
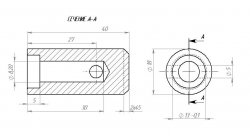
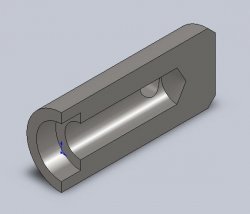
Оправка для запрессовки седел клапанов ваз 21083 чертеж
Замена седел клапанов своими руками
Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Содержание:
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом.
В состав входит два основных элемента:

- головка;
- стержневая часть.
Эти автомобильные узлы могут иметь головки различных форм:
- в виде тюльпана;
- лоские;
- выпуклые.
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки.
Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.

Чем пользоваться?

Такие работы подразумевают использование грубоватых инструментов
и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.

Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.

Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.

Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.

Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.

Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Обработка седла после установки
Чтобы седло работало нормально, в нем следует сделать фаску. В идеале это выполняется на токарном станке. Но можно воспользоваться уже известной шарошкой и дрелью, но возможны неточности в работе.
Нарезается три кромки – внешняя, внутренняя и по центру, для контактирования с ней клапана. После этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.

Многих интересует вопрос, сколько стоит замена седла клапана ваз. Если рассматривать вариант только оплаты работ, то замена одного элемента вам обойдется в 500 – 700 рублей.
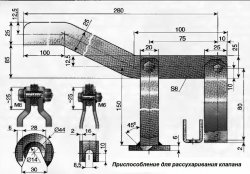
Чертежи съёмников. Приспособления для ремонта. Инструмент
Фотография съёмника 
Чертёж съёмника
Приспособление для вывода ШРУСа из коробки передач.
Изготовлено из старого рожкового ключа с наваренной трубой.

Замена пыльника ШРУСа.
Подходит колпачок от водки, но можно использовать и другие подходящие ёмкости. Принцип показан на рисунке. Мажем маслом и всё заходит совершенно спокойно.
Чертёж съёмника ШРУСа.
Съёмник состоит из трёх частей. Причём полукольца для наружного и внутреннего ШРУС нужны разные.
Хомут
Клин. Надо 2 штуки.
Полукольцо
Набор оправок для запрессовки сальников в коробку передач.

Чертёж оправки для установки маслоотражательных колпачков.

Приспособление для притирки клапанов.

Приспособление для притирки клапанов.
Приспособление для притирки клапанов при помощи электродрели.
Приспособление для притирки клапанов при помощи дрели представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления и характер соединения его деталей приведены ниже.
Вращательное движение от электродрели передаётся на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединён с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки является получение ровной непрерывной матовой или блестящей полосы шириной 1. 2 мм на рабочих поверхностях клапана и его седла.
После притирки тщательно промывают клапаны и сёдла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдёт интенсивный износ последних.

Оправка для центрирования диска сцепления при его замене.

Довольно простое приспособление. Изготавливается элементарно. Длинна всего приспособления - 90 мм. Диаметр - 18 мм. С одного торца делается проточка длинной - 13 мм. и диаметром - 15 мм. Снимается фаска.
Из другого торца этого приспособления обычно делается оправка для запрессовки маслосъёмных колпачков.
Вместо этого приспособления, для центровки диска, можно использовать старый первичный вал коробки передач или его обломок.
Чертежи оправок, схемы и описания их использования
Чертежи оправок, схемы и описания их использования для замены маслосъемных (маслоотражательных) колпачков на двигателях линейки ВАЗ (2101, 2103,2106). Предложенные оправки позволят облегчить и ускорить выполнение ремонтных работ.
Прежде чем заменить колпачки необходимо провести работы по рассухариванию клапанов, для этого можно использовать предложенную оправку.
После выполнения работ, клапана опускаем вниз до упора с поршнем. Снимаем тарелку (позиция 3). Снимаем две пружины (позиции 1, 2). Вынимаем седло (позиция 7). С маслосъемного колпачка извлекаем пружину (позиция 13). Замеряем и записываем размер «А». Вытаскиваем колпачок с втулки и клапана.
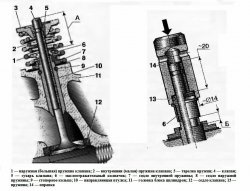
Сменный колпачок не должен надеваться легко. Если это происходит, устанавливать его нельзя. Он должен запрессовываться на втулку (позиция 10).
Перед установкой колпачка, смазываем двигательным маслом посадочное место. При помощи оправки запрессуем без перекосов колпачок. Работу выполняем медленно и аккуратно, выдерживая размер «А».
После установки колпачка зазор «Б» должен равняться нулю. Нижняя поверхность колпачка, должна упереться в поверхность направляющей втулки.
Вначале запрессовываем колпачки первого и четвертого цилиндров. Собираем и засухариваем клапана (используем предложенную оправку). Проворачиваем коленчатый вал на сто восемьдесят градусов. Запрессовываем колпачки второго и третьего цилиндров. Снова Проворачиваем коленчатый вал на сто восемьдесят градусов. Исходное положение коленчатого вала контролируем по меткам.
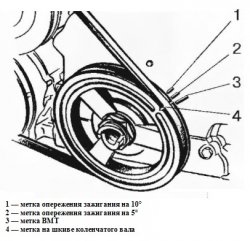
Метка (позиция 4) должна совпасть с меткой (позиция 3).
Проверяем метки на корпусе распределительного вала.
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Запрессовка и выпрессовка клапанных втулок
У бензиновых автомобильных двигателей температура впускного клапана достигает 400 °С, а выпускного более 800 °С. Впускные клапаны омываются топливовоздушной смесью, а выпускные — отработавшими газами.
При этих условиях втулки клапанов должны прочно сидеть в головке блока цилиндров, осуществлять смазку и обеспечивать отвод тепла от стержня клапана. Требования к геометрии направляющих втулок и характеру их сопряжений по наружному диаметру (D) в головке блока и по внутреннему диаметру (d) со стержнем клапана строго нормированы (рис. 17, 18, табл. 4).
На рис. 17 представлены направляющие втулки клапанов двигателей ВАЗ. Втулки впускного и выпускного клапанов легко отличить: у втулки впускного винтовая канавка для удержания масла нарезана на половину длины втулки, что уменьшает поступление масла в камеру сгорания, а втулка выпускного для лучшего отвода тепла сделана более длинной.
Для головок блоков цилиндров из алюминиевых сплавов втулки изготавливают из чугуна (двигатели ВАЗ, см. рис. 17), из латуни или бронзы (см. рис. 18).
Бронзовые и латунные втулки обеспечивают более интенсивный отвод тепла от стержня клапана и лучше работают в условиях недостаточной смазки. Их обычно устанавливают в более форсированных двигателях, в которых условия смазки стержней выпускных клапанов весьма неблагоприятны из-за высокой температуры последних, а стержней впускных клапанов — вследствие выдувания и смывания масла топливовоздушной смесью, постоянно находящейся во впускном трубопроводе под пульсирующим давлением. Латунь лучше чем чугун работает в условиях ограниченной смазки, ее теплопроводность (см. табл. 5) в два раза выше, чем у чугуна
У латунных втулок есть смысл изменить посадочную поверхность под маслоотражательный колпачок, удалить канавку под стопорное кольцо и сделать ребро охлаждения, которое одновременно является и фиксатором положения втулки в головке блока цилиндров.
Латунные клапанные втулки применяются в двигателях автомобилей Audi, BMW, Volvo.
Вышеперечисленные свойства латуни позволяют отказаться от винтовых канавок в отверстиях клапанных втулок и сделать втулки впускных и выпускных клапанов одинаковой длины. Так сделано у упомянутых выше иномарок. У части иномарок одинаковыми (короткими) делают ремонтные латунные втулки
Латунные втулки позволяют уменьшить рабочий зазор в паре втулка — стержень клапана, что уменьшает расход масла. Большой коэффициент теплопроводности латуни способствует быстрой передаче тепла от стержня клапана к головке блока цилиндров и далее к охлаждающей жидкости. При выборе марки латуни необходимо иметь в виду, что латуни с большим содержанием цинка более дешевые, лучше обрабатываются резанием, лучше прирабатываются и меньше изнашиваются. Вместе с тем у этих латуней меньше теплопроводность. Более низкая температура латунных втулок способствует более длительной работе маслосъемных колпачков, что также уменьшает расход масла.
При изготовлении втулок необходимо обеспечить максимальную соосность внутреннего отверстия (под стержень клапана) и наружных посадочных поверхностей (в головку и под колпачок). Заметим, что у чугунных втулок, поступающих в запасные части, несоос-ность встречается довольно часто.
Если головка блока цилиндров чугунная, то установка специальных направляющих втулок клапанов не обязательна, отверстия под клапаны выполнены непосредственно в головке.
На втулку (см. рис. 18) колпачок напрессовывают нажатием руки на специальное приспособление. А вот спрессовывается колпачок в этом случае значительно труднее, чем со втулки (см. рис. 17).
Определение технического состояния втулок. Пригодность втулки рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми (см. табл. 4). Обычно у отечественных автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей (d, D) втулки видна невооруженным глазом по разностенности, по заход-ной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Замена втулок. Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей.
Выпрессовка втулки клапана «Жигулей» показана на рис. 20. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку 5 (размеры в скобках) и низкую гайку 7.
Запрессовка новой клапанной втулки (рис. 21) производится при помощи шпильки 5 (см. рис. 20), гайки 4, упора 1 (см. рис. 21) и наконечника 5.
Выпрессовка (рис. 22, 24) и запрессовка (рис. 23, 25) втулок автомобилей «Самара», «Ока» и «Москвич-21412» производится при помощи тех же самых приспособлений, что и для «Жигулей» (см. рис. 20, 21).
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм.
При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессо-вать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока.
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1мм.
Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рис. 26, 27. В приспособлениях различными являются только наконечники 3. Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском).
Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость; менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрес-совке втулок.
Вертикальное расположение втулок в головке цилиндров двигателя «Волги» позволяет довольно просто выпрессовать их на прессе (рис. 28). При этом может быть использована оправка, свинчиваемая из двух деталей 2 и 3 или специальная оправка 5 (одна деталь).
Шарошки для ремонта седел клапанов – как выполнить работу без проблем?
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.

Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.

Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.

Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.

Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Диаметр седел клапанов ваз 2108
Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию
Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности.
1)Снятие, разборка и дефектовка
Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки
Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.
2) Закупка запчастей после дефектовки:
— направляющие
— маслосъёмные колпачки
— фрезы маленькие
-шарошки (сделал сам)
-наждачная бумага Р80-120-180-240-320 и Р600
3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета
Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем …
Потребуются:
-верх.шаровая 2107(33мм) — 1шт
-нижн.шаровая 2107(30мм) — 2шт
-болт и гайка( соединительная)
Освобождил заготовки для фрез, заварил болт.
Начинаем вырезать зубья стараясь поддерживаться этому рисунку)
Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)
Минусы: низкое качество, небольшой ресурс, неудобства при работе
Плюс: экономия
4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм)
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал
Добрый человек нарисовал чертеж втулки.
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами.
Наружный диаметр
6) Расточка впускного коллектора в 33мм
После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и нождачной бумагой, предварительно убрав эту перегородку мелкими фрезами)
Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
Шлифовка Р80-120-180-240-320-600
Доработка необходимая, даже без расточки каналов
Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.
Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
9) Замена направляющих
С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Выбиваются просто, забиваются несложно — главное равномерно нагреть ГБЦ, а сами направляющие охладить)
Клапана не заходят и это хорошо, надо развернуть
10) Зенковка седел
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта
Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует.
Итог, фаски 20 и 15 градусов почти не видно, но они есть)
11) Притирка клапанов
Притирку клапанов делал впервые, жутко утомительное занятие…
Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями.
Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан
герметичен.
12) Доработка КС
Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)
Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС.
Ставим ГБЦ ровно на столе, для этого пригодится строительный уровень, закручиваем свечи, вставляем клапана и заливаем маслом
Чтобы не возиться с формулами использовал удобный сервис для расчета степени сжатия — это не реклама)))
После фрезеровки плоскости расчетная степень сжатия 10,5
13) Фрезеровка ГБЦ
Фрезеровал на 2мм. Сделали качественно)
После фрезеровки остается много масла и стружки, прикупил химию для чистки
Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения)
14) Расточка карбюратора 24*26
Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров)))
Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)
15) Распредвал Нуждин 10,93 282гр.
Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))
Данные с оф.сайта (Нуждин 10,93) :
Подъем клапана (мм) 10.93
Ширина фазы (градусы ПКВ) 282
Базовый диаметр 37,5 мм
Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ.
Подъем впускного клапана в точке ВМТ 2,10 мм.
Делал всё это давно — уже перебрался на 16V и почти собрал машинку.
Пишите конструктивную критику и замечания — добавлю в пост =)
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Раздел создан: 22 января 2007 г.
Последнее обновление: 7 июля 2010 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
Диаметр седел клапанов ваз 2108
Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию
Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности.
1)Снятие, разборка и дефектовка
Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки
Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.
2) Закупка запчастей после дефектовки:
— направляющие
— маслосъёмные колпачки
— фрезы маленькие
-шарошки (сделал сам)
-наждачная бумага Р80-120-180-240-320 и Р600
3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета
Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем …
Потребуются:
-верх.шаровая 2107(33мм) — 1шт
-нижн.шаровая 2107(30мм) — 2шт
-болт и гайка( соединительная)
Освобождил заготовки для фрез, заварил болт.
Начинаем вырезать зубья стараясь поддерживаться этому рисунку)
Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)
Минусы: низкое качество, небольшой ресурс, неудобства при работе
Плюс: экономия
4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм)
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал
Добрый человек нарисовал чертеж втулки.
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами.
Наружный диаметр
6) Расточка впускного коллектора в 33мм
После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и нождачной бумагой, предварительно убрав эту перегородку мелкими фрезами)
Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
Шлифовка Р80-120-180-240-320-600
Доработка необходимая, даже без расточки каналов
Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.
Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
9) Замена направляющих
С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Выбиваются просто, забиваются несложно — главное равномерно нагреть ГБЦ, а сами направляющие охладить)
Клапана не заходят и это хорошо, надо развернуть
10) Зенковка седел
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта
Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует.
Итог, фаски 20 и 15 градусов почти не видно, но они есть)
11) Притирка клапанов
Притирку клапанов делал впервые, жутко утомительное занятие…
Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями.
Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан
герметичен.
12) Доработка КС
Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)
Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС.
Ставим ГБЦ ровно на столе, для этого пригодится строительный уровень, закручиваем свечи, вставляем клапана и заливаем маслом
Чтобы не возиться с формулами использовал удобный сервис для расчета степени сжатия — это не реклама)))
После фрезеровки плоскости расчетная степень сжатия 10,5
13) Фрезеровка ГБЦ
Фрезеровал на 2мм. Сделали качественно)
После фрезеровки остается много масла и стружки, прикупил химию для чистки
Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения)
14) Расточка карбюратора 24*26
Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров)))
Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)
15) Распредвал Нуждин 10,93 282гр.
Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))
Данные с оф.сайта (Нуждин 10,93) :
Подъем клапана (мм) 10.93
Ширина фазы (градусы ПКВ) 282
Базовый диаметр 37,5 мм
Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ.
Подъем впускного клапана в точке ВМТ 2,10 мм.
Делал всё это давно — уже перебрался на 16V и почти собрал машинку.
Пишите конструктивную критику и замечания — добавлю в пост =)
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Раздел создан: 22 января 2007 г.
Последнее обновление: 7 июля 2010 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
Читайте также: