
Просело седло клапана ваз
Как правильно производится замена, прирезка и обработка седел клапанов
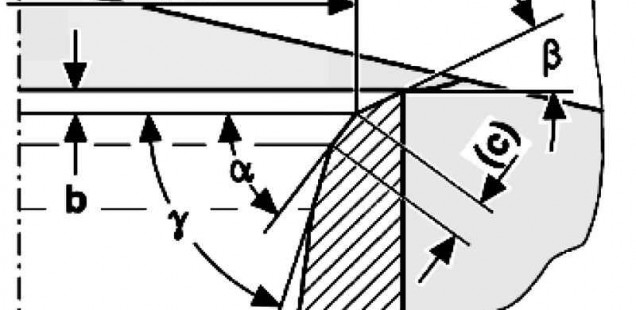
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

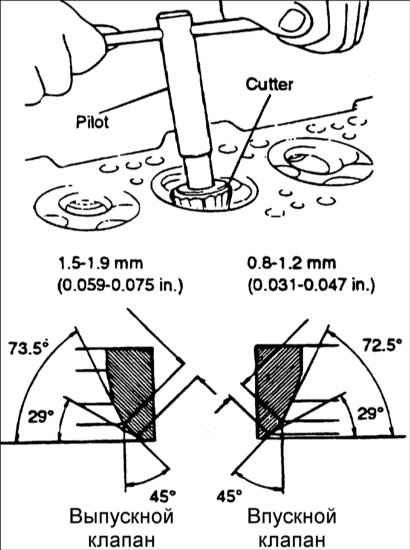
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
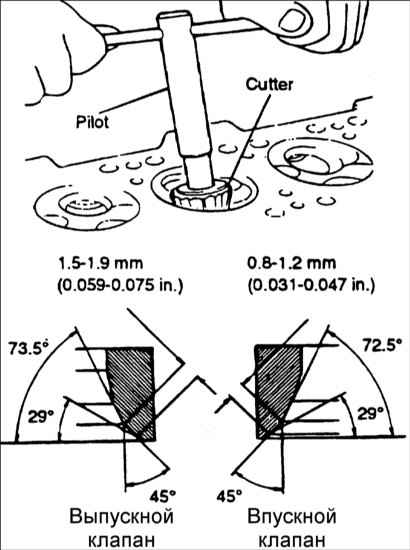
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Замена седла клапана ВАЗ
Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакт клапана с седлом являются необходимыми условиями для этого.
Другими словами, плотность прилегания между деталями позволяет отводить тепло от тарелки с максимальной эффективностью, передавая тепло от клапана через седло в ГБЦ, которая в свою очередь охлаждается жидкостью. В процессе работы двигателя, фаски и сёдла изнашиваются, что приводит к дефекту седел клапанов. При разгерметизации происходит нарушение порядка теплоотдачи тарелки и седла, что провоцирует дефекты и разрушение деталей.
При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапанапрогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180°С. Для этого поверхность ГБЦ нагревают на 180-200°С, а сёдла охлаждают в жидком азоте.
Для осуществления замены седла клапана понадобится:

Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.

С помощью дрели и фрезы аккуратно растачиваем седло.

Вынимаем старое седло.


Производим замеры седла и.
… посадочного места седла.

Берём новые сёдла для ВАЗ 21083-1007080 и помещаем их на 2-3 часа в холодильную камеру.


Нагреваем до температуры 200°С ту часть ГБЦ, где планируется опрессовка седла.
Просело седло клапана ваз
Вобщем суть такова.
Есть ГБЦ от 4216. Хочу отремонтировать и воткнуть на свой мотор. Будет инжектор. Это для тех, кто не читал об этом в профильных темах.
Но суть не в этом.
Разобрав и отмыв ГБЦ увидел страшную картину. Фотографировать не стал, потому как нашёл статью про то же самое с фотографиями. Там всё вточности как у меня, как будто с моей ГБЦ фотосессия и описание проблеммы.
статья про тоже самое (http://www.k-power.ru/1-K-POWER/Primer-UMZ4216-RemontGBC-Gazelle.htm)
Вкратце: на ГБЦ просажены сёдла выпускных клапанов.
Не буду хаить ГБО и говорить что это всё из-за него. Но Газель, с которой голова, ездила на пропане.
Понятно, что газель, лошадь рабочая и никто особо не заморачивается тонкой доводкой ГБО, машина не своя, коммерческий транспорт, работает пока не рассыпится, потом на разборку.
Вопрос по теме. На что заморочиться?
1. замена сёдел и остальной ремонт ГБЦ по стандартной схеме?
2.устроить всё по взрослому, как в статье (бронзовые направляющие, сёдла из другого материала (кстати из какого). Кто-нибудь в Питере может сделать такое, как описано по ссылке?
3. "Забить", отшорошить, притереть и ездить пока хватит?
У нас тут конечно не юг России, где ГБО в порядке вещей, но я тоже затевал переделку мотора, чтоб и его туда поставить в том числе. Так что может есть смысл ремонтировать сразу с учётом использования ГБО.
На бензине буду ездить тоже, так что глубокий тюнинг с повышением степени сжатия до 10и выше не мой вариант. строить чисто газовый мотор не планирую.[/URL]
По взрослому эт конечно хорошо. Но если остатки имеющихся в ГБЦ сёдел не грозят вываливанием из гнезд и не имеют глубоких прогаров и трещин, а остаточная их геометрия позволит при проточке шарошками восстановить требуемую геометрию фасок , пусть даже в результате несколько утопленных относительно штатных , то почему бы и нет. Замена сёдел дело щекотливое особенно на фоне предрасположенности их к выпадениям на ГБЦ-421. Ну и смена направляющих соответственно тоже приветствуется. На моей ГБЦ именно так и было проделано. Я вполне доволен.
Может есть дешевле без потери качества, но я не знаю где.
И вообще, подскажите, кто в курсе. От многих мотористов слышал, что ГБО убивает мотор, в частности ГБЦ. По большей части МИФ, основанный именно на таких случаях. Но ведь чуток истины есть. Если строить двутопливный мотор, то как избежать этих граблей?
Модераторы, как изменить название темы?
По взрослому эт конечно хорошо. Но если остатки имеющихся в ГБЦ сёдел не грозят вываливанием из гнезд и не имеют глубоких прогаров и трещин, а остаточная их геометрия позволит при проточке шарошками восстановить требуемую геометрию фасок , пусть даже в результате несколько утопленных относительно штатных , то почему бы и нет. Замена сёдел дело щекотливое особенно на фоне предрасположенности их к выпадениям на ГБЦ-421. Ну и смена направляющих соответственно тоже приветствуется. На моей ГБЦ именно так и было проделано. Я вполне доволен.
Наверное придётся заняться макросъемкой и выложить фото покачественнее. на обсуждение общественности.
На сколько я понял для газа необходима степень сжатия как для 98 бензина не ниже. А при стандартной степени сжатия газ догорает в выпускной системе, отсюда эти проблемы.
Может и так. Скорее всего даже, но пол европы на Газе ездит и ничего, не у всех же моторы под 98й.
Просто хочется поставить это самое ГБО и настроить так, чтоб минимизировать эти недостатки.
Всяк можно компромис найти. Никак в нашем северозападе РФ нельзя чисто газовый мотор иметь. А севернее так и подавно.
Наверно в степени сжатия, чет гугл ничего не знает.
да думаю такая же она как и обычная. Иначе написали бы.
при стандартной степени сжатия газ догорает в выпускной системе, отсюда эти проблемы.
Да. Это именно так. Плюс то что газ это газ - в смысле по сравнению с ним бензин всё таки какая никакая жидкость и некоторую смазку обеспечивает. Доводилось сталкиваться с взаимопогрызанием дроссельных заслонок и стенок смесительных камер в карбах, на машинах нещадно эксплуатировавшихся на газе и в хвост и гриву. Ну и фаскам клапанов тоже от этого не сладко приходится.
Опасаюсь, что шарошить надо снимая алюминий с тела ГБЦ, ?
Нет. Технология там такая, что снимается металл только с самих сёдел. Три шарошки - 15 и 75 град стачивают с седла торец и по внутренней окружности. В результате основная фаска сужается и её потом доводят стандартной 45 градусной шарошкой до нормы. В результате получается нормальная фаска но на несколько десятых мм глубже штатной. Такой вариант был описан в мануале к ГАЗ-24 . Разумеется тут никаких электродрелей и ручной работы - только на станке, выводя соосность с направляющими втулками.
Ну а что касается степени сжатия и ОЧ газа. конечно заявляемая для него величина 104-108 больше чем 92-98, но это всё таки куда ни шло в сравнении когда вообще не переточив мотор под А-76 его кормят газом. Припоминаю на нашей базе была буханка и козлик. Моторы 4178 и 421 соответственно. На обоих ГБЦ-421. Седла выпадали на обоих но на переточку под АИ-93 дирекцию так развести тогда не удалось ( 10 лет тому). А вот каблучки наши с УМ3-412 очень любили газ. Этот мотор всегда склонен был к детонации на АИ-93, а на газе просто пел. Вот на них карбы прогрызлись. Ну и ещё нахлебался я ( именно мне эти машинки обслуживать приходилось) из за систематической работе на газе от того что карбы при длительном пользовании на сухую ( то бишь на бензин их месяцами не переключали) потом мстили поломками поплавков, игольчатых клапанов, выкрашиванием диафрагм и прокладок. что впрочем обнаруживали когда нужда заставляла переключиться на бензин.
Вопрос по теме. На что заморочиться?
1. замена сёдел и остальной ремонт ГБЦ по стандартной схеме?
2.устроить всё по взрослому, как в статье (бронзовые направляющие, сёдла из другого материала (кстати из какого). Кто-нибудь в Питере может сделать такое, как описано по ссылке?
3. "Забить", отшорошить, притереть и ездить пока хватит?
[/URL]
Заводские седла и так жаропрочнее некуда, а вот в расточных конторах обычно ставят порошковое гуано. Так что если менять - неси с собой новые УМЗ \ ЗМЗ. Существуют специальные газовые седла из сплавов с большим содержанием хрома (используются в газовых версиях грузовых дизелей), но их у нас хрен достанешь.
Живучесть клапанов зависит в основном от производителей и установщиков ГБО: под газ нужна полностью своя карта зажигания, а такое бывает или когда производитель делает комплект под конкретную машину (что в нашем случа вряд ли), или когда установщик очень ответственно относится к своей работе и отстраивает прошивку сам. В остальных случаях движок работает на газу по бензиновой карте, с известными последствиями. В этом случае может помочь:
- канавки Сингха.
- сужение фаз (клапан больше времени проводит в седле, отдавая больше тепла)
- 30-градусная или даже 20-градусная рабочая фаска (больше площадь контакта клапана с седлом, лучше теплоотвод)
- бронзовые направляйки на выпуске (лучше теплоотвод)
- если нет гидриков, то надо пересмотреть выпускные зазоры в сторону увеличения.
Ну и ещё нахлебался я ( именно мне эти машинки обслуживать приходилось) из за систематической работе на газе от того что карбы при длительном пользовании на сухую ( то бишь на бензин их месяцами не переключали) потом мстили поломками поплавков, игольчатых клапанов, выкрашиванием диафрагм и прокладок. что впрочем обнаруживали когда нужда заставляла переключиться на бензин.
Ну в случае инжектора всё упрощается
Заводские седла и так жаропрочнее некуда, а вот в расточных конторах обычно ставят порошковое гуано. Так что если менять - неси с собой новые УМЗ \ ЗМЗ. Существуют специальные газовые седла из сплавов с большим содержанием хрома (используются в газовых версиях грузовых дизелей), но их у нас хрен достанешь.
Ну мотор технологии как раз и славятся тем, что работают по технологиям. Каламбур. потому и ценник лупят. У них там жидкий азот, станок, чтоб старые вырезать аккуратно. в других цена ниже, но без гарантии. УМЗ/ЗМЗ я хотел поискать, но что-то нигде нету.
Живучесть клапанов зависит в основном от производителей и установщиков ГБО: под газ нужна полностью своя карта зажигания, а такое бывает или когда производитель делает комплект под конкретную машину (что в нашем случа вряд ли), или когда установщик очень ответственно относится к своей работе и отстраивает прошивку сам. В остальных случаях движок работает на газу по бензиновой карте, с известными последствиями.
Вот этим я как раз и хотел заняться, чтоб всё причесать и довести до ума. Изучив вопрос досканально и по сути взяв на себя функции настройщика-установщика из газового сервиса.
В этом случае может помочь:
- канавки Сингха.
- сужение фаз (клапан больше времени проводит в седле, отдавая больше тепла)
- 30-градусная или даже 20-градусная рабочая фаска (больше площадь контакта клапана с седлом, лучше теплоотвод)
- бронзовые направляйки на выпуске (лучше теплоотвод)
- если нет гидриков, то надо пересмотреть выпускные зазоры в сторону увеличения.
Некоторые пункты (сужение фаз) невыполнимы. РВ уже стоит ОКБ25, так что. А остальное можно попробывать.
Вопрос. Насколько страшно отшарошить просаженое седло и заглубить клапан?
да думаю такая же она как и обычная. Иначе написали бы.
бюджетное неубиваемое седло делается так- берётся старый распредвал чугунный и отнситься токарю.. только перед точением нужно знать диаметр гнезда.
бюджетное неубиваемое седло делается так- берётся старый распредвал чугунный и отнситься токарю.. только перед точением нужно знать диаметр гнезда.
В том то и беда, что можно и сёдла сделать и всё остальное. но заменить их без оборудования толком не получится. нужно оборудование посложнее молотка.
Охладить неплохо бы азотом и ГБЦ нагреть равномерно, а не на плитке дома и вставить по оправке и пресом надавить. Да и без опыта делать эту процедуру надо десяток ГБЦ в запасе иметь.
Ну и потом много операций в разных местах. а тут всё в одном флаконе, отдал, заплатил, забрал. Вопрос цены.
И потому приходится обращаться в конторы разные. Вот ищу куда бы.
Какая марка чугуна на распредвал идёт?
В том то и беда, что можно и сёдла сделать и всё остальное. но заменить их без оборудования толком не получится. нужно оборудование посложнее молотка.
Охладить неплохо бы азотом и ГБЦ нагреть равномерно, а не на плитке дома и вставить по оправке и пресом надавить. Да и без опыта делать эту процедуру надо десяток ГБЦ в запасе иметь.
Ну и потом много операций в разных местах. а тут всё в одном флаконе, отдал, заплатил, забрал. Вопрос цены.
И потому приходится обращаться в конторы разные. Вот ищу куда бы.
Какая марка чугуна на распредвал идёт?
Раньше в технопарке лесопилки головы хорошо делали, сейчас правда не знаю что там. http://spravspb.ru/org/61475/
xrv750at
Некоторые пункты (сужение фаз) невыполнимы. РВ уже стоит ОКБ25, так что.
15-й можно поставить.
Вопрос. Насколько страшно отшарошить просаженое седло и заглубить клапан?
Уменьшится натяг пружины, это можно компенсировать подкладкой шайбы под опорную шайбу. Ухудшится обтекание клапана на малых подъемах, это уже ничем не компенсируешь. Но насколько - сложно сказать, может и не заметишь никакой разницы.
Уменьшится натяг пружины, это можно компенсировать подкладкой шайбы под опорную шайбу. Ухудшится обтекание клапана на малых подъемах, это уже ничем не компенсируешь. Но насколько - сложно сказать, может и не заметишь никакой разницы.
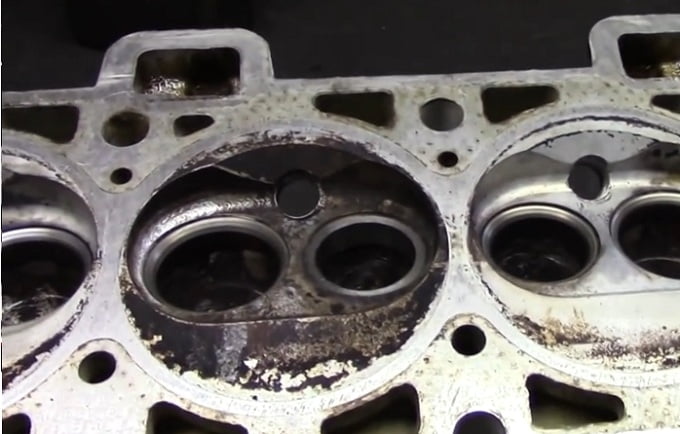
вот фото сёдел.
156789
156790
тарелка клапана утоплена ниже уровня поверхности камеры сгорания.
Кстати, там ещё трещинка между сёдел, на всех 4х камерах. Вроде как это не страшно, как народ говорит. Что скажите?
Замена седел клапанов ваз 2108 своими руками
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.

Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.

-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Замена седел клапанов своими руками
Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Содержание:
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом.
В состав входит два основных элемента:

- головка;
- стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
- в виде тюльпана;
- лоские;
- выпуклые.
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки.
Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.

Чем пользоваться?

Такие работы подразумевают использование грубоватых инструментов
и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.

Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.

Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.

Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.

Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.

Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Обработка седла после установки
Чтобы седло работало нормально, в нем следует сделать фаску. В идеале это выполняется на токарном станке. Но можно воспользоваться уже известной шарошкой и дрелью, но возможны неточности в работе.
Нарезается три кромки – внешняя, внутренняя и по центру, для контактирования с ней клапана. После этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.

Многих интересует вопрос, сколько стоит замена седла клапана ваз. Если рассматривать вариант только оплаты работ, то замена одного элемента вам обойдется в 500 – 700 рублей.
Замена седла клапана ВАЗ
В конструкции головки, главным элементом является седло клапана, понять это можно, детально изучив механизм работы клапана.

Главная задача седла состоит в сжатии клапана, таким образом, предотвращается возможность утечки газов, ведь контакт клапана с седлом необходимое условие работы всей системы.
Соприкосновение между деталями позволяет регулировать и отводить тепло от самой тарелки с большей эффективностью, происходит передача тепла, отходящего от клапана через само седло в ГБЦ, после чего происходит охлаждение жидкостью. В результате деятельности двигателя происходит износ некоторых деталей, в том числе приводящих к дефекту седла клапана. Происходящая разгерметизация нарушает полную теплоотдачу тарелки с седлом, после чего происходит поломка деталей полностью.
Поэтому герметичность соединений очень важная составляющая в таких вопросах, достичь такого эффекта возможно только при формировании соответствующего профиля для седла, контролирующий баланс износа деталей.
Как понять, что необходима замена седла клапана ВАЗ
Первым делом необходимо провести очистку седла и камеру двигателя, ведь под образовавшимся нагаром могут проявиться незаметные трещины. Также определить поломку камер можно по цвету, от других они будут отличаться. Поэтому по данным признакам можно определить износ седел и необходимость проведения ремонтных работ. Фактором для смены могут стать:
- Износ деталей является основной причиной замены. Проверить это возможно при помощи зенкования, при обнаружении невозможности доводки седла и его регулировании, необходимо принимать меры для смены.
- Перегар седел.
- Образование коррозии, чаще всего возникает она по наружному диаметру.
- Образование трещин в основании седла.
- При необходимости модернизации ГБЦ, которая включает в себя замену клапана или увеличение его диаметра.
Инструкция по смене клапана на авто марки ВАЗ
Для начала мы должны быть уверены, что замена необходима, весь процесс достаточно сложный, поэтому без специальных инструментов и знаний за него браться нет смысла.
Производить смену вы будете под свою ответственность, поэтому если у вас что-то не получится, придется обращаться в автовыкуп.
Первым делом производиться проверка герметичности ГБЦ, чтобы установить нет ли трещин, если все-таки вы их обнаружили, стоит сначала при помощи сварки их заделать, а только после растачивать седла.
Для извлечения седел понадобится станочное оборудование, после чего растачивать седло, пока оно не примет форму тонкого кольца, способного провернуться в гнезде. Аналогичных результатов мы добиваемся при помощи фрезы, установленной на дрель. Все работы выполняются аккуратно для предотвращения повреждений посадочного места.
При постановке нового седла используется натяг в 0,1-0,15 мм. По наружному диаметру. При этом разница температурных режимов составляет 180-200 градусов, для охлаждения седел применяется жидкий азот.
Если не будет нитрогена, можно использовать обычную холодильную камеру для охлаждения детали до 30 градусов. Далее запрессовывают очень быстро, чтобы температура не выровнялась. Для смены клапана необходимо при себе иметь:
- печку
- шарошки
- холодильную камеру
- штангециркуль
- молоток
- запрессовка
- сменные седла
Изымаем ГБЦ, промываем и очищаем от нагара и грязи. Готовим все необходимые инструменты.
Производим расчистку седла.
Изымаем старое седло.
… а также посадочное место.
Перед постановкой новых седел, необходимо их разместить в холодильную камеру.
После чего стоит нагреть часть гбц примерно до 200 градусов чтобы произвести прессовку.
Вынимаем седла помещенные в морозильную камеру.
Ставим седло для опрессовки.
Ждем пока детали остынут после чего вооружившись шарошками для седел вырезаем фаску.
Замена сёдел клапанов.
1. Седло изношено. Зенкуя седло под притирку клапана, вы обнаруживаете, что материала седла для дальнейшей доработки нет. Клапан садится глубоко настолько, что зазор не может быть отрегулирован. Решением может быть только замена седла.
2. Седло и клапан прогорели. А в чем причина? Мало ли причин! Были плохо притерты седло и клапан или зазор в приводе клапана был недостаточный. Уже неважно. Важно, что убирая зенковкой на седле клапана черноту, вы обнаруживаете, что материала не хватает. А дальше пункт 1.
3. Посадка седла в головке ослабла. Заметна коррозия по наружному диаметру.
4. В седле клапана обнаружена трещина.
5. Делая тюнинг головки, вы меняете клапана на увеличенные. Соответственно нужны увеличенные седла. Сначала проверьте, может быть, сможете использовать те седла, которые есть. Замена седел- не очень сложная работа, но в случае ошибки придется обращаться в автовыкуп или на утилизацию.
Как удалить старое седло клапана
Самый простой и удобный способ на станке. При растачивании седла его толщина и прочность уменьшаются, а потом в один прекрасный момент сила резания превышает силу трения в соединении. Остаток от седла проворачивается и далее его можно вынуть пассатижами. Если вы собираетесь устанавливать седла большего диаметра , то далее вам понадобится расточить посадочное место.
Если требуется просто замена штатного седла, используйте другой способ. Зажмите в патроне электрической дрели небольшой абразивный круг. Включите дрель и запиливайтесь в материал седла. В какой-то момент натяг седла ослабнет и его можно будет вынуть. Желательно чтобы этот произошло до того, как круг врежется в материал головки.
Еще один способ. В головку вставляют старый клапан. Тот, который здесь и был. И приваривают его к седлу в 3…4-х точках. А затем ударами молотка по клапану выбивают седло.
Новое седло
Материал седел клапанов довольно разнообразен. Бронза, сталь, нержавеющая сталь, металокерамика, чугун. Для седел клапанов изготовленных на АВТОВАЗе используется чугун. Такие седла можно легко обрабатывать ручным инструментом. А вот седла клапанов из закаленной стали можно только шлифовать. Для этого нужен специализированный станок.
Седла клапанов из бериллиевой бронзы имеют то преимущество, что хорошо отводят тепло от клапанов. Часто этот материал применяют для гоночных автомобилей. Но для ежедневного вождения по городу крутить двигатель до 8000 оборотов не нужно. Следовательно, и седла из бериллиевой бронзы не нужны.
Современный и перспективный материал – металлокерамика. Седла из этого материала могут удачно объединять такие противоречивые свойства как износоустойчивость и хорошая обрабатываемость. И при этом не очень большая цена. Заготовки для двигателя ЗМЗ могут стоить от 30 рублей за штуку.
Для упрощения ремонта, желательно найти готовые, покупные детали. Но тут нас ожидает сюрприз: готовые седла для Лады найти крайне сложно. И это будут седла тюнинговые. Это хороший признак, значит, нужны они крайне редко. Но, если понадобится, седла придется заказывать знакомому токарю.
Упомянутые выше заготовки для ЗМЗ не применяются сразу. Это именно заготовки. Их дорабатывают по фактическим размерам гнезда под седло.
Монтаж седла
Седла устанавливают с натягом. Замерив фактические размеры, дорабатывают седла. Обеспечивают гарантированный натяг 0,1…0,15мм.
Подготовленную головку нагревают до температуры 100…200 градусов. Для этого используют печь или электроплитку. А вот газовая горелка или паяльная лампа дадут неравномерный нагрев.
Седло напротив охлаждают сухим льдом или жидким азотом, а затем при помощи оправки и молотка запрессовывают в головку.
Когда головка не спеша остынет, можно переходить к следующей стадии ремонта - зенковке седел и притирке клапанов.
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Седло клапана
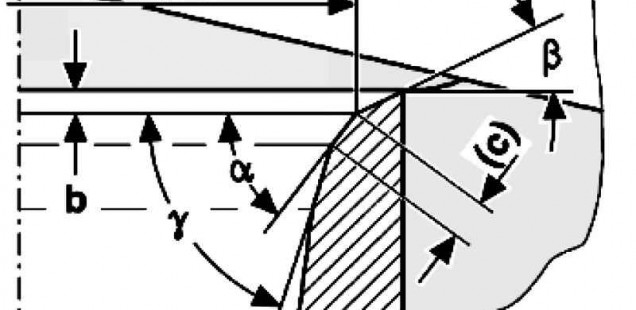
Седла клапанов отвечают за три основных функции: обеспечивают герметичность в закрытом положении, обеспечение оптимального воздушного потока, когда клапан открывается, и для передачи тепла от клапана к головке, когда клапан закрыт. Седла клапанов должны быть достаточно твердыми, чтобы выполнять основные функции достаточно длительный период, достаточно мягкими, чтобы предотвратить повреждение клапана, и иметь достаточную теплопроводность для отвода тепла от клапана.
Расположение и высота седла клапанов в головке блока цилиндров является определяющим фактором для достижения правильной согласованной работы всех цилиндров.
Давайте разберемся на бумаге в чем минусы разной высоты посадки клапанов в их седлах. Допустим вы считаете, что степень сжатия вашего двигателя составляет 11.25:1, но на самом деле из-за разности посадки клапанов изменился объем камеры сгорания и теперь степень сжатия может быть в пределах от 11.15:1-11.37:1. На практики такая разность в камере сгорания плохо сказывается на производительности двигателя, разное наполнение горючей смесью, сильно проточенные в результате ремонта седла просаживают клапан очень глубоко и это приводит к ухудшению продувки. Если седла уже на раз протачивались и клапан глубоко располагается относительно камеры сгорания, об этом я немного писал в предыдущей статье Дефектовка клапанов, лучше заменить седло, но есть вариант переточить его под больший диаметр клапана, это позволит вернуть исходное положение, но соответственно появляется необходимость в подходящем клапане. Тут уже можно использовать специальные тюнинг клапаны, в продаже можно найти высоко производительные и имеющие специальные напыления, о таких клапанах я напишу в следящей статье. Обдумывая замену седла можно присмотреться к разным материалам, в зависимости от ваших целей. Седла изготавливаются из бериллия, меди, чугуна, стеллита, хрома, сплавов никеля, кобальта, и порошковый металл.
Как извлечь седло клапана
Много разговоров в сети как это делать и способов не меньше. Приведу пример как быстро и качественно, без повреждения головки вынуть седло клапана и для этого понадобится старый клапан и сварочный аппарат.

Глядя на картинку все становится понятным.
Берем старый клапан и протачиваем его тарелку до внутреннего диаметра седла, вставляем его в направляющую и утапливаем почти до самого края седла, не доходя примерно 2-3 мм. Заклеиваем каналы охлаждения с боков головки если таковые имеются, устанавливаем головку горизонтально камерами сгорания вверх и наливаем холодную воду в рубашку охлаждения. Это следует сделать обязательно потому что мы будем пользоваться сваркой и это неизбежно будет нагревать камеру сгорания что может привести к ее деформации. Прихватываем в нескольких местах вставленный клапан. Нет необходимости капитально сваривать детали, это только увеличит вероятность деформации и потом сложнее будет отделить наш проточенный клапан, который пригодится для следующего седла. И так клапан приварен и остается только выбить его молотком с обратной стороны после того как все остынет, кто боится слова «молоток», могут плавно выпрессовать нехитрыми приспособлениями. Если седла изготовлены из сплава, например бериллий-медь, то сварка становится мало вероятна. В таком случае чтобы не утруждаться вытачиванием седла на станке, что не всегда доступно, можно нарезать резьбу на седле большим метчиком и также нарезать резьбу на подходящей толстостенной трубе заблаговременно приварив к ней клапан в районе резьбы и таким же образом выбить.
Установка седла клапана
Натяг седел клапанов. Для установки в алюминиевые головки блока цилиндров, натяг (разница в диаметрах) должен быть в следующем диапазоне:
Бериллий медь 0.10-0.11 мм
Установка седла намного проще чем его демонтаж, изготавливается подходящая оправка по диаметру седла, направляющей для центровки, послужит так же старый клапан, головка блока предварительно очищается и нагревается до 80-90 градусов, в несколько движений молотком быстро запрессовывается седло.

Разберемся какие седла с какими клапанами используются и для чего это нужно.
Бериллий-медь, рекомендуется к использованию с титановыми клапанами. Этот сплав седла около 98% меди обеспечивает достойный уровень теплообмена, обладает высоким сопротивлением усталости и износу при высоких температурах. Бериллий медь обеспечивает лучшую тепло передачу, чем, скажем, бронзы или железа. Недавно был разработан медно-никелевый сплав, возможно даже лучше, чем бериллий-медь. Это было сделано во многом из-за токсичности бериллия во время его обработки.
Титановые клапаны, хотя и легче по весу, но имеют тенденцию к сильному нагреванию, поэтому возникает необходимость в седле способного быстро отводить тепло.
Твердые сплавы как стеллит, хром подходят для большинства случаев, но это не лучший вариант для высоко форсированного мотора. Хоть эти сплавы как- то и адаптируются производителями по теплопроводности всё же возникает сложность в их обработке.
Читайте также: