденсат собирается на специальной плоскости для утечки жидкости из двигателя.
Особенности процесса
У каждого двигателя свой момент, как и схема затяжки штифтов. На показатель этого момента влияют не только тип двигателя, а и другие факторы, которые необходимо знать, если вы решили самостоятельно произвести эту процедуру.
Те самые факторы:
- насколько хорошо смазаны отверстия штифтов и само состояние элементов;
- качество болтов играет большую роль – плохие или старые могут не пережить затяжку;
- если резьба или сам штифт имеют деформации – лучше не затягивать. Потому что через короткий период времени все не соответствующие нормам эксплуатации элементы выйдут из строя.
Самая острая необходимость процедуры натяжения возникает при демонтаже головки блока цилиндра, а также при его повторной установке.
Некоторые автолюбители заворачивают сильно вытянутые болты в 4 этапа. В таком случае на втором шаге момент равен 70-85 Н*м, что абсолютно недопустимо в работе с мотором Лады Приора на 16 клапанов.
Правильная последовательность натяжения ключей очень важна. Только в таком случае головка будет правильно выполнять свои перво- и второстепенные функции.
Перед монтажом необходимо обязательно очистить все резьбовые под втулочные отверстия. Потом все втулки размещаются по местам, а сверху укладывается прокладка. Все металлические элементы должны быть обезжиренными.
Во время установки прокладки не применяются герметики или другие смазочные масла.
Порядок проведения монтажа и демонтажа
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой».
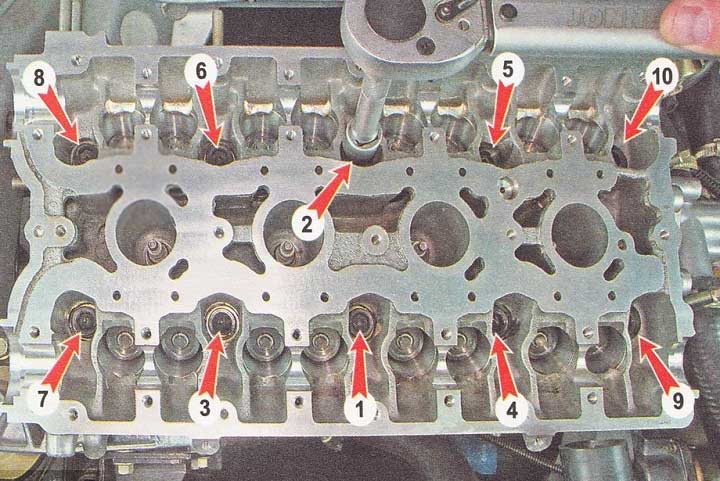
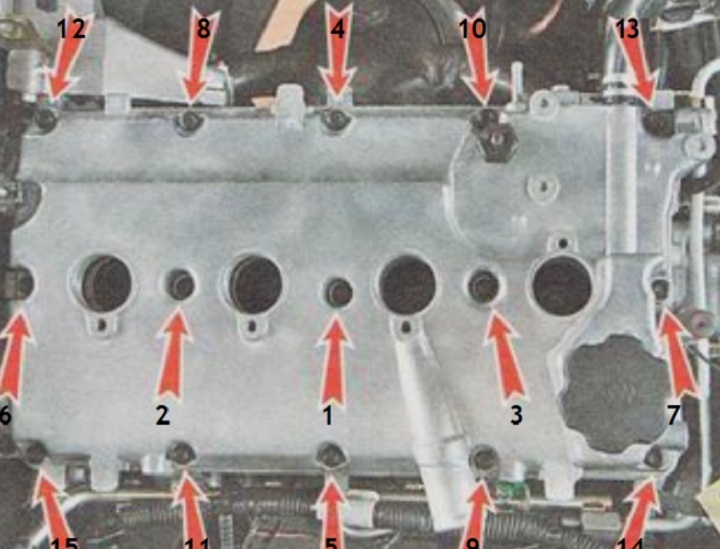
На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов.
Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать. Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене.
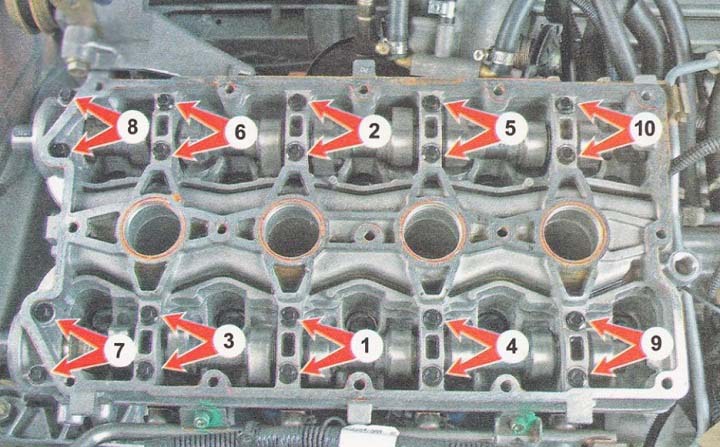
Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:

- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Первоначальное усилие – небольшое. Но с третьего этапа работа становится труднее, потому используется рычаг. Если у вас возникли какие-то сложности с процессом натяжки, просмотрите видеоурок, в котором все подробно показано и объяснено.
Установка ГБЦ под турбину на ДВС мало чем отличается от выше рассмотренного варианта, но в случае возникновения несоответствий или других проблем, лучше обратиться за советом или помощью к квалифицированным специалистам.
Моменты затяжки резьбовых соединений
Примечания:
1. Приведенные значения моментов можно округлять до десятых долей в пределах допуска. 2. Болты крепления головки цилиндров необходимо затягивать в четыре приема: 1 – моментом 20 Н·м (2 кгс); 2 – моментом 69,4–85,7 (7,1–8,7 кгс); 3 – довернуть на 90°; 4 – снова довернуть на 90°.
Процесс и порядок затяжки болтов ГБЦ на ВАЗ 2112
Если вы не хотите, чтобы ваш «железный конь» всегда был на ходу, следует время от времени уделять внимание настройке его узлов и агрегатов. В частности, речь идет о настройке мотора, а именно о затяжке блока цилиндров. Предлагаем вам узнать, как правильно осуществляется момент затяжки ГБЦ ВАЗ 2112 16 клапанов и что для этого необходимо.
В каких случаях нужна затяжка блока?

Перед тем как приступить к этому процессу, нужно понять, что представляет собой данный узел. Головка блока цилиндров на ВАЗ может быть выполнена из алюминия или чугуна. По сути, она является верхней крышкой двигателя. Что касается ее функций, то она выполняет следующие опции:
- защитную, поскольку она защищает мотор от внешних воздействий;
- функциональную, поскольку в головке блока цилиндров работают важные элементы, такие как опорные шайбы, втулки клапанов и т.д.;
- также в ГБЦ находится отверстие, где устанавливается натяжитель цепи и привода распределительного шкива.
Момент затяжки болтов ГБ цилиндров ВАЗ 2112 всегда должен быть настроен правильно. Поскольку это необходимо в первую очередь для предотвращения возникновения влаги в том месте, где соединяются эти компоненты. А влага и конденсат, в свою очередь, собираются в плоскости по причине утечки моторной жидкости.
Процесс и схема затяжки (на 16 клапанном авто)

Но пока вы еще не начали процедуру затяжки штифтов головки блока цилиндров, нужно подчеркнуть, что у каждого мотора свой собственный момент и схема затяжки. Как вы могли догадаться, для каждого транспортного средства этот момент будет разным. Кроме того, на показатель момента напрямую влияют несколько факторов, и если вы приняли решение самостоятельно заняться этим процессом, то вам полезно будет узнать о них:
- На момент затяжки головки влияет смазывание отверстий для штифтов, а также их состояние, ну и, разумеется, качество непосредственно болтов. Чтобы момент был установлен правильно, и штифты, и отверстия для них должны быть смазаны, а для этого подойдет обычное моторное масло.
- Если резьба отверстия или сам штифт деформированы, то от процедуры натяжения лучше воздержаться. Так или иначе, но со временем это приведет негативным последствиям.
Если вы являетесь владельцем ВАЗ 2112 с 16-клапанным двигателем и столкнулись с необходимостью затяжки болтов, наш сайт поможет вам в этом. Особенно это необходимо будет в тех случаях, когда производился демонтаж головки блока и его повторная установка. Какой момент затяжки и как происходит процедура? Далее, рассмотрим данный процесс пошагово для ВАЗ 2112 с 16-клапанным мотором.
Необходимые инструменты
И, хотя данная процедура требует определенного подхода, ее подготовка много времени не займет. Суть в том, что непосредственно для затяжки штифтов головки большой набор инструментария не требуется. Единственное, что понадобится — это немного моторной жидкости и специальный динамометрический ключ.

Если такого ключа у вас нет, то его нужно купить заранее или одолжить в автосервисе. Нужен именно такой инструмент, поскольку он позволяет определить именно момент натяжки. В настоящее время более бюджетный вариант данного инструмента стоит около 200-250 гривен (600-800 рублей).
Этапы
Если вы снимали головку блока 16-клапанного мотора ВАЗ 2112, то в первую очередь ее нужно установить на место.
- Перед непосредственным процессом затяжки штифтов головки блока 16-клапанного двигателя следует измерить их длину. Стандартная длина винта составляет 135.5 мм. Обязательно проверьте это. Если длина штифта отличается от вышеуказанной, то есть либо больше, либо меньше, то штифт нужно заменить новым.
- Возьмите моторную жидкость и нанесите ее на резьбу болта. Это можно сделать при помощи кисточки.
- После этого можно приступать к установке винтов на 16-клапанный двигатель. Сначала закрутите их руками, после чего используйте динамометрический ключ. Момент натяжения должен составлять 20 Нм + (69,4 — 85,7 Нм) + 90°+ 90°. То есть закрутите штифты, соблюдая показатели 20 Нм + (69,4 — 85,7 Нм) в соответствии с данными на динамометрическом ключе, после чего проверните каждый винт два раза на 90 градусов.
Что касается порядка затяжки, то он следующий. Сначала необходимо затянуть два средних штифта начиная с нижнего. Затем по порядку следует затянуть два винта, которые находятся по бокам от нижнего штифта. После этого затягиваются винты, находящиеся по бокам от верхнего среднего штифта. А затем уже по порядку нужно закрутить болты, расположенные по углам головки блока цилиндров. Более подробно порядок затяжки момента указан на фото.



Помните о том, что данный узел транспортного средства ВАЗ 2112 является одним из основных механизмов, определяющих работу двигателя. Поэтому к такому вопросу ремонта блока цилиндров следует подойти с особой внимательностью. Если вы не имеете опыта в проведении подобных работ, то дело лучше доверить квалифицированному профессионалу. Ведь очень часто неопытные автомобилисты пытаются сэкономить деньги на ремонте, что в результате приводит к еще более плачевным последствиям.
Кроме того, неправильное натяжение винтов ГБ цилиндров может негативно отразиться на функционировании мотора.
К примеру, если винты будут не дотянуты, то это чревато утечкой моторного масла и как следствие, появлением конденсата. А возникновение влаги в ДВС ни к чему хорошему не приведет. Если же винты будут перетянуты, то это может стать причиной появления трещин, а это вызовет необходимость ремонта агрегата.
Установка гбц ваз 2112 16 клапанов
Снятие головки блока цилиндров мы рассмотрели в статье. В этой статье мы рассмотрим разборку и сборку головки блока цилиндров.
Во время разборки головки блока цилиндров нужно детали маркировать и складывать по порядку.


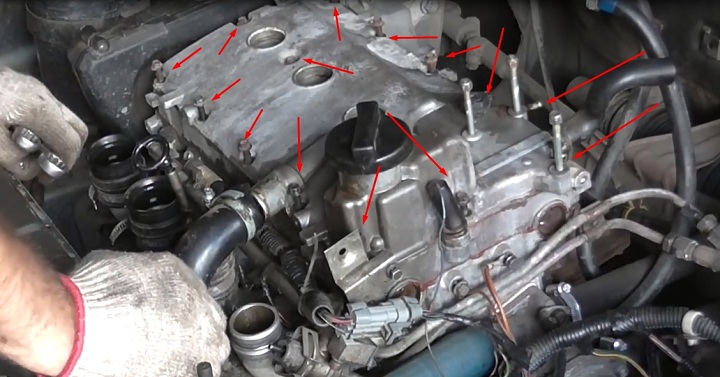
Головкой на 8 отворачиваем 20 болтов крепления корпуса подшипников распределительных валов
Снимаем корпус подшипников распредвалов. Вынимаем из корпуса направляющие трубы свечей зажигания


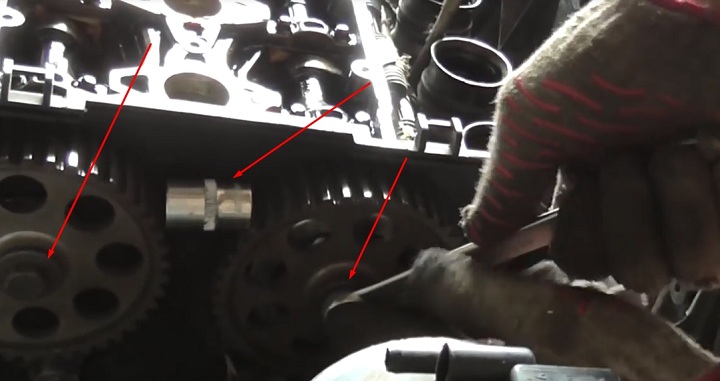
Около первой шейки на впускном распределительном валу выполнен поясок
Вынимаем распредвалы с сальниками


Извлекаем две заглушки концов распредвалов
С помощью магнита извлекаем из гнезд гидротолкатели и складываем их по порядку

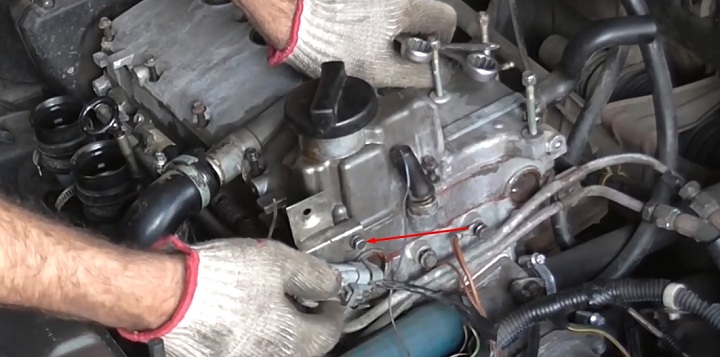
Откручиваем ключом на 13 две гайки крепления патрубка системы охлаждения

Откручиваем ключом на 21 датчик температуры охлаждающей жидкости
Под тарелки клапанов подкладываем деревянный брусок.
Устанавливаем приспособление для рассухаривания клапанов.
Подпятник рассухаривателя устанавливаем на тарелку пружины клапана, а зацепной рычаг заводим за головку болта, ввернутого в отверстие головки цилиндров, предназначенное для крепления корпуса подшипников.


Надавливаем на рычаг и сжимаем пружину клапана. Извлекаем пинцетом два сухаря клапана
Извлекаем тарелку пружины


Для извлечения маслоотражательных колпачков пользуемся специальными щипцами


Снимаем сальники клапанов с втулок
Вынимаем клапаны из направляющих втулок головки цилиндров и складываем их по порядку
Проверьте плоскостность поверхности, прилегающей к блоку цилиндров.


Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность.
Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор

Проверьте плоскостность под катколлектор. Неплоскостность этих поверхностей не должна превышать 0,1 мм
Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата.
Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления.
Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
Очищаем клапан от нагара.
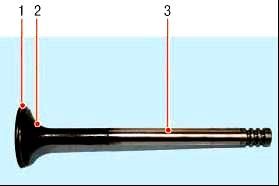
Проверяем визуально состояние клапана. Заменяем клапан, если есть глубокие риски на рабочей фаске 1, трещины, деформация стержня 3, коробление тарелки клапана 2, следы прогара.


Неглубокие риски и царапины на рабочей фаске клапана можно вывести притиркой клапанов. Для этого наносим на фаску клапана сплошной тонкий слой притирочной пасты.
Надеваем на стержень клапана предварительно подобранную пружину и вставляем клапан в направляющую втулку со стороны камеры сгорания.
На сам стержень клапана наносим графитовую смазку, чтобы притирочная паста не попала на поверхность втулки клапана.

Надеваем на стержень клапана приспособление для притирки клапана или реверсивную дрель с наконечником из шланга для соединения с клапаном.
Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то, прижимая его к седлу, то ослабляя усилие прижатия.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана


На седле клапана тоже должна быть однотонная полоска серого цвета
После притирки нужно тщательно протереть клапан и седло клапана от притирочной пасты
Проверьте герметичность клапана, для чего установите его с пружинами и сухарями в головку.
Затем положите головку камерами сгорания вверх, заглушите свечное отверстие и залейте керосин в камеру сгорания.
Если в течение 3 мин керосин не просочится в канал головки блока, клапан герметичен.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм.
В местах, где есть трещины, будут выходить воздушные пузыри.
Осмотрите гидротолкатели клапанов. Если царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените.

На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла.
Гидротолкатели с такими дефектами надо заменить.
На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана. Зазоры между клапаном и направляющей втулкой, мм:
- предельно допустимый для впускных и выпускных клапанов – 0,3
Если зазор, не достиг предельно допустимого, можно попробовать устранить его заменой клапана.
Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
Охладите новую втулку, например, с помощью углекислоты, смажьте ее маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению.
Разверните отверстие во втулке с помощью развертки до 7,0 – 7,015 мм для впускных и выпускных клапанов.
Сборка головки блока цилиндров
Собираем головку в обратной последовательности с учетом следующего:

Для запрессовки маслоотражательных клапанов пользуемся специальной оправкой
Смазываем новый маслоотражательный колпачок и запрессовываем на направляющую втулку клапана
Устанавливаем головку блока на двигатель – (читаем статью по установке ГБЦ)

Устанавливаем гидротолкатели клапанов
Смазываем опоры распределительных валов и гидротолкатели

Устанавливаем распределительные валы в опоры головки так, чтобы кулачки 1-го цилиндра были направлены в сторону от толкателей клапанов


Смазываем моторным маслом шейки распредвалов
Смазываем кулачки распредвалов

На поверхность корпуса подшипников наносим герметик

Места нанесения герметика на корпус подшипника

Устанавливаем корпус подшипников и равномерно крест- накрест затягиваем болты крепления
Смазав уплотнительные кольца направляющих труб моторным маслом, устанавливаем трубы
Читайте также: